

Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.

Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.

Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.

1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
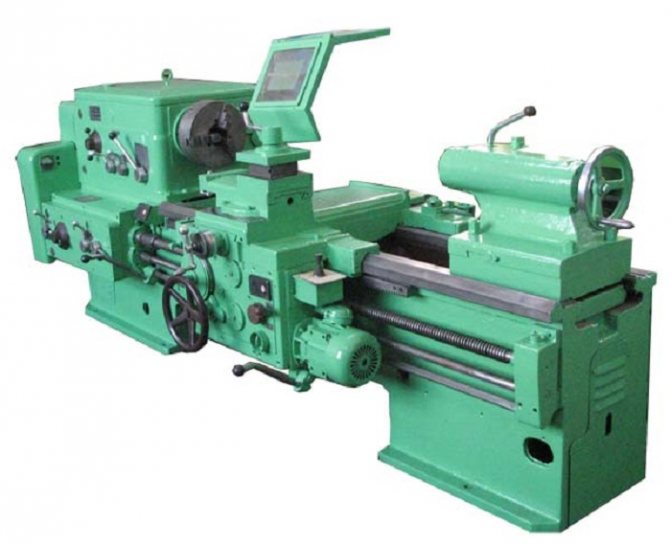
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.

Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.

Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.

Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.

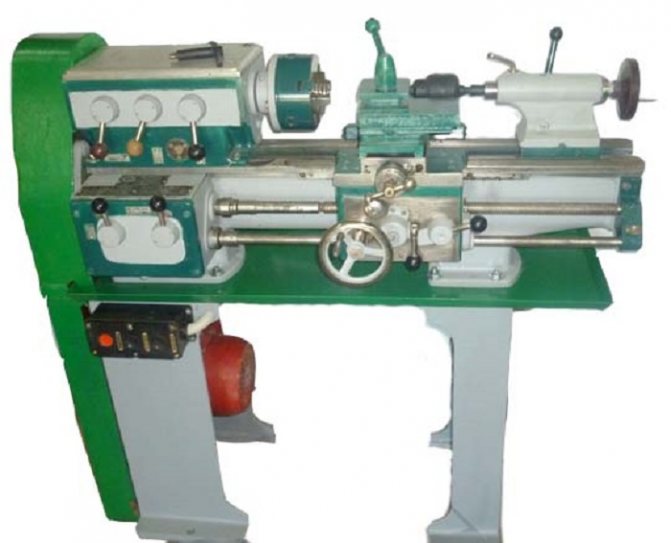
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
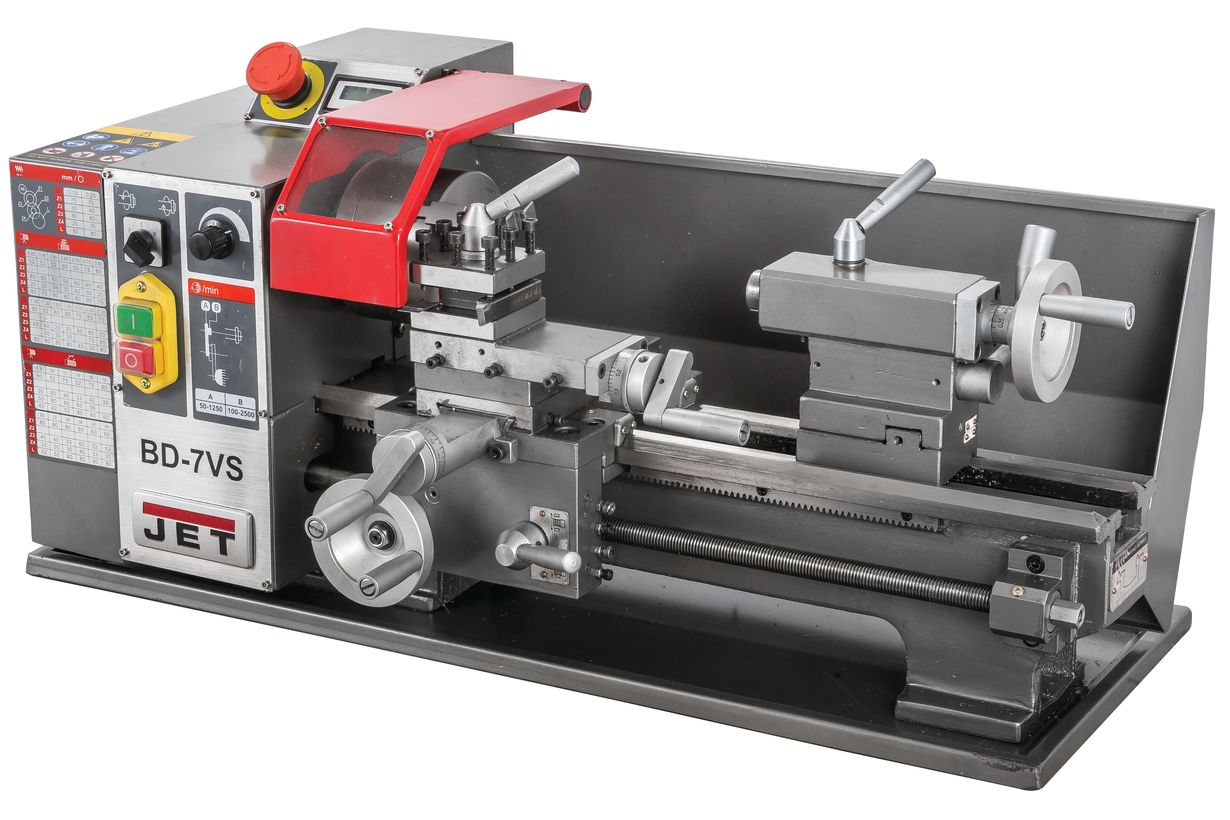
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.

