

Особенности материала
Чугун
Данный материал характеризуется рядом свойств, затрудняющих процесс сваривания, а именно:
- формирование трещин и пор;
- образование каленых структур вследствие обработки;
- тонкие заготовки рассыпаются от перегрева.
В зависимости от состава, материал разделяется на белый и серый. Первые особенно трудно поддаются свариванию из-за своей хрупкости и твердости. С серыми работать значительно легче. Они более податливы обработке.
Мастера, имеющие значительный опыт работы и знающие, как сварить чугун, способны даже по разрезу определить его свариваемость. Мелкодисперсная структура металла является более приближенной к серому. Это значит, что работать с ней легче, чем с материалом имеющим в своем разрезе крупные зерна.
Длительное нахождение материала в масляной или водной среде делает его непригодным к сварке. В связи с этим не каждую деталь можно подготовить должным образом для получения качественного соединения.
 Технология сварки чугуна.
Технология сварки чугуна.
В связи с ограниченной свариваемостью подобного металла необходимо принимать во внимание следующие его основные особенности:
данный материал – жидкотекучий, в связи с чем работать с ним можно только лишь в нижнем положении;
важно строго соблюдать температурные режимы, иначе можно выпалить углерод и сформировать поры;
низкая пластичность и неправильные термические нагрузки приводят к развитию напряжений;
при расплавлении образуются окислы с температурой плавления, превышающей таковую для основного материала.
Одной из основный трудностей, с которыми часто сталкиваются сварщики – формирование трещин в области сварки во время охлаждения изделия.
Указанные особенности этого материала, а также дефекты и недостатки могут доставлять трудности только при несоблюдении технологии сварки.
Существует несколько методов, позволяющих обрабатывать данный металл. Достаточно часто используется горячая сварка чугуна, может также применяться сварка чугуна аргоном или же, например, полуавтоматом.
Не стоит забывать и про необходимость правильно выбирать электроды по чугуну. Учитывая все тонкости работы с подобным материалом возможно достичь наилучших результатов.
Подготовка деталей
Прежде чем перейти к сварке, детали необходимом зачистить до блеска. Выполняют это ручными или механическими щетками со стальным ворсом.
Края трещины, либо соединяемых деталей разделывают, снимая фаску под углом 40-45 градусов, на глубину 0,5-0,7 от их толщины. Трещины прорезают на всю глубину, для полного провара.
Соединяемые края не должны быть острыми. Каверны и раковины рассверливают на всю глубину повреждения.
Чтобы предотвратить дальнейшее распространение трещины, ликвидировать места возникновения напряжений поступают следующим образом.
От места, где разлом заканчивается, отступают 6-7 мм, по направлению его развития и сверлят сквозное отверстие. Сверло используют диаметром порядка 4 мм.
Для выявления практически невидимых трещин поможет обычный керосин. Его наносят там, где заметна или предполагается наличие трещины. Обратную сторону покрывают болтушкой из мела и воды. При этом, даже невидимые простым глазом трещины проявляются на меловом слое желтым цветом.
Чугун: виды, применение
Чугуном называется своего рода смесь из железа и углерода. Материал твердый и износостойкий, но, парадокс, довольно хрупкий, если неправильно с ним обращаться. Вот почему сварка чугуна электродом в домашних условиях инвертором, должна производиться только после тщательной подготовки (об этом будет сказано чуть ниже).
В мире чугун известен давно — считается, что он появился в 6 веке до нашей эры.
Средняя температура плавления составляет более 1000 градусов по Цельсию. Работать с материалом можно при нагреве до 600 градусов.
По видам чугунный металл делят на следующие категории:
- белый;
- половинчатый;
- серый;
- высокопрочный;
