

Основные виды сварочных столов
В наши дни представлен широкий ассортимент оборудования для сварки. Касается это и сварочных столов. На рынке легко найти как простейшие модели небольшого размера с минимумом функций, так и сложные конструкции, подходящие для сварки и дальнейшей сборки изделий.

К основным типам сварочных столов относят стандартные, поворотные и полупрофессиональные с механизированными функциями.
Стандартные.
Название говорит само за себя. Это обычные верстаки с ровной поверхностью из металла и специальными кронштейнами, которые необходимы для сгибания прутка. Конструкция настолько простая, что сделать ее можно и своими руками. Чтобы надежно закрепить деталь любого размера, используют дополнительные приспособления – струбцины и тиски. Для освещения рабочего места и вентиляции здесь нужно отдельное оборудование.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Полупрофессиональные.
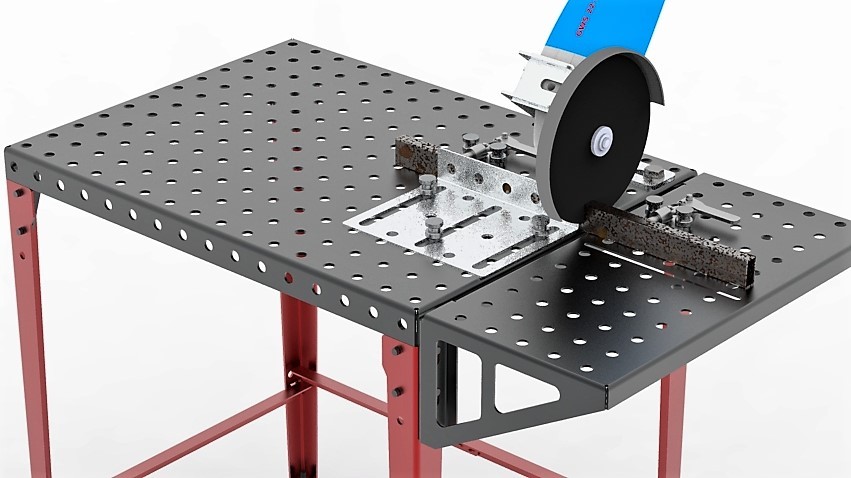
От стандартных полупрофессиональные сварочные столы отличаются дополнительными функциями. В частности, рабочие места могут содержать приспособления для шлифовки, сверления, заточки и других операций. Модели попроще обязательно имеют хотя бы пространство для установки оборудования. Далее рассмотрим эту разновидность столов более подробно.
Поворотные.
Такие конструкции считаются самыми сложными, поскольку дают возможность подстраиваться под рабочий процесс и разворачивать стол вокруг оси или под любым углом. Без поворотных моделей не обойтись, если предстоит работать с большими или неровными деталями. Закрепить заготовку на поверхности такого стола очень легко, так как он имеет желоб с регулируемыми размерами, а возможность вращения еще больше упрощает мастеру задачу.
Особенности конструкции
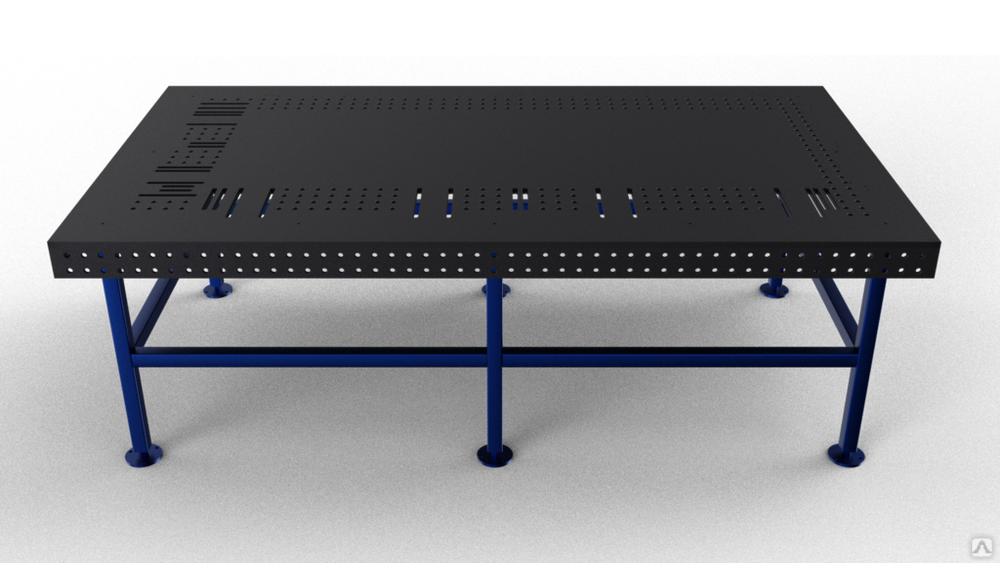
Сварочный стол — основное рабочее место сварщика. На ровной металлической столешнице удобно производить ручную сварку, резку металла, зачистку деталей, конечную шлифовку изделий. Классический стол сварщика, изготовленный своими руками, подходит для установки в гараже или мастерской. В таких условиях габаритная конструкция служит заземляющим элементом, так как она полностью выполнена из металла.