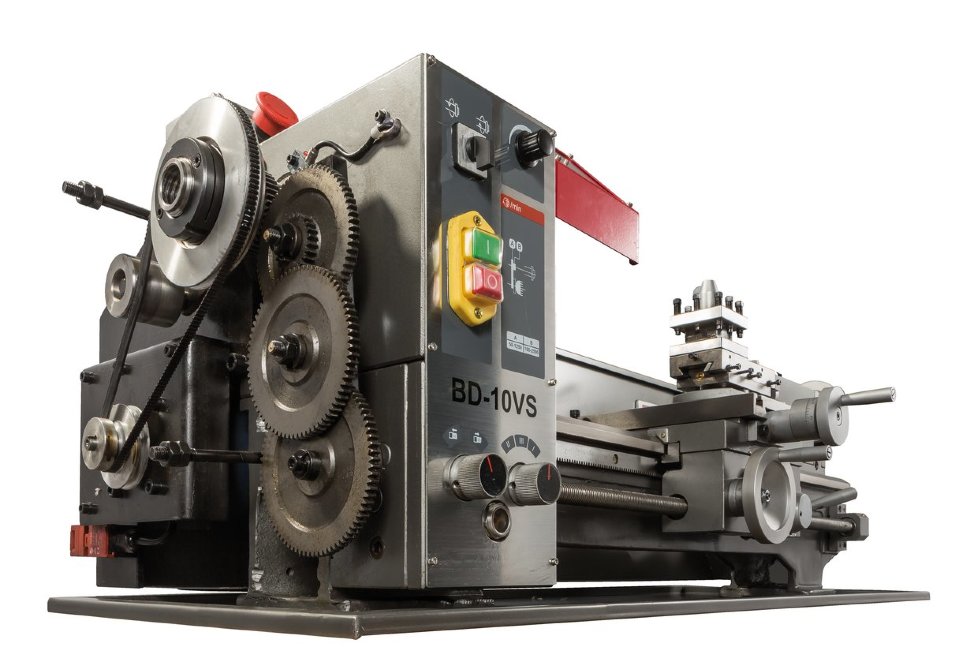
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.

Какие детали может обрабатывать
На токарных станках могут обрабатываться детали, имеющие вид тела вращения. К ним относятся:
- валы;
- оси;
- диски;
- цапфы;
- фланцы;
- муфты;
- кольца;
- втулки;
- гайки и т. д.
Кроме этого, можно сделать нарезку внутренней и наружной резьбы, точение и растачивание различных поверхностей, подрезание торцов, точение внутренних и наружных канавок, сверление, развертывание отверстий и т. д.






Как видим, токарный станок служит для множества операций и необходим в любом производстве. Рассматривая различные виды оборудования, нужно иметь в виду, что возможность установки дополнительного оборудования позволяет значительно расширить производимые операции.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.
Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Особенности оборудования
Ученические токарные станки по металлу заняли промежуток между любительским инструментом и профессиональным производственным оборудованием. Свое название Школьник они получили за активное использование их для обучения учащихся в ПТУ и старшеклассников на уроках труда.
У всех моделей, от ТВ2 до модернизированного 16У04П повышенной точности, имеются общие характеристики для школьных токарных станков:
- малые габариты;
- простота конструкции;
- безопасность при работе;
- ручное управление и легкое обслуживание;
- обработка малых по размеру заготовок;
- низкая производительность;
- невозможность изготовления партий деталей.

