

Рекомендации опытных сварщиков по подбору держателя электродов
Опытные сварщики советуют обращать внимание при выборе держателя на качество инструмента и его стоимость. Не рекомендуется приобретать самые дешевые изделия, но и не стоит выбирать самые дорогостоящие (особенно когда держатель планируется использовать для разовых работ в домашних условиях).
Наиболее надежным инструментом является держатель с резьбовой фиксацией, при этом обладающий наиболее продолжительным сроком эксплуатации
Данный инструмент позволяет подбирать необходимый угол расположения электрического катода.
Лучше отдавать предпочтение изделиям, обеспечивающим фиксацию электрода в зависимости от величины тока.
Если сварочные работы связаны с выездами на разные объекты, тогда стоит позаботиться о запасном держателе. В данном случае экономия неуместна.
Если Вы решили купить сварочный держак за 500 рублей, то на его продолжительную эксплуатацию можете не рассчитывать. Такой держатель можно использовать в бытовых условиях для выполнения разовой работы, но не для профессиональной сварки.
Если же, Вы приобретаете дорогостоящий инструмент, то нужно тщательно проанализировать его качественный характеристики. Сварочные зажимы для профессиональной сварки приблизительно стоят 3 тысячи рублей.
Также при выборе держателя нужно обращать внимание, на какую он рассчитан нагрузку в амперах. Зависимо от параметров, веса сварочного инвертора токовая нагрузка увеличивается. Если необходима сила тока для сварки приблизительно равная силе тока генератора, тогда рекомендуется приобретать держатели, которые способны выдерживать токовые нагрузки 200-500 ампер.
Если вы приобретете для сварочного оборудования сварочный держак, рассчитанный на 200 ампер, а будете производить сварочные работы на 300 амперах, то инструмент продержится максимум два рабочих дня. В процессе сварки очень быстро начинает ощущаться запах горелого пластика при нагревании держателя электродов. Это может происходить также из-за слабого контакта электрода с фиксатором. В результате зажим инструмента при выполнении сварочных работ обгорает и очень быстро выходит из строя, то есть становится совершенно не пригодным для дальнейшей эксплуатации.
Классификация электрододержателей
Держаки электродов могут быть универсальными и специальными. Их производство регламентируется ГОСТами.
Варианты держателей
- Держатель-цанга зажимного типа. Инструмент предназначен для сварки аргонодуговой.
- Держатель-прищепка зажимного типа. Инструмент отличается простотой конструкции, низкой стоимостью, может быть рычажного или пружинного типа. Стандартная модификация держателя подходит для многих моделей сварочных аппаратов, на нем полностью отсутствуют неизолированные участки токосъемника. Автоматизированный вариант изделия обеспечивает автоматический поджог дуги, высококачественное сварное соединение, при этом ощущается значительная экономия энергосбережения.
- Безогарковый держак электродов. Инструмент предоставляет возможность минимизировать время установки электрода, исключает практически в полном объеме образование огарков. Конструктивные особенности — не производится фиксация электрода зажимом, он приваривается к окончанию стержня, имеющего изолированную поверхность, расплавляется в полном объеме.
- Винтовой электрододержатель. Такой вариант держателя может быть прямым, загнутым, а также с левой, правой резьбой.
- Держатель «вилка-трезубец». Наиболее распространенный инструмент, как у профессиональных сварщиков, так и у любителей. Держатель стандартного образца имеет большое количество незащищенных участков, находящихся под напряжением, в результате чего представляет опасность для человеческого здоровья, а также существует вероятность лучевой травмы. Такой инструмент в большинстве стран мира запрещен! Наиболее безопасным считается автоматический вариант держателя, который при этом обеспечивает эффективность работы, высокое качество соединений.
Кроме перечисленных вариантов сварочных держателей существуют специализированные модели, которые предназначаются для выполнения сваривания образцов определенного типа, а также конкретных соединительных швов.
Специальные варианты держаков для сварочного оборудования используются при выполнении работ трехфазной дугой, при сваривании изделий одновременно несколькими электродами. Чаще всего такие конструкции имеют значительный вес, отличаются сложностью в применении, так как многоэлектродная, трехфазная сварки — это довольно специфичные процессы, имеющие существенные ограничения при выполнении работ.
