

Особенности
Будучи сопоставлена с другими видами электроразрядов, электрическая дуга демонстрирует следующие от них отличия:
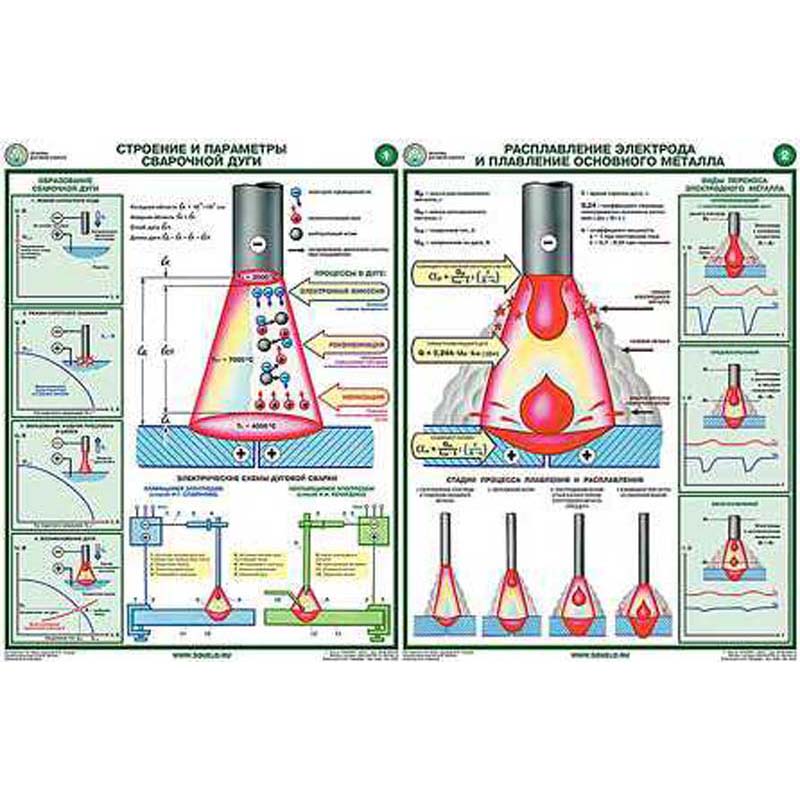
- Большая плотность тока (до тысяч А/см2) дает возможность развивать высокие температуры (до нескольких 1000 °С).
- Неравномерность падения напряжения вдоль столба разряда. В анодной и катодной зоне оно весьма высоко, по всей длине столба — пренебрежимо мало.
- Температура, развиваемая в зоне разряда, обратно пропорциональна ее толщине.
- Многовариантность режимов работы при использовании различных участков вольтамперной характеристики.
На сегодняшний день сварочная дуга является самым быстрым, надежным и доступным методом создания неразъемных соединений металлических деталей и конструкций.
Электросварка стала и самым распространенным способом соединения. Она применяется в самых разных отраслях человеческой жизни, строительства, промышленности и транспорта.
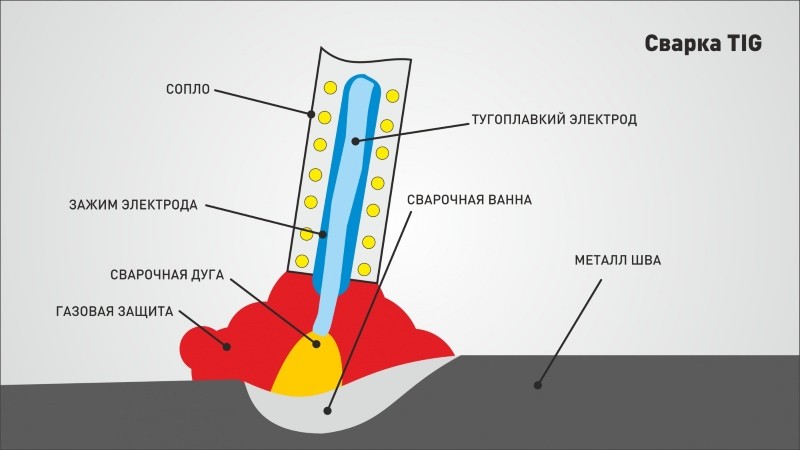
Сварка TIG
Для получения качественных, прочных и долговечных швов необходимо точно подбирать рабочие режимы, определяющие основные свойства дугового разряда. Современное сварочное оборудование позволяет автоматически поддерживать эти параметры, облегчая работу оператора.
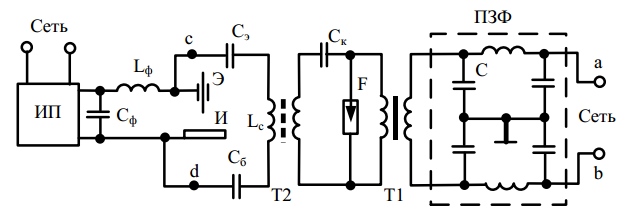
Трехфазный сварочный выпрямитель с регулировкой напряжения холостого хода секционированием витков обмоток трансформатора
Секционированием витков первичной обмотки трансформатора можно изменять его коэффициент трансформации и, соответственно, выходные параметры. Это простой, надежный и дешевый способ регулирования, но изменять параметры с его помощью можно только