

Область применения и конструктивные особенности
Конусные (или ступенчатые) сверла отличаются длительным рабочим ресурсом, что обеспечивается высокой прочностью их режущих кромок. В отличие от обычного сверла, конусное позволяет выполнять технологические операции, для осуществления которых в любой другой ситуации потребовалось бы использование нескольких инструментов. Именно универсальностью во многом и объясняется высокая стоимость сверл данной категории.
 Устройство ступенчатого сверла
Устройство ступенчатого сверла
Конусными сверлами можно делать отверстия не только в металле, но и в гипсокартоне, дереве, пластике и др. Успешно справляются они и с плотным металлом, чего нельзя сказать о сверлильном инструменте любого другого типа.
Острый наконечник ступенчатого сверла позволяет не только исключить необходимость применения центровочного инструмента, но и легко врезаться в структуру даже самого плотного металла. Отверстие, полученное при этом, не нуждается в дополнительной обработке с использованием надфиля и шлифовальной машинки.
 Большинство ступенчатых сверл способны просверливать металл толщиной до 4 мм
Большинство ступенчатых сверл способны просверливать металл толщиной до 4 мм
Поступательные каналы ступенчатого сверла, расположенные по спирали, выполнены в разных размерах с плавным переходом. Эта конструктивная особенность повышает эффективность конусного сверла при работе с тонколистовым металлом как минимум на 50%. Кроме того, при сверлении металлических деталей инструментом с такими спиральными поступательными канавками обеспечивается плавность его хода.
На рабочую поверхность ступенчатых сверл может быть нанесено абразивное напыление, основу которого составляет алмазная или титановая крошка (это не противоречит требованиям ГОСТа). Такое покрытие режущей поверхности значительно повышает степень ее прочности, что позволяет свести к минимуму периодичность ее заточки. Естественно, на такое преимущество использования конусного сверла с напылением можно рассчитывать в том случае, если соблюдаются правила его эксплуатации и не превышается допустимая нагрузка на него.
 Эти сверла сделаны из высококачественной быстрорежущей стали с титановым покрытием
Эти сверла сделаны из высококачественной быстрорежущей стали с титановым покрытием
Одной из задач, которую решают с помощью конусного сверла, является исправление дефектов отверстий, полученных инструментом другого типа. К таким дефектам, в частности, относятся рваные края. Сверла ступенчатого типа практически незаменимы в тех случаях, когда необходимо получить качественные отверстия в тонколистовом металле, изделиях из стеклотекстолита и других полимерных материалов.
Учитывая все вышесказанное, можно сделать вывод о том, что конусные сверла являются еще более универсальными, чем традиционный инструмент спирального типа. Именно поэтому они не будут лишними на производственном участке и в домашней мастерской. О том, насколько удобным и эффективным является конусный инструмент, стоимость которого зависит как от диаметра рабочей части, так и от типа напыления, можно судить по видео обработки с его использованием и по отзывам специалистов.
Что нужно знать перед началом заточки
Заточка является довольно важным процессом, влияющим на последующую работу инструмента
Но важно знать, что не нужно натачивать его, если этого не требуется. Это является лишней тратой времени и сил (особенно при ручном затачивании). Именно поэтому необходимо ознакомиться с признаками того, что инструмент затупился
Именно поэтому необходимо ознакомиться с признаками того, что инструмент затупился.
Во-первых, он быстро нагревается во время работы, деформируется и мешает нормально им пользоваться. Это является одним из признаков того, что пора заниматься заточкой.
Во-вторых, если во время процесса чувствуется, что отверстия просверливаются гораздо дольше, чем раньше, то стоит изучить сверло на предмет затупления.
И, наконец, в-третьих — выполненное отверстие получается слишком неровным. Это, наверное, один из самых главных признаков, указывающих на необходимость заточки.
Как правильно заточить сверло спирального типа
О заточке сверла по дереву можно не беспокоиться, таким сверлом можно работать многие месяцы и даже годы без всякой заточки. К сожалению, такого нельзя сказать о сверле по металлу, которое должно быть обязательно острым. То есть, сверлить металл можно исключительно острым, хорошо заточенным сверлом.
Для потери остроты сверла характерен резкий скрип в начале сверления. Не заточенное вовремя сверло сильнее выделяет тепло и таким образом, изнашивается еще быстрее, чем острое.
Заточить сверло можно на специальных станках или с помощью приспособлений. Естественно, при наличии возможности, предпочтительнее сделать это на специальном оборудовании. Но в домашней мастерской таких станков, как правило, нет, поэтому приходится использовать обычный электрический точильный станок с камнем.
Основные составные части спирального сверла.