- ковкий.
С течением времени чугун не теряет своей актуальности, его используют в разных сферах жизнедеятельности человека. Применяют материал для следующих целей и задач:
- ковки оградок;
- производства станков;
- выпуска сковородок для домашнего хозяйства;
- изготовления радиаторов отопления, труб, сантехнических соединений;
- создания ванн;
- в автомобилестроении — для выпуска коленчатых валов, цилиндров, двигателей и прочего.
Это — лишь малая часть задач, с которыми успешно справляется обыкновенный чугун. Важная особенность заключается и в том, что наплавка чугуна электродами осуществима в домашних условиях без помощи профессионального сварщика.
Особенности сварки чугуна
В зависимости от того, в каком виде присутствует углерод, чугун подразделяется на несколько видов:
- Белый чугун. В нем углерод содержится в виде цементита. Он отличается высокой твердостью, не поддается обработке режущими инструментами. Его крайне трудно варить.
- Серый чугун. Он содержит углерод в форме графита. Сплав достаточно легко поддается обработке. При сварке чугуна электродом в домашних условиях с инвертором обеспечивается надежное соединение.
- Ковкий тип. Он получается путем специальной обработки белого чугуна с преобразованием углерода в форму хлопьевидного графита. Этот сплав активно используется в машиностроении. Сварить его можно специальными электродами.
- Половинчатый чугун. Содержит углерод в обеих формах — цементит и графит. Применяется для изготовления изделий повышенной износоустойчивостью.
- Высокопрочный чугун. В нем углерод имеет шаровидную форму, приобретаемую в процессе кристаллизации. Применяется металл для особо ответственной продукции, в т. ч. труб.
Последние 2 типа сплава поддаются сварке электродом, но требуют особый подход. Сварочная технология разных типов чугуна существенно различается, что необходимо учитывать при работе.
Сварка чугуна связана со следующими сложностями:
- Некоторые составляющие сплава легко окисляются при расплавлении с образованием тугоплавких оксидов. Они приводят к неоднородности сварного шва и появлению непроваренных участков.
- При быстром охлаждении околошовной зоны формируется цементит, который в последующем не поддается механической обработке.
- Чугунный расплав обладает повышенной текучестью, что затрудняет формирование шва и удержание в сварочной ванне.
- Любой неравномерный прогрев и охлаждение сварочной зоны ведет к растрескиванию металла.
- При расплавлении чугуна выделяются газы, способные вызвать появление пор в сварном шве.
Важно! Особая структура и свойства чугуна приводит к плохой его свариваемости в домашних условиях. Однако при соблюдении режимов, правильном выборе метода и расходных материалов качественно заварить можно большинство чугунных изделий, используемых дома
Методы
Несмотря на сложность процесса, сварка чугунных изделий возможна и распространена. При этом, чаще всего выполняется сварка чугуна с чугуном. К примеру, при монтаже канализационных труб.
Различают две основных технологии:
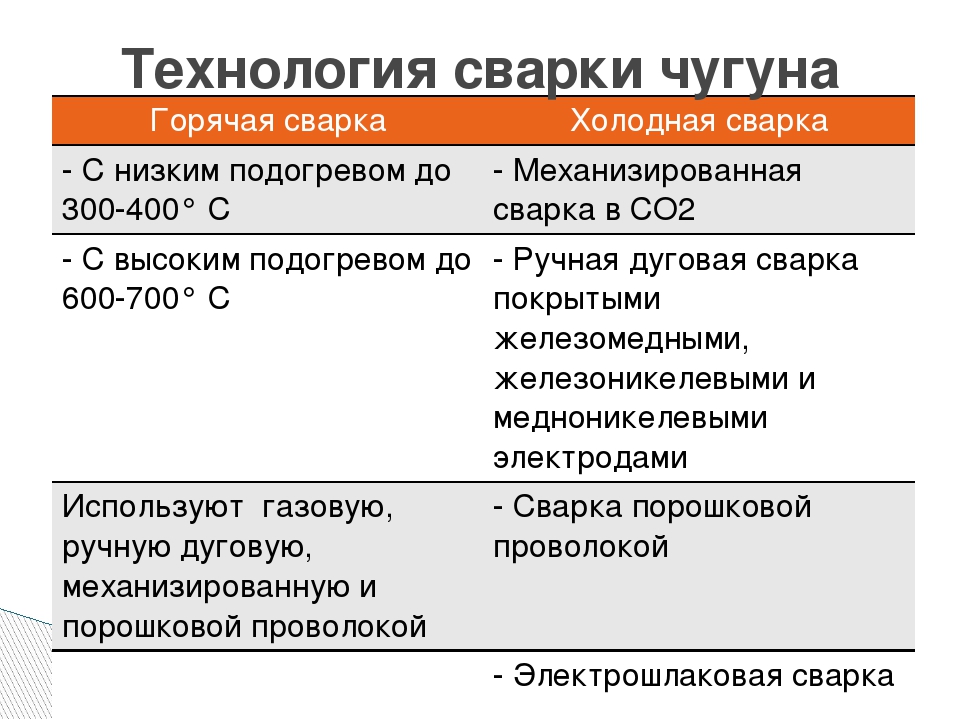
Горячая.
Отличается предварительным нагревом деталей нагревают. Это делают индукционными и газовыми печами. Для небольших изделий используют горны, газовую горелку, паяльную лампу.
После того, как детали удалось приварить, охлаждают изделие не сразу, выдерживая материал иногда до трех – шести суток.
Сваривание предварительно раскаленного металла позволяет избежать локальных напряжений, перекаливания шва. Процесс технологически сложен, занимает много времени, требует дополнительного оборудования.
Холодная.
 Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.
Это метод дает менее прочный шов, но быстрее и проще. Используют для холодного метода как газовую, так электросварку. Разумеется, понятие «холодная» достаточно условно. Температуры создаваемые при этом методе ничуть не меньше.