ступенчато. Причем, если не предусмотрено двухдиапазонного регулирования или если число ступеней регулирования мало, настройка напряжения будет довольно грубой. При этом способе регулирования также невозможно использовать дистанционное управление. Однако он часто используется в дешевых источниках питания для сварки МИГ/МАГ.
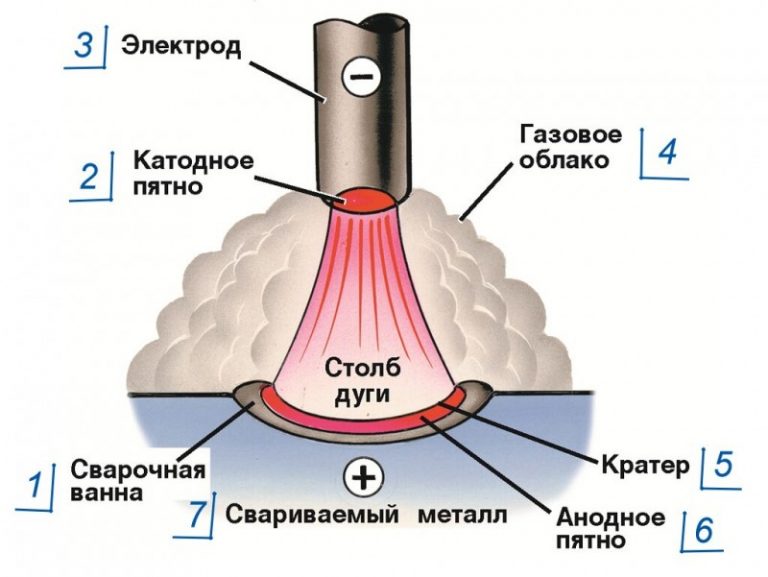
Строение сварочной дуги: катодное пятно, столб дуги, анодное пятно
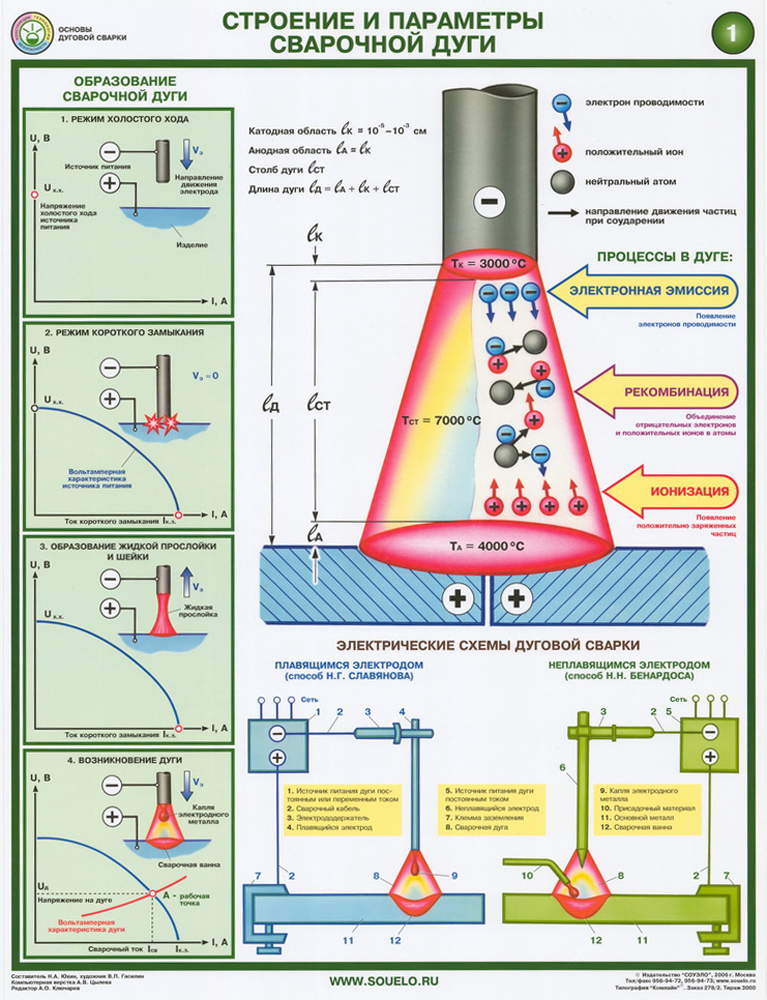
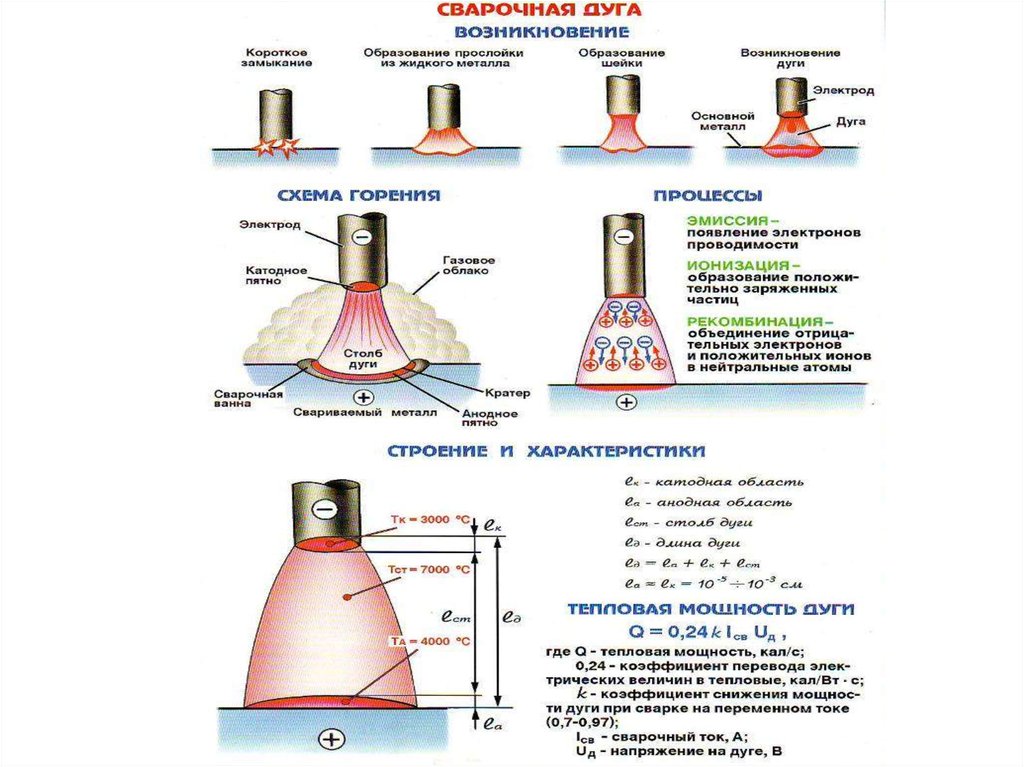
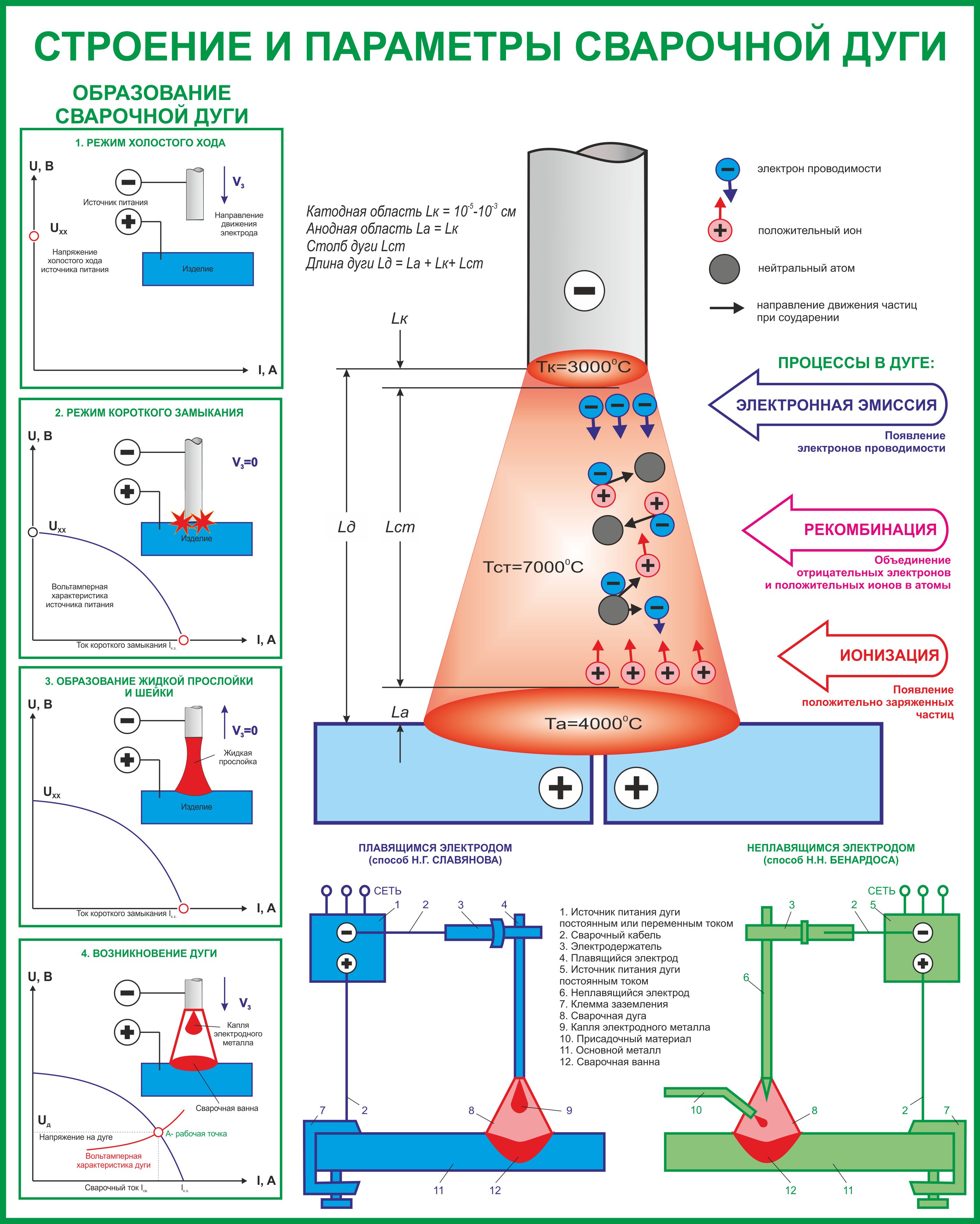
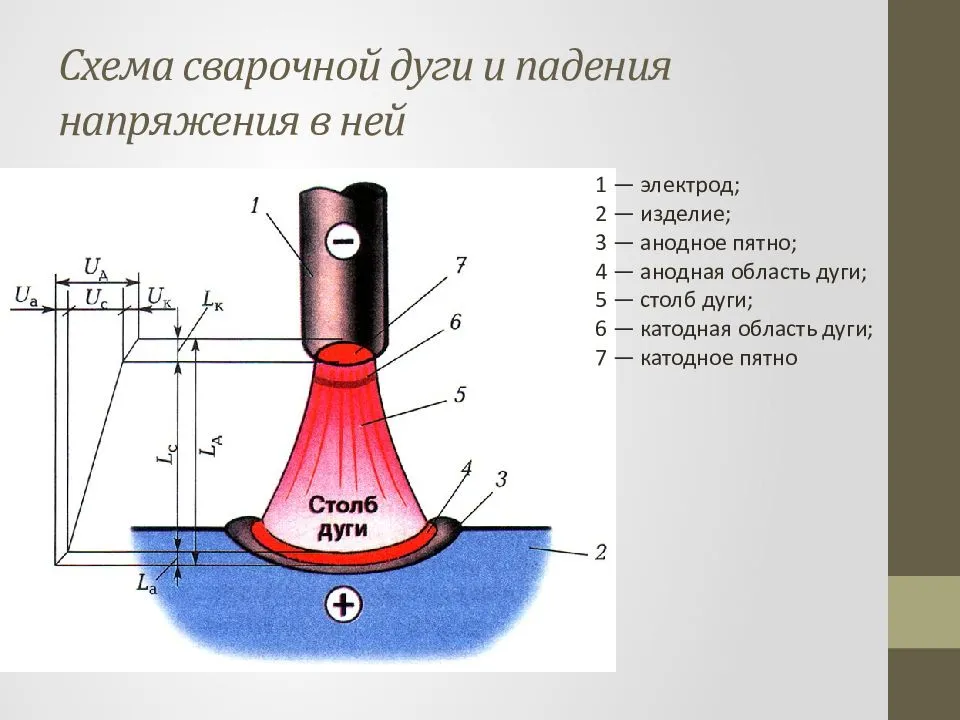
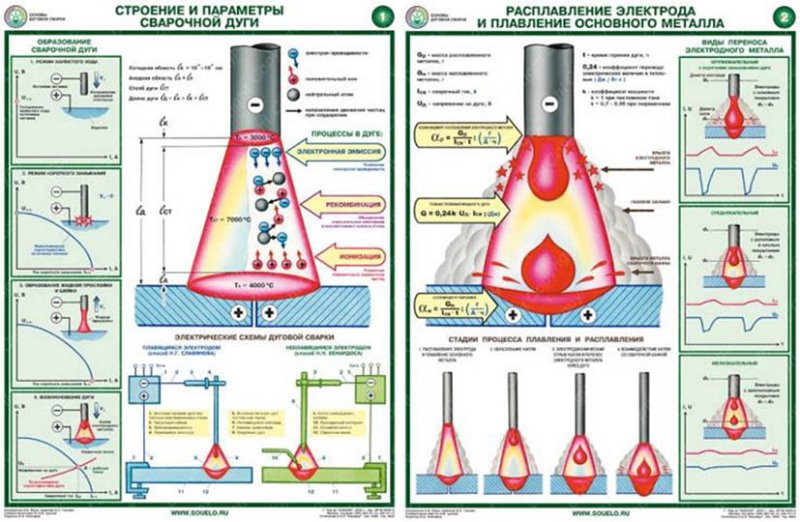
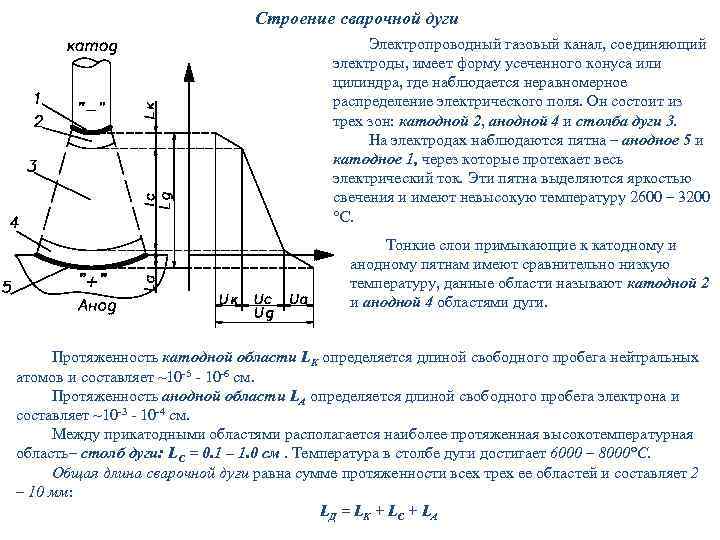
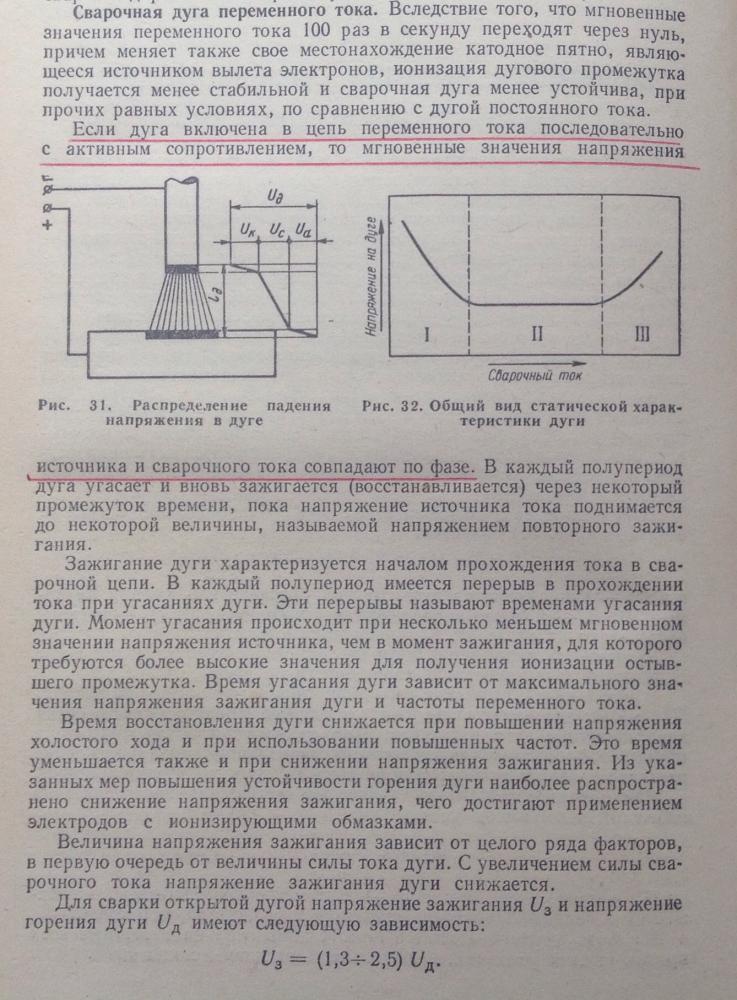
Катодное пятно является источником и местом выхода электронов. Этот участок электрической дуги разогревается до температуры 2400-2600°C при использовании покрытых электродов, а количество тепла выделенного тепла на этом участке равняется 38% от общего. На этом участке дуги теряется 12-17 В напряжения сосредоточенных на разгон электродов и их эмиссию.
Столб дуги в отличии от катодного и анодного пятна является нейтральным участком дуги, где одновременно находится одинаковое количество позитивно и негативного заряженных частиц. Столб дуги выделяет приблизительно 20% об общего количества тепла. Потеря напряжения на этом участке сварочной дуги зависит от ее длины и становит 2-12 В. Температура столба дуги самая высокая 6000-8000°C.
Анодное пятно — место входа электродов в сварочную цепь с дуги. Температура 2400-2600°C, а количество выделяемого тепла 42% от общего. Спад напряжения 2-11 В. Анодное пятно под воздействием постоянной бомбардировки имеет вогнутую форму, которую называют кратером.
