

Как определить угол заточки дисковой пилы

Геометрия твердосплавных напаек
Оптимальным вариантом будет наличие исходного шаблона, согласно которому можно исправить геометрию режущей кромки. Зачастую он изготавливается из тонкостенного нержавеющего металла, реже – из плотного картона.
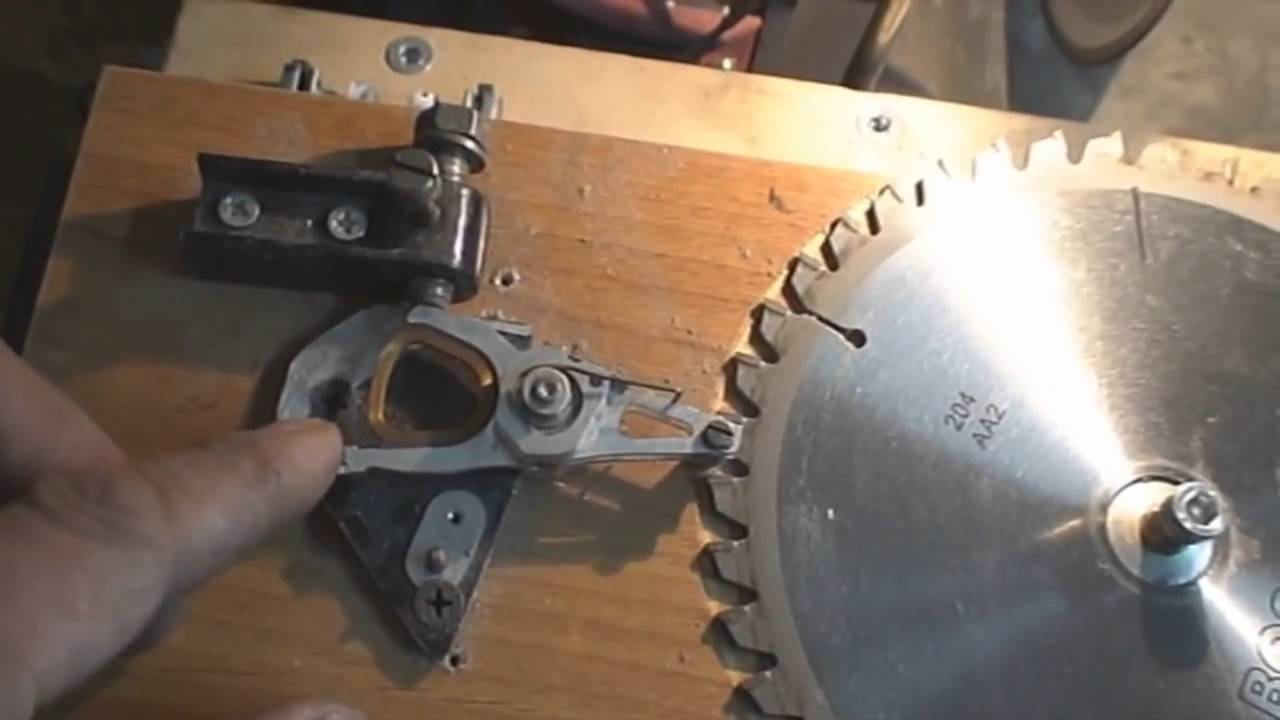
Твердосплавные зубья изготавливаются согласно ГОСТ 9769-79. Но их геометрию и геометрические размеры определяет производитель исходя из назначения пилы. Если шаблон отсутствует – необходимо самостоятельно определить требуемые углы заточки. Для этого рекомендуется воспользоваться маятниковым угломером.
Технология изготовления шаблона своими руками.
- Взять новый диск с напайками, который полностью идентичен затупившемуся.
- На твердом листе картона нарисовать точные контуры.
- С помощью маятникового угломера определить первоначальную геометрию твердосплавных напаек.
- Данные занести на шаблон.
В дальнейшем его можно использовать для самостоятельной заточки на станке или предоставить в качестве образца для компаний, предоставляющие подобные услуги.
