

Пора точить?..
Неопытному мастеру сложно отличить хорошо заточенный инструмент от того, который уже затупился. Основные признаки того, что пора браться за заточку, следующие:
- металл сильно греется. За счет того, что режущая кромка сработана, трение при сверлении усиливается. Соответственно, происходит нагрев рабочей части и далее хвостовика, патрона дрели (перфоратора). При сильном нагреве металл сверла теряет свои свойства, «отпускается» и перестает держать заточку вообще;
- звук при сверлении усиливается, возникает скрип и визг;
- стружка выходит либо только с одной стороны (неравномерность заточки), либо с обоих, но в виде крошки, а не аккуратной спирали.
По отдельности эти признаки можно счесть результатом работы со слишком твердым и хрупким материалом, неподходящим типом сверла в целом. Все вместе однозначно сообщает – пора затачивать кромки!
Заточка сверла на точильном станке.
На обычном точильном станке вы можете без труда заточить сверло по металлу, по дереву или по бетону. Важный момент — станок должен быть обязательно оборудован платформой, которая располагается перед рабочей поверхностью точильного диска. Расстояние между платформой и торцом круга должно быть не более одного миллиметра. В магазинах продаются точильные станки, у которых может этой платформы и не быть. Если ваш точильный станок не оборудован платформой, но желание наточить сверло все еще осталось — пролистайте ниже, где мы расскажем о том, как заточить сверло своими руками при помощи болгарки или наждачки.
Рекомендуем Как правильно пилить лобзиком: 6 простых лайфхаков безупречного пила
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
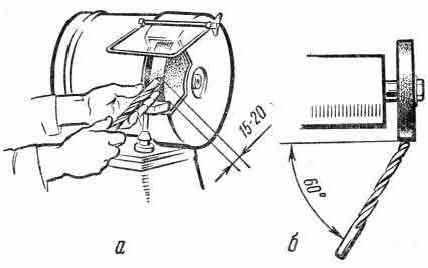
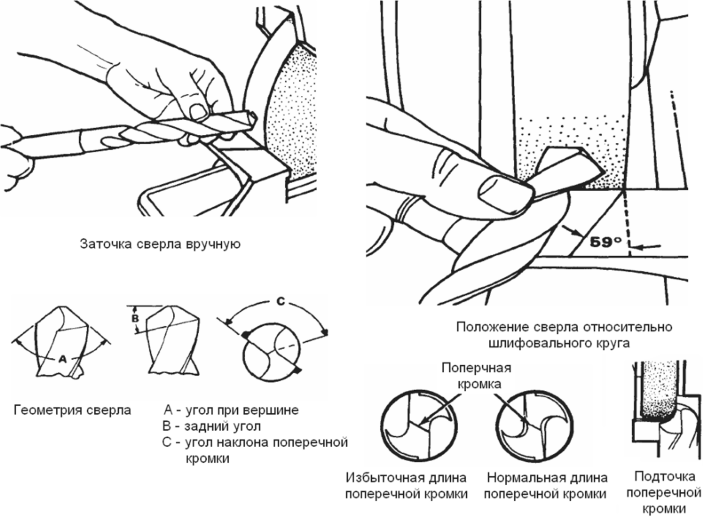
- Начертите прямую линию на подручнике под углом в 60 градусов по отношению к рабочей поверхности точильного круга. Линия должна быть нарисована напротив рабочей поверхности;
- Закрепите на платформе обрезок металлического уголка, который нужно выровнять по намеченной линии, как показано на фотографии. Т.е. уголок должен быть расположен под 60 градусов к рабочей поверхности. Чтобы зафиксировать этот уголок вы можете воспользоваться обычной струбциной. Если заточка сверел для вас частое занятие, то можно просверлить отверстие в платформе и зафиксировать уголок с помощью болтов с гайками;
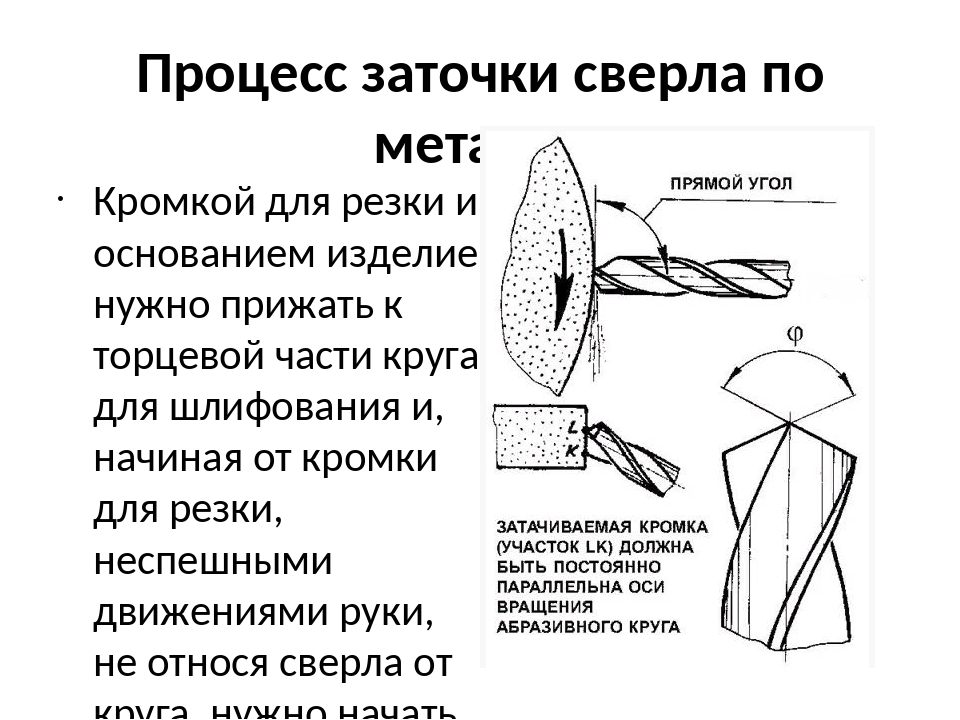
С помощью этого простого приспособления в виде уголка вы можете приложить своими руками сверло и таким образом обеспечить постоянный уклон в 60 градусов для заточки. Прежде, чем начать работу, вам нужно установить на станок крупноабразивный диск. Не забывайте о технике безопасности и обязательно наденьте защитные перчатки и очки. Затем включите станок и правильно возьмите в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь вам нужно приложить сверло боковой плоскостью к спинке уголка и подвести его к рабочей поверхности точильного круга. Правая рука остается неподвижной, а левая, которая держит сверло, должна слегка перемещаться в вертикальной плоскости, совершая покачивания. Таким образом проходит заточка от режущей кромки до конца задней поверхности.