Еще одно отличие рабочего верстака от обычного стола — его строение. Оно отвечает критерию практичности и требованиям техники безопасности. Обязательными элементами являются огнеупорная столешница, поддон и ножки. Конструкция также может быть оснащена нижней полкой, на которой удобно хранить инструменты и оборудование — сварочный аппарат, щиток, амперметр, вольтметр, пенал с электродами. Любое сварочное оснащение изготавливают и устанавливают по правилам безопасности:
- над столом — исправная вытяжка для отведения газообразных веществ;
- вентилирующее устройство смонтировано на высоте 1,3–1,5 м над сварочным верстаком;
- по краю столешницы приварена медная окантовка для сбивания смазки электродов;
- рабочее место оснащено светильниками, функционирующими под напряжением 36 В.
Виды и чертежи
В зависимости от конструкции все сварочные столы, предназначенные для частных мастерских, делят на две разновидности: простые и полупрофессиональные. Для временной или несложной работы подходит первый вариант. Для изготовления усложненных изделий требуется полупрофессиональная (поворотная или сборочно-монтажная) конструкция.
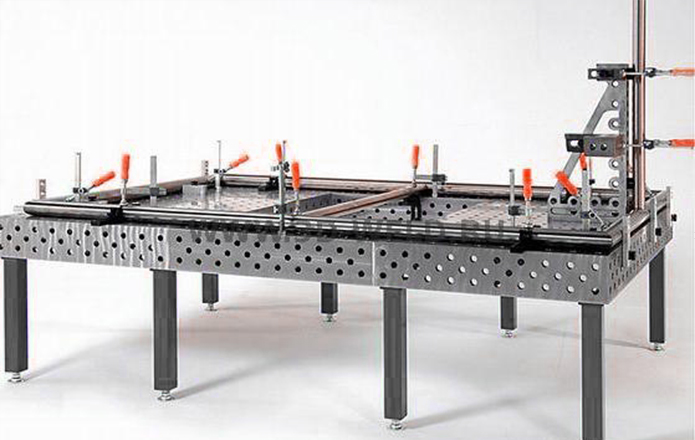
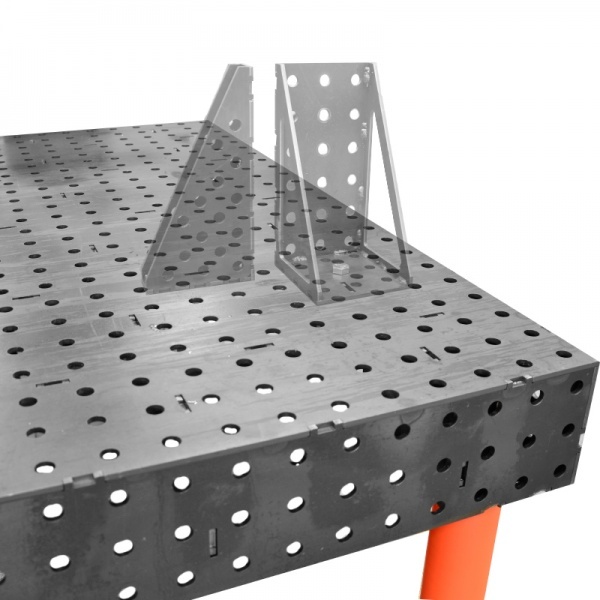
Проще всего сделать своими руками первую разновидность сварочного стола. Простая модель состоит из жесткой прямоугольной рамы, к которой приварены четыре опоры. В качестве последних используют уголок или стальную трубу. Для большей устойчивости ножки скреплены по периметру металлическими перекладинами. Столешница простого стола оснащена пазами перфорации для закрепления свариваемых деталей.
Алгоритм изготовления своими руками оригинальных журнальных столиков
Конструкция полупрофессионального верстака оборудована круглой платформой, которая может плавно вращаться. Движение возможно благодаря установленному электродвигателю. Такая модель позволяет сварщику создавать сложные изделия, не передвигаясь вокруг мебели. Сборочно-монтажный стол предусматривает дополнительные вмонтированные элементы: головчатые устройства для сверления, шлифования, фрезеровки, а также встроенный вентилятор.
Для самостоятельного монтажа необходимо подготовить чертежи приспособления. На них должны быть прорисованы все детали с точными размерами. Если готового варианта нет, составлением чертежа сварочного стола занимаются вручную. Для этого формируют ведомость материалов. Сводную таблицу с размерами стола, наименованиями материалов отражают на одном листе с самим эскизом. При расчетах учитывают, что высота верстака должна укладываться в пределы от 700 до 850 мм, а его площадь составлять не менее 800 × 1000 мм.