Токарный станок 16У04П
Учебные модели выпускались напольные с литыми тумбами и настольные, имеющие только установочные площадки в виде широких ножек под станиной. Их можно установить на рабочем столе в мастерской и изучать принцип работы токарного станка, получать навыки работы токарем.
Конструкция токарного станка упрощенная. Отсутствует коробка передач. Скорости изменяются перестановкой шестеренок и перекидыванием ремня. Перемещение салазок суппорта ручное только в одном направлении. Возможность точить конусы под заданным углом отсутствует.
Учитывая специфику токарных станков по металлу Школьный, на них были установлены кожухи и экраны, исключающие возможность травмирования вращающимися деталями или отлетающей стружкой. Как только защитное приспособление поднималось, патрон останавливался.
Выборка под детали большого диаметра в станине отсутствует. Максимальный диаметр заготовки до 200 мм. Межцентровое расстояние на большинстве моделей 220 – 350 мм, и только на модернизированные станки можно устанавливать валы длиной 525 и 750 мм.
Перемещение суппорта и салазок по лимбу вручную не позволяло работать быстро и делать партии деталей. На большинстве станков серии Школьник имеется 6 скоростей вращения патрона от 120 до 975 об/мин. Направление вращения переключается двигателем.
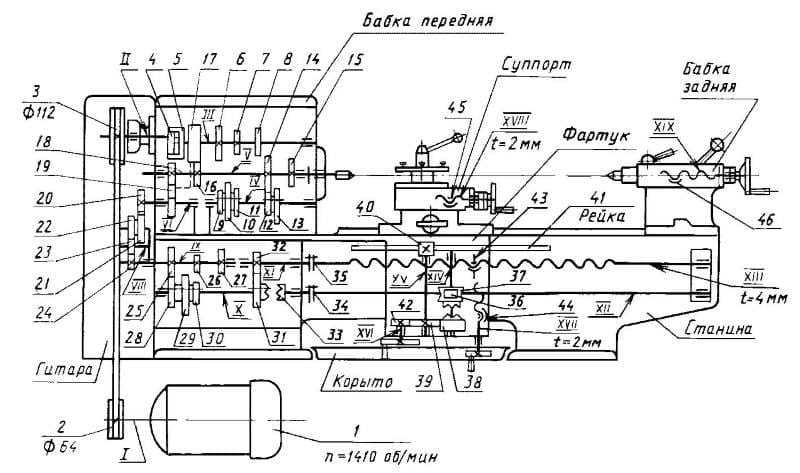
Схема станка ТВ-11
Несмотря на свою простоту, учебные токарные станки дают хорошую чистоту обработки. На них можно точить детали с точностью до 0,05 мм и делать токарную обработку под шлифовку. В коробке скоростей, соединенной с винтом, заложена нарезка резьбы с 3 размерами шага на ранних моделях и 6 резьб на модернизированных станках, начиная с ТВ7.