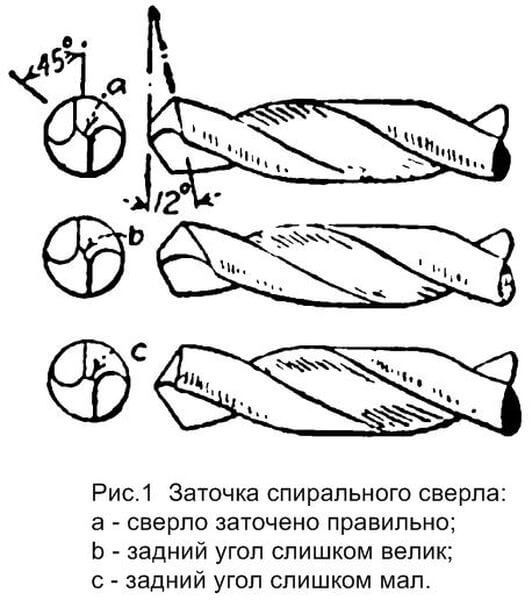
По такому принципу совершите несколько простых покачивающих движений левой рукой снизу вверх. Сильного упора создавать нет необходимости, так как у вас просто вырвет сверло из рук. Когда вы заточите одну поверхность, то поверните сверло на 180 градусов и точно так же обработайте вторую поверхность. Когда вы закончите заточку сверла, то убедитесь в том, что угол при вершине равен 120 градусам, что оптимально для сверла по металлу. Так же убедитесь в том, что кромки и задние спинки сверла получились симметричными.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
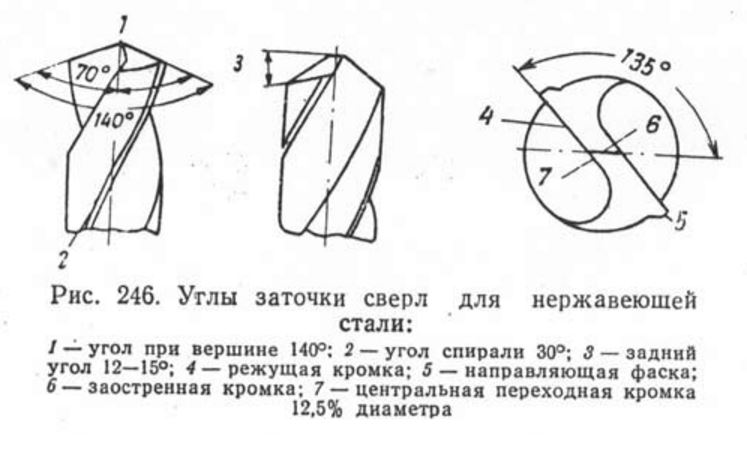
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Подготовительный этап
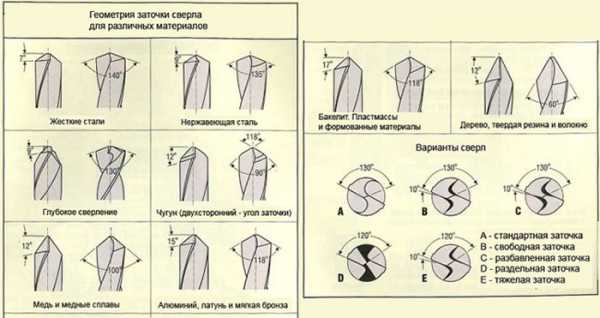
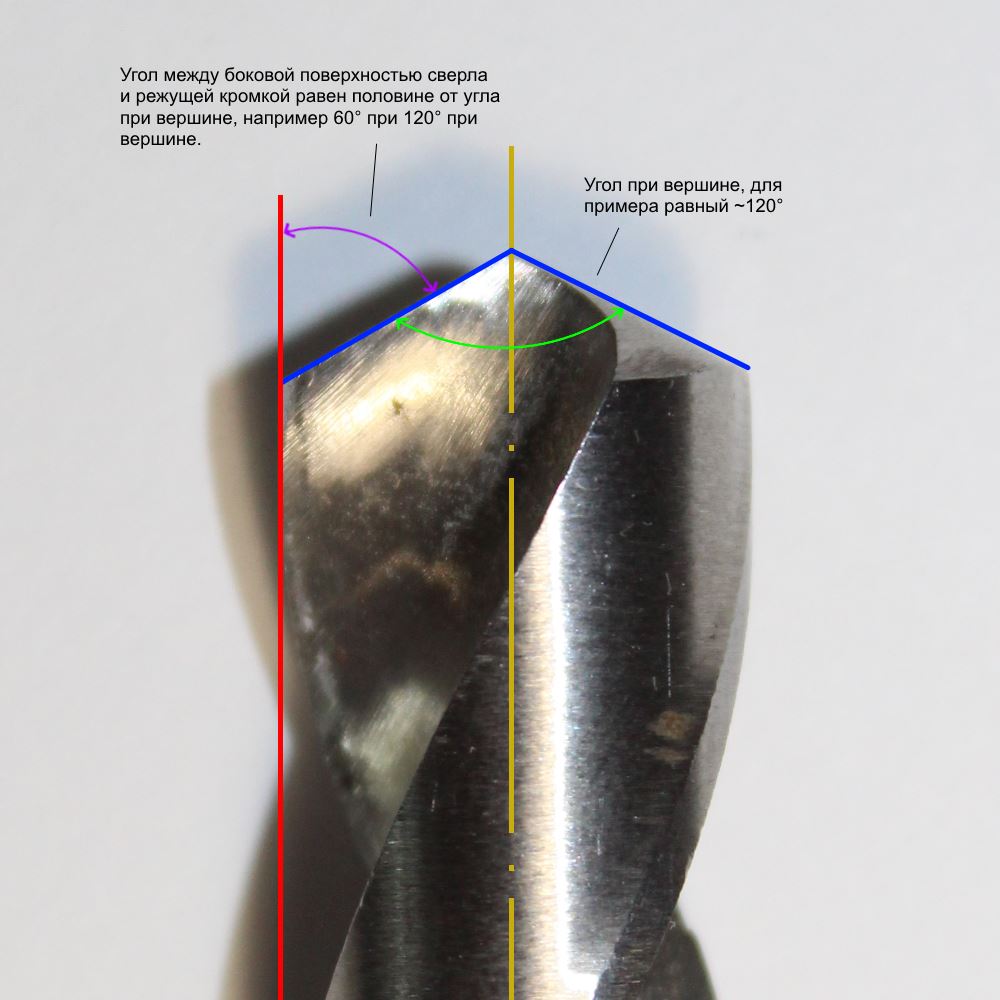
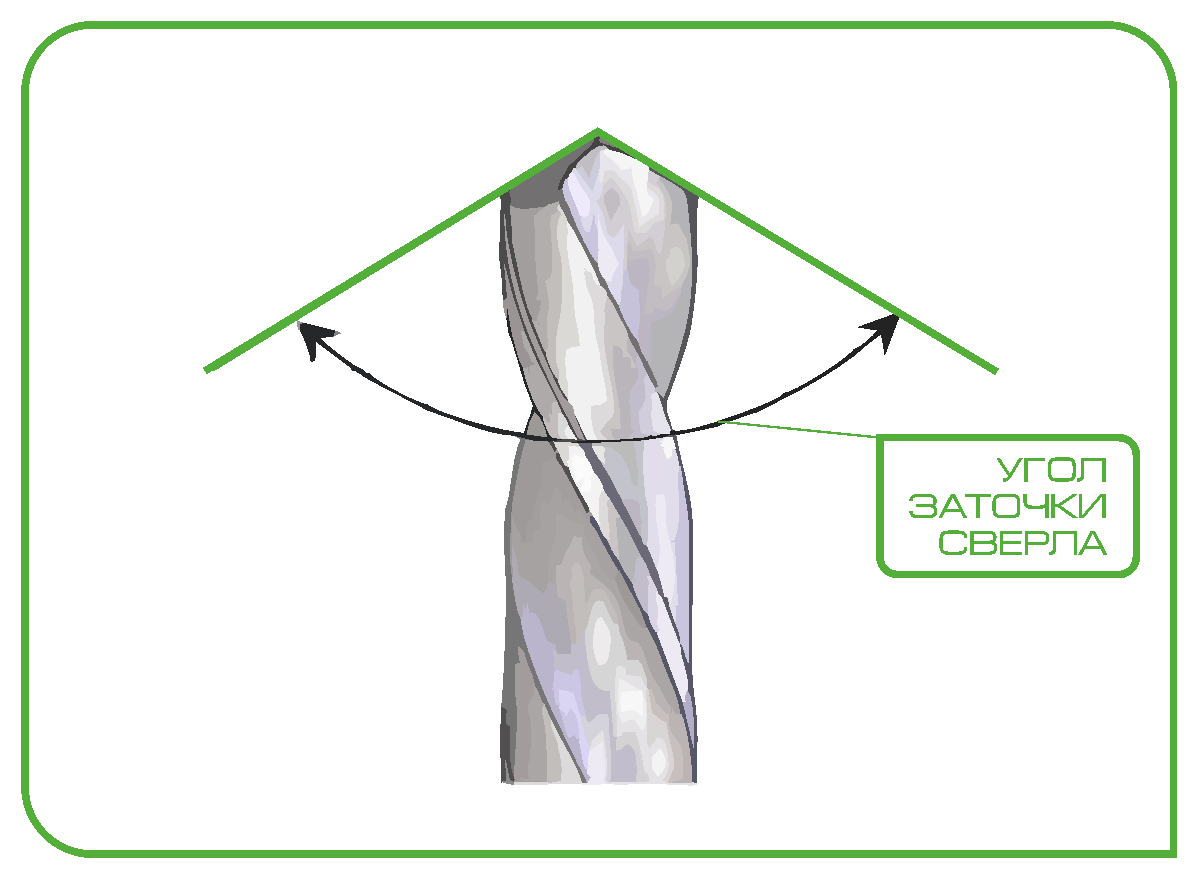
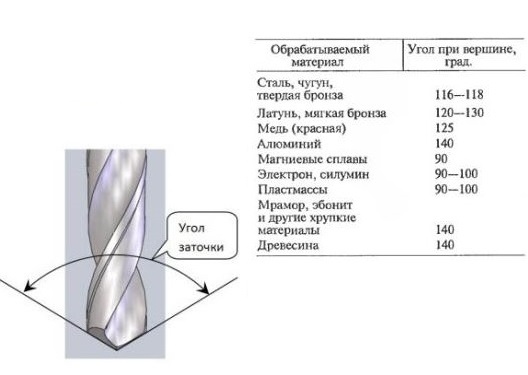
Чтобы сверло эффективно справлялось со своими функциями, важно создать правильный угол при его вершине. Угол при вершине сверла образован режущими кромками, его значение выбирается в зависимости от материала, с которым предстоит работать:
- для стали, чугуна, твердой бронзы — 116° — 118°;
- для латуни и мягкой бронзы — 120° — 130°;
- для красной меди — 125°;
- для алюминия — 140°.
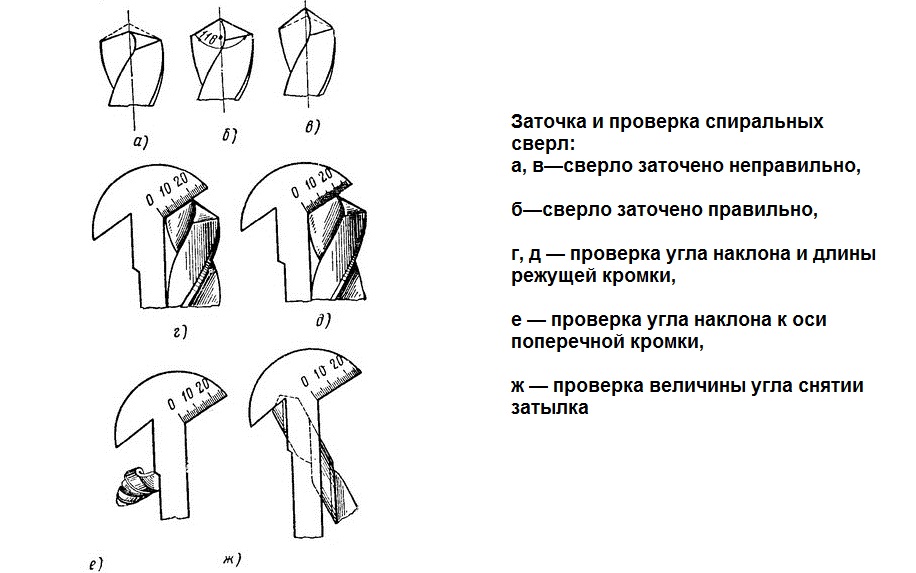
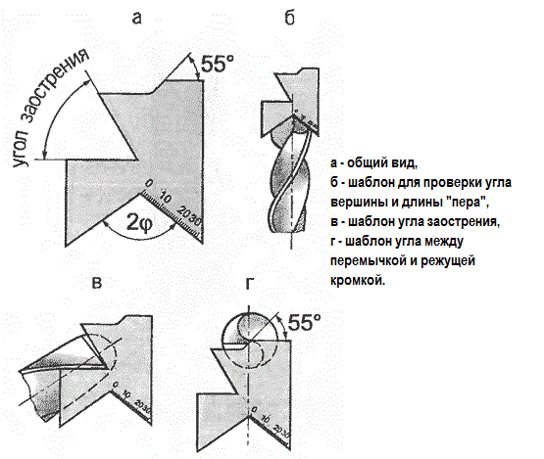
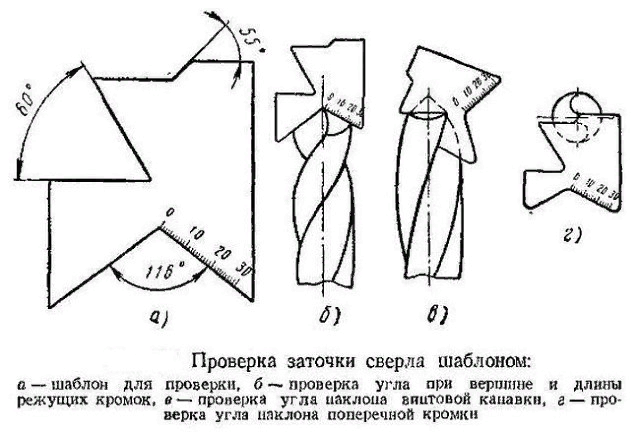
Для удобства заточки рекомендуется изготовить из тонкого металла шаблон, который прикладывается к боковой части сверла и проверяет угол между его осью и режущей кромкой – величина этого угла равна ½ угла при вершине.