Важно помнить, что передний угол может быть отрицательным. Подобные модели используются для раскроя пластмассовых листов и цветных металлов
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
 Прямой зуб
Прямой зуб
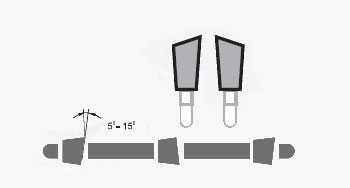
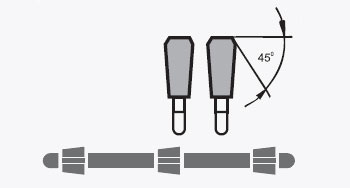
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
 Косой зуб со скошенной задней плоскостью
Косой зуб со скошенной задней плоскостью
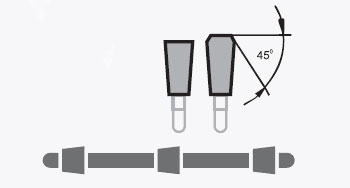
Зубья могут иметь наклон не только задней, но и передней плоскости.
 Косой зуб со скошенной передней плоскостью
Косой зуб со скошенной передней плоскостью
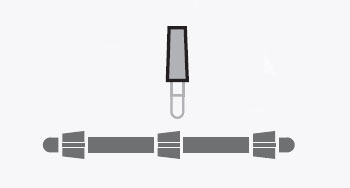
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
 Трапециевидный зуб
Трапециевидный зуб
 Чередование зубьев разной формы
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
 Конический зуб
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
 Зуб с вогнутой передней поверхностью
Зуб с вогнутой передней поверхностью
Как заточить: основные методы
Существует два доступных метода заточки дисковых пил — ручной и при помощи станка. Чтобы в домашних условиях заточить диск правильно, необходимо учитывать некоторые нюансы.
Ручной способ
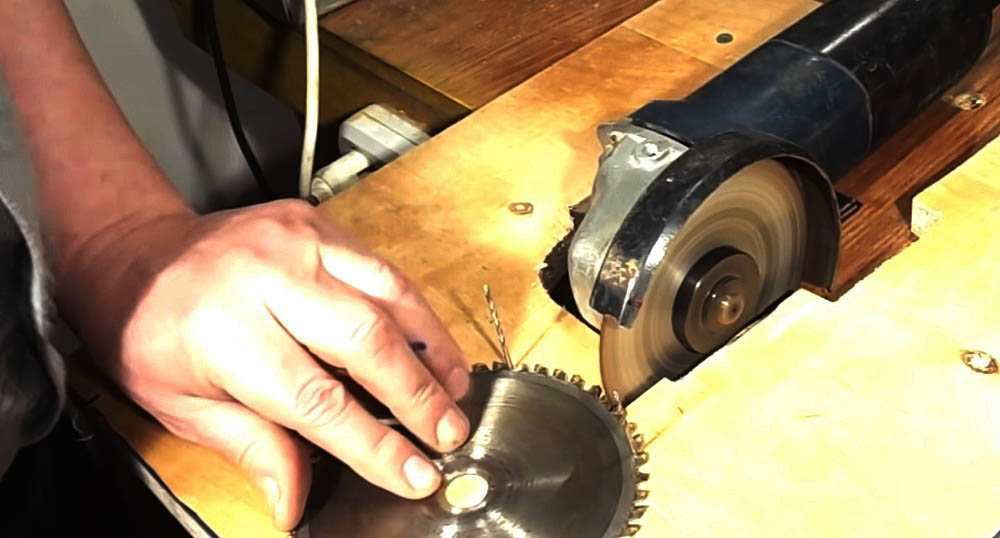
Особые станки для затачивания кромок пилы редко применяются в бытовых условиях, потому что их стоимость высока. Поэтому при отсутствии такого приспособления, можно справиться с заточкой подручными приспособлениями, например болгаркой. При этом запрещается держать круг в руках, ничем его не зафиксировав. В противном случае не получится добиться достаточного угла среза для дальнейшей работы с материалом.
Чтобы надёжно зафиксировать круг в верном положении, применяют плоскую подставку.
- поверхность подставки совпадает с уровнем оси заточного диска;
- на ней зубчатый круг помещается таким образом, чтобы плоскость затачивания стала перпендикулярной полотну пилы;
- конструкция устройства дополнена поворотным шарниром.
Подставка поможет комфортно расположить диск пилы для обработки относительно абразивного материала. Перед началом работы проводится чёткая разметка. Для этого используется цветной маркер. Им рисуют линии, которые позволят заточить элемент под нужным углом. Тиски помогут надёжно закрепить диск на поверхности.