Способ позволяет как варить чугун электросваркой в домашних условиях, так применять его в самых неприспособленных для этого местах: трюмах кораблей, моторных отсеках тяжелой техники и т.п.
Используют его для соединения не ответственных деталей, ремонта небольших повреждений.
Выбор электродов
Практика показывает, что лучшего результата можно достичь использованием следующих элементов:
ЦЧ-4. Электроды данного типа подходят для сварки и по холодной, и по горячей методике. На этом сфера применения не ограничивается, допускается использование изделий при наплавке, напайке, устранении дефектов поверхностей, изготовленных литьевым способом.

Обязательное требование – сварка должна вестись в нижнем положении при постоянном токе с обратной полярностью.
- ОЗЧ-2. Обязательное требование к процессу сварки аналогично предыдущим исполнениям. Сварщики с опытом рекомендуют использовать данные элементы во время работы с деталями с тонкими стенками, так как исключено прожигание металла на значительную глубину.
- МНЧ-2. Эффективные, но специализированные электроды. Достойный результат можно получить только в том случае, если работа ведется по горячему методу.
Если говорить об импортных аналогах, то лучшие электроды для сварки – это модели Ficast NiFe, позволяющие формировать соединения, выдерживающие нагрузки на изгиб и скручивание, и Zeller под индексами 866 и 855.
Второй вариант универсален и позволяет вести работу без предварительного нагрева металла.
Подготовка к сварке
Место, где будет производиться сварка, должно быть тщательно очищено от загрязнений, масел и других включений. Достигается это с помощью щетки, напильника, наждачной бумаги или болгарки. Масло удаляют с помощью растворителей (бензин, керосин и т.д.) или выжиганием пламенем газовой горелки. В зависимости от толщины свариваемых деталей делают одностороннюю, двухстороннюю, V- и Х-образную разделку кромок (под 90 0).
Разделку обязательно делают при толщине чугунного изделия свыше 20 мм, но иногда разделку кромок выполняют у деталей, толщина которых 4 мм им выше. Концы трещин, при их наличии, обязательно засверливают. Чтобы выявить концы трещин применяют травление слабыми растворами соляной или азотной кислоты (2 ÷ 6%).
