

Содержание
Особенности применения электродов различных
марок для сварки меди
Защитные флюсы для сварки угольным электродом
Электроды для сварки меди выбирают, нескольких типов, угольные (графитовые),
или электроды из цветных металлов (медные, бронзовые или латунные) с защитными
покрытиями, либо, защитными флюсами.
При дуговой сварке меди необходимо учитывать, что теплопроводность меди, приблизительно,
в шесть раз превышает теплопроводность железа. И, как мы уже говорили в статье
“Сварка
меди. Технология сварки меди. Как варит медь?”, при температурах свыше
500°C медь становится хрупкой, а при 700-800°C её прочность снижается так сильно,
что при лёгких сотрясениях возникают трещины.
Способы сварки меди
Негативные свойства меди, препятствующие сварке, обходят многими способами, применяя различные расходные материалы и оборудование. Не все можно применить в домашних условиях, но некоторые вполне доступны.
Сварка меди аргоном
Этим способом выполняют сварку меди полуавтоматом или ручным аргонодуговым методом. Работа проводится постоянным током прямой полярности. Его величина устанавливается из расчета, что на каждый миллиметр толщины нужно 100 А. Значение можно корректировать в процессе работы в зависимости от состава металла. При сварке меди аргоном расход газа не должен превышать 10 л/мин.
В качестве присадочной проволоки можно использовать медные провода или жилы кабеля, очищенные от изоляции и лака. Ее подают по краю сварочной ванны впереди электрода, чтобы при плавлении металл не прилипал к нему. Для заготовок толщиной меньше 0,5 см предварительный подогрев не нужен.
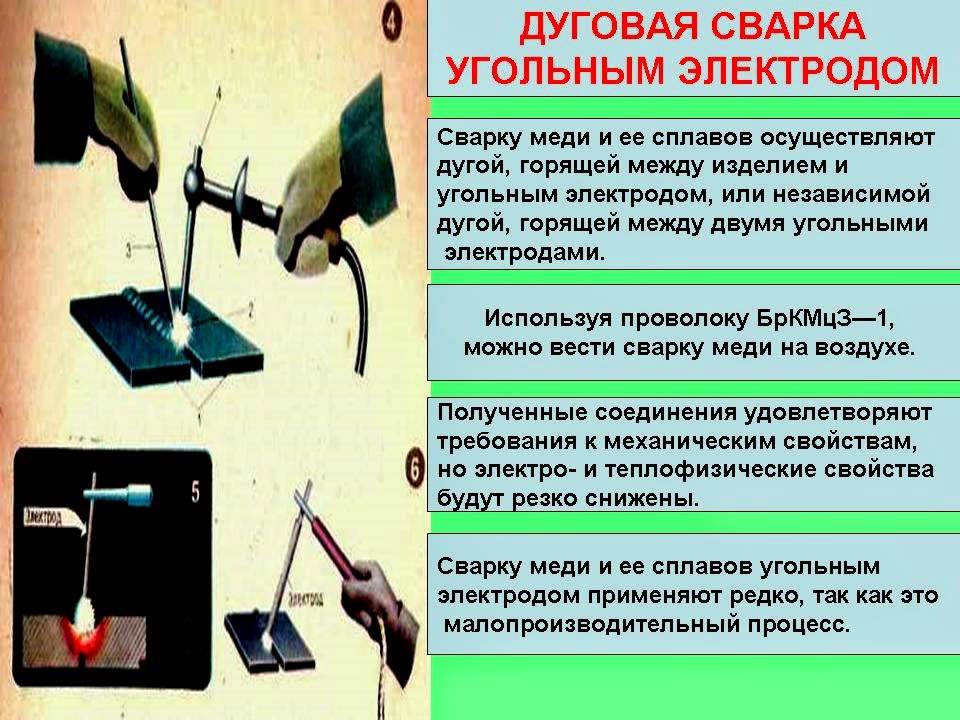
Чаще всего выполняют сварку меди угольными электродами, так как вольфрамовые приходится часто менять. Заготовки толщиной больше 1,5 см соединяют графитовыми электродами. Допустимый вылет электрода не больше 7 мм, длина дуги 3 мм. В отличие от других способов сваркой меди аргоном можно качественно соединять вертикальные стыки.
https://youtube.com/watch?v=CCtzyoyn120
Газовая сварка
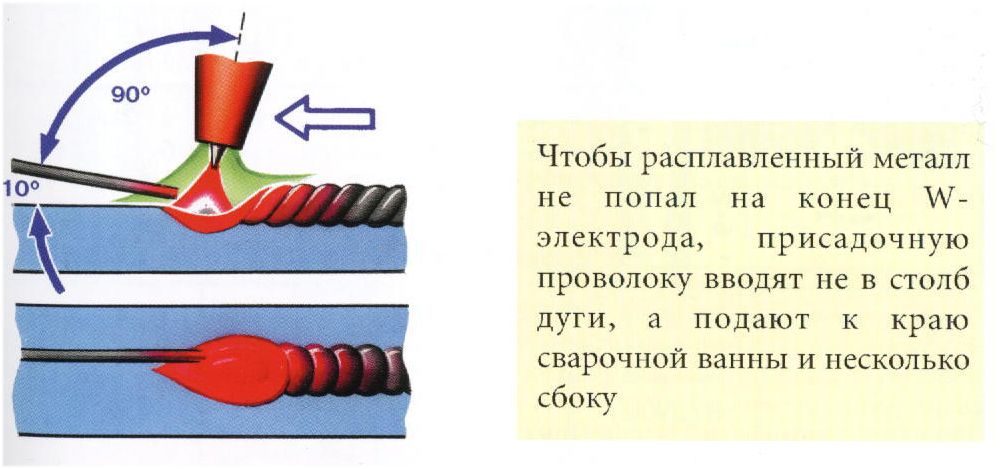
Для этой технологии не требуется сложное оборудование как для аргонодуговой. Достаточно горелки и баллона с ацетиленом. Чтобы обеспечить нормальное протекание процесса, потребуется расход газа 150 л/час для заготовок толщиной до 10 мм, свыше ― 200 л/час. Для замедления остывания заготовки с обеих сторон обкладывают листовым асбестом. Диаметр присадочной проволоки выбирается равным 0,6 толщины металла, но не более 8 мм.