Для заточки сверл, конечно — же лучше всего использовать точильный станок, оснащенный подручником. Если нет станка, можно использовать переносные инструменты с абразивным кругом.
При работе болгаркой важно, чтобы устройство было надежно зафиксировано, что достаточно сложно выполнить. С зазором в миллиметр от рабочей поверхности абразивного круга должна располагаться надежно закрепленная рабочая площадка для опоры, направляющей и руки, держащие сверло
Иначе практически невозможно выполнить правильную заточку. При помощи болгарки допускается точить только тонкие сверла, иначе велика вероятность травмы.
Сверла самого малого диаметра допускается точить вручную при помощи плоского напильника.
Как продлить срок службы сверла
«Посадить» сверло не сложно, сложнее будет вернуть ему работоспособность. Чтобы продлить срок его службы нужно помнить о следующих правилах работы:
- Не допускайте перегрева свёрл. Перегрев рабочей части сверла способствует размягчению металла, его быстрому затуплению.
- Подберите скорость вращения. Скорость вращения сверла подбирают в зависимости от его типа и диаметра. Для разных материалов нужное число оборотов при одинаковом диаметре сверла так же будет отличаться.
- Смазывайте сверло. При сверлении отверстий в металле возникает сильное трение между сверлом и заготовкой, что приводит к его перегреву и быстрому износу. Для уменьшения трения в место соприкосновения сверла с деталью подливают машинное масло.
- Извлекайте стружку. При работе с деревом нужно часто извлекать сверло и очищать его от набившейся стружки. Ее избыток может привести к перегреву, а так же сверло может застрять в детали и сломаться. Давайте сверлу остывать между погружениями.