Простой

Полупрофессиональный

Сборочно-монтажный
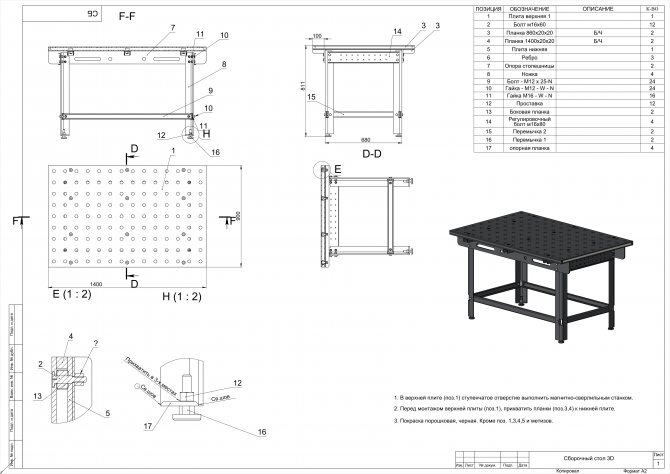
Чертеж
Вытяжка
Важным атрибутом рабочего места электрогазосварщика является вытяжка. Она обеспечивает удаление вредных тяжелых газов от плавящегося металла и покрытия электродов. Не практично располагать ее в виде большого зонта над столом, поскольку часть вредоносной смеси будет проходить через органы дыхания сварщика.
Целесообразно устанавливать гибкую систему бокового отсоса воздуха, которая будет сразу забирать вредные газы, на давая им подниматься к лицу рабочего. Такая линия обеспечит перестановку вытяжки в любое место в пределах сварочной кабины. При этом стоит помнить о шуме двигателя мешающего рабочему, поэтому силовой агрегат для прокачки воздуха размещается за пределами комнаты.
Создание удобных условий для сварщика повышает качество швов и процесс выпуска готовой продукции. Снижение пассивного вреда на производстве и защита от травм персонала содействуют сохранению постоянного коллектива и слаженному взаимодействию сотрудников.
Стол
Для удобного выполнения сварочных манипуляций практично располагать изделие на столе. Это повышает скорость накладки швов и удобство сварки в труднодоступных местах. Стол сварщика изготавливается по индивидуальным размерам, исходя из габаритов будущих изделий. Ножки должны иметь регулировку по высоте, чтобы подстраиваться под разных по росту рабочих.
На столе стоит предусмотреть приспособления для:
- безопасной укладки держателя в процессе перестановки изделия;
- быстрого доступа к расходным материалам и легкой смены электрода;
- расположения инструментов (молотка, напильника, фонарика, шлакоотделителя, щетки по металлу);
- розжига электрода на черновой поверхности;
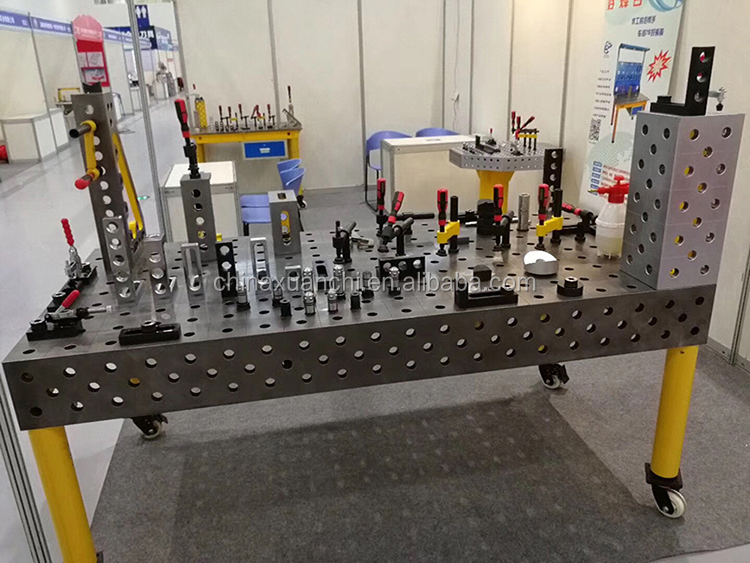
- установки нестандартных конструкций с выступами в специальные отверстия.
Изготовление сварочного стола из профильной трубы своими руками
Это не только реальная возможность сэкономить, но и отличный шанс сделать рабочее места под запросы конкретного человека.
Инструменты
Минимальный набор инструментария, который потребуется при изготовлении сварочного стола своими руками:
- рулетка, мел, пассатижи;
- молоток, угольник, линейка;
- кусачки и струбцины;
- метчики, болгарка или, как минимум, ножовка по металлу;
- сварочный аппарат, токарный или фрезерный станок.
Размеры сварочного стола
Не стоит ориентироваться на промышленные образцы. Реализовать подобные проекты в домашних условиях весьма непросто, а порой просто нереально. Впрочем, они пригодятся в качестве основы для составления своего проекта. В чертеже обязательно указываются размеры всех элементов конструкции. Основные эргономические требования:







- Рабочая зона размером не более 1 метр по длине и 0,8 метра по ширине.
- Высота рабочей поверхности должна находиться в пределах 0,7-0,85 м от земли.
- Общая высота сварочного стола с защитным ограждением – до 1,4-1,5 м.
Раскрой
В изготовлении стола можно использовать как покупные, так и подручные материалы. Потребуется:
- 4 заготовки для каркаса полки из уголка 25х25 мм. Длина 46о мм, концы обрезаны под углом 45 градусов.
- 2 листа металла размером 445х750 мм под полки.
- На ножки потребуется 4 отрезка профтрубы 30×230×21,5 мм длиной 760 мм.
- Для продольного каркаса стола нужно отрезать 4 уголка 25х225 мм длиной 760 мм.
- 2 куска профильной трубы 60×240 ×25 мм длиной 1 и 2 метра.
- 8 штук отрезков профиля 40×230×21,5 мм длиной по 720 мм каждый.
- Колесные опоры в количестве 4 шт.: 2 – со стопорами и две без них.
- Потребуется еще 4 уголка 30х30 мм для большей жесткости стола.
Столешница сварочного стола
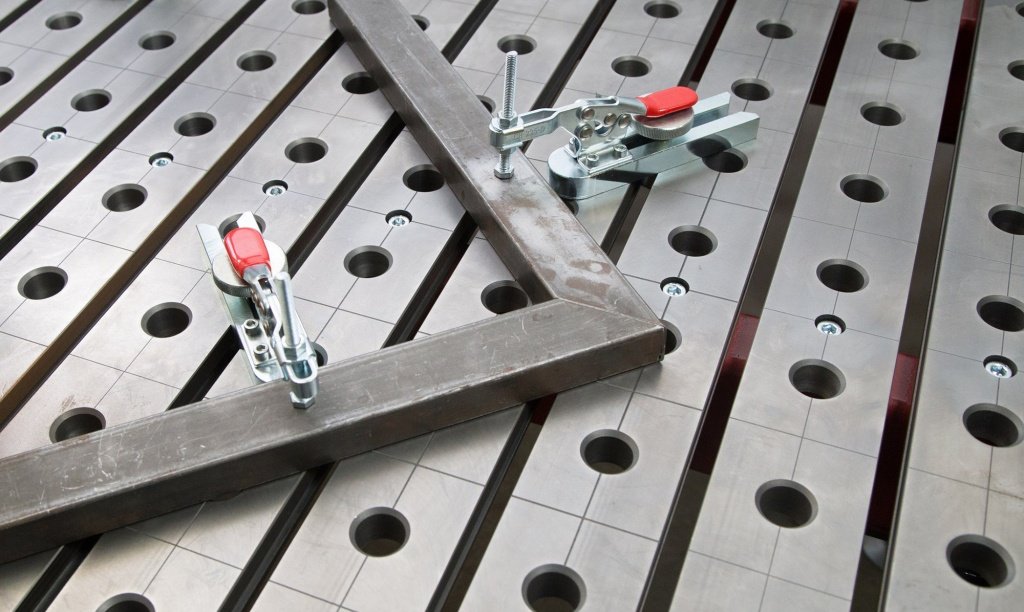
Каркас выполняется из профильной трубы размером 60х240 мм, а сама столешница делается из профиля 40х230 мм. Расстояние между свариваемыми заготовками должно быть одинаковым. В дальнейшем зазоры будут необходимы для крепления деталей струбцинами и зажимами. Если нужно будет удлинить стол для сварочных работ, то следует предусмотреть откидную дополнительную поверхность.
Ножки
К углам каркаса столешницы ножки привариваются. Чтобы точно их выставить, следует предварительно прихватить заготовки в двух местах, угольником проверить точность позиционирования и только после этого приваривать «намертво». В нижней части ножек привариваются небольшие пластины прямой формы, которые повышают устойчивость стола и защищают поверхность пола от повреждений стенками профильной трубы.
Пояс жесткости
Прочность стола в разы увеличивается, благодаря установке пояса жесткости. Его можно сварить из уголка 30х30 мм и крепится к ножкам на высоте примерно 25 см от уровня пола. такая обвязка выполняется по кругу.
Защитный экран
Такой элемент необходим для того, чтобы брызги от сварки не разлетались по сторонам. Делается защитный экран из уголка и стального листа. Желательно делать не только фронтальную часть, но и боковые стенки. Экран делается съемным для удобства в случае перемещения стола или работы с крупногабаритными заготовками.
Колеса и ручка
В случаях, когда планируется частое перемещение сварочного стола, то колесики и транспортировочная ручка просто необходимы. Следует иметь ввиду, что в случае установки четырех колес обязательно наличие у них стопорного механизма. В противном случае не удастся обеспечить стабильность рабочей площадки. Для удобства транспортировки к корпусу привариваются п-образные ручки.
Инструментальная полка
Изготавливается из листов металла, по периметру которого приваривается уголок. Он является основанием и одновременно ребром жесткости. Полки монтируются на стену или рабочий стол. В идеале с подобных полок собирается небольшая инструментальная тележка на двух или четырех колесиках. Для хранения мелкого инвентаря и комплектующих целесообразно сделать один или два выдвижных ящика.
Покраска стола сварщика
Финал изготовления сварочного стола своими руками – покрасочные работы. Сварочные швы предварительно зачищаются и обрабатываются антикоррозийным средством. Если краска будет наноситься методом распыления (краскопульт или баллончик), то нужно защитить колесика, повороты столешницы и другие аналогичные места. В противном случае они могут заклинить. Для декоративной отделки поверхности используются жаростойкие эмали по металлу. С хорошей стороны показал себя сурик железный. После нанесения краски ее обжигают горелкой, чтобы улучшить показатели жаростойкости.
Изготовление сварочного стола
Процесс изготовления стола начинается с разделки купленной квадратной трубы. Рама и каркас столика изготавливаются из квадратной трубы 70х70 мм. От того, насколько точно будет выполнена нарезка и сборка всех деталей каркаса, зависит, будет ли вся конструкция достаточно устойчивой.