При сварке на постоянном токе различают прямую и обратную полярность. Меняют полярность в зависимости от вида свариваемого материала. Если требуется больший нагрев металла и глубина проплавления необходимо установить анод на изделие, где будет выделяться больше тепла — прямая полярность. При сварке на обратной полярности анод и катод меняются местами, поэтому на изделии выделяется меньше тепла.
Для сварки дугой переменного тока характерно менять полярность с частотой 50 Гц, поэтому на электроде и изделии выделяется одинаковое количество тепла. При сварке на переменном токе дуга горит менее стойко и усиливается разбрызгивание электродного металла.
Разновидности
Существует несколько классификаций дуг по различным признакам.
По схеме электрического соединения электрические сварочные дуги разделяют на:
- Прямого действия. Одним электродом является свариваемая конструкция, другой электрод плавящийся. Цепь образуют электрод и металл свариваемых деталей. В зазоре между ними разжигается дуга.
- Косвенного действия. Разряд разжигается между двумя параллельными неплавкими электродами и подносится к свариваемым заготовкам.
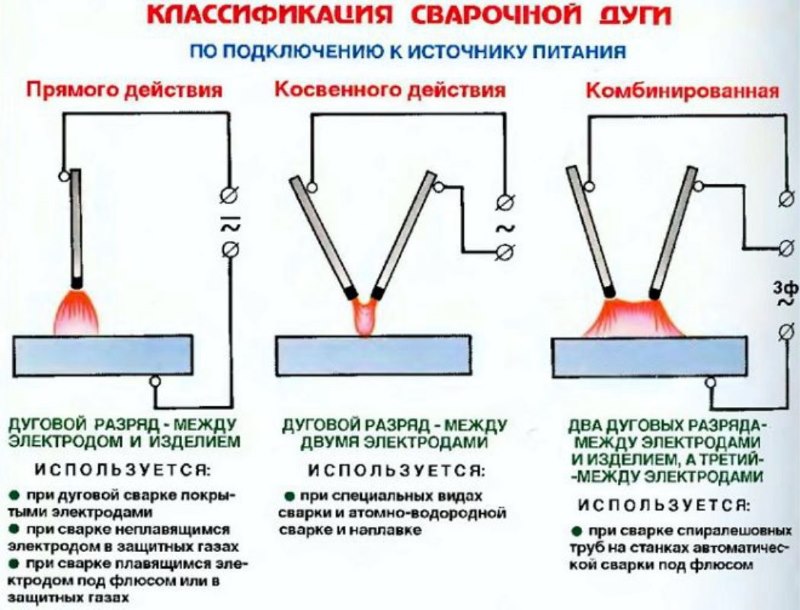
Классификация сварочной дуги по схеме электрического соединения
По типу газовой среды, в которой возбуждается разряд, они подразделяются на:
- Открытый. Действует в воздухе. Рабочую зону окружает облако из испарившегося металла, продуктов сгорания обмазки электродов.
- Закрытый. Разряд идет под слоем флюсового порошка, облако состоит из испарившихся частиц металлов и инертных газов, выделяющихся при плавлении флюсового порошка.