Как правильно подобрать электродержак
При подборе держателя следует обратить внимание на следующие характеристики:
- Размер и масса устройства. Вес и габариты держака очень важны. При многочасовой работе, лишние 50 грамм устройства будут ощущаться. В таком случае лучше приобрести компактную и легкую конструкцию. При наличии выбора, предпочтение отдайте лёгким и небольшим деталям, при условии одинаковых характеристик.
- Технические характеристики. Держатель должен соответствовать силе тока. Несоблюдение требования приведёт к прогоранию контактной части. При обгорании контактов дальнейшее использование устройства будет невозможно. Определить принадлежность устройства к категории по силе тока можно по маркировке, которая наносится на несменяемую часть изделия.
- Качество изолирующего материала. Для обеспечения безопасного выполнения работ следует подобрать держак с качественно изолированной рукоятью. В качестве диэлектрика, практически во всех деталях, используется пластик достаточной толщины, чтобы надёжно защитить оператора сварочного аппарата от воздействия электрического тока.
- Стоимость. Приобрести держатель для сварочного аппарата можно от 100 рублей, но качеством дешёвая модель, отличаться не будет. Брендовые экземпляры продаются за несколько сотен долларов, но для повседневной работы нет необходимости приобретать держаки по такой цене. Достаточно приобрести изделие в средней ценовой категории, чтобы обеспечить себя на длительное время качественным инструментом для сваривания металлов.
Видео:
Лучшие модели держаков
Чтобы приобрести держатель электродов для сварочного аппарата и не разочароваться в его качестве, следует выбирать модели, которые применяются сварщиками на протяжении длительного времени и не вызывают у них негативных эмоций.
Негативные отзывы чаще всего бывают о продукции китайского производства, но некачественная продукция может поступать на отечественный рынок и из других стран.
Чтобы не ошибиться при выборе держака рекомендуется приобретать следующие модели:
1. ESAB Handy 200 (200 А) — пользуется большим спросом у профессиональных сварщиков.
Деталь имеет высокие эксплуатационные характеристики, которые не снижаются в течение всего рекомендованного производителем срока. Произведено изделие в Швеции, поэтому можно рассчитывать на европейское качество.
Вес Handy 200 составляет 550 грамм, но учитывая хорошее изоляционное покрытие и качественный зажим, небольшое увеличение массы держака по сравнению с другими моделями вполне оправдано. Handy 200 представляет собой винтовой держатель, что позволяет выполнять сварочные работы качественно и безопасно.
При использовании устройства можно сваривать металл электродами диаметром от 2,0 до 4,0 мм. Стоимость изделия на российском рынке около 500 рублей.
Видео:
https://youtube.com/watch?v=bbuD1ezhqLM
2. Сибртех 500А — недорогой, но качественный инструмент отечественного производства, который можно использовать до 500 А.
Держатель 500А Сибртех 91455 представляет собой устройство клещевого типа, в котором замена рабочего электрода может быть выполнена быстро.
Изделие имеет надёжную изоляцию из пластика, которая способна защитить оператора от воздействия электрического тока. Приобрести можно за 300 рублей.
Видео:
3. ESAB 500 — держак известной шведской фирмы, которая занимается выпуском высококачественной продукции уже более 100 лет. Держатель электродов esab можно применять для сварочных работ с током до 500 А.
Основным преимуществом изделий ESAB 500 является сверхмалый вес, который составляет всего 200 грамм. Стоимость изделия на российском рынке — около 3000 рублей.
4. Germany type 300 A — идеально подходит для выполнения сварки с током до 300 А и диаметром электрода 2 — 4 мм. Благодаря особой рифлёной конструкции ручки устройства, удаётся добиться надёжного удержания в руке. Модель отличается качественным пластиком изоляции и относительно небольшим весом.
Токоведущая часть обладает низким коэффициентом сопротивления и высокой устойчивостью к коррозии, благодаря использованию латуни в качестве основного материала. Зафиксировать электрод в устройстве можно в четырёх положениях, что делает выполнение сложной работы более комфортным и точным. Приобрести Germany 300 A можно всего за 300 рублей.
P.S. Если сварочные держаки для ручной дуговой сварки будут подобраны правильно, то соединение металлических конструкций будет комфортным.
Разновидности и характеристики держателей
Как уже было сказано выше, на рынке предлагается большое число модификаций сварочных держателей. Наиболее распространенными являются следующие:
- вилка-трезубец;
- цанга;
- прищепка.
При выполнении сварочных работ держать в руках сварочный зажим приходится в разных условиях:
- удары;
- охлаждение;
- сильная вибрация;
- высокая влажность.