Ножки для стола
Первые отрезанные четыре куска квадратной трубы длиной по 80 см будут использованы для изготовления опорных стоек или ножек сварочного стола. Предварительно трубные заготовки собираются на стальной плите в один пакет, подрезаются и торцуются так, чтобы длина у всех ножек была выдержана с точностью до миллиметра.

Опорную часть каждой ножки необходимо снабдить толстой металлической пластиной, на которую будут крепиться поворотные колеса или ролики. Вырезанные из стали – пятерки пластины сразу засверливаем под крепеж колес и привариваем на ножки.

Далее необходимо собрать каркас сварочного стола. На бетонном полу размечаем плоскость будущей конструкции и выставляем готовые ноги на бетоне по выполненной разметке.

По выбранным габаритам вырезаем детали опорной части каркаса сварного стола.

Выложенные на бетоне заготовки выравниваем по уголкам — калибрам и фиксируем струбцинами. Каркас свариваем точками полуавтоматом или обычной электросваркой.

После того как металлические детали были прихвачены небольшими сварными швами, необходимо дать конструкции остыть и еще раз проверить геометрию ножек. Необходимо, чтобы стойки находились в строго вертикальном положении, а расстояния между ними на противоположных сторонах различалось не более чем на 1-2 мм.
Следующим этапом необходимо изготовить нижний ярус стола. Его конструкция несколько отличается от традиционной обвязки уголком, как это делается в случае сборки для столярных и слесарных верстаков.

Рама сварочного стола усилена в нижней части Н-образной обвязкой из профильной трубы. Такая конструкция нижнего яруса обеспечивает удобную постановку ног при работе с деталями, уложенными на сварочном столе. Ничего не мешает переносу центра тяжести далеко вперед, в результате появляется возможность сварить самые сложные и тонкие изделия.
Изготовление столешницы
После зачистки деталей от окалины и установки опорных роликов каркас сварочного стола окрашивают термостойкой краской. Столешницу лучше всего изготовить из стального листа толщиной не менее 5 мм. Большая толщина металла гарантирует, что рабочая поверхность не деформируется и не выдаст пузырь при сильном нагреве.

Плиту столешницы вырезают по чертежу и укладывают на готовый каркас. Прежде чем сварить, необходимо проверить наличие зазоров и подогнать опорные места так, чтобы столешница опиралась на все четыре точки основания. Металлическую плиту фиксируют струбциной и приваривают к каркасу углекислотным полуавтоматом.
Защитный короб
Главные враги опытного сварщика – пыль, шлак и окалина неизбежно накапливаются на рабочем столе. Иногда остатки эмульсии и крупные капли расплавленного шлака необходимо удалять со столешницы еще до окончания работ.
Для этих целей к столешнице добавляется защитный короб, его можно сделать из оцинкованной стали или обычного кровельного металла. Место для установки защитного короба на столе выбирается в зависимости от предпочтений сварщика.