- С принудительным нагнетанием инертных газов. В рабочую зону вдувается под небольшим давлением смесь инертных газов с углекислым и водородом в определенных пропорциях. Цель такого нагнетания — защитить материал сварочной ванны и нагретой до температуры пластичности зоны заготовок от контакта с кислородом и азотом воздуха.
По длительности работы:
- постоянная (для длительной работы);
- импульсная (мощный однократный импульс, применяется для контактной сварки).
По конструкции и назначению применяемых электродов:
- Неплавкие (графит, вольфрам). Такие электроды не расходуются в процессе сварки, материал шва формируется из расплавившегося металла заготовок.
- Плавкие. Изготавливаются из стальных сплавов. В ходе процесса металлический стержень электрода плавится, стекает в сварной зазор и вместе с расплавившимися кромками заготовок формирует шовный материал.
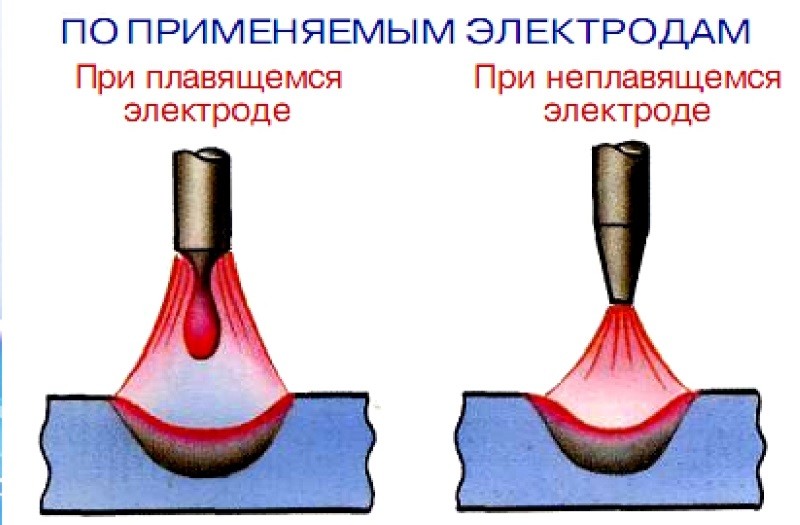
Классификация сварочной дуги по применяемым электродам
В состав плавких электродов включают специальные легирующие добавки, повышающие прочность и долговечность получившегося соединения.
Классификация источников питания сварочной дуги
По типу сварочного тока
Итак, мы уже разобрали, что источником питания может быть трансформатор, выпрямитель и генератор. Но в более широком смысле все эти источники можно поделить еще на несколько подгрупп. Одна из них — тип тока, который генерирует источник.
Источник может генерировать постоянный или переменный ток. Классический трансформатор и генератор повышенной частоты зачастую генерирует переменный ток. Сварочный выпрямитель генерирует постоянный ток.
Чем отличается источник питания на постоянном токе и на переменном?
Сварочный аппарат переменного тока и постоянного в чем разница? Давайте разбираться.
Аппарат на переменном токе очень прост: он собирается из понижающего трансформатора и специального механизма, который регулирует силу сварочного тока. При применении сварочной дуги переменного тока сварка ведется на переменном токе соответственно.

Аппарат на постоянном токе более технологичен. Его основные компоненты — это понижающий трансформатор, устройство, выпрямляющее ток (выпрямитель), которое преобразовывает поступающий переменный ток в постоянный, и устройство, регулирующее силу тока. Соответственно, здесь сварка ведется на постоянном токе.
Это основные конструктивные различия. Есть еще различия эксплуатационные. Сварка постоянным током предпочтительнее, поскольку у этого источника тока больше преимуществ. Аппараты на постоянном токе намного компактнее и проще в применении, они технологичнее, и в целом считаются более современными. Сварка переменным током сложнее и характеризуется нестабильностью горения дуги.
Также упомянем инверторные источники питания, которые на данный момент считаются самыми технологичными и распространенными. Это сложные аппараты, которые многократно преобразовывают ток, сглаживая его с помощью специальных фильтров, и впоследствии выпрямляют. В результате сварщик получает постоянный ток, а значит крайне стабильную дугу, которая легко поджигается. Также инверторные аппараты снабжаются электронным блоком управления, который прост в применении.

Инверторный источник сварочного тока — самый распространенный тип на данный момент. Такие аппараты самые компактные и легкие (в продаже есть модели весом не более 3-5 кг), при этом они оснащаются дополнительным функционалом, упрощающим сварку.




По количество постов и способу установки
Здесь все намного проще. Вне зависимости от типа источника питания, будь он переменный или постоянный, трансформатор или инвертор, в любом из них может быть либо один разъем для сварки, либо 3 и более.
Аппараты с одним разъемом называются однопостовыми и предназначены для генерирования одной сварочной дуги. Т.е., для применения одним сварщиком. Аппараты с большим количеством разъемов называются многопостовыми, и сразу несколько сварщиков могут производить сварку от одного аппарата.
Источники питания по способу установки могут быть мобильными (переносными) или стационарными.
Природа возникновения явления
Процесс формирования дуги выглядит следующим образом:
- Сварщик на долю секунды касается электродом металлической заготовки.
- В момент контакта происходит короткое замыкание, сопровождающееся протеканием тока большой силы и, как следствие, мощным выделением тепла.
- Металл в точке прикосновения плавится. Он становится вязким, тягучим.
- В момент отрыва расходника от заготовки за ним тянется капля расплава.
- Удлиняясь, она утоньшается с образованием т.н. шейки. В какой-то момент та испаряется и превращается в облако заряженных частиц. Одновременно вследствие высокой температуры в данной зоне ионизируется воздух или защитный газ.
- Под действием электрического поля носители отрицательного заряда устремляются к аноду, положительного – к катоду. Начинается процесс протекания тока в плазме.
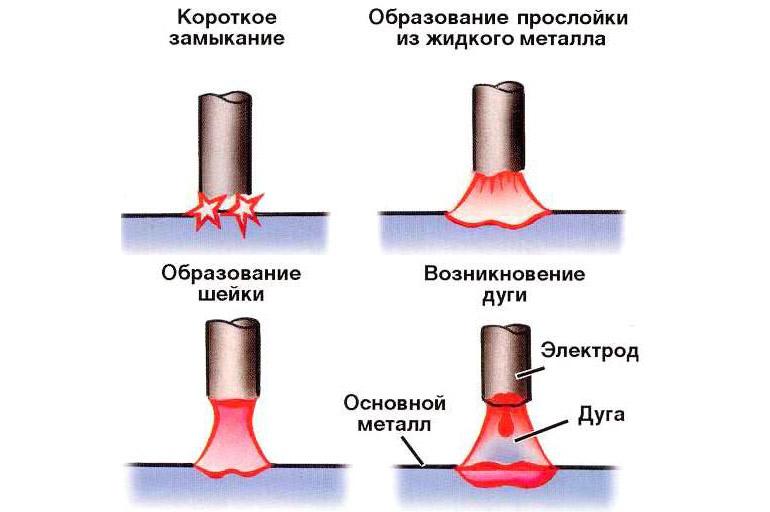
В момент контакта происходит короткое замыкание, металл в точке прикосновения плавится. Каждый этап длится миллисекунды, разряд возникает практически мгновенно. Далее ток поддерживается эмиссией электронов на катоде. По пути к аноду они ионизируют газ и пары металла, увеличивая число свободных носителей заряда.
При каких условиях начинается горение
Электрическая сварочная дуга возникает при силе тока от 10 до 1000 А и разности потенциалов 15-40 В. В холодном воздухе розжиг затрудняется, поскольку тот слабо ионизируется. В таких условиях прогревают заготовку либо подают теплый защитный газ.
Источники питания дуги
Для создания разряда используют и постоянное, и переменное напряжение. В первом случае сварной шов получается более качественным, а металл разбрызгивается меньше.
Ток из сети 220 В преобразуется трансформатором, дающим на выходе 15-40 В.
С целью уменьшения его габаритов в современных сварочных аппаратах используют схему, состоящую из таких узлов:
- Входного выпрямителя.
- Инвертора – электронного устройства с быстропереключающимися транзисторами, управляемого микросхемой.
- Трансформатора.
- Выходного выпрямителя.

Инвертор является источником питания дуги. Инвертор превращает постоянный ток в переменный с частотой до 80 кГц. Это позволяет не только уменьшить размеры трансформатора, но и повысить КПД аппарата.