Выполняя газовую сварку меди, пламя направляется перпендикулярно к стыку. При этом нужно следить, чтобы проволока плавилась раньше основного металла. Чтобы снизить вероятность появления горячих трещин, работу проводят без остановок. Завершенный стык проковывают без нагрева, если детали тоньше 5 мм, или при температуре 250⁰C, когда толще. Затем проводят отжиг при 500⁰C и быстро охлаждают водой.
Ручная дуговая сварка
Этим способом соединяют заготовки толщиной больше 2 мм, используя плавящиеся электроды и постоянный ток обратной полярности. Процесс практически не отличается от сварки стали, только электрод ведут без поперечных колебаний, поддерживая короткую дугу. Шов формируется возвратно-поступательными движениями.
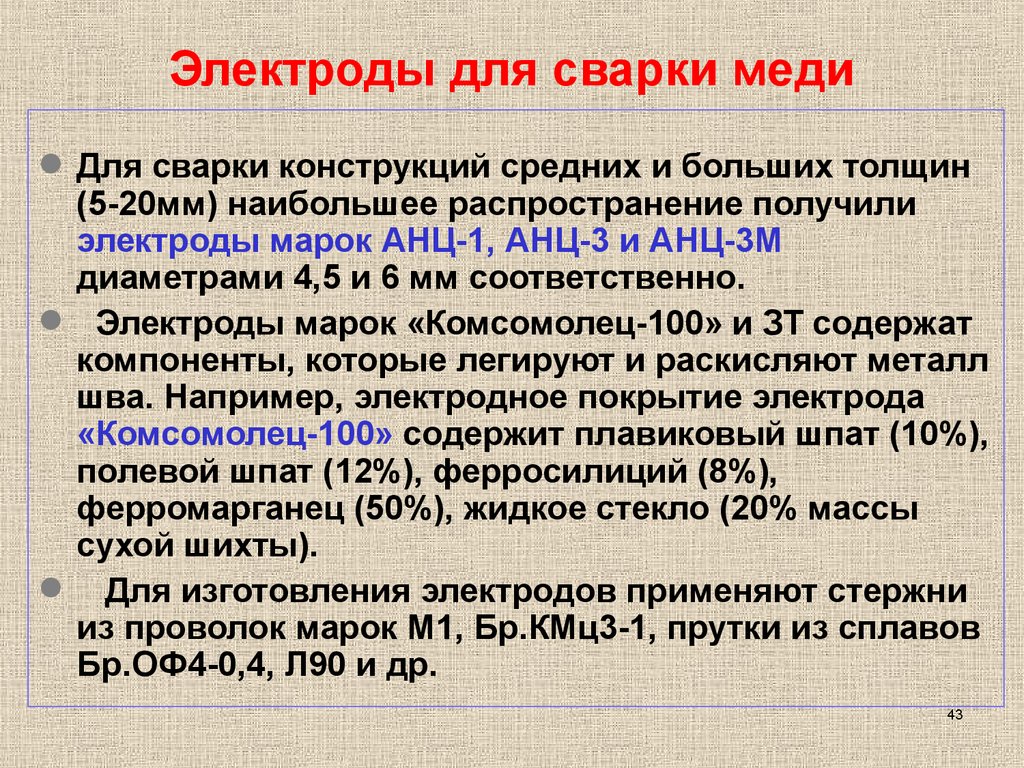
Для сварки меди в домашних условиях лучшими признаны электроды АНЦ-1, которыми можно соединять металл толщиной до 15 мм без подогрева. Аналогичными характеристиками обладают марки EC и EG польского производства. При ремонте трубы с горячим носителем следует учитывать, что тепло и электропроводность швов, сделанных этим способом, в 5 раз меньше, чем у меди.
Сила тока и диаметр электрода в зависимости от толщины деталей приведены в таблице:
Толщина меди, мм | Диаметр электрода, мм | Значение тока, А |
2 | 2 — 3 | 100 — 120 |
3 | 3 — 4 | 120 — 160 |
4 | 4 — 5 | 160 — 200 |
5 | 5 — 6 | 240 — 300 |
6 | 5 — 7 | 260 — 340 |
7 — 8 | 6 — 7 | 380 — 400 |
9 — 10 | 7 — 8 | 400 — 420 |
Автоматическая сварка под флюсом
Для работы потребуется сварочный автомат, выдающий переменный и постоянный ток. Флюс наносят на обе стороны стыкуемых заготовок. Сварку под керамическим флюсом проводят переменным током, для остальных устанавливается обратная полярность. Для соединения деталей тоньше 10 мм пользуются обычными флюсами. Более толстые заготовки варят под сухими гранулированными.


Сварку проводят одним проходом с использованием присадочной проволоки из меди. Если характеристики по тепло и электропроводности не важны, ее заменяют бронзовой для повышения прочности соединения. Чтобы швы создавались одновременно с обеих сторон, на подкладках под стыком выкладывают подушки из флюса.
При работе с медью и ее сплавами выделяются токсичные газы. Из латуни при сильном нагреве испаряется цинк, образуя ядовитую окись. Поэтому работать надо в респираторах и защитной одежде в помещениях с вытяжной вентиляцией.