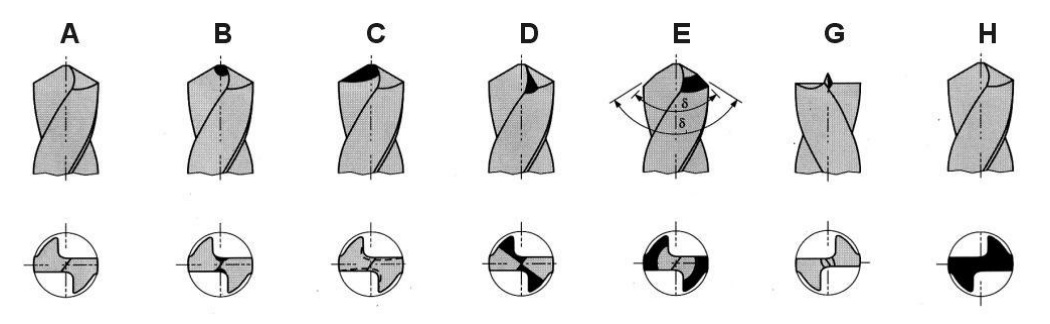
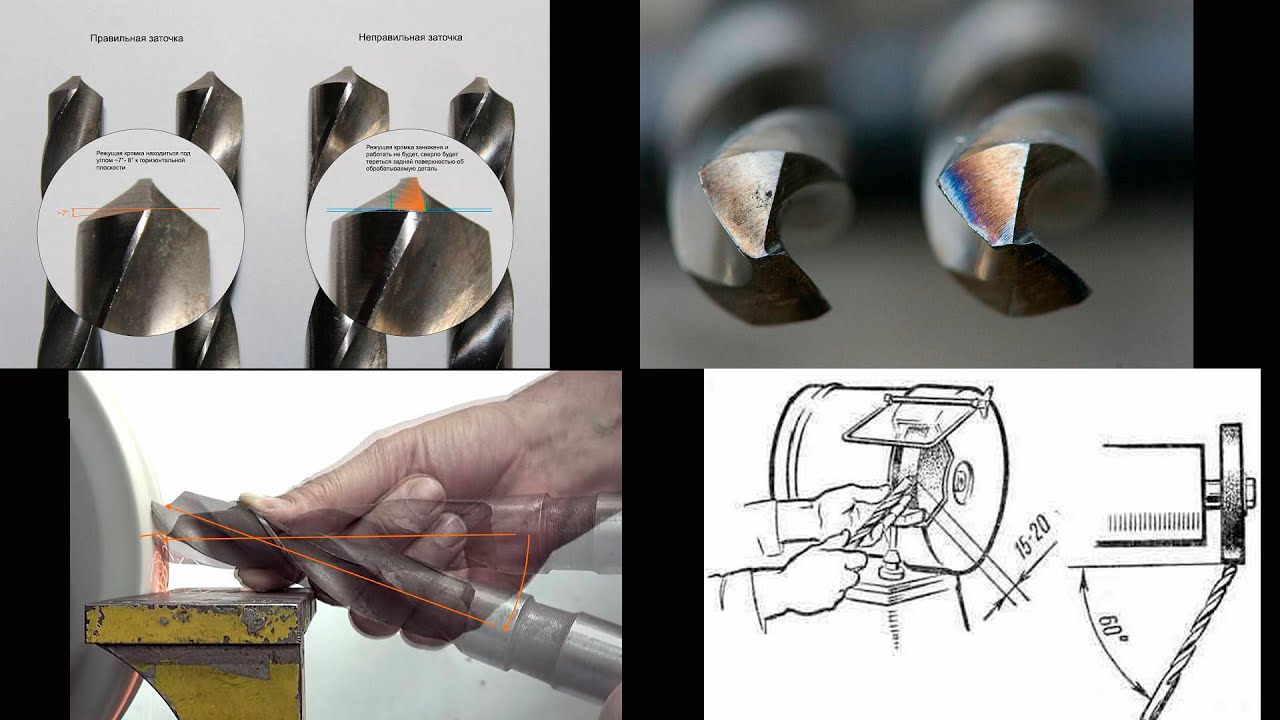
Вид заточки зависит от формы, которую следует придать задней поверхности сверла и может быть одноплоскостным, двухплоскостным, коническим, цилиндрическим и винтовым.
Заточка сверла проводится по задним граням. Оба зуба (пера) сверла следует заточить абсолютно одинаково. Вручную сделать это нелегко. Также непросто вручную выдержать нужную форму задней грани и нужный задний угол.
1. Одноплоскостная заточка сверла характерна тем, что задняя поверхность пера выполнена в виде одной плоскости. Задний угол при этом колеблется в пределах 28-30°. Сверло просто приставляется к кругу, таким образом, чтобы режущая часть шла параллельно кругу и не вращая, не перемещая сверла производится заточка.
При такой заточке во время сверления могут выкрашиваться режущие кромки сверла, что является недостатком данного способа заточки. Это самый простой способ ручной заточки, который можно применять для тонкого сверла диаметром до 3 мм.
2. Сверла диаметром более 3 мм предпочтительно затачивать конически. Вручную без навыков такую заточку выполнить сложно, но возможно. Сверло берется левой рукой за рабочую часть как можно ближе к заборному конусу, а правой рукой за хвостик.
Сверло прижимается к торцу шлифовального камня режущей кромкой и поверхностью задней части, и слегка покачивается правой рукой, создавая при этом на задней перьевой грани конусную поверхность. Сверло в ходе заточки не отрывается от камня, движения руки медленные и плавные. Для второго пера все повторяется аналогично.
Подводи сверло режущей кромкой к шлифовальному кругу.
Покачиваем сверло в низ, а потом опять вверх.
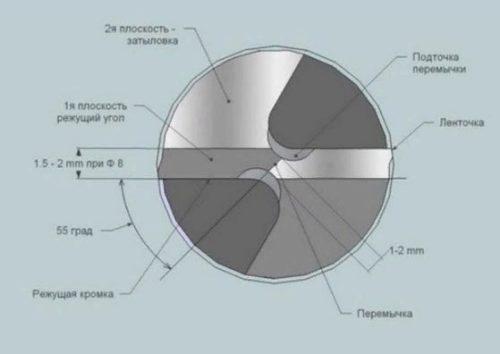
При заточке нужно постараться максимально выдержать первоначальную форму заводской поверхности задней части, чтобы сохранить нужные задние углы. Если заточка сделана правильно, то на сверлах диаметром до 10 мм она вполне достаточна. При диаметрах выше 10 мм данную заточку можно улучшить, подточив переднюю поверхность, как показано на фото:
Подточка передней поверхности.
В чем смысл подточки? За счет уменьшения переднего угла и увеличения угла режущей кромки возрастает стойкость к выкрашиванию, что увеличивает ресурс сверла. Кроме того, ширина поперечной кромки становится меньше. Поперечная кромка не сверлит, а скоблит металл в центральной части отверстия. На втором рисунке хорошо видно, что здесь она укорочена, что облегчает сверление.
Для сверл с выбранным маленьким задним углом можно дополнительно подточить заднюю поверхность. Сверло при этом меньше трет в отверстии сверления задней поверхностью. См. фото:
Подточка задней поверхности.
В производственных условиях после заточки, как правило, делается доводка, которая сглаживает поверхность, убирая мелкие зазубрины. Сверло, на котором сделана доводка, меньше изнашивается, чем просто заточенное сверло. Если есть возможность, делать доводку следует обязательно.
Для доводки нужно использовать шлифовальные круглые камни из карбида кремния зеленого (марка 63С, зернистость 5-6, твердость М3-СМ1) на бакелитовой связке, а также круги из эльбора ЛО (зернистость 6-8) на бакелитовой связке.