- Делайте отверстия в металле за несколько проходов. Если необходимо просверлить отверстие диаметром более 6 мм, желательно делать это за несколько проходов сверлами разного диаметра, постепенно увеличивая диаметр на 5-6 мм. Это так же позволит просверлить размеченные отверстия точнее.
- При заточке подтачивайте перемычку и ленточку. Это повысит стойкость, сверло будет лучше врезается в материал, возрастает производительность сверления, уменьшается усилие подачи.
Ниже приведена таблица с приблизительными значениями количества оборотов в минуту в зависимости от диаметра сверла и обрабатываемого материала.
| Ø, мм | Мягкие породы дерева | Твердые породы дерева | Сталь | Медь | Алюминий |
|---|---|---|---|---|---|
| Спиральные сверла по металлу | |||||
| до 6 | 3000 | 3000 | 3000 | 3000 | 3000 |
| 6-10 | 3000 | 1500 | 1000 | 1200 | 2500 |
| 10-16 | 1500 | 750 | 600 | 750 | 1500 |
| 16-25 | 750 | 500 | 350 | 400 | 1000 |
| Спиральные сверла с подрезателем по дереву | |||||
| до 3 | 1800 | 1200 | — | — | — |
| 6 | 1800 | 1000 | — | — | — |
| 9 | 1800 | 750 | — | — | — |
| 12 | 1800 | 750 | — | — | — |
| 16 | 1800 | 500 | — | — | — |
| 19 | 1400 | 250 | — | — | — |
| 22 | 1200 | 250 | — | — | — |
| 25 | 100 | 250 | — | — | — |
| Перьевое (перовое) сверло по дереву | |||||
| до 12 | 2000 | 1500 | — | — | — |
| 12-25 | 1750 | 1500 | — | — | — |
| 25-39 | 1500 | 1000 | — | — | — |
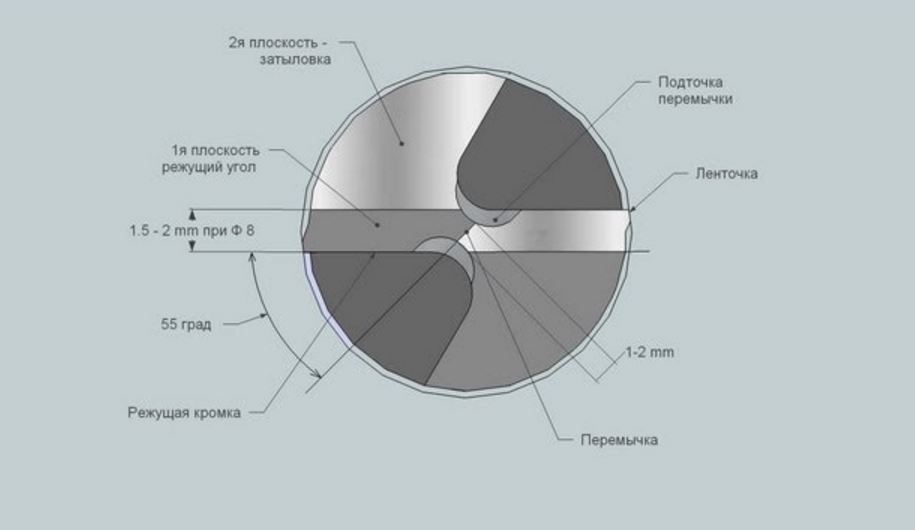
Какую геометрию необходимо придать элементам спирального сверла для оптимального создания отверстий в металлах
Для выполнения качественной заточки необходимо хорошо представлять устройство и принцип работы сверлильного инструмента.
Как изготовлено сверло
Оно состоит из двух частей, соединяемых сваркой:
- рабочей, изготовленной из быстрорежущей стали (HSS) марок Р6М5, Р6МК5, Р18 и им подобных;
- хвостовика, зажимаемого в патрон (сталь 45 или 40Х).
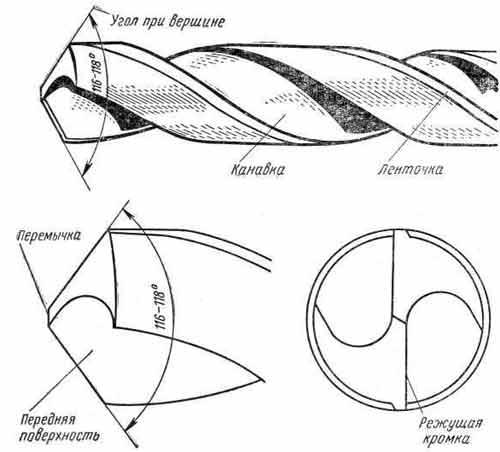
Рабочая часть, в свою очередь, представлена:
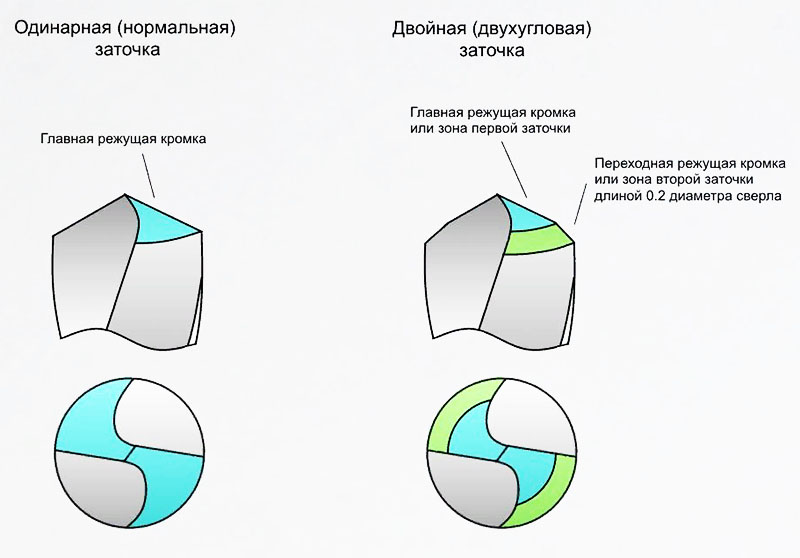
- режущим наконечником (второе название — заходный);
- калибровочным участком, выполненным цилиндром из канавок отвода стружки с калибровочной ленточкой.
На режущем наконечнике имеются:
- 2 режущие кромки (РК), соединяемые кромкой перемычки (или просто перемычкой);
- 2 задние поверхности.