Видео заточки диска для циркулярной пилы болгаркой:
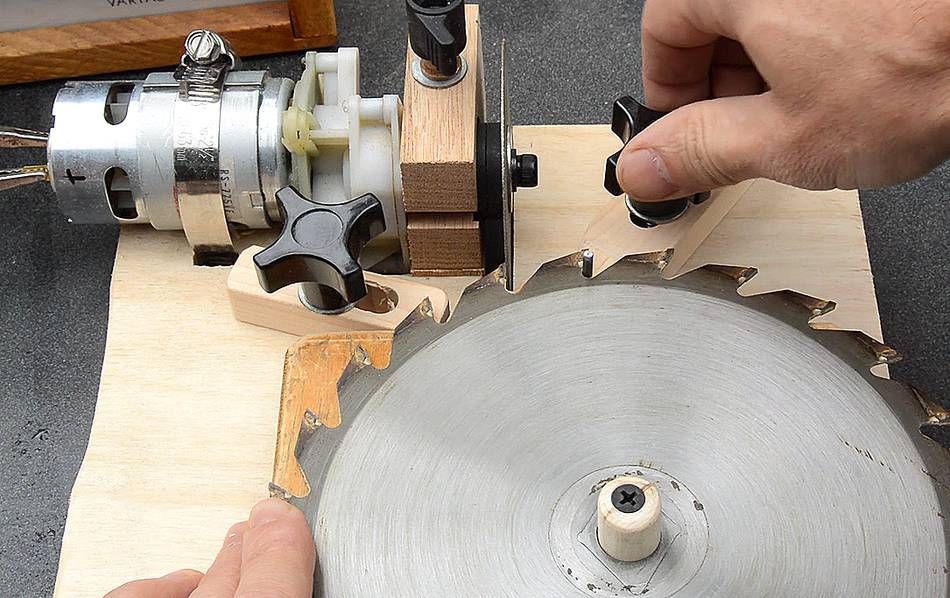
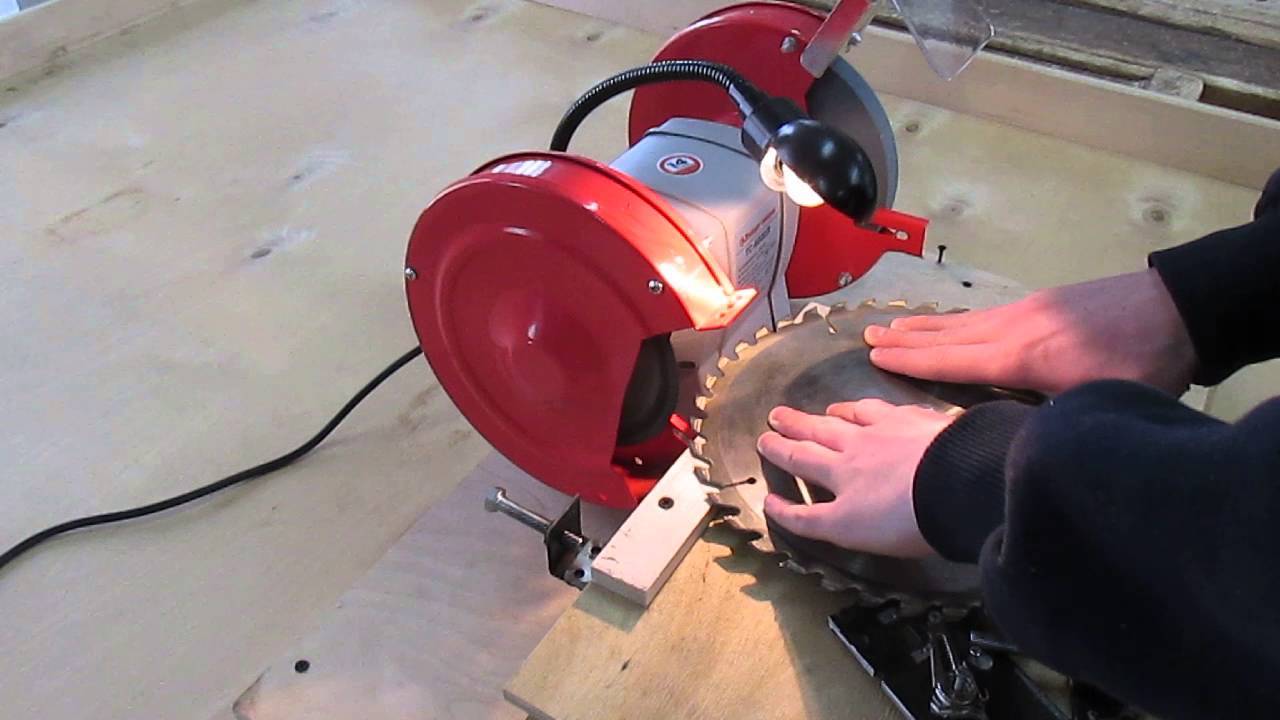
С помощью станка
Когда у мастера есть доступ к специальному точильному станку, обработка элементов происходит быстро и эффективно. Это приспособление имеет небольшие размеры, поэтому работать с ним комфортно и новичку. Не возникнет проблем даже при применении в бытовых условиях.