По этой причине к держателям электродов предъявляется определенный набор требований.
- Рукоятка должна быть удобна для сварщика.
- Пластик необходимой толщины должен выступать в качестве основного материала изготовления. Благодаря этому обеспечиваются оптимальные свойства в плане изоляции держателя, а также достигается необходимая прочность конструкции.
Зажим-прищепка
Если говорить о наиболее распространенном виде держаков для сварки, то таковым является зажим-прищепка. Востребованность этой разновидности сварочного приспособления обусловлена его простотой, а также низкой ценой. Кроме того, у этого приспособления имеется немало преимуществ. К числу главных можно отнести следующие:










- совместимость с большим количеством видов сварочных аппаратов;
- простота конструкции;
- удобство при эксплуатации;
- надежность удержания электродов;
- отсутствие на держателе неизолированных зон токосъемника.
Вилка-трезубец
Востребованность этой разновидности держака во многом обусловило то, что при проведении сварочных работ специалистами используется именно такая модификация этого приспособления. Во многих странах мира профессиональные сварщики применяют при работах именно такой держатель. Но и использование вилки-трезубца тоже несет немало преимуществ. Далее перечислены наиболее важные:
- автоматизированным является поджиг сварочной дуги;
- при использовании такого держателя снижается потребление электроэнергии на 60%;
- обеспечивается получение швов высокого качества.
Недостатки вилки-трезубца
Держатель типа вилка-трезубец выбирают многие сварщики. Однако использование этого вида держателя запрещено во многих странах. Связано это с тем, что при его применении наносится серьезный вред здоровью специалистов, а также людям, которые находятся в непосредственной близости от сварочного аппарата. Статистические данные говорят о том, что сварщики, которые использовали держатель этого типа, во время работ получали ожоги или травмировались от удара током. Основная опасность при использовании этого держателя связана с тем, что он имеет большое количество открытых частей, которые находятся под высоким напряжением.
Еще один недостаток вилки-трезубца — высокий риск получения лучевых ожогов глаз. Случаи, когда при использовании такого держателя специалисты получали ожоги глаз, происходили довольно часто. Плюс у этого зажима имеется, но только один. Он заключается в его невысокой стоимости.
А вот с держателем-прищепкой в ручном и в обычном варианте дело обстоит совсем по-другому. При его использовании вред для специалиста исключён. Поэтому для безопасного проведения работ лучше всего использовать именно прищепку.
Сварочный держак своими руками
Конструкция некоторых моделей держаков настолько проста, что многие мастера предпочитают их не покупать, а сделать эти устройства самостоятельно. Речь идет о держаках типа «вилка». Такие держаки считаются классикой сварочного дела, и их изготовление занимает буквально считанные минуты.
Самодельный держатель электродов — схема
Чтобы изготовить такой держак, потребуется один прут рифленой арматуры длинной в один метр, кусок толстого резинового шланга (как вариант – ручка от велосипедного руля), болт М10 с двумя шайбами и гайками. Прут арматуры разрезается на три мерных куска, причем, один должен кусок должен быть чуть длиннее двух других. К нему приваривается болт, резьбой наружу, а затем — два оставшихся куска, так, чтобы образовался трезубец.
Со стороны болта на конструкцию натягивается резиновый шланг. На болт надевается шайба, подсоединяется кабель, затем надевается вторая шайба, закрепляется гайкой и законтривается второй гайкой. Зубцы «вилки» зачищаются напильником для обеспечения лучшего контакта с электродом. Держатель готов к работе. Его недостатком будет слабая защищенность сварщика от токонесущих частей, затрудненность освобождения от огарка, окисление арматуры.
Некоторые мастера вместо арматуры используют стальной уголок, а в качестве прижимного элемента самостоятельно изготавливают пружину в два витка, которая обеспечивает надежную фиксацию стержня. На ребрах уголка можно сделать небольшие пропилы для установки электродов под разными углами.
Разновидности держателей
Держаки для ручной дуговой сварки классифицируют по конструкции:
Прищепка рычажного или пружинного типа благодаря простому устройству и низкой цене стала самым популярным вариантом. Чтобы закрепить электрод под нужным углом, достаточно раздвинуть губки нажатием на рукоятку. Детали под напряжением заизолированы. Размер зависит от величины тока и диаметра расходников. Из недостатков отмечают громоздкость и слабый зажим электрода.