Столярному делу подростков обучали на ТВ4 и на специально выпущенном станке токарном по дереву Школьник серии СТД-120. На этом оборудовании любители делать мебель своими руками в домашних условиях изготавливают фигурные ножки, стойки и другие круглые элементы.
В настоящее время компактные токарные станки используют в передвижных мастерских, изготавливая на них детали для ремонта. Охотно покупают умельцы компактное оборудование и для домашнего использования.
Устройство и принцип работы токарного комбинированного станка
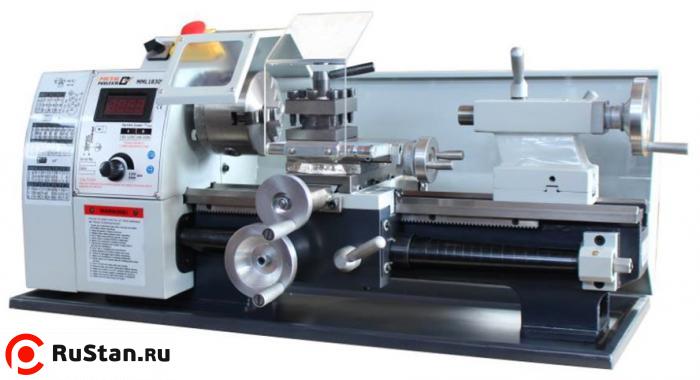
Рассмотрим детально, из чего состоит и как работает токарный комбинированный станок на примере одного из популярных сегодня брендов PROMA SKF-800.
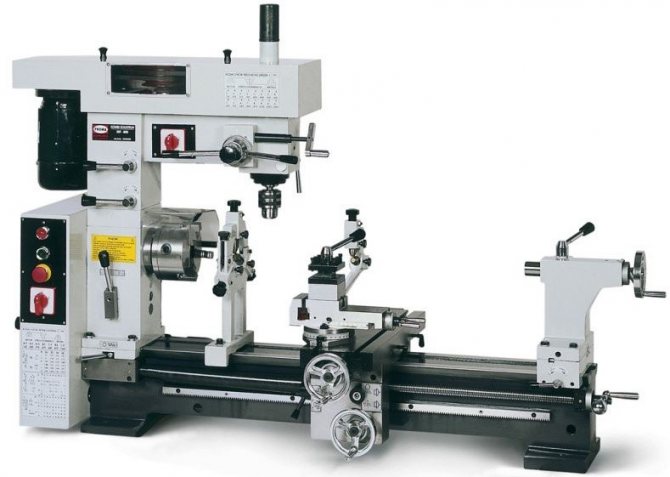
Рисунок 1. Комбинированный токарный станок PROMA SKF-800.
Рассматриваемый станок состоит из следующих основных элементов.
- Станина. Здесь применена современная компоновка станков, в которой станина не является отдельной частью, служащей лишь для опоры. Помимо функции основания станка станина служит направляющей для перемещения подвижных частей.
- Передняя стойка. Включает в себя множество элементов. На стойке находится передняя бабка токарной части станка, коробка скоростей, приводной электродвигатель, сверлильная головка, а также различные рычаги управления.
- Электрический шкаф. Вмещает электроаппаратуру станка. В нем находятся реле, предохранительные элементы, электрические схемы управления скоростями вращения и подач. Имеются основные управляющие кнопки пуска и остановки, а также аварийного отключения питания станка.
- Фартук. Служит для перемещения суппорта с резцедержателем по направляющим станины в продольном направлении. Может работать как в режиме автоматической подачи, так и управляться вручную при помощи маховиков.
- Суппорт. Находится на фартуке и предназначен для подачи резца непосредственно на обрабатываемую деталь. Способен перемещаться как в продольном, так и в поперечном направлении. Тонкая подача в процессе обработки осуществляется именно при помощи суппорта. Движением фартука выполняется лишь подвод резца к детали.
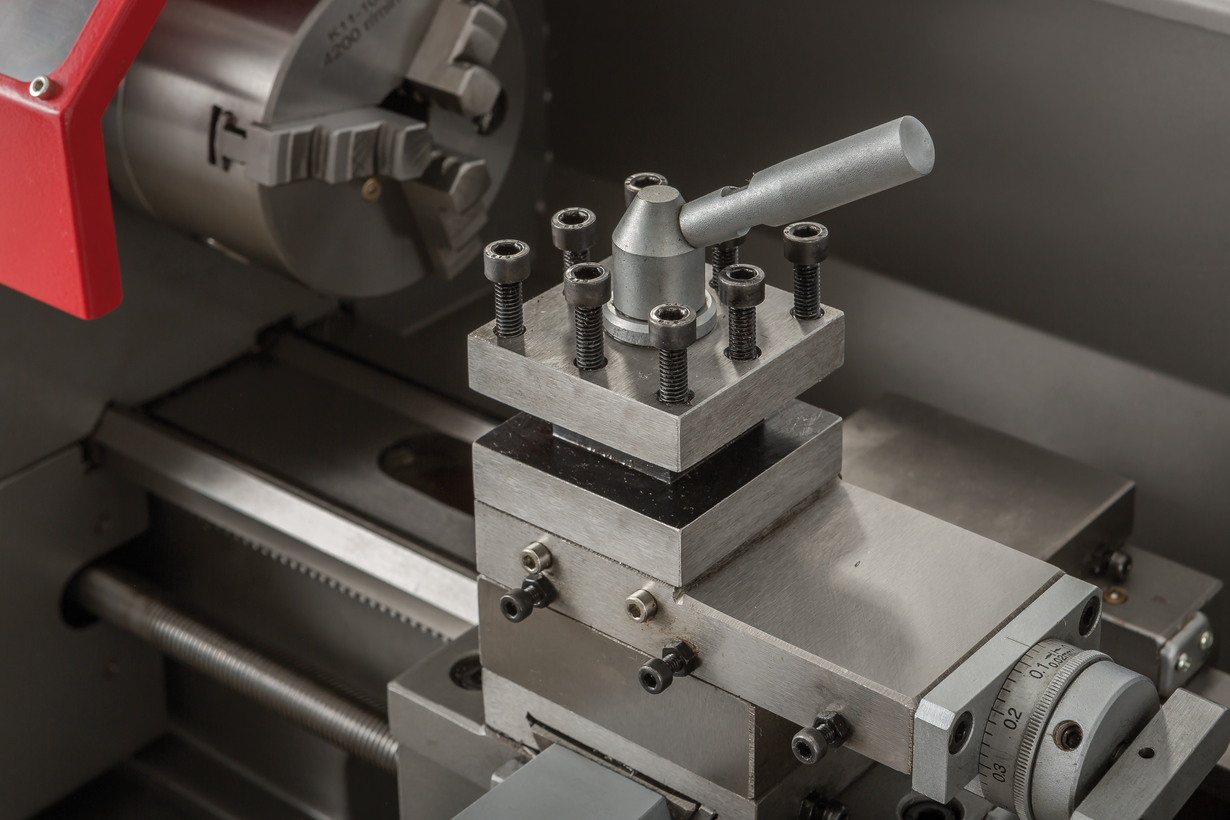
- Каретка с резцедержателями. На этом станке каретка четырехпозиционная, поворотная, с возможностью установки ее под углом к обрабатываемой детали.
- Задняя бабка с пинолью. Служит в качестве второй точки для закрепления деталей большой длины. Также может быть держателем для осевого инструмента (сверла, зенкера, развертки или метчика). Для расширения технологических возможностей предусмотрена установка конуса Морзе. Задняя бабка способна передвигаться по направляющим станины. Пиноль также имеет возможность подачи. Подача пиноли осуществляется в ручном режиме при помощи маховика.
- Люнет (рис. 2). Служит для промежуточного закрепления детали в том случае, если технология обработки требует этого. Обычно люнет применяется, когда обрабатываемая деталь имеет большую длину и малый диаметр. В этом случае люнет не позволяет заготовке отклоняться от оси вращения под воздействием давления резца. Это обеспечивает требуемую точность обработки.
- Сверлильная головка. Благодаря оснащению станка сверлильной головкой он получил к названию приставку «универсальный». Сверлильная головка на конкретной модели станка может проделывать отверстия лишь в плоскости, перпендикулярной оси вращения. На некоторых других модификация подобных станков сверлильная головка может отклоняться от оси вращения для проделывания отверстий, находящихся не в одной плоскости с осью.