В более сложных случаях, когда варят ответственные изделия, тяжелые и громоздкие, к которым предъявляются требования по прочности, используют болты или шпильки, которые ввертывают в подготовленные кромки обязательно в шахматном порядке. При этом диаметр шпилек (болта) не должен превышать 0,4 толщины детали, подвергающейся сварке. Шпильки (болты) должны обязательно вкручиваться так, чтобы выступать над поверхностью детали (не более 1,2 Ø шпильки или болта.) Изделия вкручиваются не только в местах разделки кромок, но и с каждой стороны детали (в один ряд). Между шпильками (болтами) расстояние тоже оговаривается и оно не должно превышать не 6 Ø шпилек.
Сварка чугуна с применением стальных шпилек A — установка шпилек при V-образной подготовке кромок B — обварка шпилек
Сварка далее проводится следующим образом. Каждая шпилька обваривается стальным электродом Ø 3 мм кольцевыми швами. Сварка ведется на малых токах и вразброс, во избежание перегрева. Затем вся поверхность все теми же кольцевыми швами покрывается слоем наплавленного металла толщиной, которая не должна превышать толщину чугуна.
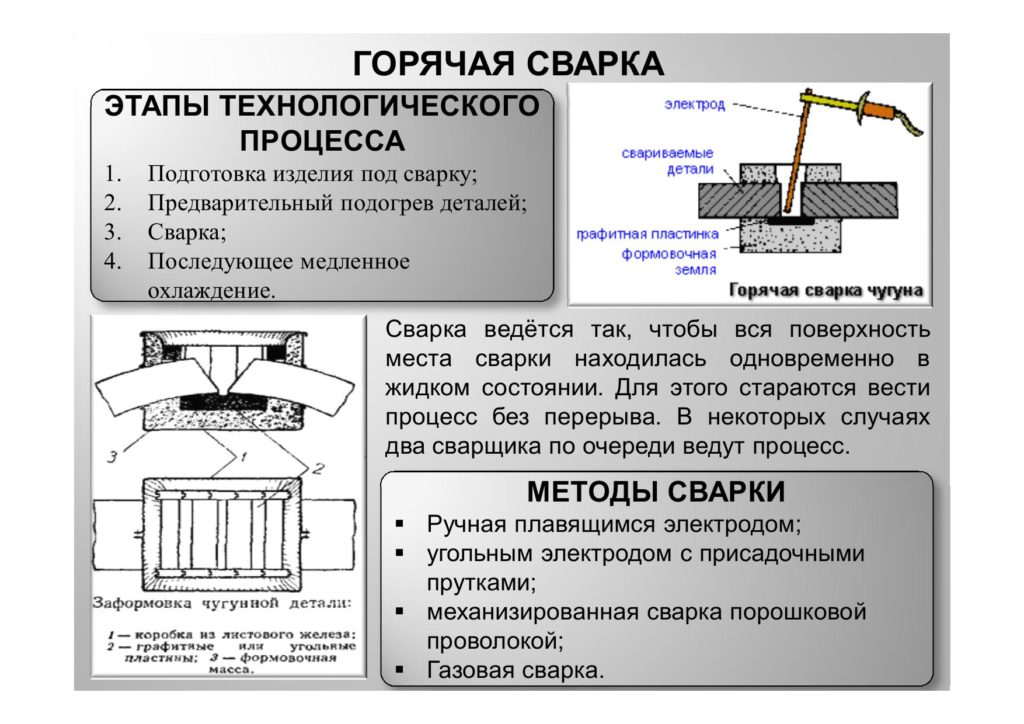
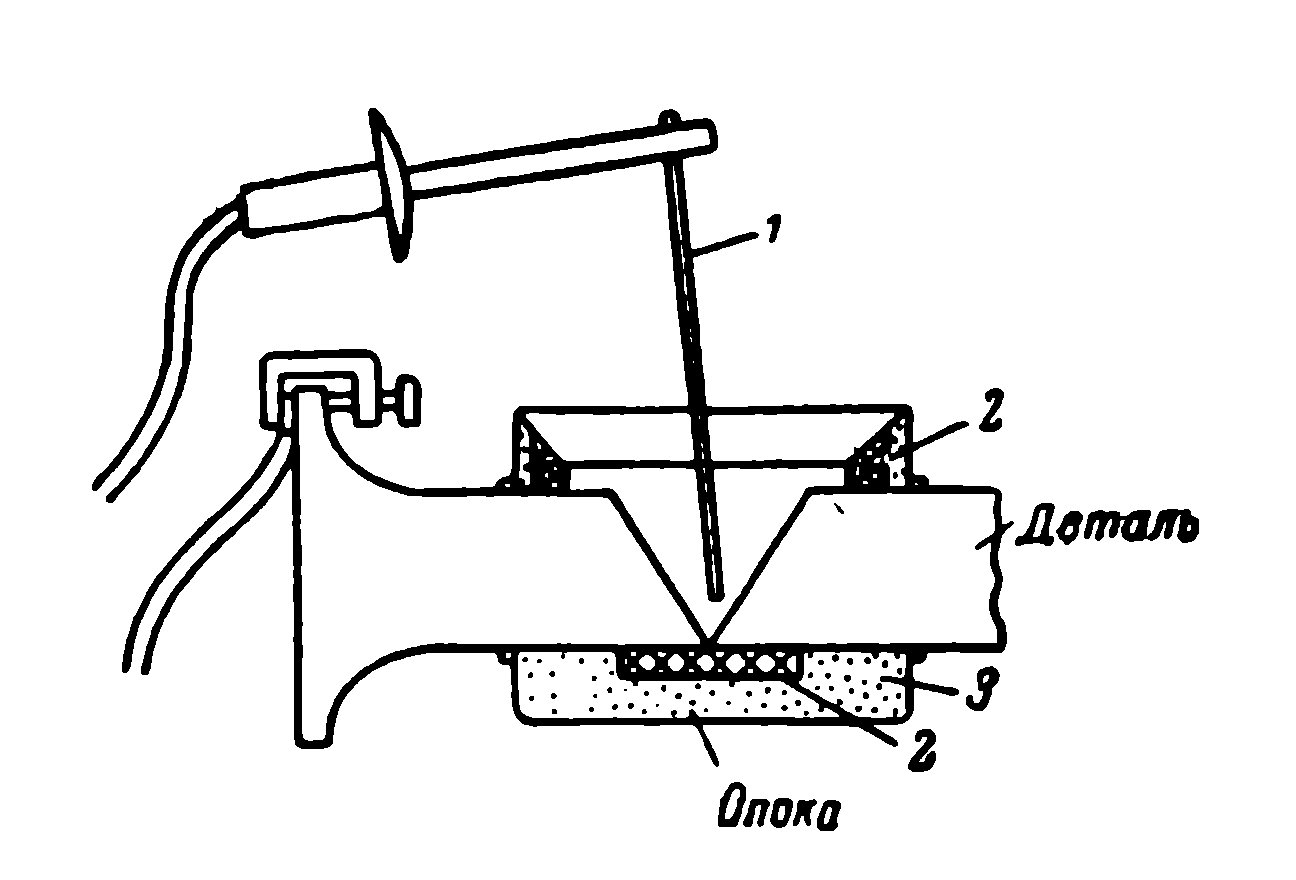
Так как чугун обладает высокой жидкотекучестью, то для придания металлу нужной формы производят в некоторых случаях, формовку места сварки. Для этого пользуются графитовыми пластинками, скрепленными специальной формовочной массой, состоящей из кварцевого песка с жидким стеклом. Могут использоваться огнеупоры или другие аналогичные материалы. На производстве это определяется в нормативной документации. Для формовки могут применяться формовочные материалы, которые используются в литейном производстве.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.
При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
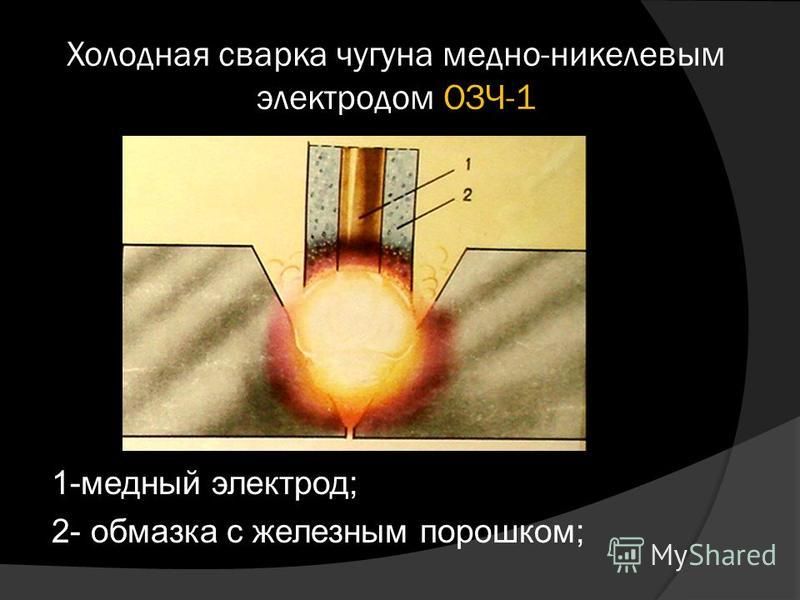
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться
Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Подготовка к сварке