 Электрод крепится между губками при нажатии на рукоятку
Электрод крепится между губками при нажатии на рукоятку
Вилка трезубец уже не выпускается из-за отсутствия изоляции на токоведущих частях. При сварке сварочный стержень сгорает практически полностью, но удалить огарок без молотка или пассатижей затруднительно. У вилки часто подгорают зубцы, поэтому для восстановления контакта требуется регулярная очистка от окалины.
 Вилку-трезубец можно изготовить самостоятельно
Вилку-трезубец можно изготовить самостоятельно
Винтовые электрододержатели прочно зажимают электроды. Надежность контакта обеспечена антикоррозионным покрытием. К недостаткам относят сравнительно большие затраты времени на вращение зажима при смене расходника, закрепление только в перпендикулярном положении.
 Винтовой электродержатель обеспечивает надежный контакт
Винтовой электродержатель обеспечивает надежный контакт
Цанга используется преимущественно для соединения небольших заготовок аргонодуговой сваркой на малых токах. Держак компактен, удобен в работе, с легкой заменой расходников. Корпус надежно защищен по электротоку и температуре. Отмечают повышенный расход электродов, так как нельзя оставлять короткие огарки из-за риска повреждения пластиковой изоляции. К минусам также относят ограничения по току.
 Цанговый держатель используется при аргонодуговой сварке
Цанговый держатель используется при аргонодуговой сварке
Безогарковый держак состоит из металлического стержня, на который надета изоляционная рукоять. С одного конца присоединяют кабель, к другому приваривают электрод. Когда он расплавится до конца, прихватывают следующий.
 Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Безогарковый держатель: 1. Металлический стержень, к которому приваривают электрод; 2. Рукоять; 3. Источник питания
Кроме перечисленных типов выпускают специализированные фиксаторы, например, держатель для сварки трехфазным током или многоэлектродной. Такие виды отличаются большим весом, сложной конструкцией, поэтому применяются в составе механизированных комплексов.
Виды держаков
Основные конструкции фиксации электрода в держаках подразделяется на три вида:
- Клещевые – зажим осуществляется подвижной губкой, которая поджимается мощной пружиной;
- Винтовые – фиксация конца электрода осуществляется подвижным контактом, который связан с ручкой устройства резьбовым соединением. При вращении ручки винтовой зажим двигаясь по резьбе плотно зажимает конец рабочей проволоки;
- Безогарковый. Работает такое приспособление по – другому принципу. У него нет зажимов и рабочий элемент не фиксируется механически, а приваривается к торцу стержня при касании. Благодаря такому соединению электрод полностью расходуется при работе. Затем приваривается следующий. Клещевой держатель

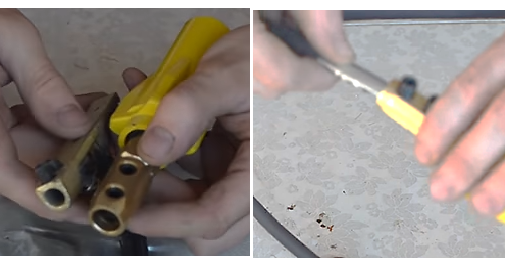
Конструкция клещевого зажима можно понять, посмотрев на рисунок. Подобные изделия производятся различными фирмами-производителями. Подразделяются по мощности, выдерживая ток от 150А до 500А. профессиональные выдерживают от 500 до 700 А. Основное отличие может быть в конструкции зажима верхней губки и обеспечивать надежное крепление электрода под различными углами. Для того чтобы приспособление прослужило долго необходимо обязательно посмотреть материал, из которого изготовлены губки, токовая шина от крепления кабеля наконечника и гильза.
На гильзе, куда вставляется конец кабеля от трансформатора, обязательно должно быть не менее двух резьбовых зажимов. Многие производители в целях экономии ставят стальные омедненные втулки, но лучше всего материал гильзы – это латунь, стальные наконечники нежелательны так – как имеют большое контактное сопротивление с медью кабеля и могут сильно нагреваться. Проверяетс
Зажимать очищенную жилу провода в гильзу можно только после тщательной зачистки всех медных жил, предварительно скрутив из них плотный жгут
Стенки самой гильзы должны быть не менее 1,5 мм. Особое внимание необходимо обратить на зажим кабеля, лучше всего это делать в латунной разрезной гильзе, которая плотно обожмет жилы кабеля, обеспечив надежный контакт, либо с помощью специальной зажимной планки, которая должна поставляться в комплекте с держателем. Зажимная планка должна быть толщиной не менее 2 мм так – как ей необходимо выдерживать большое давление от винтов зажима при прикреплении силового кабеля инвертора или трансформатора
Купить держатель для сварочного аппарата можно у нас на сайте пройдя регистрацию, здесь же можно ознакомиться с другими необходимыми для любого вида ремонта инструментом.
