

Методы и особенности сварки чугуна
Отличительными особенностями сварочного процесса считаются:
- после завершения работ происходит быстрое падение температуры в области созданного шва;
- образование тугоплавких оксидов;
- высокий показатель текучести;
- не удаётся создать равномерный нагрев;
- при перегреве происходит образование и интенсивное выделение различных газов;
- присутствие в его составе кремния и других элементов, способных формировать тугоплавкие окислы, которые вызывают появление слабо проваренных мест или вообще к непровару.
В настоящее время для учёта перечисленных особенностей разработаны три метода:
- горячий метод (с предварительным подогревом);
- полугорячий;
- холодный (без предварительного подогрева).
Каждая из этих методов применяется для решения отдельных практических задач. Первая применяется в основном в тяжёлой промышленности. Для его реализации необходимо специальное оборудование позволяющее нагревать изделие до высокой температуры. Основным ограничением в этом методе является поддержание необходимой температуры и недопущение его перехода в стадию расплава. Что приводит к изменению в структуре металла и образованию новых трещин. После завершения процесса охлаждение должно производиться медленно, естественным образом.

Второй метод сварки (полугорячая или с предварительным подогревом) предполагает нагревание свариваемых деталей до температуры в 300 градусов с постепенным введением в зону огня графитизирующих веществ. В качестве таких элементов используется алюминий или кремний. Они обеспечивают высокое качество полученного шва.
Для повышения качества шва при использовании этих методов применяют предварительное воздействие на заготовку:
- легирование с помощью, так называемых, графитизаторов (позволяют стабилизировать внутреннюю структуру в процессе охлаждения);
- легирование для получения перлито-ферритовой структуры, особенно это необходимо при сваривании чугуна с низкоуглеродистой сталью;
- добавление кислородосодержащих компонентов для повышения степени окисления (выжигания) углерода, что способствует получению шва из низкоуглеродистой стали;
- добавление сплавов цветных металлов (например, медно-никелевых, медно- железных и так далее, имеющих температуру плавления близкую к чугуну), что повышает пластичность шва.

Холодная сварка чугуна (без предварительного подогрева) предполагает точный контроль параметров сварочной дуги и кромок свариваемого металла. Целесообразно использовать этот метод для изделий, у которых длина шва не превышает 25 мм. Реализация всех трёх методов производится с помощью следующих процессов:
- ручной дуговой сварки (с применением требуемых электродов);
- полуавтоматической;
- аргонодуговой.
Для них применяются электроды следующих типов: чугунные, с медной основой, никелевым стержнем, стальным сердечником.
Виды электродов
Для сваривания чугунных конструкций предназначены электроды из различных материалов:
- Сталь;
- Никель;
- Медно-никелевые;
- Медно-железные;
- Ферро-никелевые сплавы.
Стальные используются для старого чугуна, уже подвергавшегося температурному воздействию. Также они подходят для изделий со шлаковыми и металлическими загрязнениями, что имеет место в производственных печах и насосных установках. Только перед сваркой потребуется подготовительная очистка поверхности.

Виды электродов для плавки чугуна
Для графитсодержащего чугуна необходимы биметаллические электроды, а для ковкого (КЧ) – ферро-никелевые.
Различаются электроды по чугуну видом стержня. Это может быть проволока: стальная медная или из сплава металлов. Второй вариант – чугунный пруток.
Изделия предназначены для промышленного и бытового использования. Их производство, состав, свойства и маркировку устанавливает ГОСТ 7293-85.
Другие разновидности электродов
Наиболее распространенными являются рутиловые электроды. Электроды с рутиловым покрытием предназначены для работы со стальными изделиями. Они наиболее распространенные и имеют ряд преимуществ, выделяющих их среди других типов. Главное преимущество – это выделение защитного газа, безвредного для здоровья сварщика. При этом газовое облако защищает рабочую область, позволяет сохранять мощное горение дуги, создавать качественный шов с отделением шлаков, а также минимизировать разбрызгивание во время работы.
Сварочные электроды классифицируются не только исходя из назначения или типа покрытия, но и толщины. На сегодняшний день выделяют тонкие, средние, толстые и особо толстые. Такая классификация зависит не от толщины электрода, а от коэффициента, который рассчитывается ка отношение толщины покрытия к толщине основы, то есть стержня.
Тонкие соответствуют коэффициенту 1,2, средние – до 1,45, толстые – до 1,8, а особо толстые – от 1,8 и больше.
Трудности, возникающие при сварке чугуна
Очень важно со всей ответственностью подойти к выбору углеродов для сварки чугуна, поскольку в процессе работы придется столкнуться с рядом трудностей, обусловленных большим содержанием углерода в сплаве:
в процессе создания шва постоянно будут появляться трещины и поры, это связано с тем, что при сварке чугуна выделяется много газа, поэтому в расплаве много пузырьков. Если не соблюдать баланс в скорости охлаждения, то шов будет пористым, а это негативно сказывается на его прочности,
- если сваривается тонкий чугун, то следует быть очень осторожным, поскольку если его перегреть – он рассыпется,
- могут образовываться различные каленые структуры, которые сложно убираются с поверхности материала,
- из-за того, что в сварочной ванне присутствуют тугоплавкие окислы, некоторые места могут не провариться. Это обусловлено тем, что температура при которой плавятся окислы – очень высокая, и поэтому дуга может попросту из не расплавить. Итог – между основным материалом и расплавом появляется пленка, от которой трудно избавиться механическим путем.
- в участке шва сплав охлаждается очень быстро. Возле обрабатываемого участка образуются твердые зоны с выделением цементита. Эти места приобретают белый оттенок и по завершению сварочных работ их очень сложно обработать.
- высокая вероятность того, что из участка шва, расплав может вытечь.
Выполняя сварку чугуна в домашних условиях, не пренебрегайте следующими рекомендациями и специалистов и старайтесь максимально точно соблюдать технологию работы.
- В первую очередь, необходимо подготовить поверхность изделия, она должна быть хорошо зачищена, также стоит избавиться от оксидной пленки.
- Далее надо отшлифовать кромку. Если вы видите, что на материале присутствуют трещины, сколы, неровности, то знайте, что в процессе сварки масса может просто вытечь из шва. Именно поэтому обязательно используйте специальные формы с графитовыми вставками. Изготовить такую форму можно при помощи песка.
3.Далее переходим к самому трудоемкому процессу – прогреву заготовки. Чугун плавится при достаточно низкой температуре 1200-1250°С. В связи с этим температура предварительного нагрева не должна быть выше 500-700°С. Также нужно очень аккуратно прогреть как непосредственно сам участок соединения, так и пространство около него. Благодаря этой процедуре, металл на растрескается.
4.После того, как сварка будет выполнена, заготовку надо охладить: для этого она засыпается песком или мелким древесным углем. Чем дольше заготовка будет остывать, тем меньше будет вероятность образования трещин и выделения цемента.








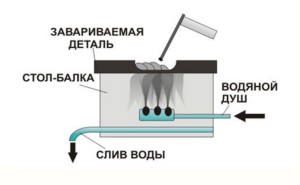
Осуществить полноценную горячую сварку с прогревом до 600°С в домашних условиях – непросто. Поэтому следует ограничиться полугорячим способом, который заключается в прогреве детали до 300-400°С. Такой способ чаще всего используется для ремонта несущих конструкций или соединения ответственных деталей. Во всех остальных случаях подойдет метод холодной сварки. При соединении заготовок, швы укладываются последовательно, один слой за другим. Снизу свариваемую деталь можно охладить водой. Стоит отметить, что электроды для холодной сварки чугуна и для горячей ничем отличаются.
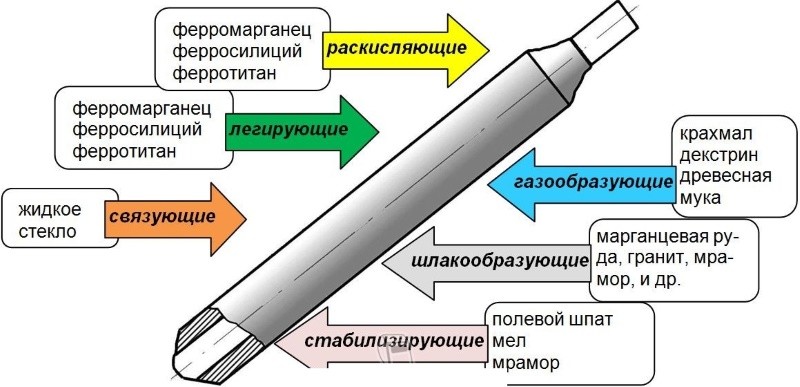
Покрытие сварочных электродов
Большинство электродов производится на железной основе, главное отличие заключается в покрытии. Среди покрытий можно выделить следующие:
- Рудно-кислое покрытие. Покрытие содержит обычно окислы марганца. При этом в состав покрытия дополнительно вводиться органическое вещество, необходимое для защиты сварочной зоны. Чаще всего для этих целей используют целлюлозу, крахмал или древесную муку. Органика во время нагрева разлагается, испаряясь, создает защитное облако в виде газа.
- Рутиловое покрытие. Производство электродов в данном случае сопровождается созданием покрытия из минерала – рутила, основой которого является двуокись титана. Данный тип покрытия схож по свойствам с предыдущим, но он более стабилен, что уменьшает количество брызг во время работы и позволяет создать более ровный шов. Также следует отметить, что такое покрытие выделяет меньше вредных газов, что позволяет сварщику работать в более комфортных и менее вредных условиях.
- Фтористо-кальциевое покрытие. Его основу составляют карбонат кальция и магния. Защитное газовое облако при использовании образуется из углекислого газа. В отличие от предыдущих типов, работу которыми можно выполнять при различном типе тока, электроды с таким покрытием можно использовать только для сварки постоянным током. Также следует отметить, что их чаще всего используют в промышленных условиях для ремонта ответственных стальных изделий и деталей.
- Органическое покрытие. Основой для покрытия в данном случае выступает какие-либо органические вещества, чаще всего оксид целлюлозы. Также в покрытия добавляют шлакообразующие вещества на основе титана, марганца или силикатов. Такие изделия можно использовать при работе со сварочными аппаратами переменного или постоянного тока. Работать с ними довольно легко, можно применять для выполнения швов в различном пространственном положении и различных типов стальных изделий. Поэтому они отлично подходят для ремонтных работ в домашних условиях.
Виды покрытий электродов
Следует выделить особый тип электродов, применяющихся для работы с тугоплавкими сталями, предназначенными для эксплуатации при температуре до 600 градусов. При изготовлении электродов, предназначенных для сварки таких сталей, применяют специальные материалы для создания покрытия, способного качественно работать при высоких температурах. Чаще всего применяют рутиловое покрытие.
При работе с тугоплавкими сталями следует придерживаться нескольких рекомендаций, к которым можно отнести выбор электрода исходя из характеристик стали, а также предварительный подогрев рабочего места, и постобработка готового шва дополнительным нагревом.
Основные сложности при сваривании чугуна
Чугун обладает гораздо большей текучестью, чем у стали, поэтому варить различные изделия из чугуна в домашних условиях, рекомендуется только в нижнем положении. Если сильно перегреть чугун во время сварки, то это приведёт к образованию больших пор и напряжения в сварочном шве. Поэтому не рекомендуется сильно перегревать чугун и подвергать его быстрому остыванию.
Основные дефекты при сварке чугуна связаны именно с неравномерным нагреванием и охлаждением свариваемых изделий. Появление трещин при этом, самый сложный дефект, от которого очень трудно избавиться в дальнейшем
Кроме того, при сварке чугуна очень важно осуществлять правильную подготовку материалов
Подготовка чугуна к сварке
Чтобы получить качественное сварное соединение, поверхность чугуна перед сваркой должным образом подготавливается. Во-первых, её нужно очистить от любых загрязнений, после чего обезжирить, например, ацетоном или растворителем.
Если необходимо варить тонкий чугун, то обязательно следует предусмотреть специальные теплоотводящие подкладки под места сварки. Обязательным условием при сварке чугуна, является и разделка кромок изделий. Для этих целей ещё перед свариванием, их кромки обрабатываются напильником или УШМ с диском по металлу.

В том случае, когда нужно заварить трещину в чугуне, то она обязательно засверливается по краям, после чего, как и с кромками, разделывается по всей своей длине. Некоторые сварщики сначала вырезают трещины, после чего засверливают края, чтобы не допустить их дальнейшего распространения.
В зависимости от выбранного способа сварки чугуна, а их бывает всего лишь три (горячий, полугорячий и холодный метод), требуется нагрев изделия. Рассмотрим более подробно технологический процесс сваривания чугунных изделий в домашних условиях.
Способы сварки чугуна
Существует три способа сварки чугуна:

Горячий способ — требует нагревания чугунных изделий перед соединением до температуры не менее 600°С.
Полугорячий способ — мало чем отличается от горячего способа сварки чугуна, за исключением температуры, которая почти что вполовину ниже (300-350°С).
Холодный способ — осуществляется штучным электродом без предварительного прогрева чугунных заготовок. Сварка чугуна в домашних условиях осуществляется как раз данным методом соединения.
Специфика обработки заготовок
 Для надёжного соединения различных материалов подбираются оптимальные марки электродов по чугуну, которые отличаются между собой химическим составом и методом термообработки. На сегодняшний день самой качественной и востребованной считается аргонодуговая сварка. Но этот способ отличается высокими затратами, в то время как электроды широко используются не только в промышленной сфере, но и в частном строительстве.
Для надёжного соединения различных материалов подбираются оптимальные марки электродов по чугуну, которые отличаются между собой химическим составом и методом термообработки. На сегодняшний день самой качественной и востребованной считается аргонодуговая сварка. Но этот способ отличается высокими затратами, в то время как электроды широко используются не только в промышленной сфере, но и в частном строительстве.
Основное требование к используемым изделиям состоит лишь в том, чтобы время остывания полностью совпадало со свариваемым материалом (у чугуна этот промежуток достаточно большой). Не стоит забывать о том, что и основной, и присадочный материалы должны обладать идентичной концентрацией углерода. Именно правильный выбор поможет избежать чрезмерного перенапряжения внутри заготовки и выгорания углерода.
Существует два оптимальных способа сварки чугуна:
- Холодный.
- Горячий.
Когда мастер выбирает второй способ, ему нужно придерживаться нескольких простых правил:
- Использовать проволоку с порошковой присадкой.
- Предварительно подогреть заготовки до 500˚ (в некоторых случаях +/- 200˚).
Холодная сварка — это один из самых востребованных способов соединения деталей, который имеет свою классификацию, определяемую типом используемого электрода (никель, сталь). От горячего способа отличается только тем, что мастеру нужно выполнить длительные подготовительные работы, которые состоят из фрезеровки, зачистки и сверления. Все эти манипуляции нужны лишь для того, чтобы придать заготовкам максимально чистый и гладкий вид.









Подогрев — это одно из самых кратковременных действий, которое осуществляется под влиянием силы тока. Процесс остывания материала отличается своей равномерностью — в течение 75—100 часов. В этом случае можно использовать качественные марки электродов для чугуна с диаметром 10 мм.
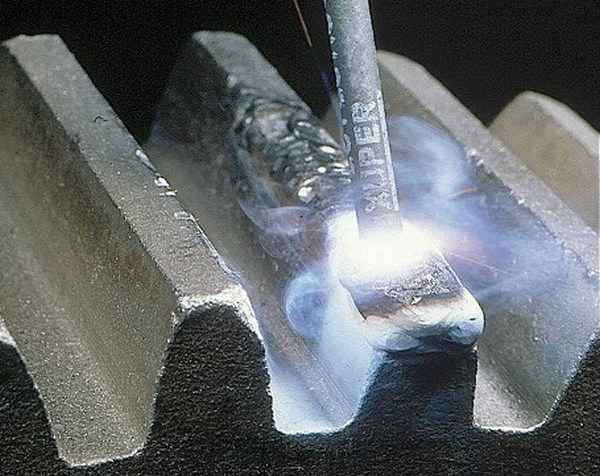
Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.
Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.
Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.
ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком. Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом
Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
Популярное: Сварочный трансформатор своими руками – ничего сложного!
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Классификация по назначению
Электроды предназначены для сварки:
- Сталей: низкоуглеродистых, высокоуглеродистых, легированных — в том числе, нержавеющих и жаропрочных (аустенитных).
- Чугунов — сплавов с повышенным содержанием углерода — 2,14% или более.
- Алюминия и сплавов.
- Меди, латуни и бронзы.
Мнение эксперта
Левин Дмитрий Константинович
Не всегда электроды используют по прямому назначению. Пример: присадку для работы со сталью (и нержавейкой) применяют для сварки некоторых сплавов чугуна.
- Для сварки сталей разных марок
- Для работы с чугунными сплавами
- Для сварки алюминия
- Для работы с медью и её сплавами
Чтобы обеспечить качественное соединение, нужно стараться, чтобы материал электрода по составу максимально соответствовал сплаву свариваемых деталей.
Классификация по основным признакам
Рассматриваемый расходный материал в первую очередь классифицируется по назначению. Выделяют несколько основных групп электродов:
- Предназначенные для работы с металлами, которые имеют низкую концентрацию углерода и легирующих элементов.
- Для соединения теплоустойчивых сталей с высоким показателем прочности.
- Для работы с высоколегированными сталями, к примеру, нержавейкой, в которой концентрация хрома велика.
- Варианты исполнения, предназначенные для работы с алюминием или медью.
- В отдельную группу относят электроды, предназначенные для соединения чугунных элементов.
- Для выполнения ремонтных работ и наплавки металла.
- Изделия универсального типа, которые применяются для работы с материалами неопределенного химического состава.
На металлический стержень могут наноситься самые различные химические вещества. По типу применяемой обмазки выделяют 4 группы изделий, наибольшее распространение получили только две:
- Основная. Изделия с основным покрытием получили широкое применение. Примером назовем электроды марки УОНИ 13/55. Применяются они для получения швов с высокой ударной вязкостью, механической прочностью и пластичностью. Кроме этого, основное покрытие позволяет защитить шов от возникновения кристаллизационных трещин. Выбор этого варианта исполнения проводится в том случае, если нужно получить ответственную конструкцию. Существенным недостатком можно назвать то, что перед проведением сварочных работ следует выполнить качественную очистку поверхности: масляные пятна, ржавчина, окалина могут стать причиной образования микроскопических пор.
- Рутиловое покрытие. Если нужно провести соединение низкоуглеродистой стали, то зачастую выбирают электроды рутилового типа. Наиболее распространенной маркой назовем МР-3. Второй тип характеризуется легкой отделимостью образующего шлака, устойчивостью дуги при подаче переменного или постоянного тока. В процессе сварки образуется меньшее количество брызг, получаемый шов отличается прекрасными декоративными качествами. Кроме этого, второй тип изделий подходит для работы с заготовками, которые имеют большой слой ржавчины или загрязняющих веществ на поверхности.
Два остальных типа встречаются крайне редко, так как применяются в особых случаях.
Расходные материалы
Не только профессионалы, но и домашние мастера уже давно привыкли использовать в своей работе определённые маркировки электродов по чугуну. Основными в этом случае считаются:
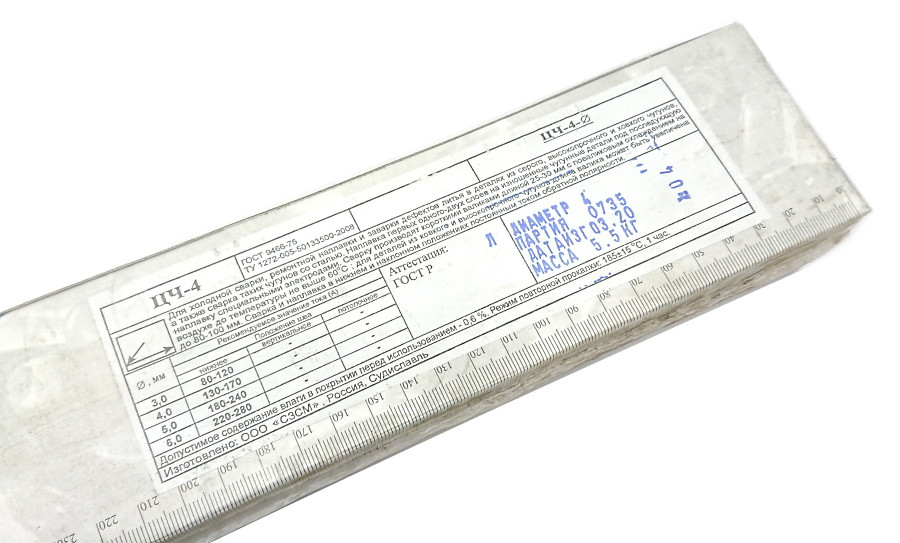
- ЦЧ-4. Самые востребованные и широко используемые электроды. Стержень со сплава отличается сложным составом, благодаря чему идеально подходит для соединения чугунных заготовок. Защитный слой состоит из специальных химических элементов, которые под воздействием больших температур активно взаимодействуют с углеродом, содержащимся в чугуне.
- ОЗЧ-1. Электроды этой марки часто покупают поштучно для реализации бытовых задач. Изготавливаются они из меди и железа. Защитный слой состоит из уникальной смеси УОНИ-13 и специального железного порошка.
- МНЧ-1. Одна из самых дорогих марок электродов, которая характеризуется высоким качеством и надёжностью. Для изготовления этих расходных материалов используются 70% никеля и 30% меди. За счёт этого сварочный шов не трескается даже при быстром методе охлаждения. В результате сварочных работ мастер гарантированно получает качественный наплав, который хорошо обрабатывается после полного застывания. Под воздействием высоких температур углерод не растворяется в железе, а происходит своеобразная графитизация соединения. Стоит учесть, что цементит практически не выделяется.
- ОЗЧ-4. Универсальный расходный материал, который подходит для всех видов чугуна. Универсальность этой марки в том, что сварочные работы могут проводиться в любом положении, кроме полупотолочного. Кроме сваривания, эти электроды могут использоваться для наплавки и заваривания брака. Для слаженной работы используется постоянный тип обратнополярного тока.
Специалисты утверждают, что именно от правильно выбранных электродов зависит успех проводимых сварочных работ. Начинающим мастерам можно остановить свой выбор на простых марках: ЦЧ-4, МНЧ-2 и ОЗЧ-4. Толщина этих расходных материалов варьируется от 3 до 6 мм, благодаря чему можно создать качественный шов.
Originally posted 2018-07-04 07:15:52.
3 Электроды по чугуну – какими бывают?
Сварочные электроды для работы с чугунными деталями описываются и выбираются по используемому виду стержня. Он может быть сделан из следующих материалов:
- проволока из сталей легированного класса;
- сварочная стальная проволока;
- чугунные прутки;
- проволока из меди либо сплавов данного химического элемента.
Сварочные электроды из стали обязательно имеют покрытие, в котором в немалых количествах присутствует ферросилиций. Его наличие в покрытии дает возможность получить при сварке серый чугун. Стальные стержни обычно применяются при соединении несложных по форме деталей, которые планируется эксплуатировать в дальнейшем при малых нагрузках. Если сварочные работы с такими электродами производит опытный специалист, полученное соединение отличается превосходной плотностью, что позволяет осуществлять механическую обработку изделия.

Маркировка сварочных электродов для чугуна из стальной проволоки – Св-08А и Св-08. Также к данной категории сварочных стержней относят изделия:
- ЭМЧС. Стержень этих электродов сделан из проволоки (низкоуглеродистой), а специальное покрытие состоит из трех слоев – газообразующего и шлакоформирующего, легирующего, газозащитного. ЭМЧС позволяют не выполнять предварительный нагрев заготовок, они идеальны для сваривания деталей малой толщины (до 10 миллиметров и не более того).
- ЦЧ-4. Самые, пожалуй, распространенные электроды с особым покрытием из компонентов, вступающих очень интенсивно в соединение с углеродом. В процессе такой химической реакции формируются нерастворимые в железе карбиды.
- МНЧ-1. Электроды из монель-металла (от 60 до 70 процентов никеля и от 25 до 30 процентов меди) обеспечивают стойкость материала к формированию трещин, характеризуются качественной обрабатываемостью наплава. Наличие в стержнях из монель-металла никеля и меди способствует процессу графитизации, а также снижению растворимости в железе углерода (и это при том, что указанные элементы с углеродом никаких соединений не образовывают). Озвученные процессы гарантируют значительное снижение опасности отбеливания.
- Чугунные стержни. На них наносятся покрытия двух видов: из 24 % (примерно) углекислого бария и 55 % карборунда, соединенных жидким стеклом, и из графитообразующих компонентов.
Информация о том, какими электродами варить чугун, будет неполной без описания комбинированных сварочных стержней. К таковым относят далее приведенные изделия:
- ОЗЧ-1: железомедные стержни сечением 4–5 миллиметров с покрытием из 50 % железного порошка и такого же количества специальной смеси УОНИ-13;
- пучки стержней для сварки (стальной электрод плюс два прутка из меди, реже один);
- медные виды электродов с жестяной оплеткой.
Виды электродов для сварки чугуна
Опытные сварщики знают как варить чугун и знают, что существуют чугунные электроды, которыми можно варить этот материал без предварительного прогрева.
Выделяются различные марки электродов для сварки чугуна. Среди большого обилия выделяется несколько основных групп:
Серия ЭМЧС. Эта марка электродов по чугуну выполнена из специальной электродной проволоки с низким содержанием углерода. Обмазки выполнены из трех слоев: газообразующий для формирования защитного покрытия расплава, шлакоформирующий – он не позволяет сварочной ванне быстро окислиться, легирующий – он придает шву особые свойства.









- Серия ЦЧ-4. Наиболее распространенная маркировка. Стержень из сплава со сложным составом, очень хорошо подходит для соединения с чугуном при расплаве. Обмазка выполнена из химических элементов, которые хорошо взаимодействуют с углеродом в чугуне при высоком температурном режиме. При такой реакции образуется ровный и качественный шов. Перед сваркой детали можно предварительно прогреть, а можно обойтись и без этого. Серия цч 4 является наиболее популярной.
- Серия ОЗЧ-1. Стержень сделан из сплава железа и меди. Покрытие состоит из железного порошка и смеси УОНИ-13. Чугунные стержни покрыты сложной обмазкой из углекислого бария и карборунда. Также в состав входит жидкое стекло и графитовые добавки.
- Неплавящиеся электроды. Сварка осуществляется посредством вольфрамовых, угольных или графитовых стержней. В участок нагрева подается присадочный материал в виде чугунного круга или проволоки из специального сплава.
Подводя итог, стоит отметить, что сварка чугуна – процесс непростой, который сопровождается множеством нюансов. Однако, главное условие для получения прочного и надежного шва – верно подобранные электроды для чугуна.
Маркировка сварочных электродов и их расшифровка
Чтобы разобраться какие электроды представлены перед вами следует изучить их маркировку. Каждая упаковка содержит информацию о 9 основных характеристиках согласно ГОСТ 9466-75.

- Типы покрытых электродов для сварки. Высокопрочные стали, с большой долей углерода, высокими или низкими процентами лигатур, варятся электродами с маркировкой, начинающейся с символа Э – электрод, затем идут цифры, указывающие на предельно допустимые нагрузки при растяжении (кгс_мм2), в конце стоит индекс А – обозначающий повышенную устойчивость шва к пластичным и ударным нагрузкам. Например: Э 42, Э 50, Э46 А, Э 60 и тд. Термостойкие и высоколегированные стали: символа Э, цифр после тире, указывающих на количество углерода, следом идут буквы и цифры – указывающие на конкретный химический элемент (А – азот, М-молибден, Ф – ванадий и тд.) и его количество в сотых долях. Химические составляющие расположены в порядке убывания их количества в изделии. Например: Э-09М; Э-10ХЗМ1БФ; Э-30Г2ХМ и тд.
- Марки электродов для сварки Марки – параметр индивидуальный и зависит исключительно от производителя.
- Диаметр Толщина внутренней части покрытого электрода колеблется в пределах от 1.6 до 12 мм, в быту чаще всего используются толщины 3-5 мм.
- Назначение Изготовленные для работы с углеродистыми сталями и с низким числом примесей, а также прочностью до 60 кгс/м2, электроды маркируются буквой – У; Легированные конструкционные стали с пределом прочности выше 60кгс/м2, сваривают изделиями с маркировкой – Л; Продукцию для сталей с низким коэффициентом теплопроводимости маркируют буквой – Т; Металлы с большой долей примесей и уникальными свойствами можно сваривать изделиями с маркировкой – В; Наплавочные слои с уникальными характеристиками производятся изделиями с маркировкой – Н.
- Толщина покрытия Значение, показывающее соотношение толщины покрытия к внутреннему стержню. Если это отношение меньше 1.2, то изделие маркируют символом М и относят к тонко покрытым; средний слой в пределах от 1.2 до 1.45 маркируется символом С; толстые – от 1.45 до 1.8 отмечают символом Д и наконец самое толстое, отношение которого более 1.8 маркируют отметкой Г.
- Основные свойства шва Точные свойства сплавов, для каждого типа эти значения собственные и указывают на прочность, процентный состав примесей, рабочую температуру шва и ряд других показателей. Данные значения можно найти в соответствующих таблицах с расшифровками.
- Вид электродного покрытия А – кислотное покрытие. Б – фтористо-кальциевое. Ц – целлюлоза. Р – рутиловое. Ж – повышенное содержание железа. Также существуют смешанные виды покрытия электродов, которые маркируется несколькими буквами исходя из состава.
- Маркировка пространственных положений 1 – все, 2 – все, кроме вертикального, направленного вниз; 3 – нижнее, плюс вертикальное (движение снизу-вверх); 4 – исключительно нижнее.
- Род сварочного тока и подключение – Индекс 0 электроды для постоянного тока и обратным подключением; – индекс 1,4, 7 – указывает на изделия для любых родов напряжения и любых подключений; – указатели – 2,5,8 – ток любой, но подключение должно быть прямым; – индексы – 3,6,9 для любых токов и обратного подключения.
Прокаливание электродов
Обмазка электродов требует герметичности при хранении, однако это условие повсеместно не выполняется. Острые края стержней, как правило, нарушают герметичность полиэтиленовой упаковки уже при первой перекладке пачек. Таким образом, к моменту покупки электроды оказываются напитанными излишней атмосферной влагой.
В таком состоянии из-за опасности получения некачественного шва и возможности слишком сильного разбрызгивания металла сварку ими производить нельзя. Нужно высушить электроды. Производитель даёт чёткие рекомендации относительно параметров процесса, устанавливая время сушки и предельную температуру. Она обычно не превышает 260 ºС.