Рисунок 2. Люнет.
Такие станки применяются на небольших и средних предприятиях, где производство не поставлено на конвейер, и требуется разноплановое использование металлорежущих приспособлений. Комбинированные станки часто используются на ремонтных производствах, где каждый случай ремонта индивидуален.
Виды работ на токарном станке для начинающих
В зависимости от того, какой предмет надо изготовить, существует два способа крепления заготовки.
В первом случае деревянная деталь зажимается горизонтально между центрами передней и задней бабок.
Второй способ предусматривает установку исключительно в передней бабке с помощью патрона или планшайбы. Если вы новичок в работе на этом станке, будет логично начинать с первого способа.
1. Обработка заготовки, зажатой между центрами
Этот способ применяется для обработки деталей цилиндрической формы различной длины, укрепленных между центрами передней и задней бабок. Таким образом вы можете изготовить разнообразные детали: от миниатюрных шахматных фигур до ножек стола или стоек перил. Особенно опытным мастерам удается даже вытачивать бильярдные кии.
Как правильно зажать деталь
Первый шаг работы заключается в нахождении положения оси деревянной заготовки, чтобы зажать ее между поводковым центром и центром задней бабки.
- С помощью углового центроискателя проведите карандашом с обоих торцов заготовки по две-три линии, пересечение которых и будет центром торца.
- Сильно ударив молотком по разметочному керну, сделайте канавки и осевое углубление на торцах заготовки.
- Наденьте заготовку на поводковый центр, подведите заднюю бабку к противоположному торцу и подожмите ею деталь так, чтобы поводки хорошо врезались в канавки на торце, а затем отведите центр задней бабки – изделие должно держаться само.
- Вновь подведите центр задней бабки к заготовке, чтобы зафиксировать ее по оси центров. Поверните маховик задней бабки на четверть оборота, если дерево мягкое, и на пол-оборота, если оно твердое. Деталь должна быть закреплена так, чтобы ее можно было без сопротивления проворачивать рукой.
Подведите подручник как можно ближе. Поворачивая ее рукой, убедитесь, что заготовка свободно вращается и ни за что не задевает. Опорная плоскость подручника должна располагаться примерно на 5 мм ниже оси вращения.

Как работать
Следующий состоит в том, чтобы сделать брусок дерева цилиндрическим. Это осуществляется на скорости 1 000-1 500 об./мин. При этом стружка снимается справа налево с помощью широкой вогнутой желобчатой стамески для черновой обработки – рейера. Если кусок дерева длинный, черновая обработка производится в несколько этапов; подручник придвигается к детали по мере ее обтачивания, не изменяя своего положения по высоте.
В зависимости от типа используемого инструмента и стадии работы, следует периодически приближать подручник к заготовке. После завершения процесса, когда деталь уже выточена, производится окончательная отделка (шлифование, полирование, вощение, тонирование и др.) при снятом подручнике.

2. Обработка заготовки, зажатой с одного конца
При изготовлении коробочки деревянный брусок закрывается только с одного конца. В зависимости от формы и размеров детали используются разные средства крепления: патрон с тремя или четырьмя кулачками (некоторые зажимают в восьми точках), патрон “свиной хвост” (с установочными винтами, вкручивающимися в деталь), цанговый патрон или планшайба.
Эта работа требует немалого мастерства. Здесь надо проявить большую аккуратность при вытачивании уступа, чтобы диаметр не сделать меньше, чем нужно.