Правильная технология выполнения работ
Согласно требованиям, которые регламентирует СНиП, пайка твердыми материалами необходима при ремонте холодильного оборудования либо системы кондиционирования.
Мягким припоем осуществляется подведение коммуникаций.
Как происходит пайка медных труб
Для того чтобы осуществить соединение медных труб, необходимо подготовить следующие материалы:
- Припой;
- Флюс;
- Труборасширитель;
- Газовую горелку;
- Паяльник;
- Щетку.
Использование флюса имеет очень большое значение. Он предназначен для:
- Очистки поверхностей деталей от окислов;
- Лучшего растекания сплава;
- Защиты соединений от кислорода.
При пайке меди применяются флюсы, которые регламентируются ГОСТом. В состав таких флюсов входят компоненты из чистой буры. Флюсы выпускаются в виде жидкости либо порошка.
При низкотемпературной пайке удобно использовать специальные строительные фены, которые способствуют прогреванию труб со всех сторон.
На сегодняшний день производители предлагают различные варианты газовых горелок для медных изделий:
- Профессиональные;
- Полупрофессиональные;
- Для разогрева труб.
Процесс пайки медных труб
Соединение труб осуществляется в последовательном выполнении и соблюдении таких правил:
- Поверхность труб очищают от грязи и окислов щеткой;
- Детали подгоняют друг к другу и покрывают флюсом;
- Прикладывают припой и закрепляют мягкой проволокой;
- Детали нагревают, чтобы припой расплавился;
- Детали медленно охлаждают.
При высокотемпературном припое правильно, когда он плавится от тепла прогреваемого соединения, а не от пламени горелки.
При выполнении работ необходимо строго придерживаться всех норм по технике безопасности, так как при воздействии высоких температур со сплавами образуются опасные пары, что может привести к ожогам. Для соблюдения мер безопасности необходимо:
- Одевать специальную кислотостойкую спецодежду;
- Использовать защитные перчатки во избежание ожогов;
- Работу осуществлять в хорошо проветриваемом помещении.
Соблюдая все вышеперечисленные правила, пайка меди с помощью сплава будет выполнена качественно и надежно, а работа осуществлена без вреда для здоровья человека.
Дуговая сварка в защитных газах
Ручную, полуавтоматическую и автоматическую сварку Cu и ее сплавов можно производить плавящимся и неплавящимся электродом. Наиболее часто применяют сварку вольфрамовым электродом с подачей присадочного металла в виде проволоки непосредственно в зону дуги, узкой профилированной про-ставки, закладываемой в стык, или с применением технологического бурта на одной из стыкуемых деталей. Реже применяется сварка плавящимся электродом.
В качестве защитных газов используют азот особой чистоты по МРТУ 6-02-375—66, аргон сорта высший по ГОСТ 10157—79, гелий высшей категории качества марок А и Б по ТУ 51-940—80, а также их смеси в соотношении по объему 50—75 % аргона.
При сварке в среде аргона плавящимся электродом процесс неустойчив, с трудом устанавливается стабильный струйный перенос металла в сварочной дуге. При сварке в среде азота эффективный и термический КПД дугового разряда выше, чем для аргона и гелия. Глубина проплавления получается выше, но устойчивость дугового разряда в азоте ниже, чем в аргоне и гелии. Несмотря на высокую чистоту защитных газов, медь при сварке подвергается окислению и может возникать пористость, что определяет необходимость применения легированных присадочных и электродных проволок.
Сварку меди неплавящимся электродом осуществляют на постоянном токе прямой полярности. При сварке электрод располагают строго в плоскости стыка, наклон электрода 60—80° «углом назад». При сварке Сu толщиной более 4—5 мм рекомендуется подогрев до 300—400 °С.
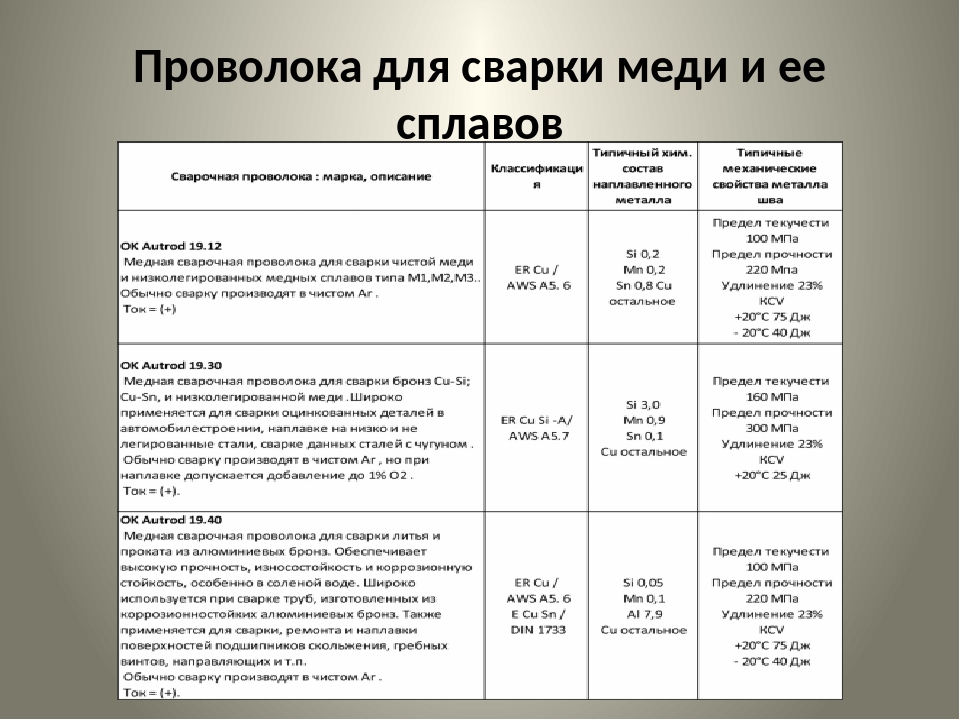
Присадочные проволоки из чистой меди Ml, М0 при сварке обеспечивают получение металла шва, по составу и физическим свойствам близкого к основному металлу, однако механические свойства сварного соединения понижены, наличие пористости уменьшает плотность металла шва. При введении в состав присадочных проволок раскислителей и легирующих компонентов механические свойства возрастают, но, как правило, снижается тепло- и электропроводность металла шва, что в ряде случаев недопустимо. В таких случаях рекомендуются присадочные проволоки, легированные сильными раскислителями в микроколичествах, которые после сварки не остаются в составе твердых растворов, а переходят в свои соединения и образуют высокодисперсные шлаковые включения и поэтому не влияют на физические свойства металлов.