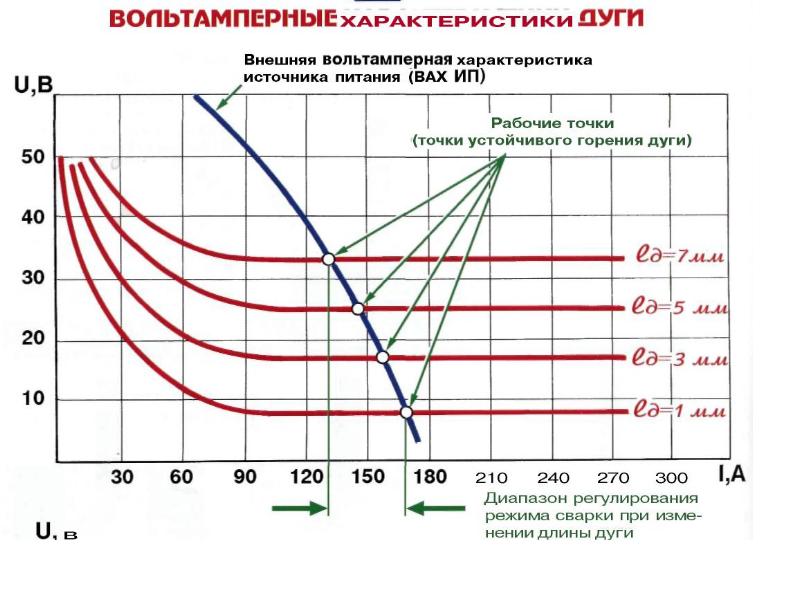
Параметры источника подбирают с учетом способа выполнения работ. Например, при ручной сварке длина дуги колеблется, поэтому нужен аппарат с крутопадающей вольт-амперной характеристикой. Благодаря ему разряд при растягивании не гаснет, а при его укорочении ток не становится слишком большим.
При сварке плавящимся электродом с него стекают на заготовку капли металла. В такие моменты возникает ток короткого замыкания, превышающий дуговой на 20%-50%. Он пережигает образовавшийся металлический мостик, и плазменный разряд образуется снова. Эти колебания происходят в короткие моменты времени, поэтому источник должен быстро реагировать на них, стабилизируя разность потенциалов.
Рекомендуем к прочтению Как используется ультразвуковая дефектоскопия
Чем и как определяется мощность
Плазма представляет собой проводник с протекающим по нему электрическим током. Значит, на вопрос о том, чем определяется мощность сварочной дуги, дается тот же ответ, что и для любого резистора: напряжением и амперажем. Скорость выделения тепла равна произведению этих величин.

Мощность варьируют силой тока, которая зависит от длины дуги.
Чаще мощность варьируют силой тока, которая, в свою очередь, зависит от длины дуги. Одновременно меняется и температура нагрева металла, а с ней и скорость выполнения работ.
Условия горения
При стандартных условиях, то есть температуре в 25 градусов и давлении в 1 атмосферу газы не способны проводить электрический ток. Для того, чтобы образовалась дуга необходимо, чтобы газы между электродами были ионизированы, то есть имели в своем составе различные заряженные частицы – электроны или ионы (катионы или анионы). Процесс образования ионизированного газа будет называться ионизацией, а работа, которую необходимо затратить на отрыв электрона у атомной частицы для образования электрона и иона – работой ионизации, которая измеряется в электрон-вольтах и называется потенциалом ионизации. Какую именно энергию необходимо затратить для отрыва электрона от атома зависит от природы газовой фазы, значения могут быть от 3,5 до 25 эВ. Самый маленький потенциал ионизации имеют металлы щелочной и щелочно-земельной группы – калий, кальций и, соответственно, их химический соединения. Такими соединениями покрывают электроды, для того, чтобы они способствовали устойчивому существованию и горению сварочной дуги.