При покупке такого устройства смотрят на абразивный круг. Для его выбора учитываются отдельные нюансы:
- Лучше всего приобрести круг, сделанный из эльбора с алмазным напылением, или из зелёного карбида кремния;
- Если затачивается твердосплавный диск, даже при применении станка могут возникнуть проблемы.
Сам процесс использования станка для заточки предельно прост. Оператор должен удобно расположить диск на устройстве и зажать его с использованием специального фиксатора. Перед началом работы рекомендуется отметить маркером первый зуб. Это поможет не запутаться во время заточки, и не проверять зубья, которые уже подверглись обработке. Для выбора угла заточки на устройстве предусмотрен специальный измеритель. На нём следует установить необходимый угол, после чего устройство выполнит задачу самостоятельно.








Циркулярная пила — полезный инструмент, без которого не обойтись при строительстве. Она помогает делать прорези в поверхностях, а также изменять их форму и размер. Для затачивания дисков используют специальные станки или подручные материалы. Сделать работу собственными руками не так сложно, нужно придерживаться перечисленных рекомендаций и не бояться.
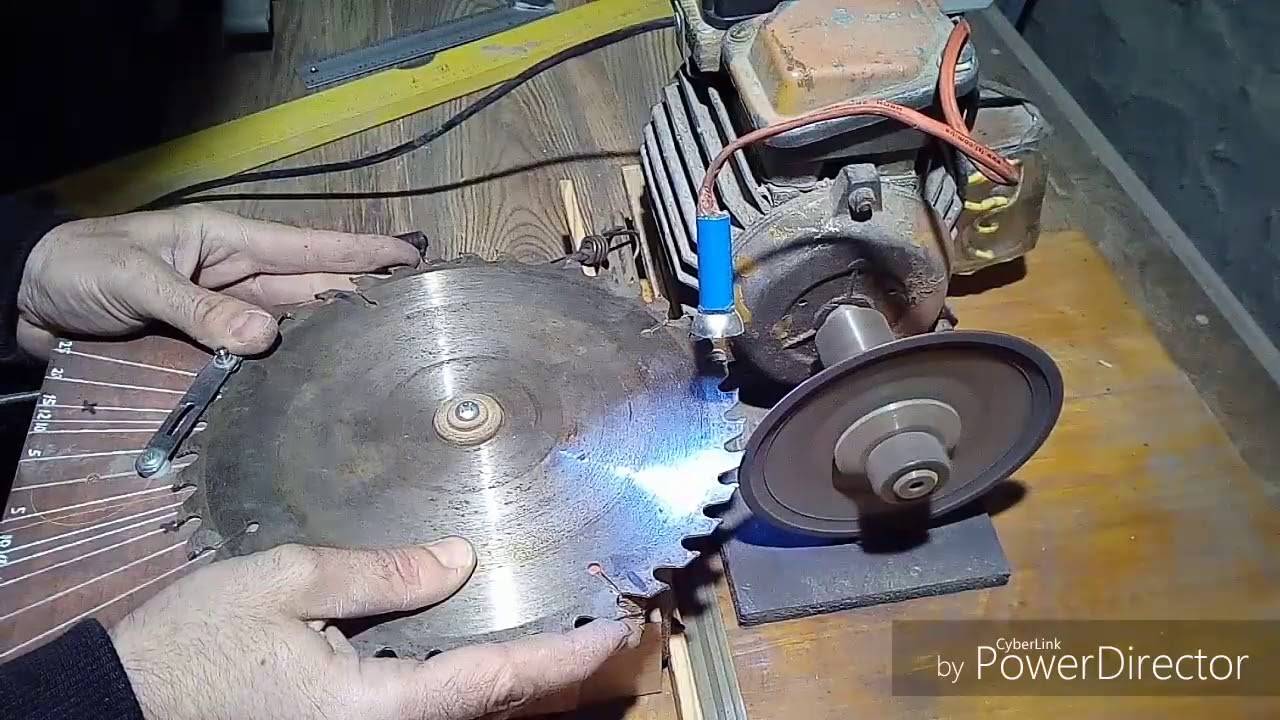
Заточка диска с победитовыми напайками:
Дисковый инструмент для распила древесины всегда пригодится при строительстве. Циркуляционная пила удобна тем, что позволяет быстро раскроить материал при минимальных затратах сил и времени. Что касается качества реза, то можно сказать, что он идеален, но только тогда, когда пила исправна и хорошо заточена. В противном случае работать таким инструментом даже опасно, поэтому следует провести заточку дисковой пилы.