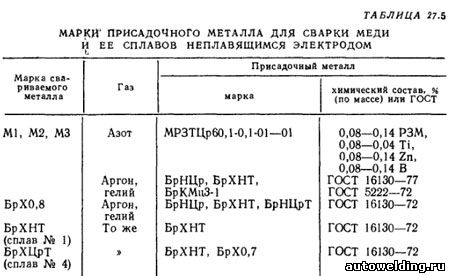
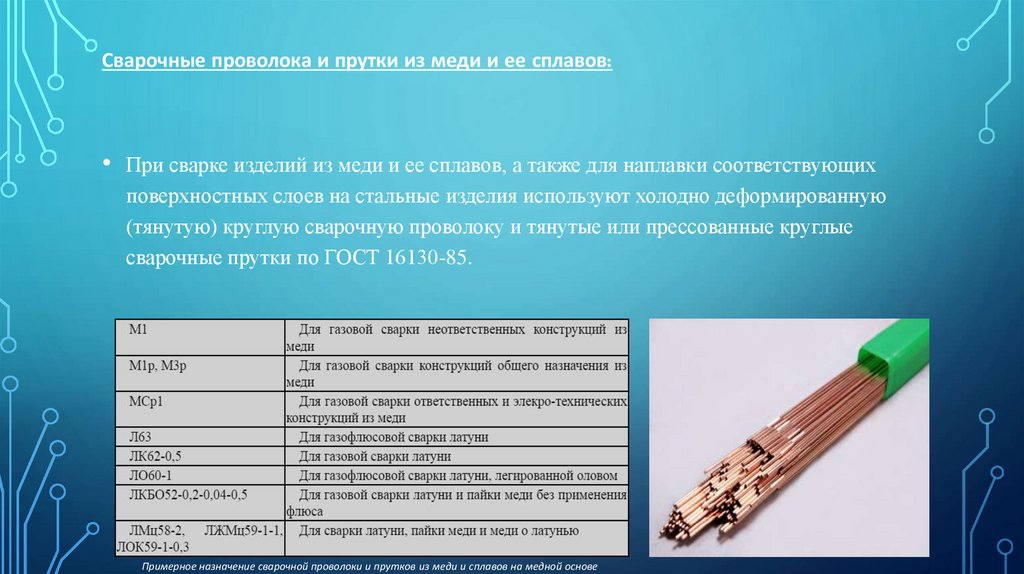
Составы присадочных проволок приведены в табл. 27.5. Применение присадочных проволок для сварки чистой меди, приведенных в табл. 27.5, позволяет получить металл шва с физическими и механическими свойствами на уровне основного металла Ml, коррозионная стойкость сварных соединений такая же, как и у основного металла.
Газосварка
 С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
С помощью газовой сварки меди, при соблюдении технологического процесса проведения работ, можно получить надежный и качественный шов. Для этого понадобится баллон с ацетиленом и горелка. Повысить качество поможет проковка поверхности шва. Этот способ позволит закрыть незначительные поры.
Единственный минус – это большой расход газа. Для нормальной работы необходимо поддерживать сильное пламя в горелке. При толщине деталей 10 мм и выше, расход газа составит 200 л/час. Для придется использовать резак для разогрева меди, а маленькой горелкой вести шов.
Для увеличения времени, при равномерном остывании, детали из меди со всех сторон обкладывают листами асбеста. Пламя горелки должно направляться на кромки деталей под прямым углом. Понизить образование участков с окислением шва и трещин можно с помощью увеличения скорости сварки и выполнения ее без разрывов.
Основное отличие соединения деталей из меди – это отсутствие прихваток при стыковке. Для более точной сборки сварку лучше производить в специальном приспособлении. Проволока для присадки применяется из различных металлов с раскислителями. Самое большое сечение проволоки не более 8 мм, для толстого металла.
Для большего качества стыка, кромки разделываются при толщине меди более 3 мм. Разделывают под 450. Металл лучше ляжет на стык, если его предварительно обработать смесью воды и азотной кислоты. Затем поверхности промывают водой и приступают к работе.
Готовые стыки необходимо отковать при температуре около 3000 при газовой сварке меди толщиной свыше 5 мм. Шов отжигается при температуре не больше 5000. Затем детали следует охладить в воде. При отжиге с большей температурой повышается риск получить хрупкий стык с множеством трещин.
Свариваемость меди и её сплавов
Необходимо понимать, что сварка меди и её сплавов требует знания некоторых особенностей материала и условий его свариваемости. Наличие примесей свинца, серы и фосфора негативно сказывается на качестве соединения, поскольку приводит к возникновению пор и трещин в теле шва.