Также для возникновения и горения дуги необходима постоянная температура на катод, которая зависит от природы катода, его диаметра, размера и температуры окружающей среды. Температура электрической дуги поэтому должна быть постоянной и не колебаться, благодаря огромным значениям силы тока температура может достигать 7 тысяч градусов, таким образом, сваркой можно присоединять абсолютно все материалы. Постоянная температура обеспечивается с помощью исправного источника питания, поэтому его выбор при конструировании сварочного аппарата очень важен, он оказывает влияние на свойства дуги.
Вольт-амперная характеристика сварочной дуги
Выражают параметры питания. Данные позволяют определить:
- время горения;
- мощность дуги;
- условия гашения.
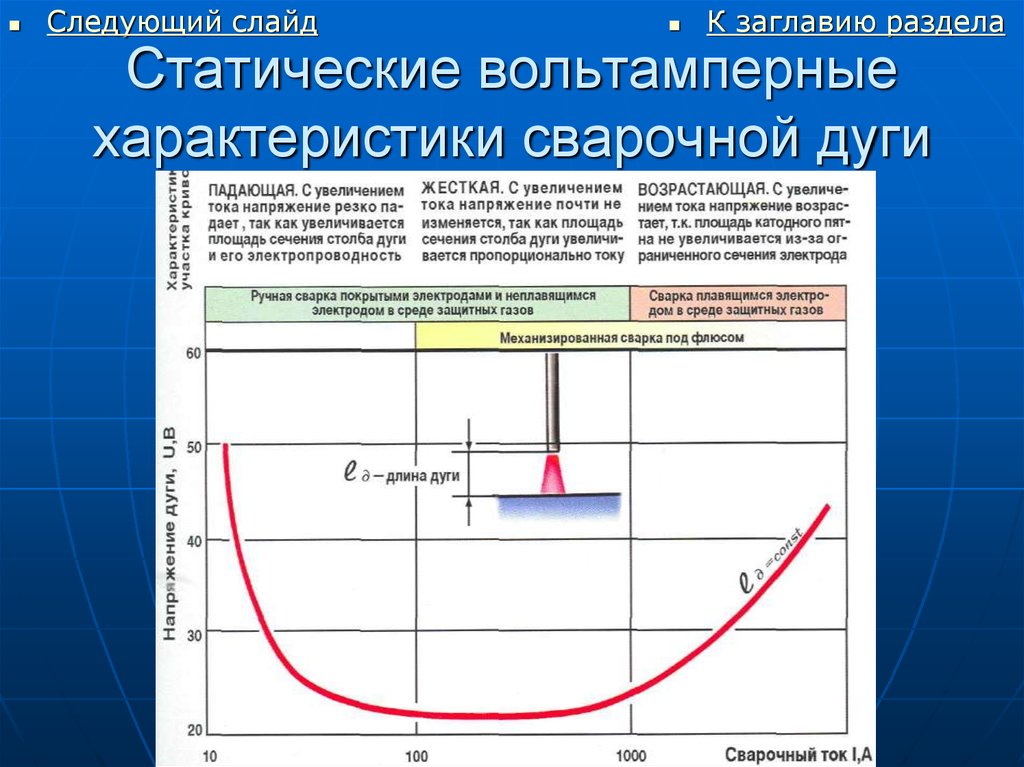
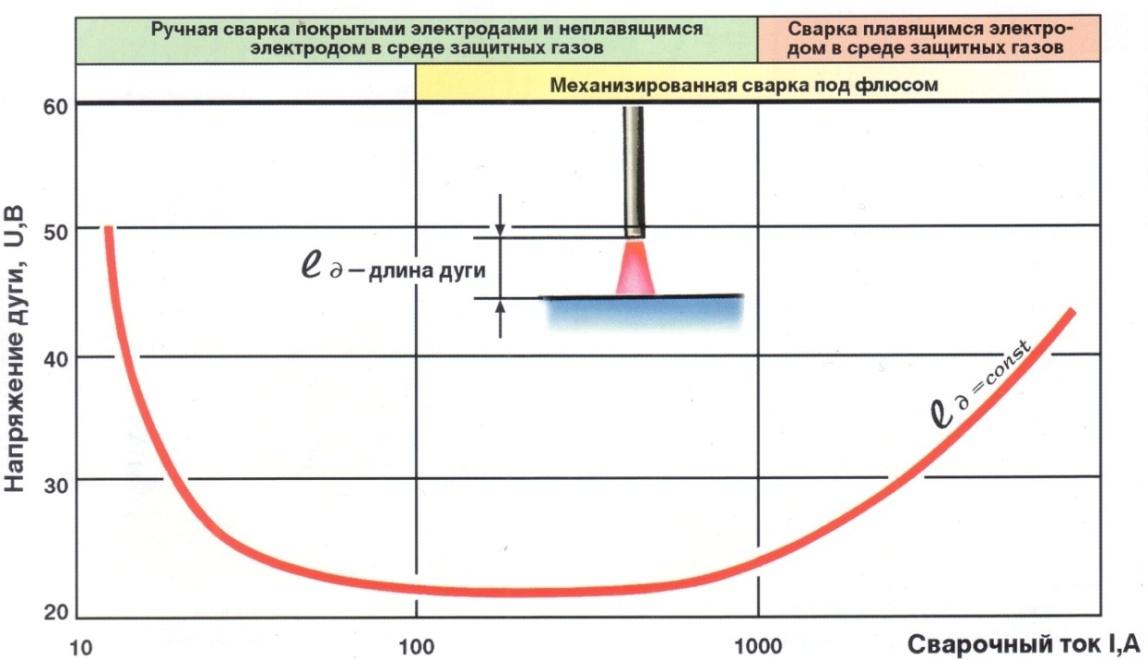
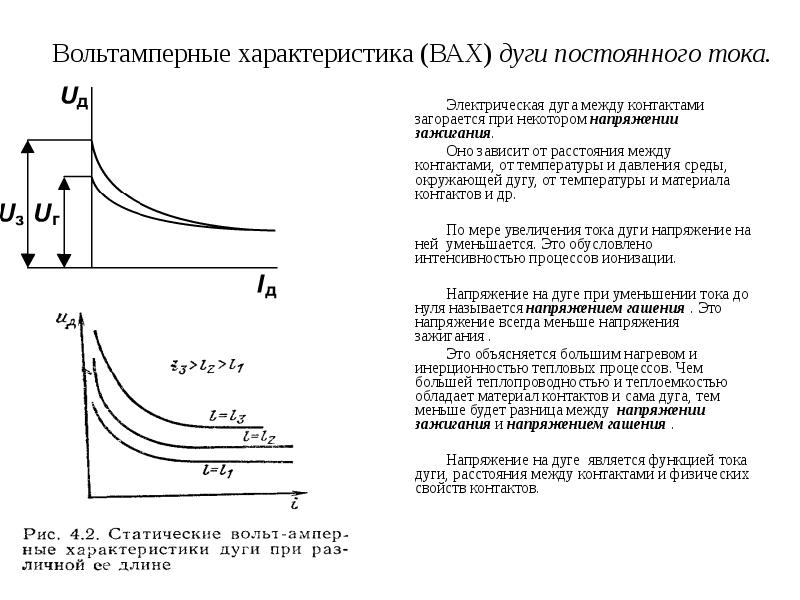
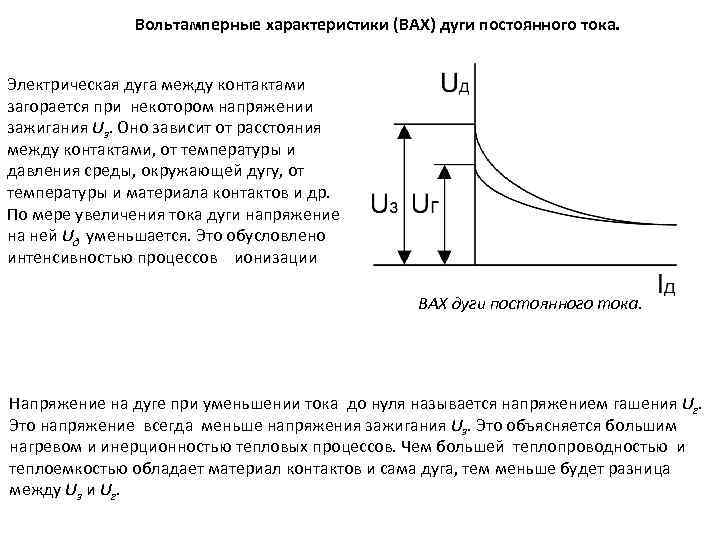
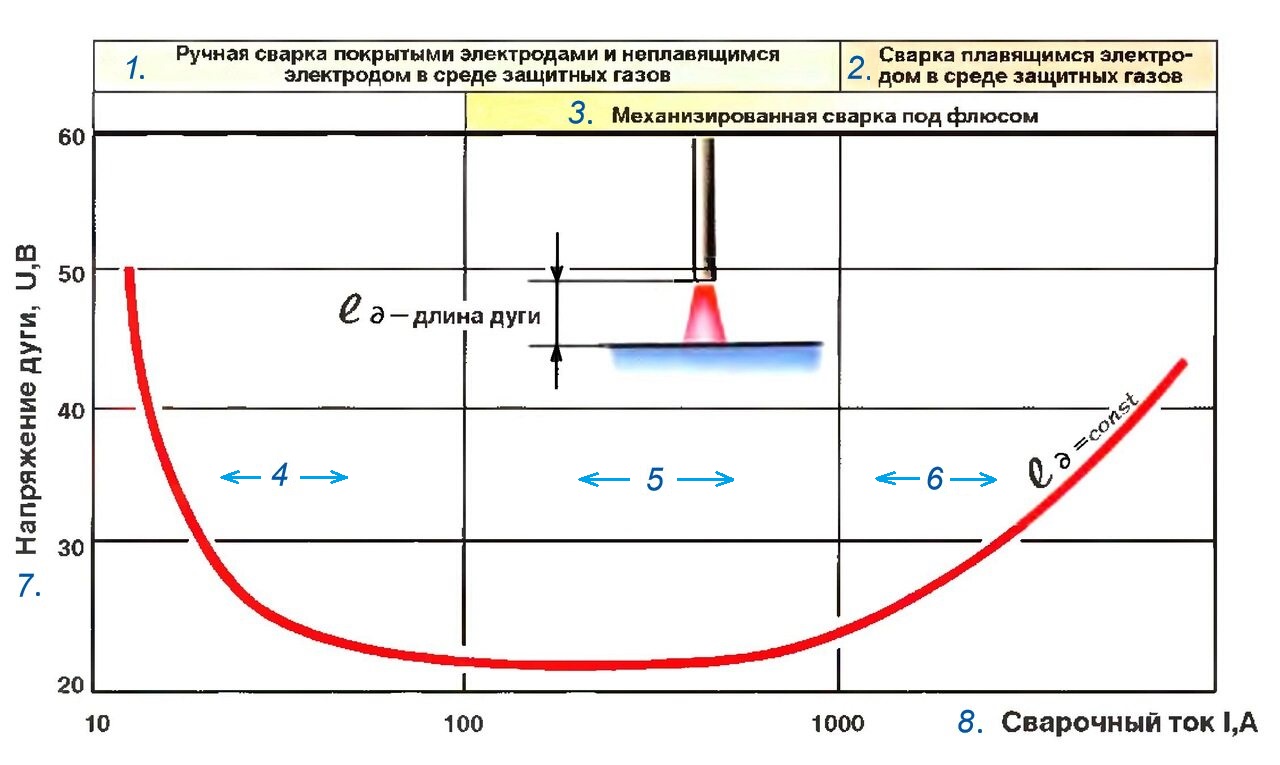
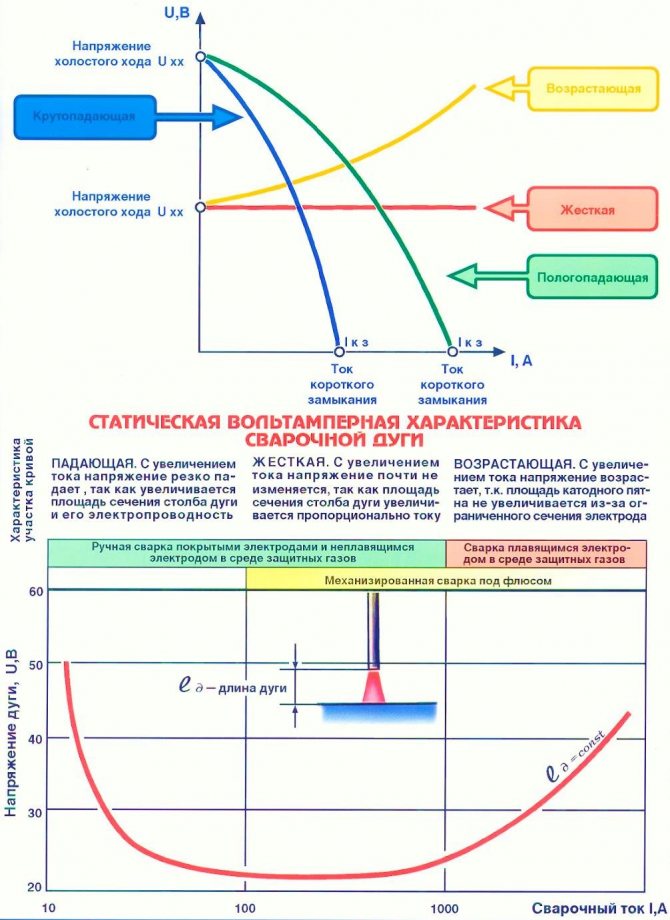
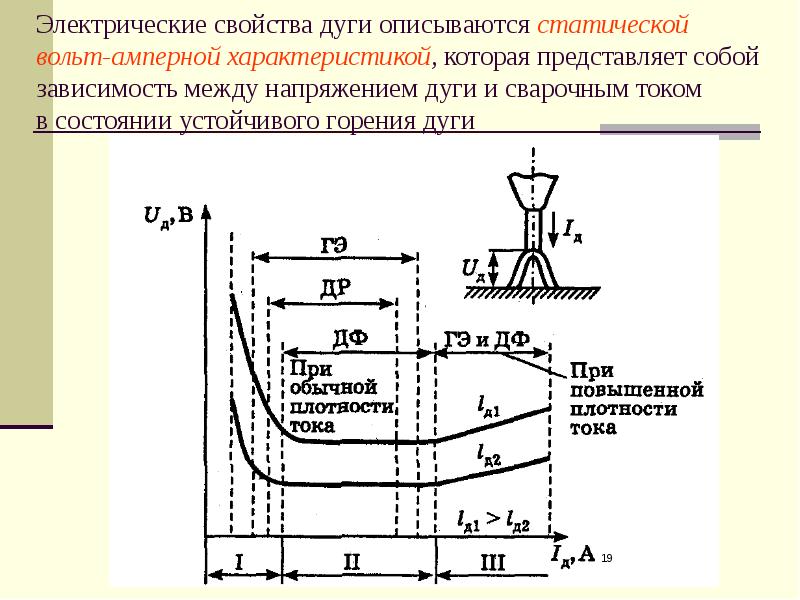
Динамика вольтамперных показателей показывает изменение длины электрической дуги в период ее нестабильности. Статическая вольт-амперная характеристика дуги, наоборот, указывают на зависимость между напряжением и силой тока в период стабильности длины электродуги. Ее свойства выражены графиком, разделенным на три сектора:
- падающий. В случае увеличения силы тока резко уменьшается напряжение. Связано это с образованием столба: возрастает площадь потока плазмы и изменяется показатель ее электропроводимости;
- жесткий. Характерные особенности сектора – понижение напряжения при неизменной плотности тока. Наблюдается рост показателей силы тока в диапазоне значений 100-1000А. Прямо пропорционально увеличивается дуговой столб в диаметре. Помимо этого, изменяются анодное и катодное пятна;
- растущий. Размер катодного пятна стабилен и зависит от диаметра электрода. При увеличении силы тока в большую сторону меняются показатели дугового столба.