Устройство оборудования
Традиционно в токарных станках формообразующее движение — это вращение главного шпинделя, а движение подачи — перемещение суппорта в поперченном к оси вращения направлении. При такой схеме процесса резания неизбежен ряд конструктивных сложностей по обеспечению жесткости, виброустойчивости и точности позиционирования суппорта, особенно при обработке деталей повышенной точности на больших скоростях. Для разрешения этой проблемы швейцарские конструкторы нашли нестандартное и революционное по тем временам решение. Они создали ручной станок (а затем и токарный автомат), в котором суппорт с инструментом находится в неподвижном состоянии, а движение подачи осуществляется подвижной шпиндельной бабкой по направлению оси вращения (т.е. вращающаяся деталь надвигается на неподвижный резец).
Хотя по своим производственным характеристикам токарный автомат продольного точения с ЧПУ значительно отличается от первых станков этого типа, он имеет ту же традиционную компоновку и состав основных узлов и агрегатов:
- сплошная литая станина с направляющими для передней бабки;
- подвижная бабка с полым шпинделем и цанговым зажимом;
- люнетная втулка;
- блок неподвижных суппортов с резцами;
- приспособление для подачи прутковых заготовок через шпиндель.
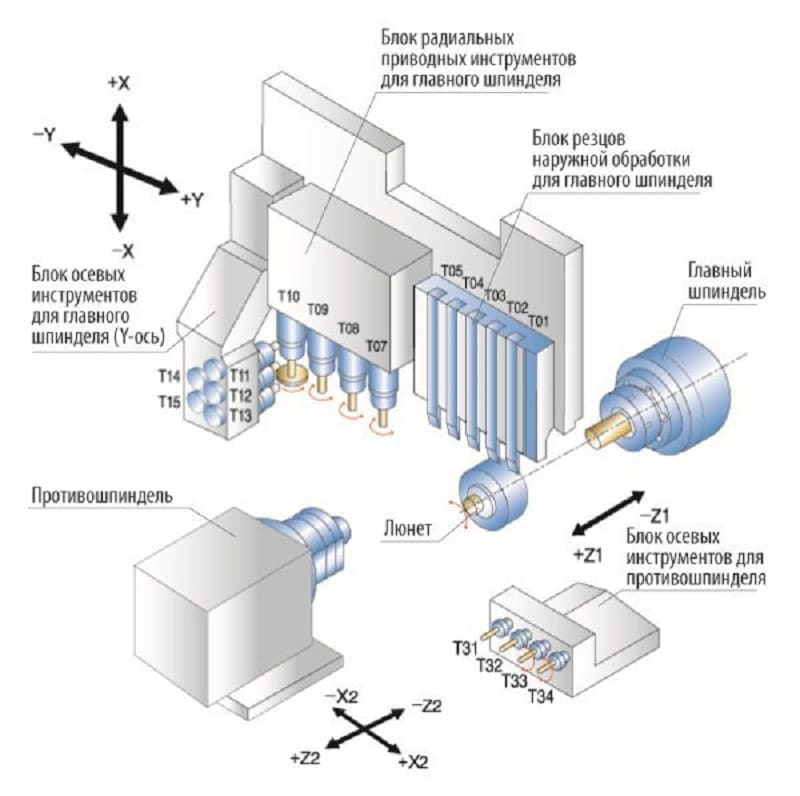
Современный токарный автомат представляет собой многофункциональный обрабатывающий центр с числовым программным управлением. Помимо традиционных компонентов такое оборудования может включать в себя:
- противошпиндель;
- блок или револьверную головку с приводным инструментом;
- позиционируемые в разных плоскостях блоки резцов;
- магазин заготовок;
- ловитель деталей и конвейер для готовых деталей;
- систему подачи СОЖ;
- конвейер стружкоудаления.
На станках такого типа можно выполнять независимую обработку резцовым и приводным инструментом одновременно двух деталей, закрепленных в шпинделе и противошпинделе. Кроме того, точная синхронизация вращения шпинделей дает возможность передавать обрабатываемую заготовку из одного шпинделя в другой, что позволяет производить за одну установку обработку обоих торцов детали. А наличие револьверной головки и различных блоков резцового и приводного инструмента дает возможность выполнять на одной установке детали весь спектр необходимых технологических операций: от точения, сверления и нарезания резьбы до плоского и контурного фрезерования.
Считается, что точность обрабатываемого прутка, профиля или проволоки должны быть на квалитет вышее, чем получаемая из них деталь. Другая особенность — необходимость использования для повышения точности обработки невращающихся люнетных втулок, которые склонны к износу и нагреву.
Рекомендации по выбору станка
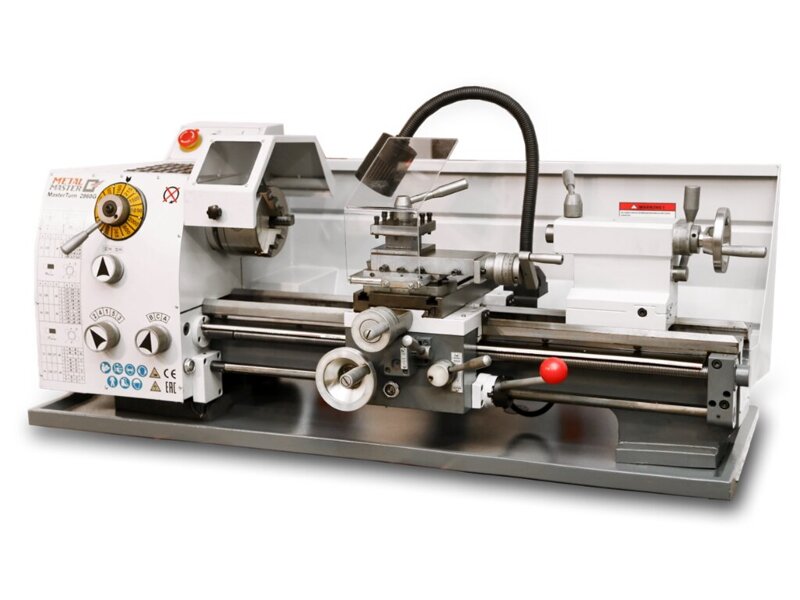
В продаже встречается просто огромное количество различных вариантов исполнения настольных токарных станков по металлу для дома. Основными рекомендациями по выбору назовем следующие моменты:
Размер станины и вес всего продукта. В продаже есть весьма компактные модели, которые не требуют особых условий установки. Однако, слишком легкое оборудование подвержено вибрации и менее устойчиво
При весе конструкции около 100 килограмм могут возникнуть трудности с подбором наиболее подходящей токарной модели.
Параметры электросети также имеют важное значение. Большинство вариантов исполнения работает от сети 220 В, но есть и модели, которые питаются от трехфазной сети
Трехфазный вариант исполнения устанавливать намного тяжелее, так как приходится прокладывать отдельный кабель.
Размеры определяют то, какой длины могут обтачиваться заготовки. Между центрами может быть расстояние около 40 см. Этого вполне достаточно для получения самых распространенных изделий.
Мощность токарного механизма также является наиболее важным параметром. Рекомендуется отдавать предпочтение моделям с показателем 500-750 Вт. Производители устанавливают различные типы электрических двигателей. Асинхронные варианты исполнения обладают более длительным эксплуатационным сроком и высокими характеристиками.
Лимб
При выборе также рекомендуется уделять внимание тому, насколько разделен весь лимб. С уменьшением показателя существенно повышается точность обработки.
Еще важными параметрами можно назвать наличие режима обратного хода шпинделя и оборотистость модели
Практически все модели имеют функцию регулировки скорости. Показатель резания выбирается в зависимости от типа металла и характера процедуры. Удобной опцией считается реверс, но она применяется крайне редко.
Рекомендуется уделять внимание варианту исполнения с дополнительной оснасткой. Специалисты не рекомендуют вкладывать средства в узкоспециализированные устройства, так как их возможности не столь обширны. За счет применения оснастки можно существенно расширить функциональность устройств.
Также выделяют и определенные рекомендации, касающиеся выбора, наиболее подходящего настольного токарного устройства. Они выглядят следующим образом:
- Проверяется отсутствие люфта. Подобная ситуация приводит к снижению точности обработки.
- На момент теста рекомендуется проверять устройство во всех режимах.
- Одним из наиболее важных параметров считается точность точения, которой можно достигнуть. Если показатель низкий, то никакая оснастка, настройка не позволит достигнуть требуемого результата.
Меньшее распространение получил мини токарный станок по металлу с ЧПУ. Блок числового программного управления позволяет автоматизировать процесс и добиться более высокой точности обработки.