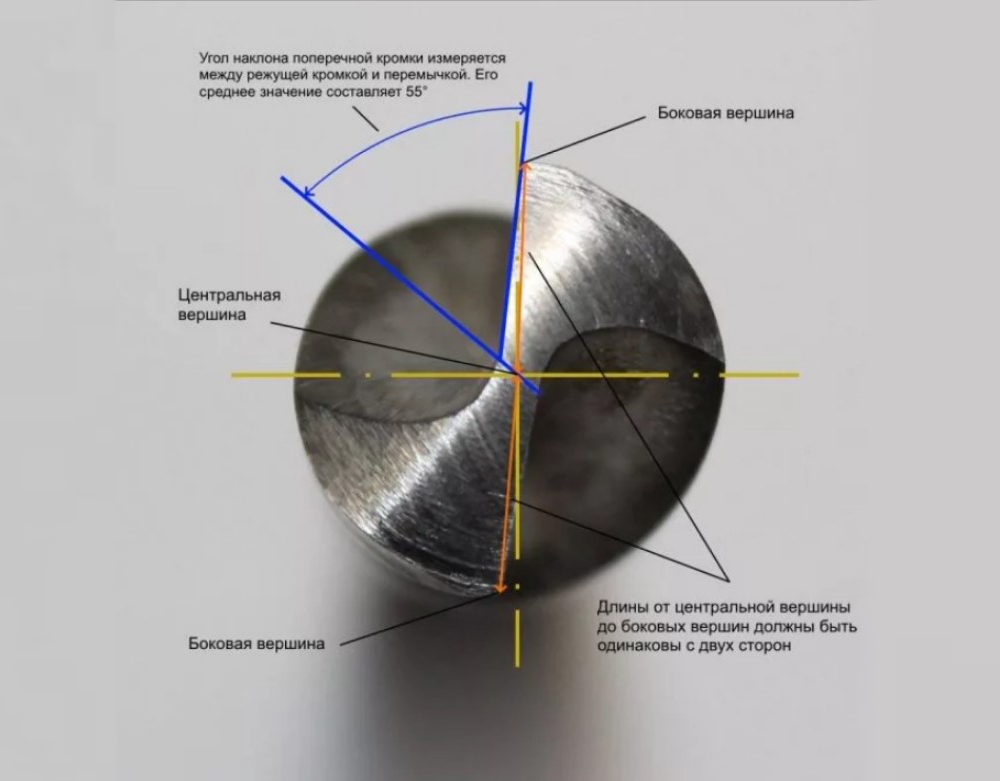
При восстановлении режущих кромок необходимо обращать внимание на конфигурацию перемычки, ибо на ней образуется центральная вершина
На самом деле перемычкой выступает слой металла, находящийся между двумя канавками отвода стружек. Он постепенно увеличивается по направлению от вершины к хвостовику.


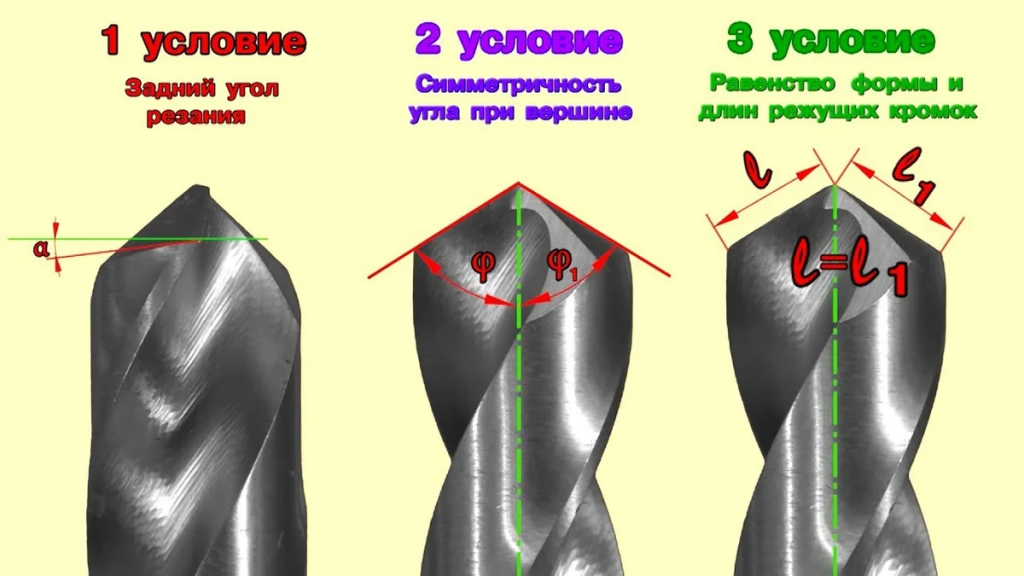
Сформированная заточкой центральная вершина должна быть расположена строго на вертикальной оси вращения.
При этом создаются еще две боковые вершины за счет пересечения линии режущей кромки с задними поверхностями в местах их стыковки с калибровочными ленточками.
Боковые вершины после заточки должны быть расположены строго симметрично друг относительно друга, а соединяющая их линия направлена перпендикулярно оси вращения.
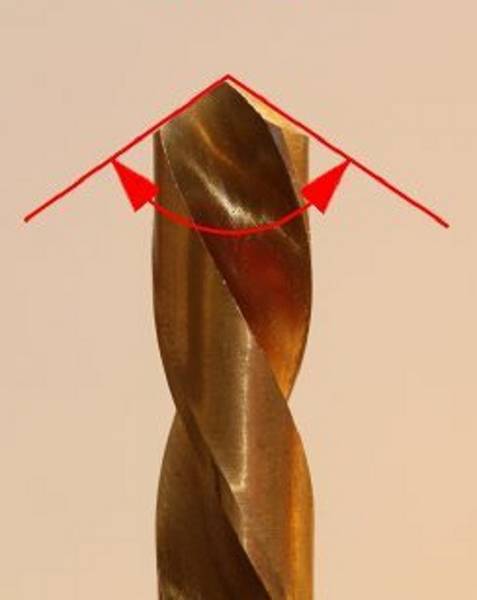
Какие углы создают оптимальное резание
Угол при вершине замеряется между режущими кромками. Его величина может изменяться от 116 до 130 градусов и зависит от твердости обрабатываемого металла. На легких сплавах применяют более остроугольную заточку.
Для бытовых целей не требуется добиваться соблюдения углов с точностью до 1 градуса. Здесь нормально работает его величина в 120О. Она образуется делением окружности на три части.
Угол между перемычкой и режущей кромкой создается за счет равномерного стачивания задних поверхностей до одной плоскости наклона. С обеих сторон он должен составлять 55 градусов.
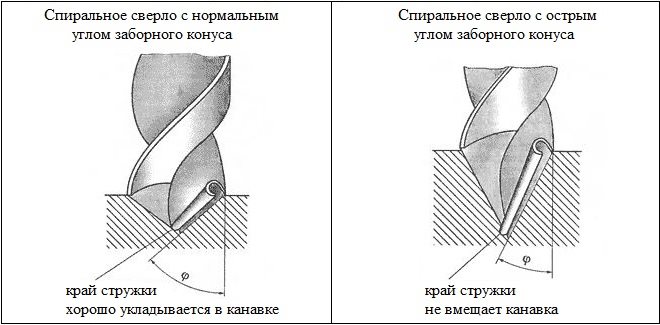
Угол наклона спирали у разных изделий может несколько отличаться. Для наиболее твердых металлов его делают 25О, а для самых распространенных — 30.
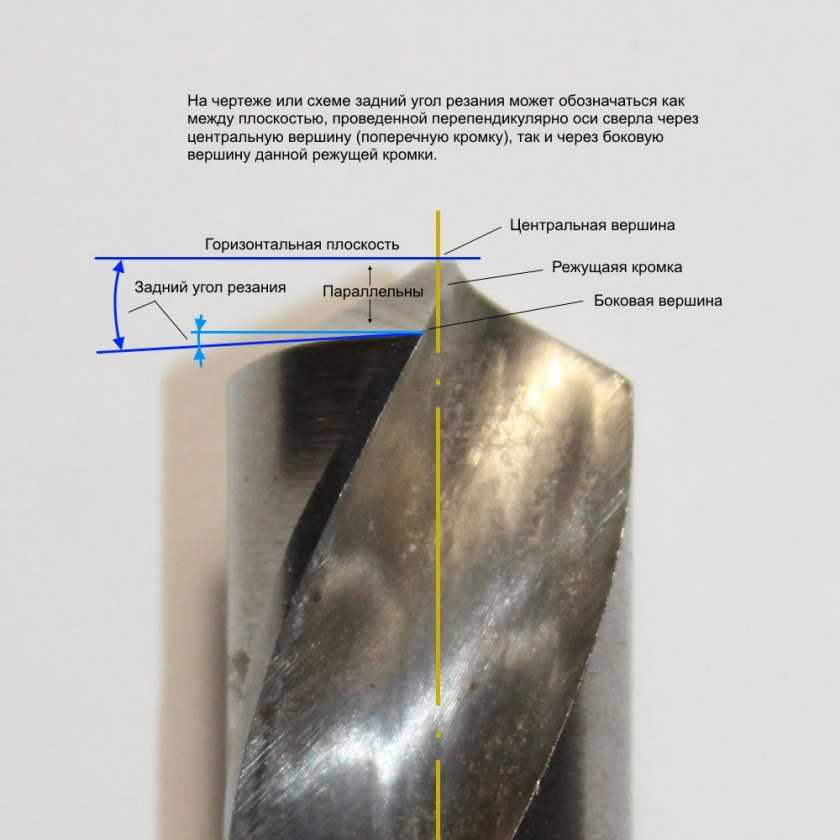
Задний угол резания измеряется между перпендикуляром к оси вращения и образующей линией, расположенной на плоскости задней поверхности. Его оптимальная величина составляет от 7 до 10 градусов.