Ниже представляем вашему вниманию отличную подборку обучающих видеороликов посмотрев которые вы точно сможете заточить свои сверла.
Как правильно заправить сверло по металлу с помощью дрели
Логично использовать дополнительное вращение, как инструмент формирования равномерного угла, и для поиска центра. Ваши действия:
- Вставляем и закрепляем элемент в патрон.
- Подводим вращающийся орган к наждаку под необходимым наклоном.
- Выдерживаем нужное время для образования равномерного конуса на торцевой поверхности.
- Достаем из дрели.
- Дотачиваем пятки.
- Создаем правильный профиль перемычки.
Похожая методика применяется при исправлении сверл с конусной посадкой на токарном станке. При этом точильный аппарат подводится под определенным направлением с использованием возможностей оборудования. Мы смогли вкратце рассмотреть принципы восстановления работоспособности стандартных спиральных моделей. Но не стоит забывать, что металлообработка потребовала создание очень большой линейки изделий с подобным назначением.








Что нужно знать при работе со сверлами по бетону
 Сверление бетонной стены
Сверление бетонной стены
Использовать сверло по бетону не так просто, как может показаться на первый взгляд. Но и большой сложности тоже не составляет.
Нужно только знать некоторые премудрости, чтобы качественно и быстро научить проделывать монтажные отверстия:
- Ни в коем случае нельзя допускать нагрева сверла. Необходимо делать каждые 15 секунд небольшой технический перерыв, чтобы оно могло охладиться. Только этот процесс должен происходить естественным способом без использования воды и прочих ухищрений.
- Чтобы сделать более точное сверление, отключите режим ударной дрели, и на малых оборотах накрените её относительно стены. Только после этого можно включать ударный режим и добавлять обороты.
- Перед сверлением нужно убедиться в положении электрических кабелей. Это можно сделать с помощью металлоискателя и схемы монтажа электропроводки.
- Если планируется монтаж пластмассовых дюбелей, то необходимо проделать отверстие глубже длины крепежа примерно на 1 см.
- При работе с несущей конструкцией обязательно вооружитесь перфоратором. Использование ударной дрели с буром не принесет желаемых результатов. Но зато велик риск сломать и сверло, и сам инструмент.
- Для сверления керамической плитки также можно применять сверла по бетону. Только не забудьте отключить ударный режим, так как с ним хрупкая керамика может просто расколоться.
- Если при сверлении встречается преграда, то для ее преодоления нужно иметь при себе специализированный инструмент. Например: для металла – сверла по металлу, а для камня – отбойник. Когда все препятствия преодолены можно дальше продолжать сверлить насадкой для бетона.
 Сверление ЖБИ
Сверление ЖБИ
Чтобы избежать таких неловких моментов, требующих дополнительной изворотливости и привлечения дополнительных инструментов, можно сделать заточку сверла по бетону так, чтобы им можно было работать и по металлу. Как заточить сверло по бетону своими руками, рассмотрим ниже.
Заточка сверел для бетона
 Заточка сверла в домашних условиях
Заточка сверла в домашних условиях
Затронув тему универсальности сверел, и ломая голову над тем, можно ли сверлом по металлу сверлить бетон, ответ будет категоричным – нет. Подобное сверло просто сломается или очень быстро затупится — даже бур d=20 мм. Поэтому, не экономим, и покупаем алмазные или победитовые сверла. А вот подобные приспособления также хорошо работают и по металлу.
Видео ниже наглядно покажет, как правильно заточить сверло для обработки каленой и иной стали.
Простая инструкция детально расскажет, как правильно заточить победитовое сверло, если оно затупилось. При покупке новой насадки затачивать ее необязательно. Со временем подобные сверла стачиваются, и начинаются сначала неудобства, а позже — и серьезные проблемы при сверлении.
Чтобы произвести заточку, необходимо точило или точильный станок. Для этих целей подойдет универсальный. Если занимаетесь строительством и ремонтом профессионально, то лучше всего приобрести специальный точильный станок для сверел.
 Точильный станок
Точильный станок
Внимательно рассмотрите кончик сверла. Оно образуется двумя «полочками». Именно эти полочки и должны быть одинаковой длины, чтобы сверло не сломалось, и получались качественные монтажные отверстия. Измерять из необязательно. Достаточно пристального взгляда и хорошего глазомера.
 Рабочая поверхность бура
Рабочая поверхность бура
- Сам процесс заточки достаточно несложный. Главное — следить за ровностью «полочек».
- Если предполагается сверлить мягкие и податливые материалы, то необходимо соблюсти угол альфа до 400, а при работе с плотной и твердой поверхностью этот угол должен быть в пределах 200−300.
- При этом стоит следить, чтобы режущие кромки не касались точильных кругов, иначе сверло может просто поломаться.
- Еще одна важная деталь – при заточке сверло не должно нагреваться. Периодически нужно останавливаться и охлаждать его. Можно это производить, прибегая к помощи обычной воды. Но если же наконечник раскололся, оставьте его остывать при естественных условиях, так как при опускании в воду металл не выдержит и треснет.
- Заточка сверел требует особого навыка, да и домашние работы не отличаются хорошей точностью. Поэтому прибегните лучше всего к услугам профессионала в этой области.
 Хорошо наточенные сверла
Хорошо наточенные сверла
Узнав, как правильно выбрать и заточить сверло для бетона, можно смело идти в магазин за долгожданными покупками, и не боясь производить сверление любого типа. Главное — не переусердствовать, и соблюдать «сиесту» в вечерние часы отдыха для поддержания перемирия с соседями.
Как сделать точильный станок
Описанный немного ранее стационарный прибор для заточки по силам сделать хорошему мастеру. Для изготовления некоторых элементов (подставки и других) можно даже использовать деревянные бруски. Главное при сборке конструкции – чётко соблюдать параметры на чертеже, один из вариантов которого представлен ниже.