В заключение отметим, что станок своими руками изготовить достаточно сложно. Для этого требуется электрический двигатель, а также другие элементы. Самодельное оборудование характеризуется относительно невысокой точностью работы, а также низкой функциональностью. Однако, за счет использования подручных материалов можно существенно снизить затраты на обустройстве собственной мастерской.
Выбор подходящей модели для домашней мастерской
Подбор настольного токарного станка – дело ответственное. Избежать проблем, возникающих в процессе эксплуатации приобретенного оборудования, помогут следующие рекомендации.
- Перед покупкой требуется сопоставить количество необходимых функций со стандартными возможностями станка. Возможно, придется приобретать дополнительные комплектующие детали и инструменты.
- Немаловажным пунктом является сопоставление размеров и формы заготовок, диаметра их обточек. От данных параметров зависит расстояние до суппорта.
- Рекомендуется учитывать совпадение требуемой точности предполагаемых операций с функциональными возможностями устройства.
- Учитываются планируемые масштабы работ и частота их проведения.
Одним из важных пунктов при подборе настольного станка является изучение конструкционных особенностей, позволяющих установить дополнительные приспособления. Они могут не входить в стандартный комплект устройства. В таком случае требуемые узлы приобретаются отдельно по заказу клиента.

Технические характеристики
Выбор токарного станка не проводится без изучения ее технических характеристик. Значение имеют следующие параметры.
- Вес и место расположения. Не стоит приобретать самый тяжелый станок. Это не гарантирует точность работ. В приоритете постоянное расположение оборудования. Если предполагаются частые перемещения с места на место, рекомендуются модели весом до 45 килограммов.
- Рабочее напряжение. Помимо устройств с однофазной сетью, выпускаются станки, требующие напряжения в 380 B.
- Мощность. Данный параметр зависит от того, какие материалы придется обрабатывать. Для решения большинства задач достаточно 400 Вт.
- Скорость. От нее зависит оперативность выполняемых операций. Рекомендуется уточнить, с какой скоростью будет вращаться вал со шпинделем и можно ли её регулировать.
- Наличие реверса шпинделя. Если нужно поменять сторону вращения детали не придется менять положение ремня.
- Цена деления лимба подачи. Чем меньше деление шкалы, тем точнее проходит корректировка движение резца.
- Расстояние между передней и задней бабкой. Данный параметр указывает, какая длина обрабатываемых деталей допускается на используемом устройстве.
- Диаметр пиноли. Чем больше его величина, тем меньше вибрирует деталь во время работы.
Приобретение б/у оборудования
Сэкономить финансы поможет покупка станка б/у. Избежать проблем помогут следующие рекомендации:
Обязательно потребуйте техническую документацию, прилагаемую производителем
Если таковая отсутствует, лучше отказаться от покупки.
Проверьте работу станка и протестируйте его функциональные возможности во всех режимах.
Убедитесь в наличии комплектующих узлов, указанных в техническом паспорте.
Обратите внимание на люфты подвижных деталей. Зазоры должны соответствовать характеристикам, указанным производителем.
Проверьте вращение шпинделя
Убедитесь, что обработка ведется с точностью, заявленной в техническом документе.