Подготовительные операции должны выполняться тщательно и внимательно, так как это является одним из основополагающих принципов получения качественного соединения:
- конструкция очищается от загрязнений, мусора и пыли;
- затем следует обезжирить детали растворителем, например, ацетоном;
- при работе с тонким чугуном нужно использовать подкладки для отведения тепла;
- разделку кромок следует производить перед свариванием толстостенных изделий, для этого применяется напильник или болгарка;
трещины необходимо засверлить по краям и разделать на всю длину; альтернативный метод – вырезать трещины, концы закруглить;
- в зависимости от выбранного метода сварки (горячий или холодный) изделие подвергается подогреву или нет. Нагрев детали может осуществляться с помощью различного оборудования: печи, газовые горелки или с помощью подручных средств: паяльная лампа.
Горячая и полугорячая
Способ включает в себя три стадии:
- Нагрев свариваемых деталей и заготовок до температуры 600÷650ºС.
- Сварку с использованием специальных электродов.
- Постепенное охлаждение готового изделия.
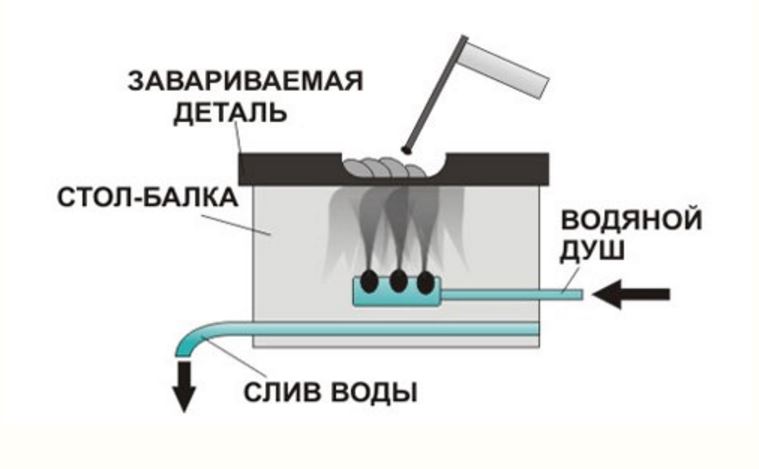
Там, где горячая сварка является частью промышленной технологии (к примеру, изготовление сварных картеров двигателей), нагрев выполняют в специальных тоннельных печах.