Чтобы избежать отрицательных результатов окисляющего воздействия кислорода, часто используют сварочные автоматы, где сварка ведётся под слоем флюса. С целью устранения последствий температурных деформаций в зоне сварного соединения на производстве используют дорогостоящую сварку лазером, при которой негативное воздействие на шов практически исключается.
В бытовых условиях, прежде чем начинать сварку своими руками, необходимо выбрать метод работ, подготовить нужное оборудование и расходные материалы, а главное, уяснить какие факторы влияют на свариваемость меди и сплавов. По своим свойствам медь несколько отличается от стали, поэтому на качество сварочного процесса влияют несколько иные обстоятельства, а именно:
- высокое линейное расширение при нагреве, и сжатие при остывании приводит к деформации заготовок и возникновению трещин в зоне сплавления;
- окисная плёнка на поверхности материалов имеет большую температуру плавления, а при нагревании медь окисляется ещё более интенсивно;
- в зоне расплава происходит активное поглощение газов, что приводит к возникновению пор и неоднородностей при остывании;
- высокая теплопроводность требует более интенсивного нагрева, а поскольку тепло отводится быстро, то сформирование качественного шва требует навыка;
- резкие перепады температур при несоблюдении технологии работ, ведут к повышению зернистости и повышению хрупкости шва;
- высокая текучесть расплавленного материала требует применения подкладок и затрудняет формирование вертикальных и потолочных швов;
- с повышением температуры до 300−550оС пластичность меди, в отличие от стальных элементов, понижается, что необходимо учитывать при фиксации заготовок;
- сварка латунных деталей может привести к испарению цинка и образованию ядовитого оксида, поэтому работу необходимо проводить под вытяжкой или в хорошо проветриваемом помещении.
https://youtube.com/watch?v=aGtk5uepP5o
Добиться надлежащего качества сварки возможно с помощью технологических приёмов и использования методов работы, которые позволяют учесть особенности соединения медных деталей.
Важно знать, что соединение меди с углеродом может привести к возникновению взрывчатой смеси, поэтому сварочные работы необходимо производить покрытыми электродами с соответствующим флюсом или в среде защитных газов высокого качества очистки.
Газовая сварка
При единичном производстве и ремонтных работах рекомендуется использовать газовую сварку, в процессе которой осуществляется подогрев и начальная термическая обработка изделия. Невысокие температурные градиенты уменьшают воздействие сварочного термического цикла на металл в зоне сварки (шов, зона термического влияния). Возможно раскисление и легирование металла через присадочную проволоку. Газовую сварку можно применять как для чистой меди, так и для ее сплавов.




Газовая горелка — тепловой источник малой сосредоточенности, поэтому для сварки меди желательно использовать ацетилено-кислородную сварку, обеспечивающую наибольшую температуру ядра пламени. Для сварки толщин более 10 мм рекомендуется применять две горелки, из которых одна используется для подогрева, а вторая для образования сварочной ванны.
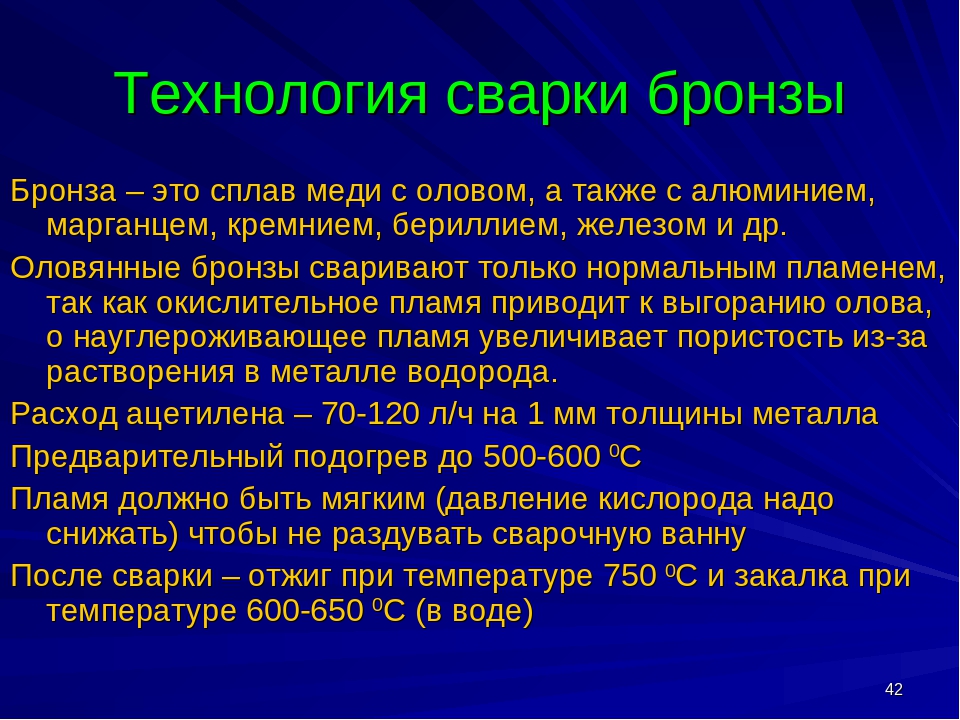
Для сварки меди и бронз используют нормальное пламя β = vO2/vC2H2 =1,05÷1,10, а для сварки латуней β= 1,3÷1,4 (с целью уменьшения выгорания цинка).
Раскисление металла сварочной ванны, несмотря на защиту от окружающей среды продуктами сгорания, производится извлечением закиси меди флюсами или введением раскислителей через присадочную проволоку.
Сварочные флюсы для меди содержат соединения бора (борная кислота, борный ангидрид, бура), которые растворяют закись меди, образуя легкоплавкую эвтектику, и выводят ее в шлак. Кроме соединений бора, флюсы могут содержать фосфаты и галиды (табл. 27.1).