Особенности токарно-револьверной группы
Особенности данной группы определяют увеличение показателя производительности в несколько раз. Конструкция многошпиндельных и других станков этой группы характеризуется следующими моментами:
- Все приспособления станка могут оперативно заменяться.
- Для ускорения процесса смены положения заготовки практически любой узел снабжается устройством быстрой подачи.
- Многорезцовые державки, применяемые в качестве оснастки также повышают производительность.
Не стоит забывать о том, что сложность конструкции усложняет и ремонт токарно-револьверного станка, а также требует своевременного проведения квалифицированного обслуживания.
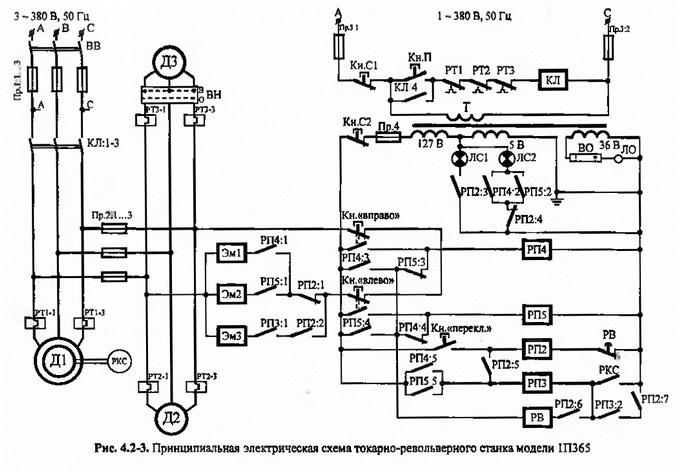
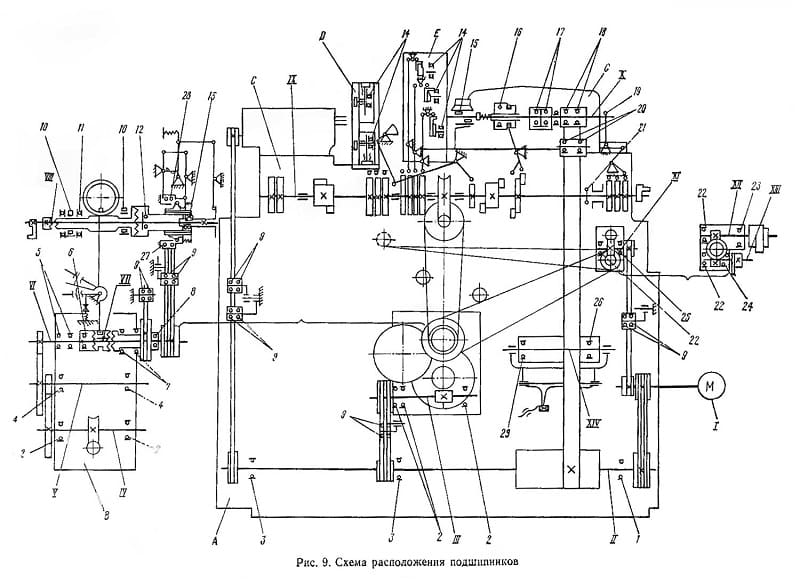
Электрическая схема токарно-револьверного станка на примере 1П365
Принцип работы определяет важность в правильной настройки механизмов, которые есть в оборудовании. Настройка проводится следующим образом:
- Для каждой заготовки проводится создание технологического процесса, в котором должна содержаться информация в последовательности расположения инструментов и их виде.
- Создаваемый чертеж должен также содержать информацию о том, какой вылет должен быть у режущего инструмента. Стоит помнить о том, что для получения высокоточных деталей учитывается то, насколько инструмент выходит за пределы револьверной головки.
- Некоторые модели предусматривают установку упоров, которые ограничивают продольную и поперечную подачу. На моделях с ЧПУ упоров нет, так как положение всех узлов контролируется высокоточным приводом.
Основная характеристика подобных станков заключается в диаметральном размере заготовки. Большинство моделей предназначено для работы с заготовки, диаметр поперечного сечения которых находится в пределе от 16 до 63 сантиметров
Рассматривая назначение прудковых станков следует уделить внимание следующим характеристикам:
- Наибольший показатель диаметра поперечного сечения, который может находится над суппортом.
- Максимальная длина прудка. Этот параметр также может зависеть от того, в каком помещении размещается станок.
- Пределы перемещения подвижных элементов конструкции.
Эти параметры указываются в описании токарно-винторезных станков. Также учитываются и другие характеристики, о которых пойдет речь ниже.