Чтобы заготовки не остывали, их укрывают специальными асбестовыми полотнами.
Работу ведут на большом токе, не прерываясь. При работе с крупногабаритными изделиями сварщики сменяют друг друга.
Одним из вариантов является сварка угольным электродом, в том числе автоматическая. Присадка вводится порошковой проволокой, куда включены все необходимые легирующие добавки и флюсы.





Методом горячей сварки удается получить соединения по прочности равноценные цельному металлу.
Полугорячий вид соединения считают промежуточным между горячей и холодной. Детали нагревают, но до температуры всего 300÷350ºС. При этом, уменьшаются напряжения металла,
Подготовка чугуна к сварке
Перед сваркой, особенно ответственных деталей, необходимо произвести подготовку металла. Для этого выполняется перечень работ:
- очистка от грязи и масла для всех видов сварки;
- разделка кромок для всех видов сварки;
- установка шпилек для холодной сварки (при повышенных требованиях к прочности);
- прогрев деталей для горячей сварки;
- формовка ванны для горячей сварки.
Особенно тщательно следует удалять масло, применяя растворители или отжиг горелкой.
Подготовительный нагрев деталей при горячей сварке производят постепенно, на 100-150 градусов в час. Так же медленно выполняют и охлаждение, подогревая детали с уменьшением температуры.
Разновидности чугуна
Чугун является сплавом железа и углерода. В зависимости от соотношения этих главных компонентов различают следующие виды металла:
- белый;
- серый;
- ковкий;
- высокопрочный;
- половинчатый и т.д.
Сплав часто включает ряд примесей, придающих ему специфические физические и химические свойства. В материале нередко содержатся примеси фосфора, марганца, меди, хрома, никеля и серы. В небольших количествах в составе сплава присутствуют водород, кислород и азот.
Примеси влияют на качество шва, сформированного способом холодной сварки. Чем больше примесей, тем выше вероятность, что в области шва будут присутствовать трещины и очаги пористости. Чтобы качественно спаять детали из этого металла, нередко требуется использовать флюс.
Для создания однородной структуры и улучшения технических характеристик готового шва желательно применять специальные присадки.
Твердый белый
В твердом белом чугуне углерод является связанным. Это вещество представлено цементитом Fe3C. Такой химический состав обусловливает высокую износостойкость и прочность сплава. В то же время белый чугун плохо режется. При таком воздействии он становится хрупким, поэтому возможно откалывание крупных фрагментов. Выделяют 3 подвида белого чугуна, в т.ч.:
- доэвтектический;
- эвтектический;
- заэвтектический.

Белый чугун в своём составе содержит углеродные соединения.
Они различаются содержанием связанного углерода. В доэвтектическом подвиде находится от 2,4% до 4,3% цементита. В эвтектическом белом чугуне содержится 4,3% углерода.
Серый с примесью графита
Серый чугун содержит углерод в форме пластинчатого графита. Сплав имеет многокомпонентный состав. Он включает:
- углерод – 3,2-3,5%;
- марганец – 0,1-0,3%;
- кремний – 0,5-0,8%;
- серу и фосфор – по 0,12%.

Серый чугун с примесью графита имеет многокомпонентный состав.
Для отливки изделий из серого чугуна используют металлические или земляные формы. Этот сплав отличается низкой устойчивостью к механическому воздействию, поэтому из него изготавливают детали наименее ответственного назначения, которые не будут подвергаться ударным нагрузкам. Часто из серого чугуна выполняют станины прессов и станков, крышки и т.д.
Ковкий сплав
В ковком чугуне присутствует 2,4-3,5% углерода в форме графитовых хлопьев. Кроме того, в сплаве содержатся:
- марганец – 0,3-01%;
- фосфор – 0,2%;
- кремний – 0,8-1,4%;
- сера – 0,1%.

В ковком чугуне присутствует углерод, марганец и фосфор.
Ковкий вид получают при прогреве и длительной выдержке белого чугуна. Эта процедура получила название графитизирующего отжига.
Половинчатый чугун
Половинчатый вид получают при сплаве белого и серого чугуна. В его структуре присутствуют карбиды. В половинчатом чугуне содержится как цементит, так и несвязанный углерод. Сплав имеет высокий уровень устойчивости к механическому износу, высоким температурам и фрикционному воздействию.

Половинчатый чугун получают при сплаве белого и серого чугуна.
Высокопрочный с шаровидным графитом
Высокопрочный чугун включает 2,4-3,0% углерода в форме хлопьевидного графита. Дополнительно в нем содержатся следующие примеси:
- магний -0,6-0,8%;
- кремний – 1,9-2,6%;
- сера – 0,3%;
- фосфор – 0,12%.