Преимущества специализированной столешницы
Имея в гараже или в мастерской собственный стол для сварки, можно гораздо быстрее проводить ремонтные или монтажные работы.
К преимуществам практического выбора стола следует отнести:
- Удобная и ровная площадка для проведения работ.
- Возможность надежной фиксации предметов, деталей, узлов, что обеспечивает высокую точность сварочного шва.
- При полной комплектации (наличие кронштейнов и подсветки) ограничиваются даже малейшие движения обрабатываемой заготовки, что повышает точность сварочного шва.
- При наличии качественно оборудованной системы вентиляции мастер имеет минимальный контакт с производственной пылью и вредными соединениями.
- Большие столешницы могут иметь несколько функциональных зон для выполнения различных задач. При необходимости сварщик имеет возможность быстро переключиться на другой род деятельности.
Имеющиеся регуляторы высоты столешницы позволяют адаптировать рабочую зону под рост любого мастера.
Сварочный стол своими руками
 Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Перед тем как самостоятельно начинать собирать стол сварщика, стоит подготовить для этого рабочее место. Устанавливается вытяжной вентилятор, подводится воздухопровод и оборудуется защитный контур заземления. Специалисты утверждают, что изготовить стол для сварочных работ своими руками довольно просто. Это не потребует большой траты денежных средств и сил.
Некоторые умельцы советуют при изготовлении стола из металла для подставки под рабочую поверхность использовать многослойную фанеру или ее аналоги. Однако это сильно усложнит подвод массы к изделию. Инструментальной плитой могут служить старые столешницы от УСП, имеющие систему специальных пазов. С обратной стороны стоит предусмотреть монтаж обрешетки, которая будет необходима при работе с длинными и пространственными деталями.
Все применяемые материалы нужно тщательно очистить от ржавчины и точно подогнать их под необходимые размеры, а фаски сделать при помощи фрезерного станка. Далее будет рассмотрен сборочный процесс стола из металла.
- Сначала нужно сварить станину для инструментальной головки. При этом необходимо внимательно следить за плоскостью всех поверхностей по вертикали и горизонтали. Максимальное отклонение не должно быть больше 1 мм. При проведении работ стоит предусмотреть дополнительные ребра жесткости из профиля, а сварные швы нужно очистить от образовавшихся шлаков.
- Далее на опоры самодельного электросварочного столика ставится рама. Чтобы усилить ее углы, применяют специальные накладки из металлической полосы. Стыковка подложки с инструментальной плитой выполняется с помощью крепежных материалов, а швы от сварки обрабатываются специализированным антикоррозийным средством.
В конце работы необходимо установить разные дополнительные приспособления. К примеру, это могут быть небольшие колеса с тормозами, держатель для сварочной горелки или стеллажи для различного инструмента.
Охрана труда (ОТ) И техника безопасности (ТБ)
Навигация
- ОТ аккамуляторщика
- ОТ для операторов копировальных аппаратов
- ОТ для работающих на ПЭВМ
- ОТ при обслуживании, ремонте и регулировке РЭА и приборов
- ОТ при обслуживании аппаратуры системы ИКМ.
- ОТ при погрузочно-разгрузочных работах
- ОТ при проведении паяльных работ свинцовым припоем
- ОТ при работах с применением переносных лестниц и стремянок
- ОТ при работе в помещениях с возможным наличием опасных газов
- ОТ при работе на фидерных линиях
- ОТ при работе с ручным инструментом.
- ОТ при работе с электроинструментом
- ОТ при проведении сварочных работ
- Виды электротравм
- Газопламенная обработка металлов
- Защита органов дыхания при сварке
- Защита органов зрения, лица и головы при сварке
- Защита от излучения сварочной дуги
- Защита от световой радиации
- Защитные приспособления
- Защитные средства
- Меры безопасности при эксплуатации баллонов и емкостей с газами
- Меры обеспечения электробезопасности
- Основные требования к инструменту
- Охрана труда при выполнении сварочных работ
- Предотвращение опасности поражения лучами электрической дуги
- Предотвращение опасности поражения электрическим током.
- Предупреждение травматизма при сварке
- Противопожарные мероприятия при сварке
- Рабочее место электросварщика
- Санитарно-гигиенические требования
- Средства индивидуальной защиты
- ТБ при при термитной сварке
- ТБ при различных видах сварки
- ТБ при ручной дуговой сварке
- Технические средства защиты
- Требования к безопасности сварочного оборудования
- Электробезопасность при выполнении сварочных работ
Рабочее место электросварщика
Производительность труда электросварщика и повышение качества сварки зависят от условий, в которых производятся сварочные работы, т. е. от правильности организации рабочего места сварщика (сварочного поста). Рабочее место сварщика может быть расположено непосредственно у свариваемого изделия (больших размеров) или в специальной кабине. Непосредственно у свариваемого изделия организуют, как правило, передвижное рабочее место (сварочный пост), огражденное переносными рабочими щитами. Специальные кабины оборудуют на постоянных местах при сварке изделий небольших габаритов. Переносные рабочие щиты и кабины служат защитой всех работающих от излучения электрической дуги.
Кабина для одного сварщика имеет размеры 2 х 2 или 2 х 2,5 м и высоту не менее 2 м. Для улучшения вентиляции в кабине стены ее не доводят до пола на 200. 250 мм. Каркас кабины металлический, а стены изготовляют из огнестойкого материала, а иногда из фанеры. Дверной проем кабины закрывают брезентовым занавесом, подвешенным на кольцах. Пол в кабине выполняют из огнеупорного материала: кирпича, бетона и др. Окрашивают кабины в светлые тона.