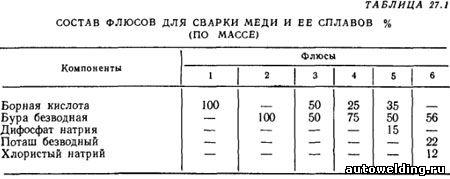
Флюсы наносят на зачищенные и обезжиренные свариваемые кромки по 10—12 мм на сторону. Дополнительно их можно вносить с помощью присадочного металла, на который наносят покрытие из компонентов флюса и жидкого стекла с добавками древесного угля . При сварке алюминиевых бронз в состав флюса надо вводить фториды и хлориды, растворяющие Аl2О3, который получается при окислении алюминия в составе бронзы.
При сварке Сu толщиной до 3 мм разделку кромок не производят, в качестве присадочной проволоки используют медь Ml или М2, так как медь не успевает существенно окислиться. При больших толщинах применяют присадочную проволоку, легированную раскислителями. При сварке медных сплавов состав присадочной проволоки должен совпадать с составом основного металла. При сварке латуней следует применять кремнистую латунь ЛК80-3. Медь больших толщин сваривают в вертикальном положении. После сварки осуществляют проковку в подогретом состоянии (до 300—400 °С) с последующим отжигом. При проковке получается мелкозернистая структура шва и повышаются его пластические свойства.
При правильно выполненной сварке и последующей проковке сварные швы имеют прочность σв= 166÷215 МПа и угол загиба 120—180°.
Необходимое оборудование для аргонной сварки меди
Горелки являются важнейшими компонентами для осуществления аргоновой сварки. РГА – самые ходовые модели. ГОСТ 5.917-71 описывает требования к данным аппаратам.
Особенно востребованными моделями, выпущенными в соответствии с ГОСТ, считаются РГА-150 и РГА-400. При сварочном токе до 200 Ампер применяется первая модель. Диаметр электрода для нее составляет 0,8-3 мм. Второй вид оборудования можно применять с током до 500 Ампер. Диаметр электродов 4-6 мм. В нем используется водяное охлаждение в отличие от первого варианта, где предусмотрено лишь воздушное.

Аргонная сварка меди своими руками
Для сваривания медных сплавов берутся:
- горелки, в которые ставиться вольфрамовый электрод;
- баллон для хранения аргона;
- редукторные клапаны, задача которых состоит в регулировании подачи аргона;
- экипировка, предназначенная для обеспечения безопасности: защитная маска и перчатки минимум
Чтобы справится с аргонной сваркой меди самостоятельно, следует предварительно посмотреть обучающее видео.
Марки электродов
Для пайки меди методом дуговой сварки используется множество марок электродов. Мы выделим популярные и хорошо зарекомендовавшие себя марки:
- Комсомолец-100
- ОЗМ-2
- ESAB ОК 94.25
- ZELLER 390
- ESAB OK 94.35
- ОЗБ-3
- ESAB OK 94.55
Перечисленные выше электроды для сварки меди обладают своими характеристиками и особенностями
Их так же важно учитывать, как и характеристики самого металла, с которым вы будете работать. Давайте подробнее разберем каждую марку
Комсомолец-100
Комсомолец-100 — часто применяемые электроды при работе с медью и медными сплавами. Могут использоваться как для сварки, так и для наплавки. Рекомендуется установить постоянный ток и варить либо в нижнем, либо в наклонном пространственном положении. Производители выпускают электроды 3, 4 и 5 миллиметровые.
Для сварки с применением электродов диаметром 3 мм установите силу тока не более 180 А. 4 мм достаточно 120-140 А. 5 мм рекомендованы 150-190 Ампер. Это лишь общие рекомендации, вы можете подбирать силу тока исходя из своего опыта. Температура прокалки — не более 700 градусов для электродов 5 мм. Чем меньше диаметр, тем меньше должна быть температура прогрева.
ОЗБ-3
Марка ОЗБ-3 применяется при работе не только с медью и ее сплавами, но и для сварки бронзы. У этих электродов основное покрытие. Рекомендуется сварка только в нижнем пространственном положении и с применением постоянного тока.
ОЗМ-2
А эта марка предназначена только для сварки и наплавки меди, при том абсолютно чистой и без примесей. Если деталь тонкая, то ее можно не нагревать перед сваркой. Можно варить либо в нижнем, либо в наклонном положении. Здесь так же используется постоянный тока, полярность обратная. Расход у электродов средний. Для наплавки 1 килограмма металла вам понадобится 1.6 кг электродов.
ESAB ОК 94.25
Теперь перейдем к зарубежным производителям. Мы расскажем сразу о нескольких марках от фирмы ESAB. Поскольку их продукция уже давно завоевала уважение как среди новичков, так и среди профессионалов. Марка ОК 94.25 — универсальна. Она подходит для сварки меди, медных сплавов, латуни, бронзы и прочих цветных металлов.
Главная особенность этих электродов — это возможность наплавки цветных металлов на стальные изделия для защиты от коррозии. Если вы варите толстые медные детали, то предварительно прогрейте место сварки горелкой.
ESAB OK 94.35
Марка OK 94.35 не так универсальна, но при этом не лишена достоинств. У нее хорошее рутиловое покрытие, поэтому дуга горит стабильно и легко поджигается. Можно варить медь и никель. Лучше использовать эти электроды для наплавки кромок. Полученный наплавленный металл будет обладать антикоррозийными свойствами. Работать с этой маркой легко, с задачей справится даже малоопытный сварщик.