Вольтамперные характеристики (ВАХ) ручной дуговой сварки с неплавящимися или плавящимися электродами не доходят до третьего сектора графика, а варьируются только в первых двух. Механизированная сварка, подразумевающая использование флюсов, описывается показателями графика второго и третьего сектора. Третий сегмент в полной степени соответствует сварке плавящимся электродом в защитной среде.
В случае использования сварочного аппарата в режиме переменного тока. В каждом полупериоде на пике розжига случается возбуждение сварочной дуги. При переходах через нулевую отметку электрическая дуга затухает. Прекращается нагрев активных пятен. Ионизация газов удерживается стабильной за счет испарений активных щелочных металлов, которые присутствуют в покрытии электродов. При работе на переменном токе труднее разжечь дугу в защитной среде, нежели в случае постоянного тока.
При выборе оборудования для выполнения конкретного вида работ важно учесть, что ВАХ электрической дуги напрямую зависят от внешних вольтамперных показателей. К примеру, для ручной дуговой сварки требуется питание с падающими характеристиками вольт-ампер (повышенное напряжение на холостом ходу)
При этом специалист будет иметь возможность с помощью регулятора ампеража менять длину дуги.
Сила тока при коротком замыкании во время плавления электрода на 20-50% выше показателя силы тока дуги. Выполнение работ плавящимися электродами оптимально в случае использования дуги размыкания. Для того, чтобы разжечь электродугу угольным или вольфрамовым электродом, не помешает вспомогательный разряд.
Высокие показатели силы тока при коротком замыкании могут спровоцировать прожиг заготовки. Короткое замыкание имеет место в момент, когда падает капля расплава электрода. После этого показатели резко возвращаются к исходным значениям. Возрастает ампераж до уровня тока короткого замыкания, мостик, образовавшийся между металлом и электродом быстро перегорает, и электрическая дуга снова возбуждается. Все эти изменения в столбе происходят моментально. Установка должна успеть за этот период отреагировать на изменения с тем, чтобы стабилизировать рабочие показатели.
Строение и главные условия возбуждения разряда
В области разряда дуга представляет собой проводник электрического тока, который протекает через ионизированный газовый столб. Для стабильного существования этого столба необходима весьма значительная разность потенциалов, при которой в зоне дугового разряда формируются две зоны — отрицательно заряженный катод и положительно заряженный анод. Полярность протекания тока при этом значения не имеет, поскольку разряд может возбуждаться и при прямой, и при обратной полярности.
Для сварки и размерной обработки твёрдых сплавов используется преимущественно прямая полярность, а при размерной обработке металлов – обратная. Зависимость между током и напряжением называется вольт-амперной характеристикой (ВАХ) сварочной дуги. У каждой модели сварочного аппарата характеристики ВАХ различны.
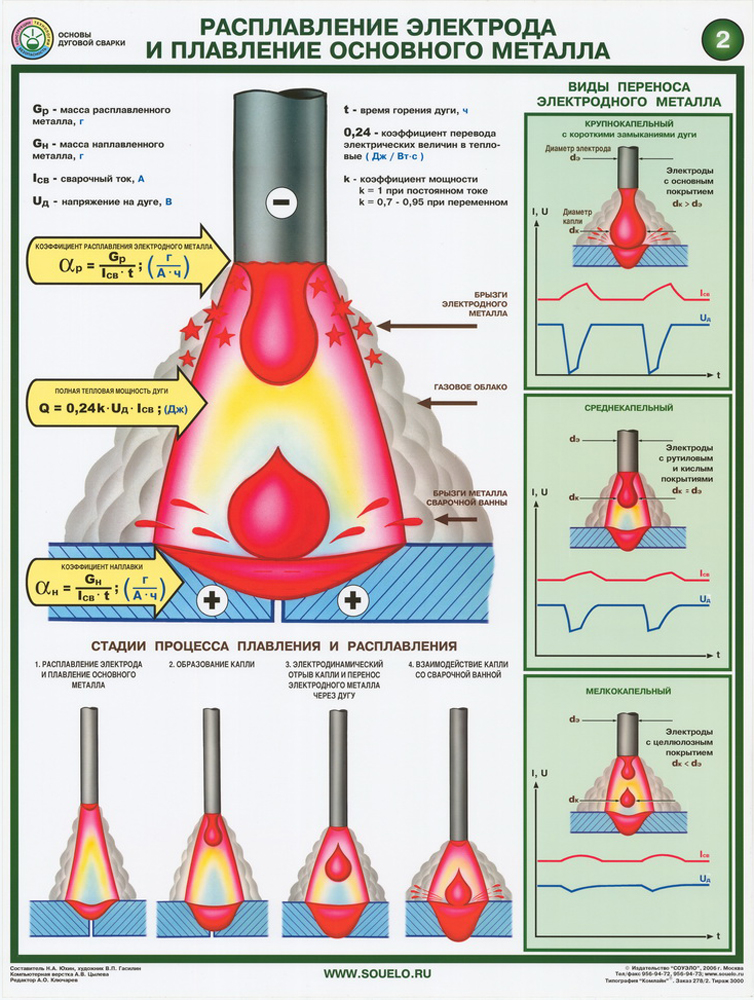
При сварке дуга не только обеспечивает тепло, необходимое для плавления электрода и основного металла, но — при определенных условиях – является средством транспортировки расплавленного металла от электрода к заготовке. Основных способов перемещения расплава может быть два:
- Механическое натяжение, когда преобладающая часть капель расплавленного металла касается ванны и втягивается в нее силами поверхностного натяжения;
- Электродинамические силы, когда выброс расплавленного металла происходит во время его выталкивания из сварочной ванны
При простом соединении холодного электрода с устройством, генерирующим большие токи, ионизированный канал отсутствует. Тогда дуга зажигается плохо. Поджиг дуги в сварочных инверторах вызывается либо подачей начального напряжения, достаточно высокого, чтобы вызвать разряд, либо прикосновением электрода к заготовке для создания короткого замыкания.
Во втором случае говорят о явлении форсажа дуги, когда область контакта быстро и сильно нагревается. В результате инициируется поток ионизированного газа, после чего контакт ликвидируется, а горение продолжается «естественным» образом.

Дуговая сварка может выполняться постоянным или переменным током. Выбор жёсткости схемы и её вида зависит от процесса, типа электрода, атмосферы дуги и свариваемого металла.
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
- основные;
- дополнительные.
К первым относятся:
- диаметр электрода;
- сила тока;
- напряжение дуги.

Соединение деталей методом сплавления осуществляют в различных условиях.
Дополнительные параметры:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
- Проваривают корень шва, используя стержень диаметром 3-4 мм.
- Набирают наплавку необходимой величины более толстыми изделиями.

Мощные соединения делают в несколько подходов.
С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва.
Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
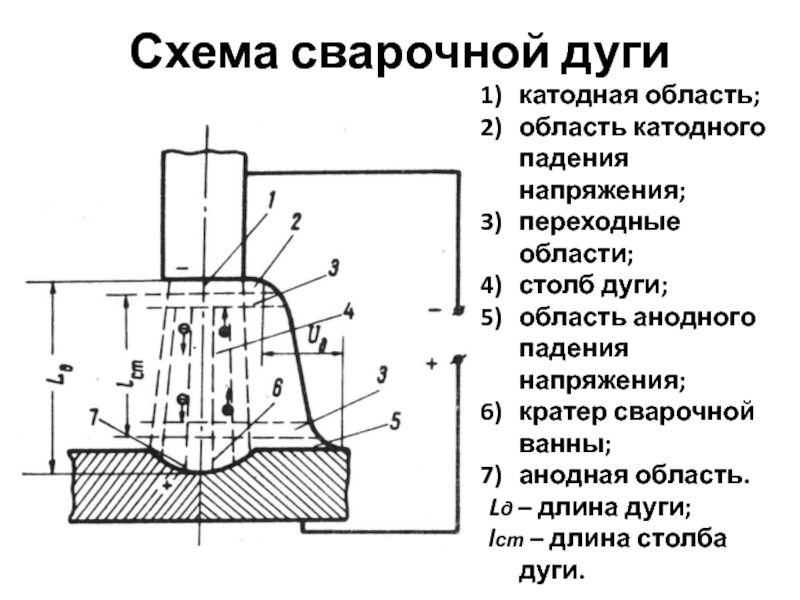
Компоненты электросварочной дуги
В результате ионизации воздух становится электропроводным, поскольку под действием электрического напряжения положительные ионы направляются потоком к катоду, а отрицательные — к аноду, неся с собой электрические заряды.