В кабине устанавливают следующее оборудование: источник питания (при отсутствии централизованной разводки тока); металлический рабочий стол сварщика; стул для сварщика с подъемным винтовым сиденьем; ящик для электродов; ящик для инструмента; стеллажи для деталей и готовых изделий; электропечь для прокалки электродов (при отсутствии электродного цеха); сетевой закрытый рубильник. При источниках питания от генератора постоянного тока, а также при питании постов от многопостовой машины или нескольких параллельно соединенных генераторов источники питания желательно устанавливать за пределами кабин, в специальном помещении.
Эффективность местного отсоса вредных примесей, которые выделяются в процессе сварки, из зоны дыхания сварщика в большой мере зависит от максимального приближения вытяжных заборников к месту горения дуги. С этой точки зрения лучшими рабочими столами сварщика являются столы с вытяжкой газов и пыли в сторону или вниз. Можно рекомендовать столы сварщика моделей С10020 и С10040 . На столы устанавливают свариваемые изделия при ручной и механизированной сварке. Применение столов значительно улучшает условия труда сварщика. В конструкции стола сварщика мод. С10020 предусмотрено приточно-вытяжное устройство, обеспечивающее одновременно эффективное удаление вредных веществ и подачу чистого воздуха в зону дыхания сварщика.
Малышев Б.Д. Сварка и резка в промышленном строительстве, т.2. -М. 1989
Держатель
Главный инструмент сварщика — это держатель. От его удобства и продуманности зависит производительность и качество. Держатель может быть двух видов: зажимать электрод как прищепка, или стягивать путем закручивания рукоятки. Независимо от типа, он должен позволять сменить электрод за 4 секунды.
Конструкция хорошо изолируется для предотвращения поражения током. Кабель и сам держатель постоянно оказывают воздействие на руку сварщика своим весом. Поэтому масса этих элементов должна быть минимальной, чтобы не переутомлять сварщика и не ограничивать в движении.
Если работа ведется на большой силе тока (от 500 А), то держатель снабжается защитной накладкой, предотвращающей поражение руки сварщика высокими температурами дуги. Когда сварочный ток превышает показатели в 600 А, кабель проводится к электродержателю минуя рукоятку за которую берется рабочий. Стороны, которые фиксируют электрод, подвергаются налипанию брызг расплавленного металла, поэтому осложняют замену нового расходного элемента. Это замедляет весь процесс и сварщик быстрее утомляется. Для предотвращения этого эффекта поверхность держателя, на которую летят капли металла, смазывается автолом и чистится в конце дня надфилем.
Что важно знать о безопасности при сварочных работах?
При самостоятельном изготовлении сварочных столов необходимо учитывать все требования безопасности.
Самодельные рабочие места для выполнения сварочных работ должны:
- обладать продуманной вентиляцией для сварочного поста, обеспечивающей полноценную очистку воздуха в зоне нахождения человека;
- быть укомплектованными сетью вытяжек для эффективной работы вентиляционной системы;
- располагать грамотно выполненным заземлением;
- быть выполнены из негорючих материалов.
При выполнении сварочных работ имеется несколько факторов риска:
- поражение электрическим током;
- воздействие электрической дуги на зрительные органы;
- попадание посторонних предметов в глаза;
- поражение органов дыхания вредными газами и испарениями;
- попадание расплавленного металла на участки кожи;
- получение травм при работе на высоте;
- ожоги при взрыве баллона со сжиженным газом.
Непосредственно перед началом сварочных работ следует провести несколько подготовительных мероприятий:
- проверка качества электрической сети;
- контроль надежности и устойчивости стола из профильной трубы;
- диагностика целостности изоляции питающей проводки;
- контроль работоспособности системы воздухообмена сварочного поста;
- проверка исправности вспомогательного оборудования.
В целом, техника безопасности при работе со сваркой должна соблюдаться максимально прилежно.
Чертеж сварочного стола.
Для предотвращения риска получения травм, рабочее место должно соответствовать следующим правилам:
Все кабели обязаны быть надежно заизолированы и закреплены.
Не допускается использование сварочных рабочих мест с болтающимися силовыми проводами.
Перед тем, как сделать стол, мастер должен досконально продумать заземление.
На рабочем месте заземлению подлежат такие инструменты: корпуса источников питания, вспомогательное электрическое оборудование и аппаратный ящик.
Сечение сетевых проводов, проложенных к месту проведения работ должно быть не менее 25 мм2.
Используемая аппаратура должна быть промышленного производства.
Газобаллонная магистраль полностью работоспособна и не имеет течей.
Подключение, отключение и ремонт сварочного оборудования должен выполняться исключительно штатным электриком.
Осветительные приборы, применяемые при сварке, должны питаться от сети с напряжением 12 вольт.
Электрододержатель сварочной аппаратуры должен быть заизолирован
Подобная предосторожность позволит избежать ударов электрическим током при прикасании к токоведущим частям электрододержателя.
Электрододержатель сварочной установки должен обладать хорошими механическими характеристиками и обеспечивать не менее 8 000 циклов зажима электродов.
Оператор сварочного аппарата должен быть одет в спецодежду, обеспечивающую надёжную личную защиту:
- защитные повязки, респираторы и, в редких случаях, противогазы оптимально подойдут для рабочих мест, на которых нет возможности установить качественную вентиляцию;
- комбинезоны и защитные маски для предотвращения попадания капель расплавленного металла на кожу;
- шлем или очки, защищающие глаза от искр и летящих раскаленных капель.
Этапы изготовления
Пошаговая инструкция по изготовлению сварочного стола в домашних условиях состоит из нескольких этапов. Первый блок работ включает сооружение столешницы, второй — ножек, третий — защитного короба. Весь процесс основан на сварке металлических деталей.