Определить необходимость проведения операции заточки несложно: тупой инструмент режет заготовку некачественно, что сразу бросается в глаза. Здесь есть два варианта: либо отдать диск в мастерскую, что не всегда выгодно в плане временных и денежных затрат, либо заточить дисковую пилу своими руками. Это на первый взгляд может показаться сложным. Но если более детально вникнуть в суть устройства пилы, нетрудно будет выполнить обслуживание инструмента в домашних условиях.

Что важно знать про пильные диски по алюминию (пластику), стали и мультиматериалам.

Что важно знать про пильные диски по металлам (алюминию и сталям)
Много разной информации можно без проблем найти о пильных дисках по дереву (это самый популярный материал для распиловки). Но, например, для распиловки металлов (цветных материалов и стали), к сожалению информации не так много. Мы решили не только проинформировать об основных моментах при выборе или эксплуатации пильного диска по алюминию, но и протестировать их – сравнить между собой.
Начнем с того, что пильные диски не имеют жестких стандартов, в отличие от других расходников. Здесь правят бал производители инструментов, от них и «пляшут» размеры и виды пильных дисков в первую очередь. Итак, пильные диски по металлу можно эксплуатировать на ручных циркулярных пилах, на торцовочных машинах и на стационарных или переносных распиловочных станках. Так как распиловка металлов в большинстве своем — удел профессиональных пользователей, соответственно и к размерам и качеству распиловки предъявляются другие требования. Именно в категории пильные диски по алюминию и стали наибольшим спросом и лучшей репутацией пользуются европейские и мировые бренды и ограниченный список Российских брендов. Вот их не полный список.

Если быть точными, то и заводов, которые могут реально производить качественные пильные диски постоянно, не больше 5-10 компаний в мире. Известные марки, как правило, производятся именно на этих заводах, что почти на 100% гарантирует стабильно высокое качество продукта.
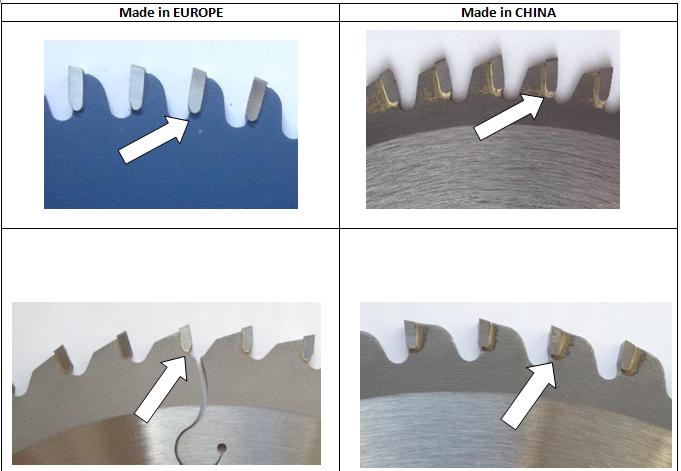
Про пильные диски и их особенности, мы публиковали статью в одном из предыдущих журналов, важно отметить, что практически производство расположено или в Европе или в Китае. Качество однотипных по стандарту пильных дисков практически одинаковое, тем не менее, их достаточно просто отличить, в первую очередь по качеству сварки твердосплавных пластин к самому телу диска
Это видно не вооруженным взглядом, впрочем, на качестве соединения это не сильно отражается, по нашим тестам это видно.