Если металлический электрод соединен с катодом, а металл сварного шва — с анодом. Если постепенно приближаться к концам разорванной цепи (в данном случае наконечнику электрода и наплавленному металлу), находящимся под напряжением, на определенном расстоянии между ними образуется электрическая дуга. Электрическая дуга состоит из полюса , обычно конической формы. Основание лестницы находится в углублении, называемом кратером, которое образуется на поверхности ванны расплава . Верхняя часть лестницы имеет небольшой диаметр и расположена на катоде, образуя так называемое катодное пятно. Нижняя часть лестницы расположена на аноде и образует анодное пятно .Диаметр анодного пятна превышает диаметр катодного пятна в 1,5–2 раза. Столб окружен ярким огненным кругом, называемым нимбом радуги .
О режимах дуговой сварки
Соединение деталей методом сплавления осуществляют в различных условиях. Совокупность мер, показателей и параметров, призванную обеспечить хорошее качество шва в любой ситуации, называют режимом сварки.
Характеризующие его параметры делятся на 2 группы:
- основные;
- дополнительные.
К первым относятся:
- диаметр электрода;
- сила тока;
- напряжение дуги.

Соединение деталей методом сплавления осуществляют в различных условиях. Дополнительные параметры:
- положение шва в пространстве;
- скорость выполнения работ;
- состав и толщина металла.
Сила тока определяется свойствами сварочного аппарата и указывается в инструкции к нему. От нее зависит количество выделяемого тепла, а значит, и глубина провара. Толстостенные элементы крупногабаритных металлоконструкций, подвергающихся воздействию больших нагрузок, соединяют током повышенной силы. Тонкую деталь он, напротив, может прожечь, поэтому ампераж снижают.
Диаметр электрода должен соответствовать силе тока.
В противном случае возникают следующие негативные моменты:
- Заниженный диаметр. Повреждается покрытие на стержне, дуга становится неустойчивой.
- Завышенный диаметр. Снижается плотность тока, нестабильными становятся длина дуги и ее положение, шов получается неровным и непрочным.
Параметры режимов ручной сварки приведены в таблице:
| Толщина свариваемых деталей, мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Диаметр электрода, мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10-20 | 30-45 | 65-100 | 100-160 | 120-200 | 150-200 | 160-250 | 200-350 |
Независимо от толщины заготовок, швы на вертикальных поверхностях и потолке выполняют электродом диаметром 4 мм.
Мощные соединения делают в несколько подходов:
- Проваривают корень шва, используя стержень диаметром 3-4 мм.
- Набирают наплавку необходимой величины более толстыми изделиями.

Мощные соединения делают в несколько подходов. С увеличением скорости процесса уменьшается ширина шва, и наоборот. Данный параметр следует выдерживать в разумных пределах. При слишком высокой скорости металл не успевает полностью расплавиться, в соединении образуются непроваренные участки. При медленной сварке сталь растекается, что тоже негативно отражается на качестве шва.
Ширина соединения и глубина провара зависят от траектории движения электрода. Его перемещают по прямой, зигзагом, елочкой и т.д.
Источники тока для питания сварочной дуги
Рассмотрим классификацию и требования к источникам питания, а также выбор ИП по типу внешней характеристики в зависимости от способа сварки.
В основу классификации источников питания дуги могут быть положены различные признаки:
- род тока – источники переменного и постоянного тока;
- Источниками переменного тока являются трансформаторы (сварочные)
- к источникам постоянного тока относятся – выпрямительные устройства и генераторы.
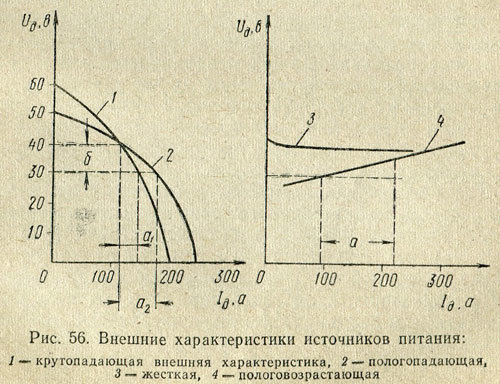
- Внешняя характеристика – источники с крутопадающими, пологопадающими, жесткими, возрастающими и смешанными (универсальные источники) вольт–амперными характеристиками;
- характер горения дуги – источники для сварки непрерывногорящей дугой и импульсной;
- особенность горения дуги – источники для сварки свободногорящей дугой и сжатой;
- число одновременно питаемых постов – источники однопостовые и многопостовые.
К источникам тока предъявляются определенные требования. К основным требованиям можно отнести обеспечение легкого зажигания дуги и обеспечение устойчивого горения дуги в установившемся режиме, а также регулирование мощности (тока).
Процесс зажигания дуги обеспечивается за счет повышенного напряжения источника питания Uo = Uxx (45–75В
Сварочная дуга D, как потребитель энергии и источник питания дуги И.П. (св. трансформатор, генератор или выпрямитель) образуют взаимно связанную энергетическую систему.


- статический, когда J и Ud – const при нагрузке;
- переходной (динамический), когда J и U–var, непрерывно изменяются (холостой ход ≈ короткое замыкание).
Сварочная дуга как потребитель электрического тока резко отличается от других потребителей электроэнергии (электродвигатели, нагревательные устройства и т.д.).
Условия, при которых происходит зажигание дуги отличается от условий устойчивого ее горения. Так, для устойчивой дуги при ручной дуговой сварке достаточно напряжение 25–30 В, которое в широких пределах не зависит от силы сварочного тока; для зажигания дуги требуется как отметили более высокое напряжение: 45–75В.
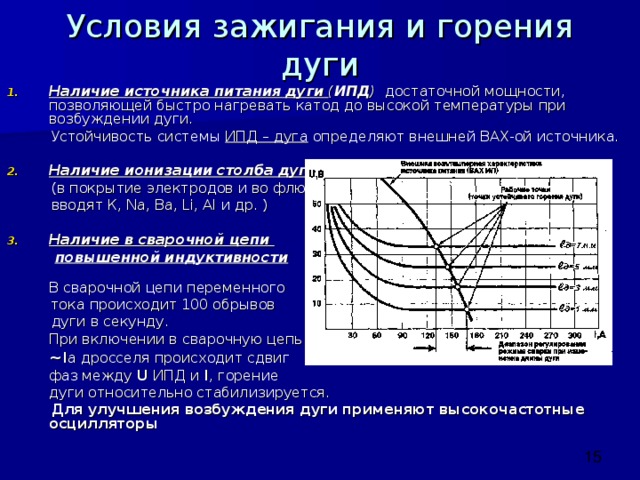
Зависимость между током в дуге и необходимым напряжением на дуге для поддержания устойчивого ее горения выражается статической вольтамперной характеристикой дуги, которую для каждого dэл можно разделить на: участок крутопадающей, горизонтальный (жесткий) и возрастающий режим горения при постоянной длине дуги (рисунок 3.
5).
Для объяснения многих процессов происходящих при механизированной сварке иногда удобно пользоваться вольтамперной характеристикой, снятой при постоянной подаче электродной проволоки (Vnn = const), то есть небольшие изменения силы тока сварки Jd, вызывают значительные изменения напряжения Ud. Каждой Vnn соответствует небольшой диапазон токов ΔJd, в котором устойчиво горит дуга и стабильно плавится электродная проволока.
Устойчивость горения дуги и стабильность режима сварки зависит:
- от условий существования дугового разряда (режима сварки, рода тока, атмосферы зоны D);
- свойств и параметров источника тока V – от внешней характеристики источника питания.
Внешняя характеристика источника питания – это зависимость между U на зажимах и током (рисунок 3.5).
Выбор источника питания по типу внешней характеристики производится в зависимости от способа сварки:
Например, – источники с падающей характеристикой применяются при сварке наплавящимся электродом; при ручной дуговой сварке плавящимся электродом – с крутопадающей.
При автоматической и полуавтоматической сварке плавящимся электродом выгоднее применять источники с пологопадающей характеристикой (т.е. за счет Vnn – саморегулирование дуги).
При автоматической сварке в защитных газах на постоянном токе (dэл ≤ 2,5 мм), когда вольт–амперная характеристика дуги возрастающая, рациональнее применять источники питания с жесткой характеристикой, а также в многопостовых источниках (через РБ–300).
Полого возрастающая характеристика ИП применяется для полуавтоматической сварки в среде защитного газа, где плотность тока доходит до 150-170 А/мм2 (dэл ≤ 2÷2,5 мм) и характеристика дуги также возрастающая.
Источники питания дуги переменного тока исходя из требований обеспечения устойчивости горения должны иметь падающие характеристики.
Дефекты сварных соединений >Теория по ТКМ >