Преимущества силиконовых прозрачных накладок на стол, их производители
Рабочая поверхность
Столешница сварочного верстака готовится в два приема: сначала — рама, затем — сама поверхность. Согласно чертежу, из профильной трубы нарезают болгаркой отрезки, необходимые для изготовления рамы. Торцы металлических деталей зачищают от заусенцев. Затем профиль сваривают, выдерживая четкую геометрическую форму.
Далее из профильной трубы или швеллера нарезают внутренние детали, также ориентируясь на чертеж или размер уже готовой рамы. Перед тем как сварить стол, заготовки выкладывают на раму на расстоянии 3–5 см друг от друга. Если это не швеллеры, а профиль, его вставляют внутрь рамы. Детали фиксируют сваркой и зачищают швы. В заключение по бокам конструкции приваривают ручки из закругленной арматуры.

Из профильной трубы нарезать отрезки, необходимые для изготовления рамы

Торцы металлических деталей зачистить от заусенцев

Нарезать внутренние детали, ориентируясь на чертеж или размер уже готовой рамы

Сварить стол, выложив заготовки на раму на расстоянии 3–5 см друг от друга

Зафиксировать детали сваркой и зачистить швы
Ножки
По заданной высоте стола из трубы нарезают четыре стойки. Их приваривают к углам уже готовой столешницы
Важно выдержать точный угол в 90 градусов, иначе конструкция будет неустойчивой. Для этого пользуются угольником
Далее на металлических столах для усиления крепят перекладину. Отступив от конца стоек 20–30 см, приваривают по периметру уголок. Его кладут плоской стороной на внутреннюю часть ножек таким образом, чтобы получилась подставка для полки. При необходимости на низ стоек крепят колесики, а на верхнюю часть — крючки для рабочего инвентаря.

Нарезать четыре стойки из профильной трубы по заданной высоте

Приварить их к углам уже готовой столешницы

Сделать для усиления поперечную перекладину

При необходимости на низ стоек закрепить колесики

Для удобства в комплект к столу можно изготовить полки для инструментов
Защитный короб
На заключительном этапе монтажа для сварочного стола делают специальный монолитный поддон. Для этого из металлического листа вырезают заготовку по размерам, превышающим рабочую поверхность крышки верстака. У выкройки загибают вверх края, чтобы получились невысокие бортики. Защитный короб крепят снизу столешницы под незначительным уклоном. Такой экран выполняет защитную роль во время сварочных работ. В него собираются шлак, окалина. Благодаря этому конструктивному элементу на предметы, лежащие внизу, не попадают искры и мусор.

Сделать монолитный поддон и закрепить его снизу столешницы под незначительным уклоном