Схема поворотного станка для заточки:
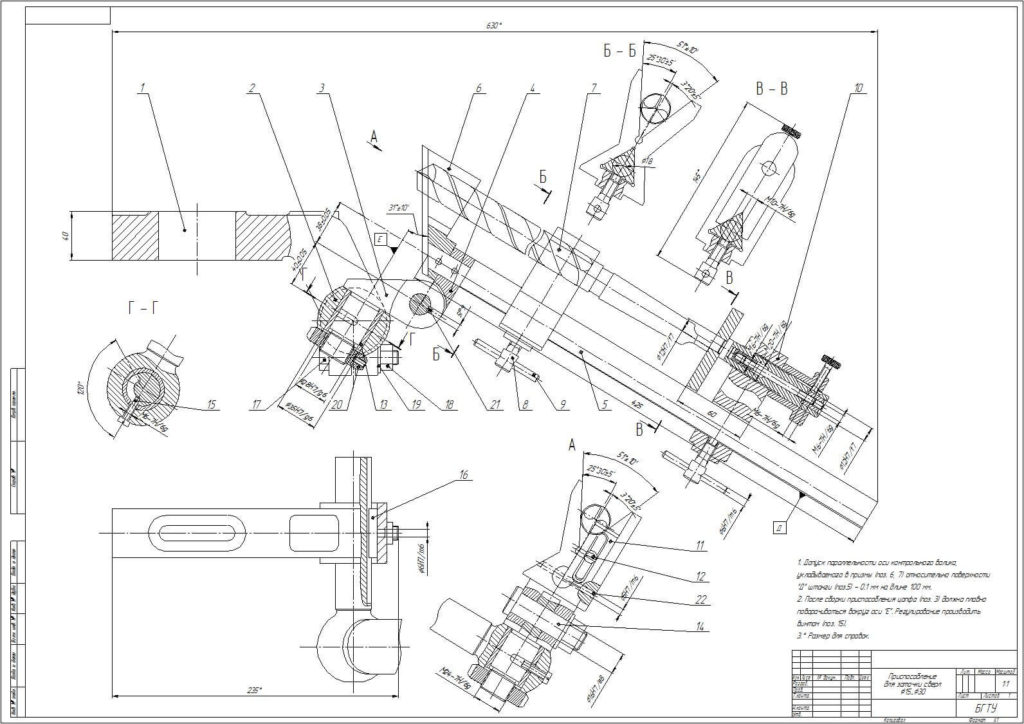
Кроме того, нужно тщательно контролировать все необходимые углы
Особое внимание уделите той части, в которой крепится сверло, помните, что оно не должно проворачиваться при заточке. Сначала можно сделать прибор полностью деревянным
А уже потом, убедившись, что чертёж правильный и вы его полностью соблюли, можно сделать полноценный станок.
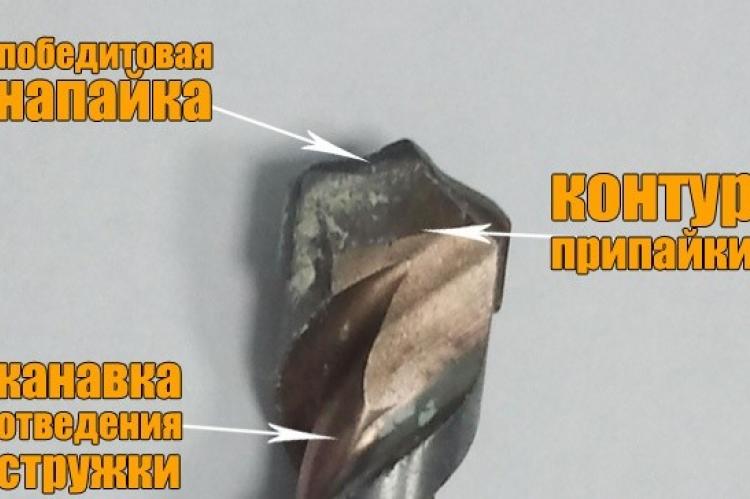
Можно ли восстановить победитовое сверло
Инструмент с напаянным твердым металлом затачивается теми же способами, как и обычный, небольшого диаметра, – подточкой поверхности задней части. Убирать материал необходимо полностью, вплоть до самой напайки. Если пластина стерлась до поверхности стержня, желательно также подтачивать и переднюю часть до снижения толщины напайки по центру
Работу выполнять нужно с максимальной осторожностью, чтобы не срезать лишний ценный металл
При обработке необходимо следить за нагревом режущего инструмента, так как чрезмерное повышение температуры может привести к растрескиванию или излому пластины по контуру спайки. Для охлаждения допускается использование любой жидкости, например чистой холодной воды. Но если металл уже раскалился и приобрел красноватый оттенок, принудительно охлаждать его нельзя: инструмент обязательно треснет.
Как правильно затачивать сверла по металлу

Способов корректировки неисправности много и времени на это затрачивается несколько минут. Только теоретики должны иметь в своем гараже или другом техническом помещении необходимое оборудование и перед проведением ответственной работы попрактиковаться на отработанных образцах.
Одним из главных условий является удобное положение точильного инструмента. Это исключает ненужное смещение
Особое внимание уделяется нагреву при манипуляции. Если возникает посинение, то аппарат не будет выполнять свои функции, так как меняются структура и свойства
При условии, что вы не обладаете специальным приспособлением, обеспечивающим установку угла и центрирование, вам необходимо постараться максимально скопировать эти параметры с оригинала. Если заточка малых диаметров сложна из-за незначительных размеров, то от 12 мм и более трудно становится выставить равномерный угол на обеих гранях и отцентрировать.

Одной из главных ошибок любителей является пренебрежение вращательным движением. При этом кромка имеет необходимые свойства, но касание к объекту ограничивается выступающей пяткой. Даже если у вас нет опыта в этой сфере, произвести заточку можно пусть и недолжного качества, но на несколько отверстий вполне хватит.
Затачиваем на точильном станке
Заточить сверла в домашних условиях не составит труда на обычном точильном станке. Единственное, желательно, чтобы станок был оборудован подручником, т.е. небольшой платформочкой, расположенной перед рабочей поверхностью заточного диска. Расстояние между подручником и торцом круга должно составлять не более одного миллиметра.