Материал для распиловки. По своей структуре алюминий, жесткий пластик, пластмассы, плексиглас отличаются минимально, поэтому пильные диски по алюминию отлично подходят для распиловки указанных материалов
Тем не менее, важно при выборе понимать, что мы хотим распилить – полую заготовку или массивную
Соответственно, некоторые производители на упаковке указывают, для каких именно заготовок (полых или массивных) наилучшим
Количество зубьев. Это важный момент, который является простой стандартной логикой – чем больше зубьев, тем выше качество реза, соответственно выше стоимость пильного диска, так как стоимость самого пильного диска формируют, прежде всего, твердосплавные пластины – именно они отличаются по стоимости в зависимости от производителя и от их размера. В стандартной логике — чем толще пластина, тем на большее количество резов ее хватит, при условии, что сам пильный диск рассчитан на соответствующий ресурс. Многие затачивают пильные диски
Важно, что делать это качественно можно только на соответствующих станках, но обычно стоимость заточки, практически приближается к стоимости нового пильного диска (кроме кругов большого диаметра для индустриальной распиловки)
Углы и типы зубьев.
Результат пиления зависит от простых факторов форма зуба, углы наклоны, количество зубьев. Других вариантов нет, в зависимости от выбора комбинаций трех факторов – получаем результаты на выходе. Угол наклона может быть отрицательный N (-), положительный Р (+) и нулевой, без наклона. Пильные диски с отрицательным углом дают максимально чистый качественный пропил в комбинации с максимальным количеством зубьев, и наоборот, положительный угол наклона дает при распиловке максимальную скорость пиления, но вместе с наименьшим количество зубьев, качество распила будет значительно хуже.
Источник
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении. Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Как заточить ножовку
Чтобы заточить ножовку по металлу или по дереву своими руками необходимо:
- Выполнить подготовительные работы.
- Определить для каких целей применяют пилу.
- Выполнить заточку с параметрами, учитывающими целевое назначение инструмента.

Заточка пилы напильником
Подготовка
Для заточки ножовки по дереву необходимо подготовить весь необходимый инструмент. Затем устранить возможные виды загрязнений до чистого металла и оценить возможность восстановления полотна. На основании осмотра подбирают способ затачивания.









Заточка
Заточка ножовки по металлу или дереву для продольного распиливания или универсального выполняется двумя способами:
- Прямым. Напильником под углом 90 в горизонтальном направлении к полотну удаляют слои с граней зубцов. Затем переставляют полотно в зажиме обратной стороной и проделывают аналогичную обработку дальних зубцов.
- Косым. Отличается от прямого способа углом заточки, который составляет 80. Сначала обрабатывают зубья одного ряда, а потом и другого.
Для заточки универсальной пилы потребуется грубый надфиль или напильник с ромбическим сечением. Выбор способа зависит от особенностей обработки заготовок и предпочтений мастера.
Заточить ножовку по дереву в домашних условиях можно следующим образом:
- Подобрать напильник с трёхгранным сечением со специальными насечками для удобства точения.
- Зафиксировать полотно под углом 45-50 к рабочей поверхности.
- Напильником в направлении параллельном столу под углом к зубцам от 60 до 75 выполнить заточку.
Чтобы восстановить тупые зубцы сначала точат нечётные резцы, а затем чётные. После нечётных полотно разворачивают в обратном направлении и точат чётные.
Основные правила точения:
- режущий инструмент следует двигать равномерно с одинаковым усилием;
- для удаления заусенцев применяют напильники с небольшими насечками;
- по окончании работ требуется выполнить проверку остроты зубцов.

Заточка ножовки по дереву
Разводка зубьев
Развод зубцов требуется для исключения застревания полотна в распиле. Процесс заключается в отгибании зубьев относительно полотна в две стороны на одинаковый угол и расстояние. В результате правильной разводки должны быть сформированы свободные зазоры, которые помогут при резании упростить ход полотна в распиле.
Стандартом считается разводка на расстояние не более 2 мм. В зависимости от особенностей применения отгиб делают таким:
- для обработки сухой древесины — от 0,3 до 0,5 мм;
- для сырой древесины — от 0,5 до 1 мм.
Подбор угла отгиба проводится на основе следующего принципа: больший угол позволит пилить с широким пропилом, а меньший — с большими усилиями, но меньшей шириной распила.
Для отгиба применяют специальные приспособления. Полотно зажимают в струбцине, устанавливают на рабочую поверхность. Затем аккуратно отгибают зубья при помощи металлической плашки на такое расстояние, чтобы не сломать их.