ESAB OK 94.55
Электроды ESAB OK 94.55 отличаются от своих собратьев выше. У этих электродов основное покрытие, поэтому данная марка может быть сложна в освоении, если вы новичок. Работа усложняется еще и тем, что для получения по-настоящему качественных швов необходимо варить на короткой дуге. А это непросто, если у вас нет опыта. Также рекомендуется формировать шов небольшими отрезками с нахлестом. OK 94.55 подходят для сварки и наплавки меди, бронзы и латуни. Выпускаются диаметром от 2 до 4 миллиметров.
ZELLER 390
У ZELLER 390 тоже основное покрытие. Поэтому эта марка понравится практикующим и профессиональным сварщикам. В магазине можно найти электроды разной длины, в среднем 300-450 миллиметров. Диаметр от 2.5 до 5 миллиметров. При сварке электродами 2.5 мм установите силу тока не более 10 Ампер. Для 3 мм — не более 130 Ампер. 4 мм — не более 170 А. 5 мм — не более 200 А. Получаемые швы обладают высокими антикоррозийными свойствами, они прочные и долговечные.
Отдельная тема — медные электроды для контактной сварки. Они представляют собой медные наконечники, которые устанавливаются в аппарат и служат проводником тока. Изготавливаются из чистой меди.
Применяемые электроды
Из всего многообразия электродов по меди следует делать выбор в зависимости от способов сварки. Также учитывается толщина свариваемых изделий.
Комсомолец-100
Это наиболее часто применяемый вид электродов для работы с технически чистыми марками меди ручным дуговым способом. При работе с ними следует выбирать постоянный ток и устанавливать обратную полярность. Сварка производится с предварительным нагревом деталей.
Стержень Комсомольца-100 выполнен из проволоки марки М1, а покрытие называется специальным. Размер поперечных сечений – 3,0; 4,0; 5,0 миллиметров. При увеличении размера увеличивают значение величины тока.
Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма электродов. Основу химического состава электродов Комсомолец-100 составляет медь. Также в незначительных количествах там присутствуют такие элементы, как марганец, кремний и железо.
Медные электроды марки Комсомолец-100 используют для сварки в нижнем и вертикальном положении шва. Могут быть использованы также для соединения медных изделий с выполненными из стали.
ОЗБ-2М
Медные электроды для сварки меди и соединений на ее основе ОЗБ-2М имеют основное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,4 килограмма электродов. При установлении режима выбирается постоянный ток, а полярность выставляется обратной. ОЗБ-2М выпускаются диаметрами 3,0 и 4,0 миллиметров.
К преимуществу относится возможность осуществлять сварку в различных положениях – нижнем, наклонном, горизонтальном. При вертикальном положении шва выбираются движения электрода из нижнего положения наверх. Полученный шов обладает высокой износоустойчивостью.

ОЗБ-3
Такие медные электроды для контактной сварки помогут осуществить наплавку в нижнем положении при использовании постоянного тока и выставлении полярности обратного типа. Имеют специальное покрытие. Основу стержня электродов составляет медь. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов.
Прокалка перед сваркой должна составлять два часа. ОЗБ-3 выпускаются диаметрами 4,0 и 5,0 миллиметров. Сварочный процесс должен осуществляться только в нижнем положении. Такой вид электродов также может использоваться для работ с бронзовыми изделиями.
АНЦ/ОЗМ-2
Специфика этих электродов заключается в том, что их можно использовать исключительно для сварки изделий из чистой меди без примесей. Содержание кислорода не должно превышать одну сотую процента.
Вид покрытия – специальный. Применяются при сварке внизу, а также под наклоном. Для сварки одного кило меди потребуется 1,5 килограмма расходняков. Детали небольшой толщины допустимо предварительно не нагревать. Ток должен быть постоянным. Полярность выставляется обратной. Размеры поперечных сечений – 4,0; 5,0; 6,0 миллиметров.
Прокалка перед сваркой должна составлять полтора часа. Для обеспечения одного килограмма наплавленного металла потребуется 1,6 килограмма этих расходняков.
АНЦ/ОЗМ-3
Так же, как и предыдущий вид электродов, используется для сварки чисто медных изделий с содержанием кислорода не более 0,01%. Для обеспечения одного килограмма наплавленного металла потребуется 1,8 килограмма электродов. Значения поперечных сечений – 4,0 и 5,0 миллиметров.
АНЦ/ОЗМ-3 во время процесса сварки должны совершать небольшие колебательные движения поперек направления шва. Если свариваются детали толщиной менее десяти миллиметров, то предварительный нагрев не требуется. Обязательное прокаливание займет два часа.