Если насадка сильно затупилась, т.е. режущие кромки с задними поверхностями стали несимметричными, чтобы правильно заточить инструмент, желательно сделать простое приспособление, выполнив следующие действия:
- начертить ровную линию на подручнике под углом 60 градусов по отношению к рабочей поверхности абразивного диска. Линия должна располагаться напротив рабочей поверхности;
- на подручнике закрепите обрезок металлического уголка, выровняв его по намеченной линии, как показано на фото ниже. Т.е. уголок тоже должен располагаться по отношению к рабочей поверхности круга под углом 60 градусов. Для фиксации уголка можно воспользоваться струбциной. Если заточкой вы будете заниматься часто, можно просверлить отверстия и зафиксировать уголок болтами.
Благодаря этому приспособлению вы можете приложить своими руками сверло к спинке уголка и таким образом обеспечить угол задней поверхности в 60 градусов. Теперь, когда все готово, можно приступать к работе. Прежде всего нужно установить крупноабразивный диск и включить станок. Затем надо правильно взять в руки сверло. Для этого положите два пальца правой руки на подручник, и на них уложите затачиваемый инструмент. В результате пальцы будут служить опорой. Левой рукой возьмитесь за хвостовик затачиваемого инструмента. Само сверло поверните так, чтобы режущая кромка, которую вы будете затачивать, располагалась строго горизонтально.
Теперь приложите инструмент боковой плоскостью к спинке уголка и подведите своими руками к рабочей поверхности точила. Правая рука должна оставаться неподвижной, а левая, которая держит инструмент за хвостовик, должна слегка перемещаться в вертикальной плоскости, совершая покачивания сверлом. Таким образом, заточка должна происходить от режущей кромки до конца задней поверхности.
По такой схеме совершите несколько покачивающих движений левой рукой вверх/вниз
Сильно напрягать руки не надо, так как сверло у вас не вырвет, поэтому просто соблюдайте осторожность. Заточив одну заднюю поверхность, следует прокрутить левой рукой сверло на 180 градусов и точно так же наточить вторую заднюю поверхность. По завершению работы убедитесь, что угол заточки сверла, т.е
угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить






По завершению работы убедитесь, что угол заточки сверла, т.е. угол при вершине равен 120 градусам, что оптимально для инструмента по металлу. Кроме того, проследите, чтобы кромки и задние спинки получились симметричными. Если инструмент далек от идеала, нужно его еще подточить.
Надо сказать, что в результате перемещения хвостовика в вертикальной плоскости, задняя поверхность получается скругленной. Поэтому такая заточка называется конической. Она применяется для сверл диаметром более трех миллиметров. Правильно заточить более тонкое сверло по металлу еще проще – его режущая часть прижимается к плоскости точила и затачивается без каких-либо покачиваний. В результате задняя поверхность приобретает одну ровную плоскость. Поэтому такая заточка называется одноплоскостной. Хват сверла при такой обработке показан на фото ниже.
После того как заточка будет завершена и инструмент приобретет правильную форму, нужно выполнить доводку. Дело в том, что поверхность после заточки крупным абразивом далека от идеала. Поэтому нужно установить на станок диск с мелким абразивом и удалить все шероховатости. В результате поверхность должна получиться идеально гладкой.
Чтобы убедиться, что работа выполнена верно, попробуйте просверлить отверстие, можно даже не глубокое, и убедитесь, что кромка получилась гладкой и ровной. Это главный показатель заточенного инструмента.
Абсолютно также точатся и сверла по дереву. Единственное, их угол при вершине делается более острым – 140 градусов. Соответственно, инструмент подносится к точилу под углом 70 градусов.
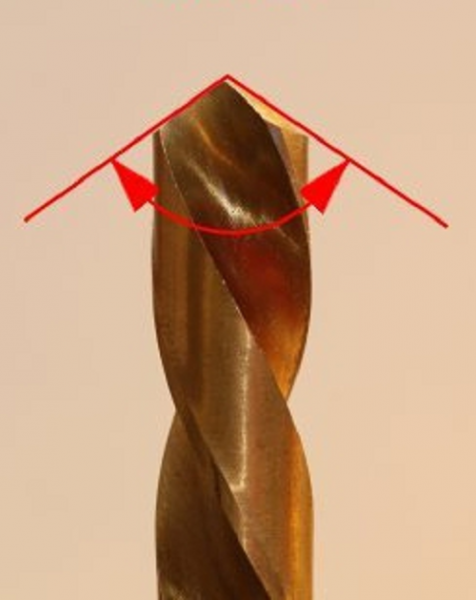
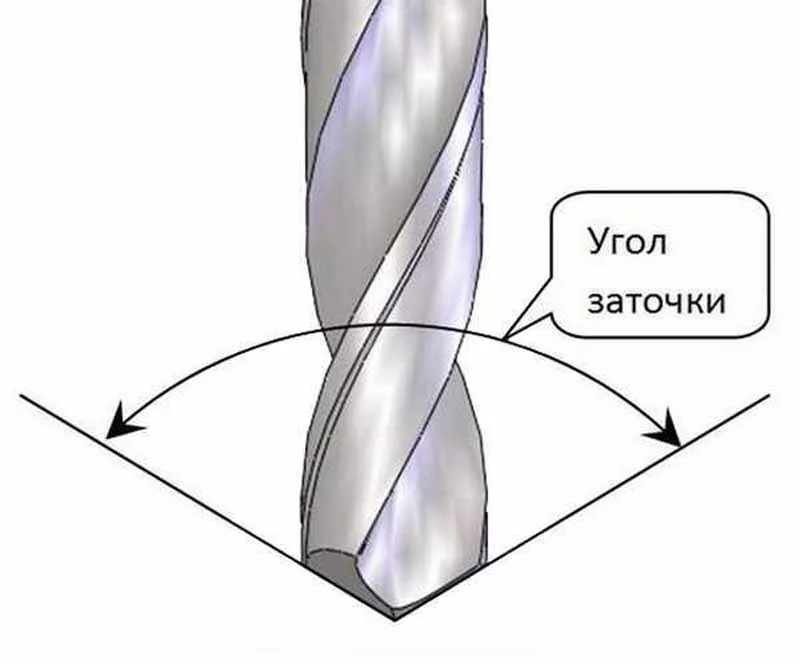
Подготовительный этап
Чтобы сверло эффективно справлялось со своими функциями, важно создать правильный угол при его вершине. Угол при вершине сверла образован режущими кромками, его значение выбирается в зависимости от материала, с которым предстоит работать:
- для стали, чугуна, твердой бронзы — 116° — 118°;
- для латуни и мягкой бронзы — 120° — 130°;
- для красной меди — 125°;
- для алюминия — 140°.