Высокопрочный чугун содержит магний, кремний и серу.
Этот вид чугуна получают путем введения в жидкий расплав добавки-модификатора, содержащей магний. Механические свойства этого сплава сходны с углеродистой сталью, но литейные – выше.
Виды сварки чугуна
Существует два вида сварки чугуна – холодная и горячая.
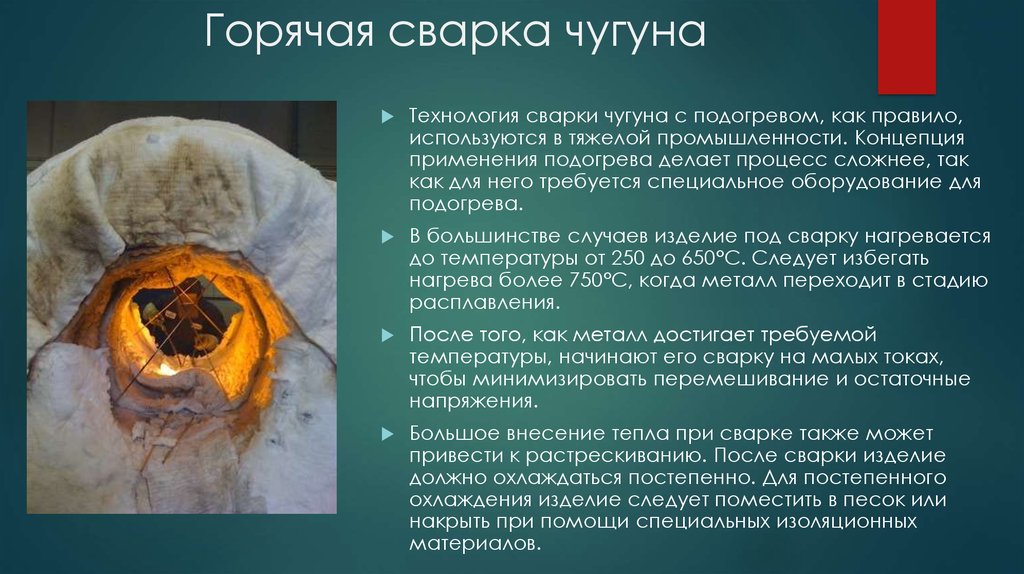
Горячая сварка чугуна
Суть её состоит в подготовке детали, нагрева её до температуры 600-800°C и медленном остывании.
Подготовка изделия из чугуна к горячей сварке
Зная особенности данного металла, перед выполнением сварочных работ, необходимо произвести подготовку чугуна к сварке.Для этого необходимо:
— Очистить поверхность изделия от загрязнения (масла, ржавчины, окалины и др. загрязнений).
— Выполнить разделку дефектного участка. При заварке трещины, необходимо «выбрать» трещину на всю её глубину. Если нет возможности добраться до корня трещины, тогда следует выполнить засверловку по краям трещины. Это поможет предотвратить её распространение при сварке.
При соединении двух деталей, необходимо выполнить разделку с учётом толщины металла и формой предполагаемого шва.
— Выполнить подогрев чугуна. Подогрев свариваемой детали следует выполнять постепенно, так чтобы изделие прогревалось равномерно. Для этих целей применяются специальные нагревательные печи. При отсутствии таковых, нагрев производится газовой горелкой.
Холодная сварка чугуна
Технология холодной сварки чугуна заключается в выполнении сварочных работ без предварительного и сопутствующего подогрева изделия. В основном такой способ сварки выполняется покрытыми электродами, предназначенными для чугуна или обычными электродами
Применяется для устранения небольших дефектных участков на неответственных изделиях.
Подготовка изделия к сварке точно такая, как при горячем способе.
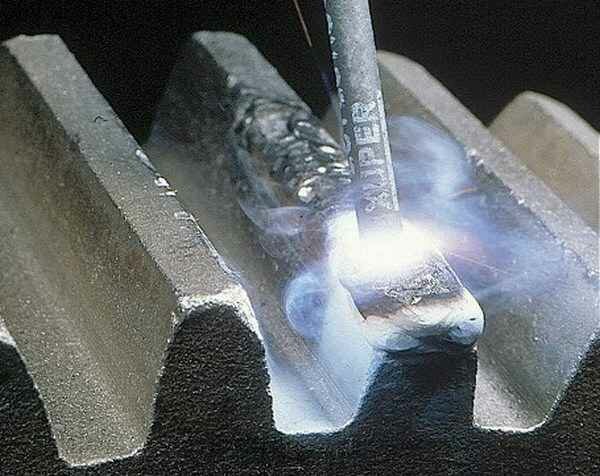
Дуговая сварка чугуна
К такому способу относится сварка покрытыми электродами. Причём возможно применять обычные электроды марки УОНИ-13/55. В качестве источника питания сварочной дуги применяются сварочные трансформаторы или инверторные аппараты. Это даёт возможность использования обратной полярности.
При отсутствии источников постоянного тока, можно использовать сварочный трансформатор. Дуга при переменном токе может обрываться и гореть не стабильно. По этой причине приходится завышать режимы сварки.
Для наилучшего качества следует применять электроды для холодной и горячей сварки чугуна марки ЦЧ-4, МНЧ-2 или ОЗЧ-6. Более подробно о применении электродов марки ЦЧ-4, МНЧ-2 и ОЗЧ-6 читайте в этой статье.
При отсутствии таких электродов, можно применить УОНИ-13/55 с намотанной медной проволокой. Такой «дедовский» метод применяется до сих пор, так как медь делает шов более пластичным. Но такой способ не даёт полной гарантии, что шов не треснет после остывания.

Перед ручной дуговой сваркой необходимо выполнить разделку, вырубив дефектный участок «под корень».
Для снижения перегрева зоны шва, сварку следует выполнять небольшими участками, давая возможность постепенно остывать шву. Движение электрода должно быть плавным, для избегания растекания металла.





Газовая сварка чугуна
Для расплавления чугуна применяется газовое пламя. В качестве газа применяется ацетилен. Он на много чище по составу, чем пропан и имеет более высокую температуру горения.

В качестве присадочного материала применяются чугунные прутки или прутки из никеля. Для раскисления зоны сварки применяются флюсы. Самым распространённым из них является бура.
Газовая сварка чугуна способна обеспечить стабильное прогревание зоны сварки, что положительно скажется на остывании сварного шва. Единственный недостаток такого способа – это большой расход ацетилена и кислорода.
Сварка чугуна аргоном
Такой тип сварки схож с газовой сваркой. Расплавление присадочного материала происходит за счёт горения дуги. В качестве присадочного материала применяются чугунные прутки.

Аргонодуговым способом очень редко выполняют заварку дефектов в изделии. Это связано с неэффективным использованием газа аргон. Для прогрева изделия приходится тратить большое количество аргона.
Возможные варианты устранения дефектов
Для заварки дефектный участков больших размеров можно применять следующий способ:
В изделии делают разделку под углом 90 градусов. В полученных сварках делаются отверстия, для вкручивания стальных шпилек. После вкручивания шпилек производится заварка разделки чугунным присадочным прутком или специальными электродами. После этого свариваются между собой стальные шпильки. Такое соединение напоминает соединение скобками, которые придают дополнительную жесткость шву.
Преимущества и недостатки
Технология позволяет устранить течь трубы с высокой надежностью. Данная процедура безопасна в выполнении, чего нельзя сказать об обычной сварке. Прочие преимущества таковы:
- удобство, легкость методики даже для новичков;
- отличное качество шва, которое зависит, преимущественно, от типа материала, а не от скорости работы;
- отсутствие необходимости в покупке специальных инструментов, оборудования, техники и дорогостоящих материалов;
- минимум энергозатрат;
- противопожарные, противовзрывные свойства эпоксидки;
- низкая стоимость ремонта;
- доступность холодной сварки – клеи продаются в любом магазине.

Минусы у технологии тоже есть. Сварка такого типа не рассчитана на слишком высокие нагрузки – давление, сильный нагрев. Поэтому при серьезном дефекте трубы или радиатора лучше применять горячую сварку или менять участок полностью
Важно соблюдать меры подготовки – в противном случае качество сварного шва снизится. Долговечность холодной сварки ниже, чем у стандартного сваривания – отремонтированные трубы не прослужат много лет, а потребуют нового ремонта
По сути, такой ремонт считается специалистами временной мерой.
Выбор электродов для сварки чугуна
При холодной сварке чаще всего пользуются недорогими электродами ОЧЗ с индексом от 2 до 6. Основой являются медные стержни со специальной обмазкой. Марка МНЧ-2 применяется для наплавки металла, для изготовления стержней применяется сплав, в который добавляется никель, марганец, железо, медь. Эти электроды дефицитны и стоят дорого. К более дешёвым относятся ЦЧ-4 и ОЗЖН-1.
В зависимости от марки электродов и диаметра выбирается сила тока:
При отсутствии заводских делают самодельные электроды, используя медные стержни нужного диаметра. Для покрытия берётся обмазка, сколотая со стальных электродов. Её размельчают, добавляют такой же объём железных опилок и смешивают с жидким стеклом до густоты сметаны.
Стержни зачищаются, обезжириваются и вертикально опускаются в смесь. После неспешного извлечения, чтобы успело стечь лишнее, должен образоваться слой толщиной 1,5 — 2 мм. Установленные вертикально электроды сушат сначала без нагрева, а затем в духовке при 250⁰C.
Чугун можно заваривать обычным электродом после навивки на него медной проволоки диаметром от 0,5 до 2,0 мм. Наматывать начинают с рабочего конца, плотно укладывая витки на обмазку без зазоров между ними. Вес проволоки должен быть в 4 — 5 раз больше массы стального сердечника.
Независимо от того какими электродами варится чугун нужно соблюдать следующие условия:
- сварка ведётся швами длиной 3 — 5 см с перерывами;
- прерывистый режим позволяет избежать недопустимого нагрева участков выше 80⁰C;
- подключение полярности обратное.