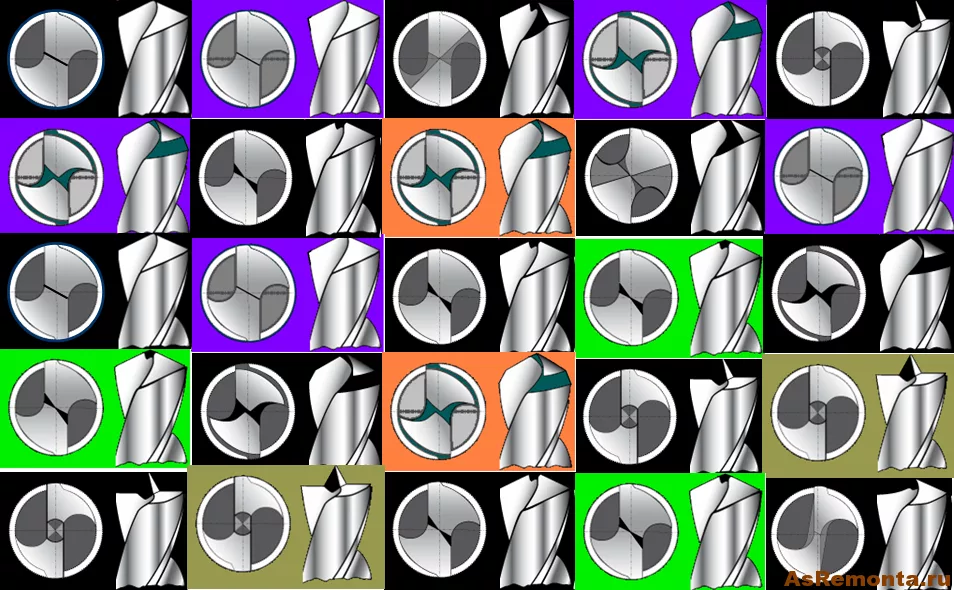
По направлению спирали сверла могут выполняться:
- правыми — для обработки металлов при прямом вращении;
- левыми — с обратным вращением.
Как длина инструмента влияет на качество сверления
Для разных условий эксплуатации выпускаются три типа изделий:
- короткие, выпускаемые по ГОСТ 4010-77;
- средние (ГОСТ 10902-77);
- длинные (ГОСТ 888-77).
Наилучшими эксплуатационными характеристиками (качество центровки и нагрузка при резании) обладают сверла короткой серии.
Как правильно заточить сверло по металлу + видео
Ничего сложного. Главное — аккуратность и внимательность.
В быту мы не используем крупные сверла, как правило, самыми ходовыми размерами являются малые и средние — от 0,5 мм до 18 мм. Их и будем затачивать. Только для начала соберем все необходимое для этого. В идеале работу по заточке сверла лучше проводить на заточном станке. Каждый уважающий себя хозяин просто обязан иметь в гараже небольшой наждак. Даже если его нет, не страшно. Обойдемся болгаркой или насадкой на электродрель. Только сначала нужно прочно закрепить электроинструмент на плоскости. Главное — получить вращающийся заточной диск или наждачный камень.

О технике безопасности забывать тоже не следует. Береженого бог бережет. Если вы еще не носите очки, тогда защититесь ими. Случиться может что угодно
Еще очень важно при заточке вовремя охлаждать сверло, поскольку если этого не делать, то сталь потеряет прочность. Во время заточки сверло сильно накаляется, а для охлаждения необходимо периодически макать его в холодную воду или в жидкое масло
Жидкость нужно налить в небольшую емкость и разместить в пределах досягаемости возле станка или закрепленного электроинструмента.
Как заточить спиральное сверло
О том, что сверло притупилось, мы узнаем сразу же при первых оборотах патрона дрели. Сверло перегревается, скрипит и напрочь отказывается резать даже мягкий металл. Чем больше сверло нагревается, тем быстрее оно тупится, поэтому при первых проявлениях признаков потери сверлом остроты, заточите его.
Точим вручную, поскольку специальных приспособления для заточки у нас нет, хотя они здорово упрощают процесс и делают его точнее. Заточить сверло по металлу можно несколькими способами. Рассмотрим два из них. Для заточки сверла до 3 мм, и более 3 мм.
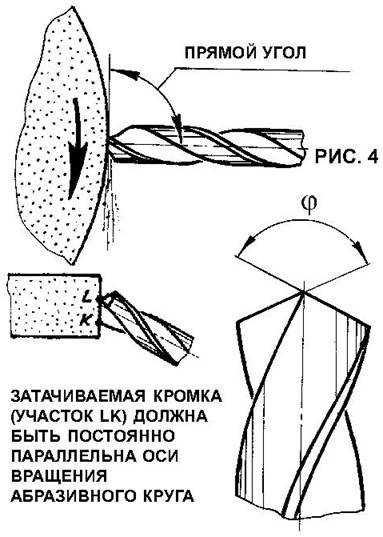
Самый простой способ заточки — это когда мы затачиваем режущую кромку в одной плоскости. При этом задний угол должен составлять около 30˚. Пользуясь этим методом, самое главное — сохранять параллельность режущей кромки поверхности круга. И стабильность положения сверла относительно наждачного круга. Как только вы коснулись сверлом поверхности, ни горизонтально, ни вертикально его перемещать нельзя. С первого раза не получится точно. Зато со второго — обязательно выйдет. Стоит помнить, что если приложить чрезмерное усилие, а вы помните, что мы затачиваем сверло толщиной до 3 мм, то режущая кромка может выкрошиться.
Второй способ более наукоемкий, но тоже не сложный. Спецы называют его коническим методом заточки. Суть его в том, что во время заточки сверло прижимается режущей кромкой и поверхностью задней части, при этом нужно слегка покачивать сверлом так, чтобы на задней перьевой части образовалась конусная поверхность.
Нужно стараться не отрывать сверло от камня во время заточки, и двигать сверлом очень медленно и без рывков. После этого создаем такой же конус на оставшемся пере.
Заточка победитового сверла
С победитовыми сверлами происходит то же самое, что и с обычными. Они могут затупиться, но значительно позже. Единственное ограничение по работе с победитовым сверлом — у нас не получится заточить его на обычном заточном абразивном круге при обычной скорости вращения круга. Дело в том,что чем выше скорость заточки, тем мягче материал сверла. Победитовое сверло очень твердое, и при обычных оборотах наждачного камня сверло можно запросто перегреть. Два варианта — или уменьшать обороты, или применять алмазный заточной круг.