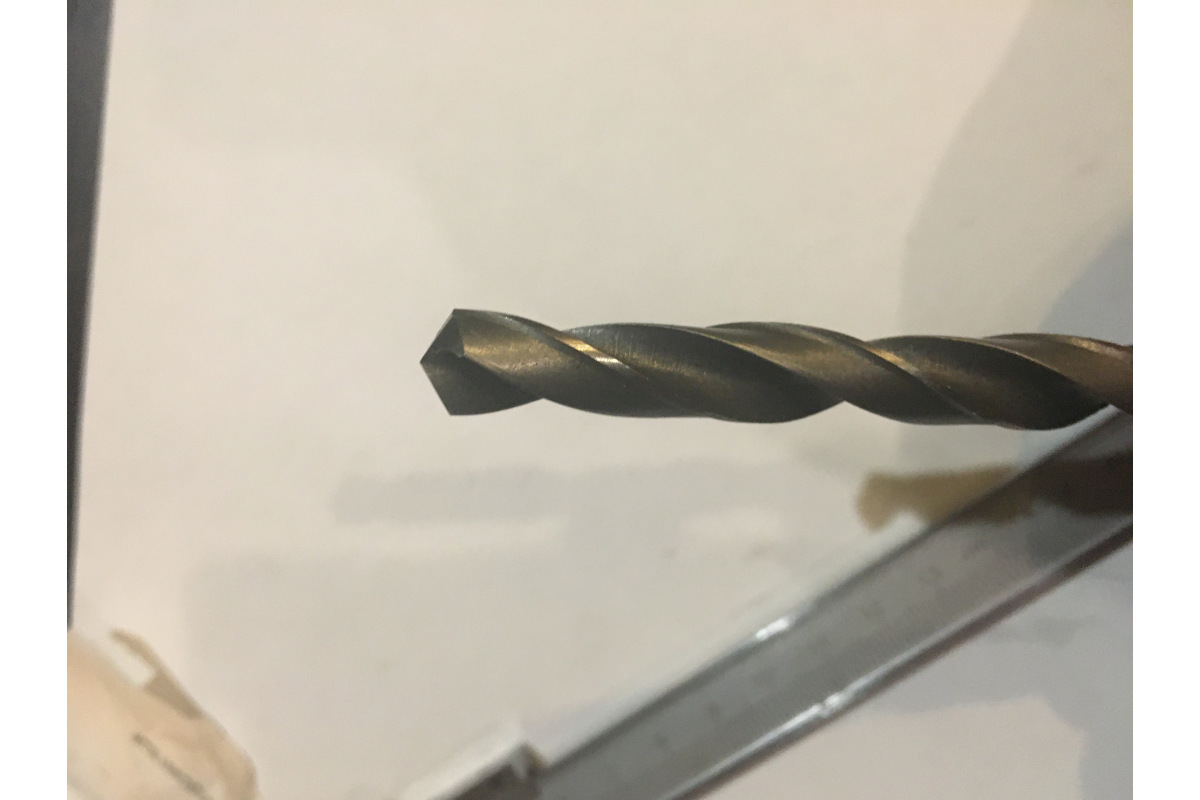
Для удобства заточки рекомендуется изготовить из тонкого металла шаблон, который прикладывается к боковой части сверла и проверяет угол между его осью и режущей кромкой – величина этого угла равна ½ угла при вершине.
Для заточки сверл, конечно — же лучше всего использовать точильный станок, оснащенный подручником. Если нет станка, можно использовать переносные инструменты с абразивным кругом.
При работе болгаркой важно, чтобы устройство было надежно зафиксировано, что достаточно сложно выполнить. С зазором в миллиметр от рабочей поверхности абразивного круга должна располагаться надежно закрепленная рабочая площадка для опоры, направляющей и руки, держащие сверло
Иначе практически невозможно выполнить правильную заточку. При помощи болгарки допускается точить только тонкие сверла, иначе велика вероятность травмы.
Сверла самого малого диаметра допускается точить вручную при помощи плоского напильника.
Помогающие устройства
Теперь пришло время сделать приспособление для заточки сверл. Оно подойдет 2 типам мастеров:
Новички, у которых не получается ровно держать подходящий наклон. Из-за этого кромка получается неровной и эффективность сверления снижается. Иногда сверло начинает работать еще хуже, чем до этого, а это снижает скорость работы. Приспособы будут полезны мастерам, которым приходится постоянно сидеть за наждаком. В этих случаях самодельные приспособления для заточки сверл — необходимость.
Приспособа на гравер и электродрель
Элементарное устройство для заточки сверла, которое весьма просто сделать, так как состоит оно всего из 2 частей:
- Корпус. Обычно он цельнолитой и сделан из пластика. В нем есть кольцо, которое фиксируется на цанге гравера и втулка с углом в 60 градусов. Сверло входит туда с упором, поэтому смещения не происходит.
- Маленький шлифовальный круг. Он стачивает часть металла.
Если нет гравера, есть приспособления для заточки сверл по металлу на дрель. Для них понадобится:
- Круглая труба на 50 миллиметров. Подойдет даже пластиковая сантехническая труба и заглушка к ней.
- Шлифовальный конус или фреза с наклоном в 60о.
В заглушке нужно насверлить дюз по окружности.
На основе гаек
Специфическое самодельное приспособление для заточки сверл своими руками, которое все же подойдет новичкам. Здесь понадобится сварочный аппарат, так как монолитный корпус долговечнее.
Чтобы сделать инструмент для заточки, действуйте по плану:
- Понадобится гайка большого диаметра, например, М 16. В ней необходимо вырезать треугольное отверстие. Нужно стараться попасть в 120 градусов. Чтобы это проверить, достаточно приложить сверло острием.
- Сверху приваривается еще одна гайка диаметром поменьше. Она понадобится, чтобы вкрутить прижимоной болт.
- Осталось вкрутить болт и готово. Гайка будет направляющей и заточка сверл своими руками пройдет куда легче.
Такой станок для заточки сверл своими руками может собрать каждый, но вот его эффективность под вопросом. Возлагать большие надежды не стоит, так как гайка тоже будет постепенно стираться.
Из дверной петли
Самодельное приспособление для заточки сверл своими руками подойдет тем, кто умет работать сварочным аппаратом. Далее нужно действовать по инструкции:
- Сначала петлю нужно укоротить. Одна часть послужит фиксатором подручников, вторая (отрезанная часть) – задает угол.
- К длинной части необходимо приварить металлический угол. В нем нарезается резьба, чтобы вставить болт. Диаметр не так важен, тут можно действовать по своему усмотрению.
- Далее устанавливается уголок, он будет направляющей плоскостью.
Вот подробное видео, как сделать станок для заточки сверл своими руками.
Стоит понимать, что это самодельное устройство для заточки – не полноценный инструментарий. Необходимо точило, а петля — лишь направляющая.
Также конструкция имеет 2 недостатка:
Подача осуществляется сверху вниз. Поэтому обратная часть кромки будет плоской, что вызовет перегрев. Понадобится использовать СОЖ или хотя бы солидол. Ровно ориентировать сверло не у всех получится, так как точность будет посредственной.
Стойка
Чтобы сделать станок для заточки сверл своими руками, нужно приложить усилия. Магазинные стойки дорогие (от 50 долларов). В домашних условиях они делаются буквально из хлама.
Стойка состоит из 5 частей:
- Упор. На него опирается сверло.
- Затяжная гайка с угломером. Просто сразу нужно выставить упор в том положении, под каким наклоном точить сверла по металлу.
- Зажим для оснастки. Чтобы не держать ее рукой и избавиться от случайных проворачиваний.
- Катерка. Дает возможность двигать оснастку.
- Основание.
Шаблон типа «кондуктор»
Простенькое устройство для заточки сверл, но по эффективности не уступает заводским направляющим. Изготовить ее можно из отрезка труб.
Для заточки сверла понадобится сделать следующее:
- Отрезок профиля обрезается под 60о.
- Должно получится так, чтобы профиль попадал под линию разреза.
- Кондуктор крепится к столику точила на винты или струбциной.
Теперь остается приложить острие к шаблону и просто проворачивать его.
Кондуктор для сверл по металлу своими руками делается просто, но новичку он облегчит работу в разы. Ему по силам любые диаметры, даже самые малые. К тому же, скоро вы сможете «набить руки» и заточка сверл своими руками не будет проблемой.





Заточка сверла по металлу
При заточке сверл по металлу стачиваются только задние поверхности режущих кромок. Эти поверхности имеют скругленную форму (при диаметре сверла меньше 3 мм – плоскую) с понижением относительно кромки около 10. Режущие кромки сходятся к вершине сверла под углом 116 – 120 (угол заточки). Для латуни, меди, мягкой бронзы этот угол увеличивают до 125–130, для алюминия – до 140.
Затачивание
При заточке сверло удерживается двумя руками. Одной возле точила, другой – за хвостовик. Пальцы ближней к точилу (ведущей) руки опираются на подручник. Если его нет, нужно найти любую опору, как описано выше.
Сверло располагается под углом к рабочей поверхности точильного камня: 60 по горизонтали (половина угла при вершине) и около 10 по вертикали. Затачиваемая режущая кромка направлена вверх и расположена горизонтально, параллельно оси камня. Подбор положения можно сделать при выключенном станке, по форме зазоров между кромкой и точилом при взгляде сверху, и между точилом и тыльной поверхностью при взгляде сбоку. Для более точной установки угла заточки, на подручнике можно нанести четко видимую линию под нужным углом.
При заточке сверло прижимается к точилу режущей кромкой, а затем, без изменения прижима и горизонтального угла, наклоняется хвостовиком вниз до полной обработки тыльной поверхности. При этом положение ведущей руки не меняется. После 1 – 3 таких проходов сверло поворачивается вокруг продольной оси на 180, и операция повторяется для второй кромки. Поворот инструмента производится только пальцами, без изменения положения рук.
После заточки нужно проверить симметричность кромок – равенство их длин и углов наклона к оси сверла. Если одна из кромок оказалась короче, ее нужно проточить еще раз. Равенство углов проверяется визуально – на просвет или при помощи простого шаблона, длину кромок можно замерить штангенциркулем.
Дополнительная обработка
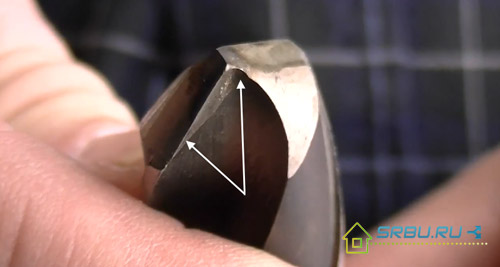
При правильной заточке режущие кромки не сходятся на вершине, между ними остается короткая перемычка. Для уменьшения сопротивления входу в материал, перемычка стачивается углом точильного камня или алмазным надфилем. Стачивание производится с двух сторон, симметрично, под острым углом к оси сверла, а край образующейся при этом канавки располагается под углом 30 к режущей кромке. Цель этой операции – укоротить перемычку, но не сточить ее полностью! Без нее сверло не будет центрироваться при входе.

Проверка заточки
После затачивания нужно проверить инструмент в работе и при необходимости подправить. На ошибки заточки указывают несколько признаков.
- Плохая центровка при входе, при работе заметны биения – несимметричная заточка кромок или перемычки.
- При работе слышен визг металла, сверло сильно греется, стружка имеет вид мелких крупинок – большой угол заточки кромки, недостаточное понижение тыльной поверхности (тупые кромки).
- Повышенное усилие вращения, на режущих кромках быстро образуются сколы – слишком малый угол заточки кромок (чрезмерно острые кромки).
Признаки правильной заточки:
- четкая центровка при входе, стабильная работа, отсутствие биений;
- вход в материал легкий, стружка выходит в виде одинаковых «спиралек» из обеих канавок;
- нагрев сверла невелик.
Конструктивные особенности ступенчатого сверла
Внешний вид этого режущего инструмента определяется исходя из его названия – сверло конусное ступенчатое. Иногда в обычном разговоре можно услышать интересный термин для этого инструмента – морковка. Он напоминает известную геометрическую фигуру – конус. Однако внешняя поверхность его может быть не только гладкой, но и ступенчатой. По конструкции оно практически не отличается от стандартных инструментов, имеет:
- направляющую часть, на которой расположена режущая кромка;
- поводок, переходящий в шейку инструмента;
- хвостовик, заданной формы (в зависимости от патрона дрели).
Конструкция ступенчатого сверла
Сверло коническое по металлу существенным образом отличается направляющей частью, которая выполняется в следующих вариантах:
- метрический конус;
- конус увеличенный удлинённый;
- инструментальный конус;
- так называемый конус Морзе.
https://youtube.com/watch?v=KyJC0S-ZbWs
Из всех четырёх типов наиболее распространённым считается третий вариант, то есть инструментальный конус. Он является наиболее универсальным для большинства сверлильных станков и станков с числовым программным управлением. Диапазон изменения допустимых диаметров достаточно широк. Например, для метрических конусов он варьируется от 1 мм до 20 мм. Конус Морзе может иметь диапазон от 6 до 30 мм. Все они изготавливаются в соответствии с ГОСТ 2092-77.
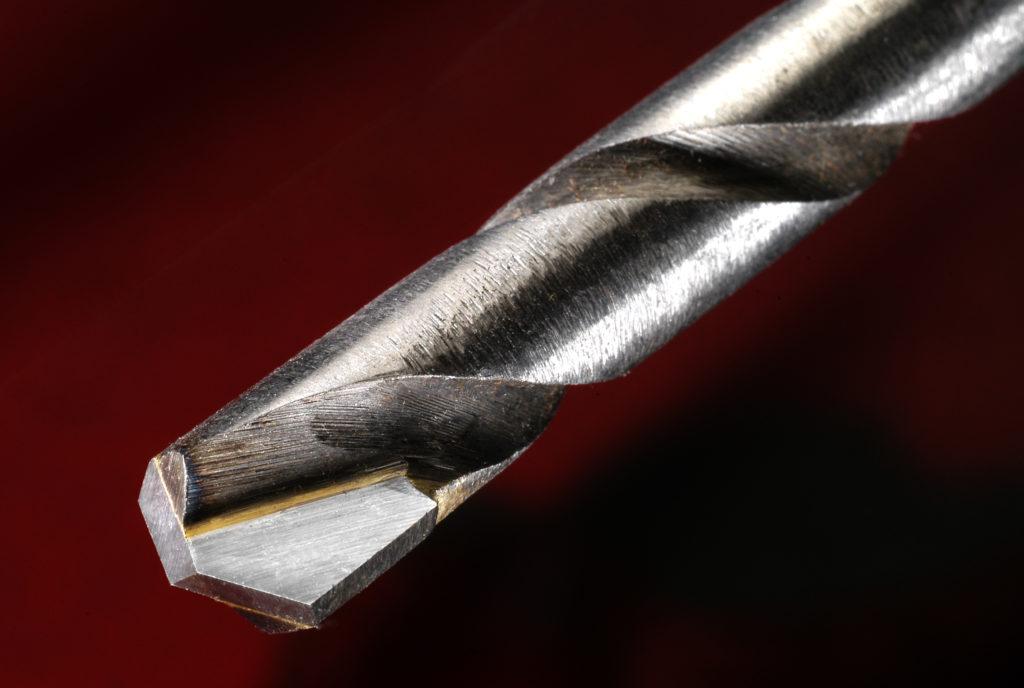
Вершина конуса разделена на три составные части:
- наконечник вершины для проведения предварительного сверления;
- первый скошенный переход для снятия так называемых заусенцев (шероховатостей);
- специальная режущая кромка (служит для последующего расширения отверстия).
Сверлильный патрон с конусом Морзе
Для расширения режущих возможностей многоступенчатого сверла по металлу на его поверхность наносится абразивное напыление. Он выполняется из алмазной или титановой крошки. Это повышает режущие свойства и снижает периодичность заточки.
Чтобы правильно выбрать ступенчатое сверло по металлу необходимо:
Подробно ознакомиться с характеристиками
Разобраться с возможностями конусного многоступенчатого сверла, например по металлу.
Обратить внимание на цвет изделия. Если сверло ступенчатое по металлу имеет серо-стальной цвет, это доказывает, что данное сверло не проходило термическую обработку
Надеяться на высокие эксплуатационные характеристики не получится. Желтый или золотистый цвет указывает на то, что металл был обработан, в нём устранены все так называемые внутренние напряжения. Если поверхность конусного ступенчатого сверла по металлу носит ярко золотистый оттенок, можно смело полагать, что в его составе находится сплав нитрид титана. Добавление этого сплава существенно повышает износостойкость. Это самые дорогие инструменты. Их надёжность и долговечность полностью компенсирует этот недостаток. Чёрный цвет свидетельствует, что оно было обработано горячим паром.
Оценить типоразмеры. Обычно на многоступенчатое сверло по металлу наносится маркировка, состоящая из цифр и латинских букв. Например, ∅4-15/2 HRC 61±2. Первая цифра обозначает наименьший диаметр, вторая соответственно наибольший. Цифра, расположенная через наклонную определяет шаг изменения диаметров. В нашем случае он равен 2-м, то есть это будут диаметры, 2, 4, 6, и так далее до 12. Поэтому его называют шаговое сверло по металлу. Три латинские буквы указывают на марку стали, из которой изготовлено. В нашем примере это высококачественная быстрорежущая сталь. Если имеется наименование стали HSS –можно смело его использовать для высокоскоростной обработки. Последние две цифры с указанным интервалом определяют твёрдость по шкале Роквелла.
Изучить торговую марку фирмы, которая изготавливает этот инструмент. Желательно проконсультироваться со специалистами о качестве такого устройства.
Узнать, допустима ли многократная заточка ступенчатого сверла по металлу.
Конусное и ступенчатое сверла
При выборе конусного сверла по металлу всегда следует помнить, что оно предназначено для высверливания отверстий только в материале, толщина которого не превышает пяти миллиметров.