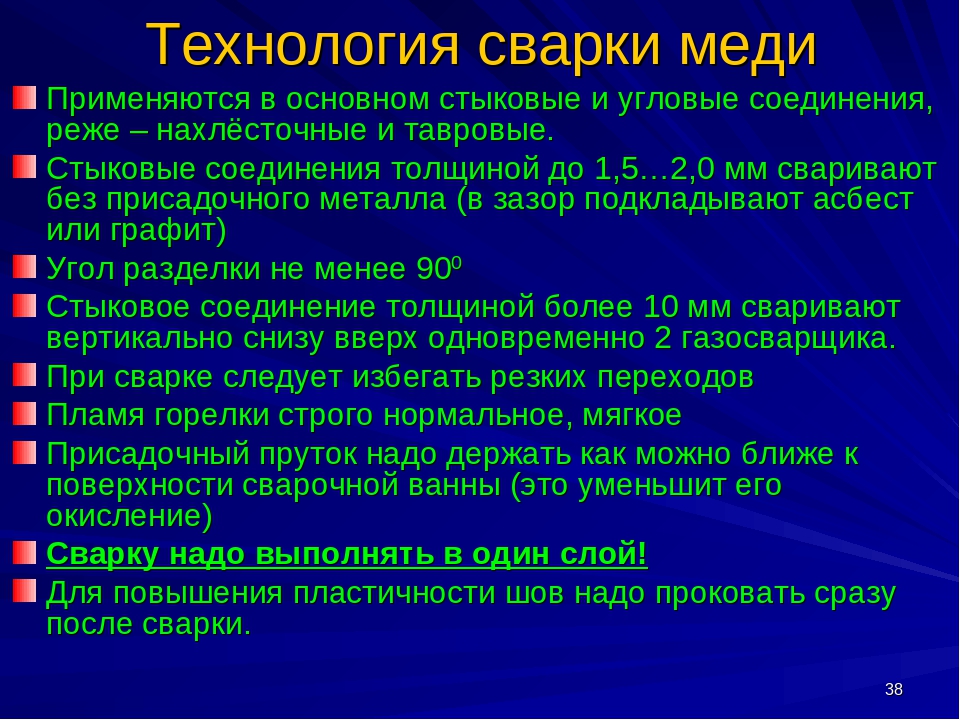
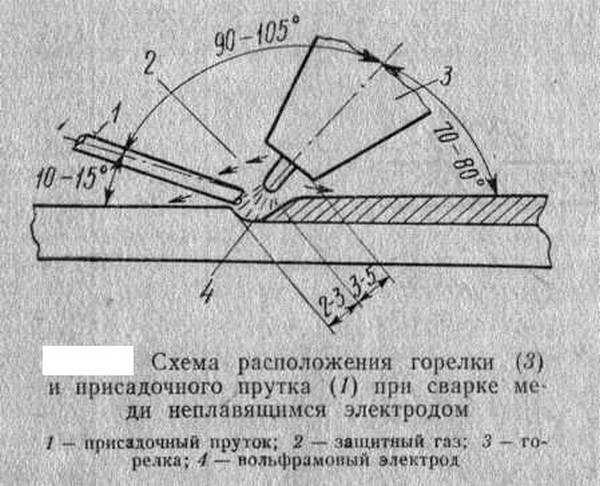
Технология сварки
Сварка меди полуавтоматом должна вестись углом вперед, допускается выпуск электрода не более чем на 7 миллиметров. Электрод может быть графитовым или угольным. Вольфрамовые электроды лучше не использовать при сварке меди, поскольку они слишком быстро расходуются. Дополнительно используется присадочная проволока. Проволока может быть изготовлена из меди, медно-никелевого сплава, бронзы или из специальных сплавов.
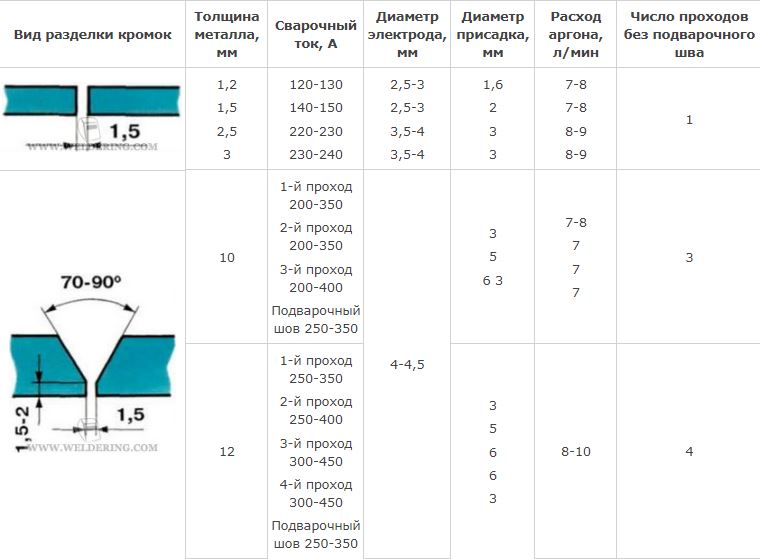
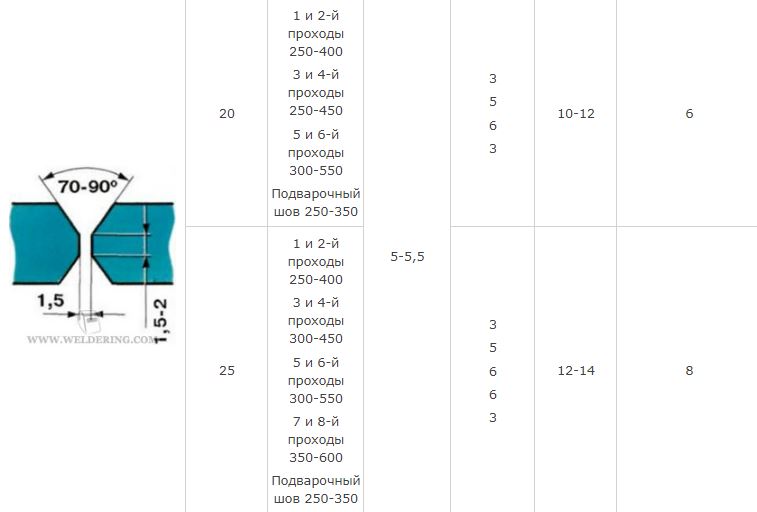
Присадочную проволоку нужно подавать с краю сварочной зоны. Это необходимо для того, чтобы расплавленный металл не попадал на электрод. Что касается режима сварки, то тут подойдут наши рекомендации, которые мы писали выше. Ниже таблица с ориентировочными режимами сварки меди в аргоне.
Как видите, технология сварки меди и ее сплава не так уж сложна. Практикуйтесь как можно больше, прежде чем приступить к ответственной работе.