Пошагово разводка выполняется следующим образом:
- Делаются прорези в качестве меток для определения толщины полотна.
- Зубец фиксируется в проделанном отверстии и отгибается плашкой до отмеченной точки упора.
- Аналогичная процедура выполняется со всеми оставшимися зубцами.
Выравнивание высоты
Проверка высоты выполняется следующим образом:
- на ровную гладкую поверхность кладут лист бумаги, имеющий единый цветовой оттенок;
- располагают полотно над ним, прижимают равномерно, чтобы торцевая поверхность полотна была параллельна;
- убирают пилу, затем смотрят на равномерность следов прижатия;
- при наличии выступающих зубцов выполняют аккуратное спиливание напильником до общего уровня.
Ровное расположение зубьев требуется для выполнения ровного распила материала. Неоднородная нагрузка на зубцы приводит к их усиленному износу. Поэтому после разводки обязательно требуется их выравнивание.
Необходимость заточки
Заточка дисков для циркулярной пилы требуется тогда, когда ведение работы становится невозможным. Это можно понять по трем сигналам:
- Нагрев защитного кожуха. Из-под него появляется дым, выходит из зоны резания.
- Необходимость добавочных усилий при подаче заготовки в момент резания.
- При соприкосновении дерева с режущим металлом появляется гарь и запах.
Геометрия твердосплавных зубьев
Твердосплавный зуб имеет четыре рабочие плоскости — переднюю (А), заднюю (Б), и две вспомогательные боковые (В). Пересекаясь между собой, эти плоскости образуют режущие кромки — главную (1) и две вспомогательные (2 и 3). Приведенное определение граней и кромок зуба дано в соответствии с ГОСТ 9769-79.
Твердосплавный зуб пильного диска
По форме различают следующие виды зубьев.
Прямой зуб. Обычно используется в пилах для продольного быстрого пиления, при котором качество не имеет особого значения.
Прямой зуб
Косой (скошенный) зуб с левым и правым углом наклона задней плоскости. Зубья с разным углом наклона чередуются между собой, из-за чего называются попеременноскошенными. Это наиболее распространенная форма зуба. В зависимости от величины углов заточки, пилы с попеременноскошенным зубом используются для пиления самых разных материалов (дерева, ДСП, пластмасс) — как в продольном, так и поперечном направлении. Пилы с большим углом наклона задней плоскости используются как подрезные при резке плит с двухсторонним ламинированием. Их использование позволяет избежать сколов покрытия на краях пропила. Увеличение угла скоса снижает усилие резания и уменьшает опасность сколов, однако одновременно уменьшает стойкость и прочность зуба.
Косой зуб со скошенной задней плоскостью
Зубья могут иметь наклон не только задней, но и передней плоскости.
Косой зуб со скошенной передней плоскостью
Трапециевидный зуб. Особенностью этих зубьев является относительно медленная скорость затупления режущих кромок в сравнении с попеременноскошенными зубьями. Обычно они применяются в сочетании с прямым зубом.
Трапециевидный зуб
Чередование зубьев разной формы
Чередуясь с последним и слегка возвышаясь над ним, трапециевидный зуб выполняет черновое пиление, а прямой, следующий за ним — чистовое. Пилы с чередующимися прямыми и трапециевидными зубьями применяются для резки плит с двухсторонним ламинированием (ДСП, МДФ и пр.), а также для пиления пластмасс.
Конический зуб. Пилы с коническим зубом являются вспомогательными и используются для надрезки нижнего слоя ламината, предохраняя его от сколов при прохождении основной пилы.
Конический зуб
В подавляющем большинстве случаев передняя грань зубьев имеют плоскую форму, но существуют пилы и с вогнутой передней гранью. Они применяются для чистового поперечного пиления.
Зуб с вогнутой передней поверхностью
Углы заточки зубьев
Имеется четыре основных угла заточки дисковой пилы, которые наравне с формой зуба определяют её характеристики. Это передний угол (γ), задний (α) и углы скоса передних и задних плоскостей (ε1 и ε2). Угол заострения (β) имеет вспомогательное значение, поскольку задается передним и задним углами (β=90°-γ-α).
Углы заточки зубьев дисковой пилы
Значения углов заточки определяются назначением пилы — т.е. тем, для резки какого материала и в каком направлении она предназначена. Пилы для продольного пиления имеют относительно большой передний угол (15°-25°). У пил поперечного пиления угол γ обычно колеблется в пределах 5-10°. Универсальные пилы, предназначенные для поперечного и продольного пиления, имеют усредненное значение переднего угла — обычно 15°.