Есть несколько основополагающих правил, а остальное приходит с опытом:
- Победитовое сверло затачивается кратковременными касаниями к кругу.
- Следите за тем, чтобы при заточке не сбить центр оси вращения сверла.
- Угол заточки не должен быть меньше 160-170˚.
- Не охлаждайте сверло моментально, разу после заточки, иначе может треснуть.
- Не перегревайте победитовое сверло.
Если следовать этим простым советам, победитовое сверло получит новую жизнь. Не с первого, так со второго раза, точно.


Как заточить ступенчатое сверло
Ступенчатое сверло — белая ворона в семье сверл. Оно позволяет очень точно высверлить отверстие разных диаметров. Причем с очень точной центровкой. Есть разные модели ступенчатых сверл, но принцип один — одним сверлом можно выполнить отверстие от 4 до 32 мм. Они очень просты в заточке. Чтобы восстановить режущую кромку, достаточно просто поправить ее вращающимся кругом с наждачной бумагой.

Так можно продлить жизнь сверлам, и заодно научиться их затачивать. Работать тупым инструментом — не солидно для хорошего мастера.
Закрепим видео:
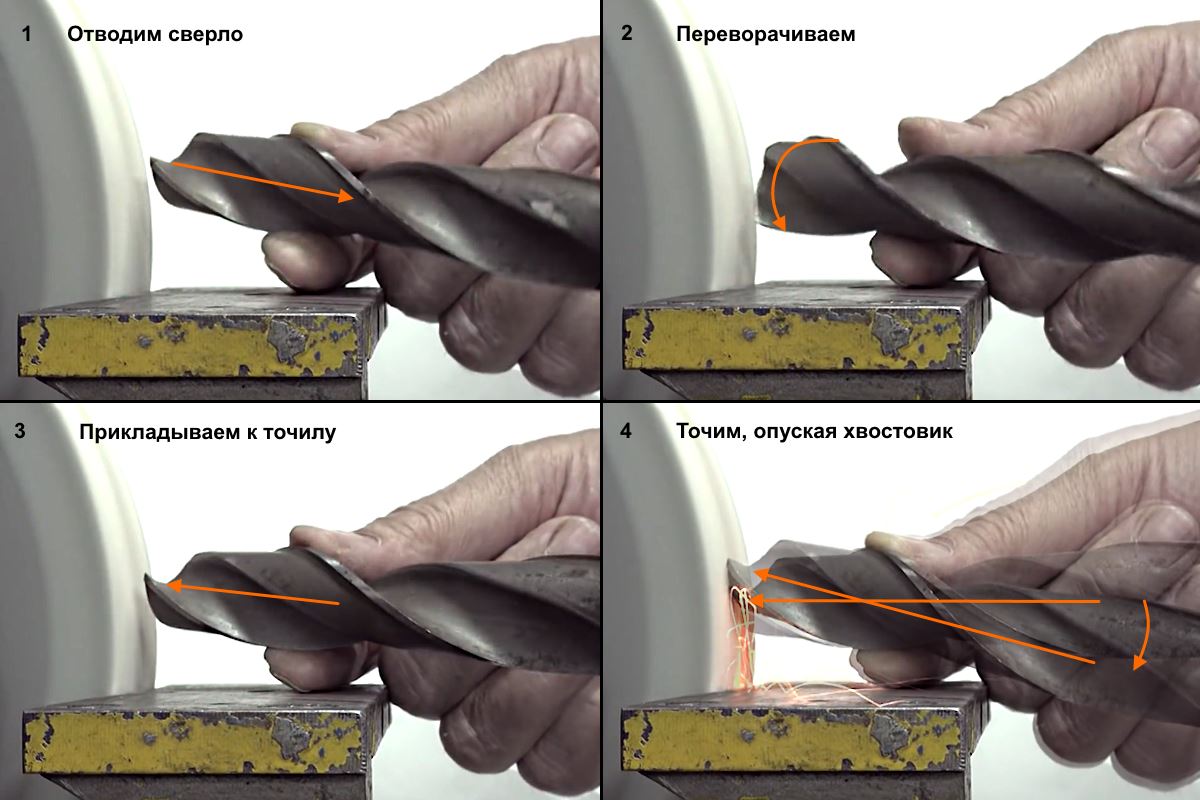
3 Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить
По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
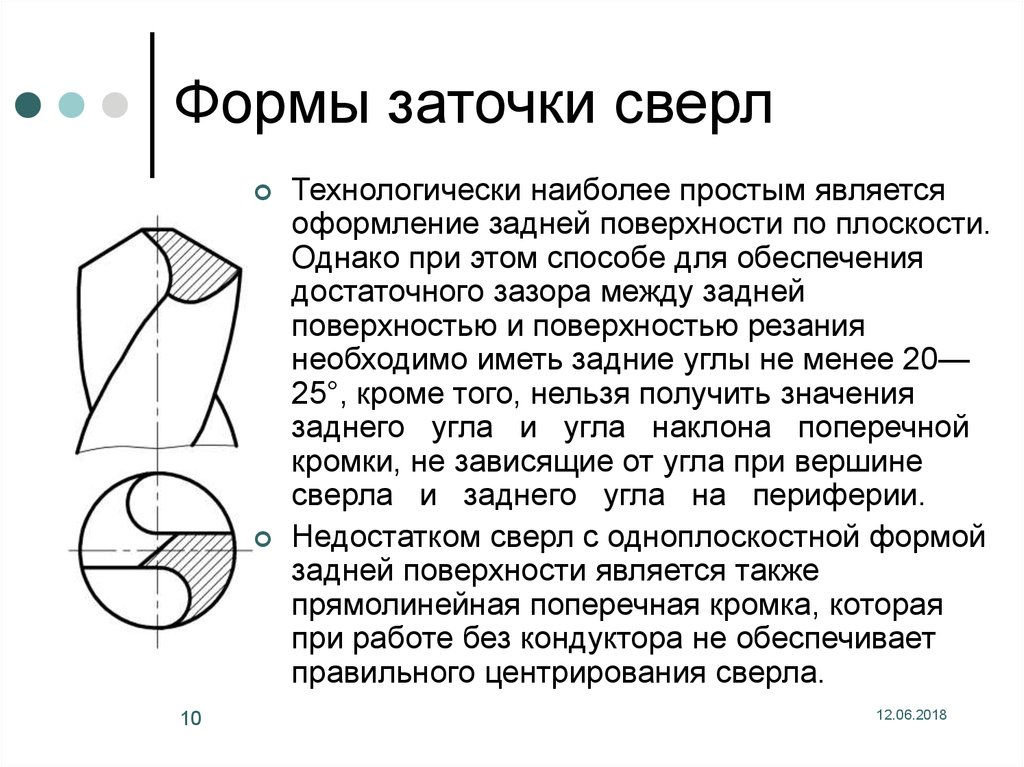
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
Как точить перку без станка: применяем подручные средства
Нет средств и желания на приобретение специального станка, чтобы заточить перку по стали? Используйте подручные средства:
- камень;
- болгарку;
- плотную наждачную бумагу.
С их помощью можно выполнить процедуру различными способами:
- простым. Резак кладут на заточку строго параллельно, не под углом. В процессе нельзя двигать заточку. Применяют для инструмента диаметром 1-3 миллиметра. Использование такого метода чревато тем, что изделие вскоре начинает крошиться;
- коническим. Применяют для оборудования диаметром более 3 миллиметров. Инструмент прижимают к заточке под углом. Изделие покачивают из стороны в сторону, чтобы обеспечить равномерную обработку всей поверхности.
Определите требуемый угол заточки с помощью таблицы:
| Для резки какого материала предназначено сверло | Угол заточки в градусах |
| Сталь, бронза | 118 |
| Латунь | 120 |
| Медь | 125 |
| Алюминий | 140 |
| Сплав из магния | 90 |
| Электрон | 100 |
| Бетон | 140 |
| Дерево | 140 |
Рассчитать угол заточки бурава по металлу из таблицы можно с помощью обычного транспортера. Так будет быстрее и надежнее всего.
Для того чтобы заточить перку по металлу безошибочно, используйте шаблон. Его можно сделать самостоятельно:
- возьмите лист алюминия или стали толщиной не более 2 миллиметров;
- подготовьте новый буравчик;
- сделайте из стального или алюмелевого листа конус. Его размеры и угол должны соответствовать новому изделию;
- с помощью шаблона вы без труда сможете понять, нуждается ли бывавшее в эксплуатации изделие в обработке.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
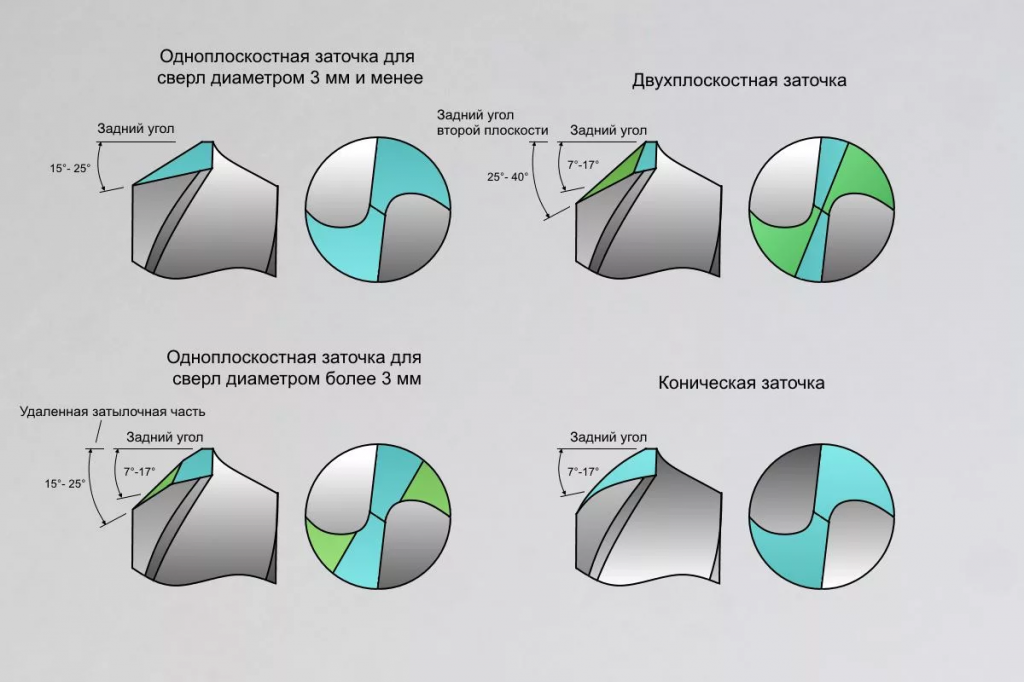
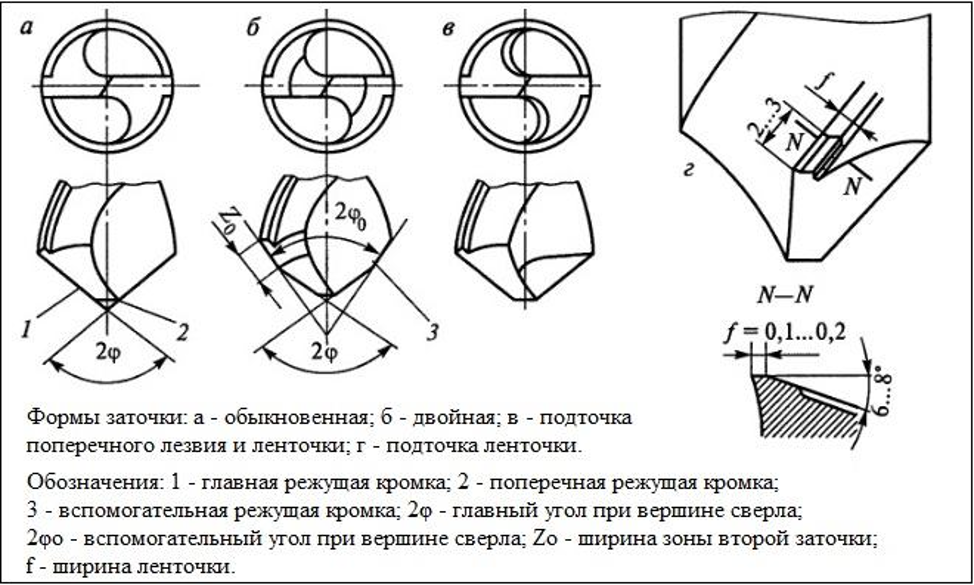
Итак, рассмотрим как заточить сверло по металлу? Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
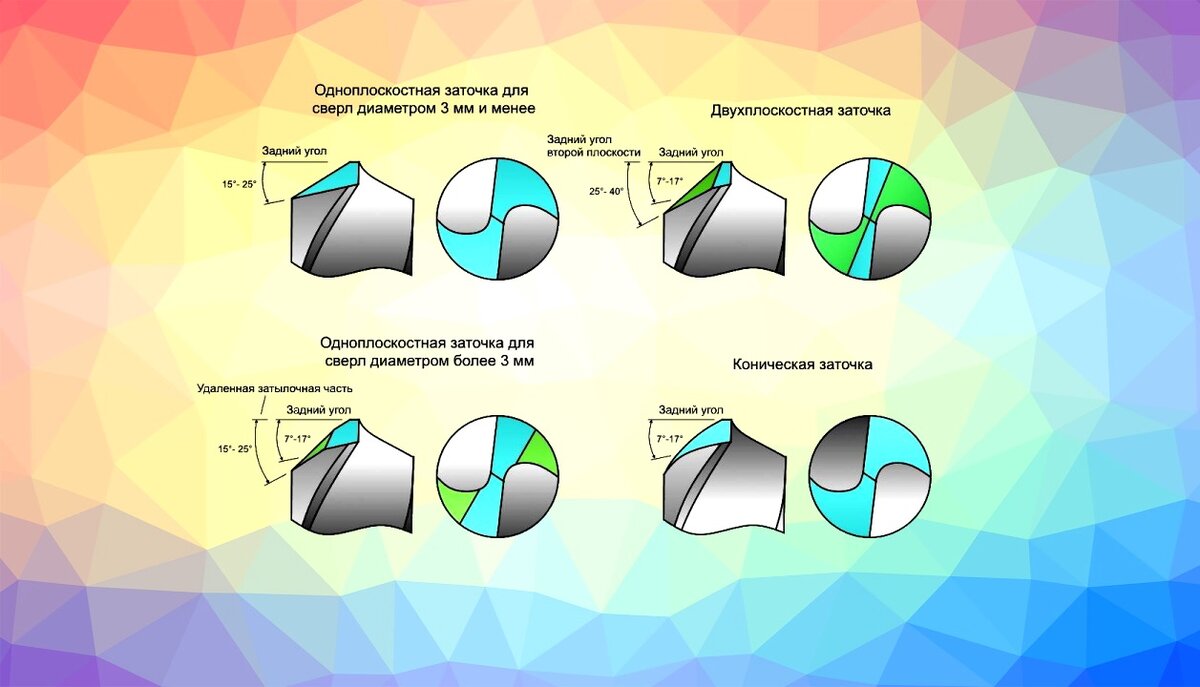
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка. При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик. Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.