Винтовые зажимы
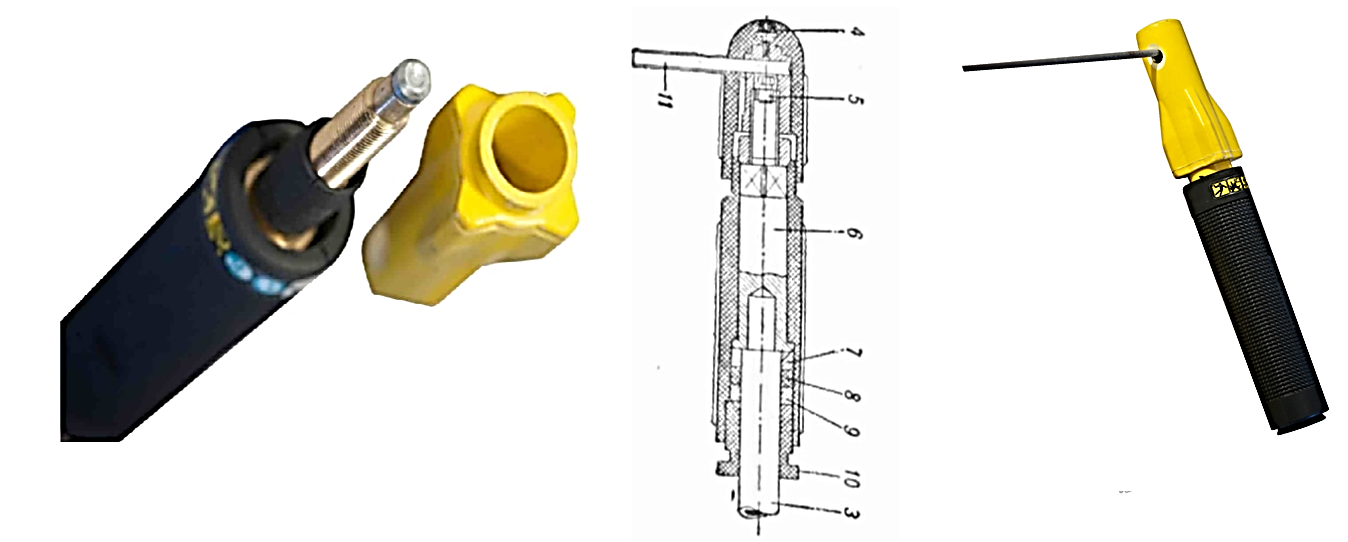
Пытаясь уйти от основного недостатка клещевого держателя – слабой фиксация наконечника в плоскости зажима, что позволяет двигаться электроду и менять свое первоначальное положение, особенно при зажигании или отрыва «прилипшего» электрода. Производителем разработана и выпущена принципиально новая конструкция – винтовой зажим (винтовой держатель). В новой конструкции конец рабочего конца проволки зажимается в круглом гнезде головки при ее вращении. Пазы верхней части держателя через шлицы связаны резьбовым соединением со стержнем, выполненными заодно с гильзой для соединения с кабелем от трансформатора.
При вращении резьбовой зажим зажимает электрод в гнезде. Такая конструкция уменьшает еще один недостаток – это часто ломающийся подводящий силовой провод в месте соединения с гильзой.










Соединение силового кабеля с гильзой
Ещё одно преимущество таких держателей перед клещевыми в том, что токопроводящие элементы прибора полностью защищены изоляцией, удобно лежат в руке. К недостаткам можно отнести всего два угла фиксации стержня 90° и 120°. Но, как говорят пользователи, при необходимости можно легко подогнуть проволоку под любой угол, так как он надежно фиксирован в отверстии головки, этот способ является надежным.
Классификация сварочных держателей
На рынке оборудования производители предлагают держатели электродов в большом ассортименте. Несмотря на это, в них используется несколько основных способов крепления и конструктивного исполнения.
Основные виды электрододержателей:
- пружинные (рычажные);
- зажимные (винтовые);
- универсальные;
- специализированные.
Стандартный электрододержатель состоит из корпуса, изолированной ручки, зажима и подвижного фиксирующего механизма. Устройство и принцип действия держателя могут отличаться.
Прищепка или клещи
Данный вид получил наибольшее распространение, что объясняется оптимальным для удобной сварки креплением. Этот сварочный держатель имеет и недостаток – слабое усилие прижима электрода губками. 
Для закрепления достаточно нажать на рукоятку и вставить оголенный конец стержня в зубчатые губки. Доступ к зажимам остается открытым, поэтому угол расположения можно менять. При этом токоподвод полностью недоступен.
Вилка-трезубец

Вилочные держатели для электродов считаются одними из первых. Их производство было освоено еще более 50 лет назад. Они были тяжелыми и неудобными.
У вилочной конструкции часто происходит подгорание контактов, а по причине слабой изоляции металлических поверхностей случается короткое замыкание.
На основе имеющейся схемы умельцы делали вилку самостоятельно из арматуры подходящего диаметра. Три прутка подгибали до нужного положения и обваривали вместе. Оставалось сформировать из сварочной проволоки рукоятку и подварить края, а сверху надеть резиновый шланг.
Полученное устройство тоже оказалась несовершенным. Электроды крепятся ненадежно, получается плохой контакт арматуры с проволокой. При высоких токах держак для сварки сильно нагревается и трудно извлекать огарки.
Электрододержатель винтового типа обеспечивает надежное положение электрода в зажимном устройстве. Представляет собой закрытую конструкцию с изолированным корпусом. Недостаток – приходится тратить время на откручивание и закручивание фиксирующей головки для смены стержня при сварке. Постепенно крепление ослабевает, и стержень может выпасть. Еще один минус – только перпендикулярное положение.
Для установки электрода откручивается фиксирующий винт. Оголенный край заправляется в отверстие и затягивается несколькими поворотами ручки.

Цанговый фиксатор
Цанговый электрододержатель появился относительно недавно. Менять электроды стало удобнее, теперь не нужно тратить силы. Конструкция легкая, эргономичная и компактная.
Недостатки – это ограничение по максимальному току сварки и неэкономное использование электродов. Приходится оставлять длинный огарок, чтобы не повредить пластик на корпусе.
Цанговый держатель, в основном, применяется для точной аргонодуговой сварки небольших деталей, где довольно малые токи.

Безогарковый
В безогарковом электрододержателе электрод полностью расходуется. Это возможно за счет того, что стержень не фиксируется зажимом, а приваривается к конструкции с изолированной поверхностью. В процессе сварки он полностью расплавляется, после чего берется новый.
Разновидности сварочных держателей
В зависимости от области применения, держатели электродов можно разделить на две большие группы – универсальные и специализированные. Применение специализированных фиксаторов регламентировано соответствующими ГОСТами, их использование в общедоступных сферах достаточно ограничено. Универсальные держатели конструктивно делятся на пять групп:
- электрододержатели–«прищепки»;
- электрододержатели–«трезубцы» или «вилки»;
- электрододержатели цанговые;
- безогарковые электрододержатели;
- резьбовые электрододержатели.
Держатели электродов для сварочного аппарата
Держатели–«прищепки»
Крепление электродов в держателях этого типа производится пружинным или рычажным механизмом зажима. Эти модели выполнены с надежным жаропрочным диэлектрическим покрытием, гарантирующим безопасность сварщика и исключающим несанкционированное искрение. Контактные поверхности имеют зубчатую структуру, что позволяет быстро и надежно закрепить стержень так, как это необходимо для работы.
Основными достоинствами держателей этого типа являются простота конструкции, доступность и невысокая стоимость. С помощью таких держателей можно получать шов высокого качества. Благодаря правильному расположению сварочного стержня обеспечивается быстрый поджог дуги. К недостаткам фиксаторов этого типа относится невысокая надежность фиксации стержня при ослаблении подпружиненного рычага.
Держатели–«вилки»
Этот держак для сварочного аппарата представляет собой самую популярную у профессиональных сварщиков модель электрододержателя. Он представляет собой конструкцию, состоящую из трех сваренных между собой стальных прутков, причем прутки сварены так, что средний выполняет роль пружины, прижимающей стержень к остальным двум. Такой фиксатор из-за своей простоты имеет низкую степень защиты, так как значительная часть его находится под напряжением.
Кроме наличия незащищенных поверхностей, к недостаткам таких фиксаторов следует отнести сложность извлечения огарка, а кроме этого, они не очень удобны в работе.
Сварочные фиксаторы цангового типа
Сварочные электрододержатели цангового типа представляют собой достаточно сложную конструкцию. Фиксатор стержня в этих устройствах выполнен по тому же принципу, что и зажим сверла в ручной дрели. Изготовить самому такой фиксатор очень сложно, для этого понадобится использование профессионального оборудования – токарного, фрезерного, сверлильного станков. К тому же, требуется очень высокая точность обработки деталей.
Держатели для электродов — устройство
Держатели электродов цангового типа применяются в горелках в аргонодуговом процессе – сварке в среде инертного газа аргона.
Безогарковые держаки
Безогарковый держак для сварочного аппарата из всех электрододержателей имеет наиболее простую конструкцию. Он состоит всего из двух частей – рукоятки с токоизоляционным покрытием и токоведущего стержня. Электрод в таком держаке не фиксируется никакими зажимными устройствами, а приваривается к торцевому концу контактного стержня. В процессе работы электрод без остатка расплавляется, после чего к стержню приваривается следующий.









Такие сварочные электрододержатели используются при работе с дорогостоящими расходными материалами.
Конструктивные схемы электрододержателей для ручной дуговой сварки
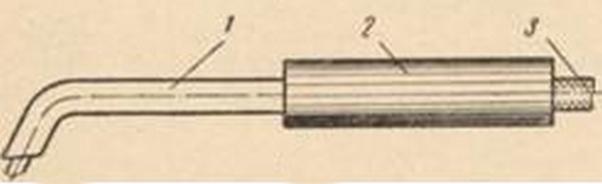
Резьбовые или винтовые держатели
Винтовой держатель для сварки пользуется наибольшей популярностью у сварщиков. Благодаря тому, что прижатие осуществляется завинчиванием прижимной головки, обеспечивается надежная фиксация стержня в устройстве. Снабженный эргономичной рукоятью, выполненной из плотного диэлектрика, диэлектрической завинчивающейся прижимной головкой, этот электрододержатель не имеет оголенных токоведущих частей, что является гарантией безопасности для сварщика.
Винтовой держатель электродов
Эти устройства выпускаются в нескольких модификациях:
- прямой, с правой резьбой;
- прямой с левой резьбой;
- изогнутый с правой резьбой;
- изогнутый с левой резьбой.
Специализированные держатели
Электрододержатели специализированных моделей предназначены для работы в конкретных устройствах для уникальной сварки некоторых изделий с особыми типами швов. Одним из таких устройств является специализированный сварочный агрегат, выполняющий одновременную сварку несколькими стержнями. Специализированные держатели работают и в аппаратах для сварки трехфазной дугой. Все эти модели имеют очень сложную конструкцию и достаточно тяжелы для ручной работы.
Сварка трехфазной дугой
Какие виды электрододержателей бывают
На сегодняшнее время наибольшее распространение получили следующие виды электрододержателей:
- Винтовые;
- Прижимные.
Прижимные электрододержатели наиболее популярные, поскольку они простые и легкие в обращении. На вид — это большая прищепка. Для того чтобы вставить электрод в прижимной держак достаточно с силой надавить на его рукоятки.

При этом со временем прижимные держатели электродов разбалтываются. Решить проблему можно одним из способов, который был описан в данной статье. Что же касается винтовых электрододержателей, то они более надежные в данном плане, но имеют один большой минус.
Для того чтобы установить электрод в винтовой держатель, придётся закручивать фиксирующую головку. На это придётся потратить некоторое время, чтобы осуществить откручивание и закручивание электрододержателя.
Если вы хотите выбрать качественный, надежный и долговечный электрододержатель, то примите к сведению следующие правила. Во-первых, прижимные части электрододержателя должны быть сделаны из латуни.

Во-вторых, корпус держака должен быть максимально удобным и изготовленным из токонепроводящего материла. При креплении электрод должен плотно садиться в держак и надежно удерживаться в нем, даже при сильном постукивании о поверхность металла.
Также следует уделять внимание и таким моментам, как например, под какой диаметр электродов выбирается электрододержатель, а также на какой сварочный ток он рассчитан