Величины углов заточки определяются не только направлением распила, но и твердостью распиливаемого материала. Чем выше твердость, тем меньше должны быть передний и задний углы (меньше заострение зуба).
Передний угол может быть не только положительным, но и отрицательным. Пилы с таким углом используются для раскроя цветных металлов и пластмасс.
Общие требования к заточке
Для обеспечения качественного результата и безопасности работы эксперты рекомендуют соблюдать ряд правил:
- диск необходимо надежно зафиксировать в таком положении, чтобы все зубья были отчетливо видны;
- элемент ложен плотно прилегать к дискам и удерживающим брусьям;
- обязательно контролирует равномерность съема металла по профилю зубьев;
- во избежание разогрева и деформации материала диск не должен прижиматься к точильному кругу;
- при использовании алмазных точильных элементов обязательно используют охлаждающую жидкость;
- перед заточкой диск очищают от загрязнений моющими растворами.
При соблюдении всех правил процедуры до полного износа диска можно проводить 25-30 заточек.
Наклон заточки зубьев
Под данным понятием понимают угол отклонения режущей кромки зуба от радиуса диска. Величина показателя индивидуальна для каждого рабочего элемента. Ее обычно указывают в паспорте или на боковине.
Выделяют следующие виды углов:
- Положительный – обозначается маркировкой POZ 10, составляет от 15 до 20 градусов. Увеличивает подачу агрегата, но делает разрез грубым
- Отрицательный – маркируется символами NEG-5. Варьируется в диапазоне от 0 до -5 градусов. Диски с отрицательным углом наклона обладают медленной скоростью, но качество распила выше.
- Нулевой. Элементы с таким показателем используют для резки металла.
Если вы планируете пилить древесину в продольном направлении, то выбирать нужно первый вариант, в поперечном – второй тип дисков. Режущие круги с углом 15 градусов считаются универсальными. Они способны выполнять распил материала вдоль и поперек.
 Заточка зубьев предполагает обязательную разводку зубьев
Заточка зубьев предполагает обязательную разводку зубьев
Разводка зубьев
Первым этапом процедуры выступает проверка расстояния между зубьями диска. Его подгон осуществляют под тот тип материал, с которым чаще придется работать. Для обработки твердых пород древесины зубцы разводят на расстояние в 1.5-2 раза больше, чем толщина полотна. При работе с мягким материалом данная величина должна превышать толщину в 2-3 раза.
При выполнении разводки нужно следить, чтобы зубцы были отогнуты равномерно. При их расположении на разном расстоянии от центра будет происходить постоянное заклинивание режущего круга, что уменьшит скорость распиловки, отразится на качестве реза в худшую сторону.
Разводку рекомендуют осуществлять специальным приспособлением с одноименным названием. Наличие упора не позволит отогнуть зуб на большее расстояние, чем предусмотрено стандартом.
Все зубцы делятся на 2 группы. Сначала выполняют разводку элементов одного типа, а затем остальных, поэтому их загиб осуществляют через один по всей длине режущего полотна в противоположные направления.
Популярные производители
На современном рынке полно предложений от производителей. Но есть компании, которые проверены временем. Именно их продукции отдают предпочтение владельцы циркулярных пил. Краткий список популярных брендов таков:
CMT. Компания появилась на территории Италии в далеком 1962 году. Производство перенесено в Китай, а в Европе остался лишь головной офис.
«Макита». Годом основания фирмы стал 1915. С тех пор прошло много времени, но японская продукция по-прежнему популярна по всему миру.
«Бош». Это название давно стало символом непревзойденного качества. Пильные диски под торговой маркой Bosh — желанные гости в каждой домашней мастерской.
«Атака». Организация появилась в 1998 году на территории России. Ее по праву можно назвать старейшим поставщиком расходников на отечественном рынке.
Metabo. Название произошло от немецкого наименования ручной дрели. Сборка первой продукции началась в Германии после 1924 года.
Dewalt. Победное шествие компании по планете стартовало в США. Начиная с 1922 года под брендом выпускают оснастку для электроинструмента.
В передовых технологиях разобраться непросто. Изготовители оснастки постоянно совершенствуют свои производства. Предлагаем посмотреть видео, которое поможет сделать правильный выбор и узнать много полезной информации:





