

Типы паяльников для пайки бампера из пластика
На рынке представлено несколько разновидностей паяльного оборудования для изделий из пластика:
- Обычный. Мощный паяльник для пайки пластика с прямым или загнутым наконечником. Предназначен для спайки отбитых и оторванных кусков бампера. Таким прибором можно надежно и надолго соединить разрозненные осколки в единое целое.
- Термопистолет. Применяется как для спайки деталей, так и для выправления деформированных участков. Снабжен системой точной регулировки температуры нагрева. Это позволяет подобрать рабочие параметры к каждому конкретному типу материала, конфигурации и толщине бампера. К устройству придается широкий набор насадок и приспособлений, облегчающих пайку и правку.
- Универсальная паяльная станция. Мультиинструмент объединяет в себе несколько приборов. К общему блоку питания подключены и фен, и электропаяльник с жалом. При необходимости их можно использовать как поочередно, так и одновременно, для ремонта самых сложных комплексных повреждений.
Термовоздушная паяльная станция
Большинство станций и термопистолетов имеют стандартный диаметр сопла, что позволяет пользоваться насадками друг от друга.
Что представляет собой паяльник для ПП труб
Полипропиленовые материалы обладают массой преимуществ, благодаря чему они пользуются высоким спросом:
- прочность;
- небольшой вес;
- продолжительный срок эксплуатации;
- низкая цена.
Преимуществом является простой монтаж, что исключает необходимость вызова мастера, поскольку работу по установке может выполнить человек, даже не имеющий опыта. Простота монтажа объясняется температурой плавления, которая приравнивается к 250-260 градусам Цельсия. Такой плюс не мог остаться незамеченным, поэтому для работы с ппб был создан специальный прибор.
Прибор имеет следующую конструкцию:
- корпус с рукояткой;
- нагревательная платформа;
- подставка;
- насадки разнообразного диаметра.
Пайка таким инструментом проходит без лишних трудностей
Расходные материалы
Для паяния в домашних условиях требуется приобрести канифоль или флюс и припой. О том, зачем нужны эти материалы, стоит поговорить подробнее. Именно они обеспечивают правильную подготовку и надежное соединение проводников при пайке.
Флюсы и канифоль
Самый распространенный вид веществ в этой группе, — канифоль (отвердевшая смола). Она имеет химически нейтральный состав, не вызывающий коррозионных процессов. Основное назначение этого вещества — удаление загрязнений и следов окисления с жала паяльника или с соединяемых деталей. Оно растворяет налет, подготавливает поверхность к процессу пайки, улучшает налипание припоя.

Флюсами именуют химические вещества, выполняющие ту же функцию. Они имеют вид жидкого кислотного раствора, может использоваться бура, муравьиная кислота, готовый состав ЛТИ-120, а также самостоятельно приготовленные смеси на медной, алюминиевой основе. Наносят вещество кисточкой, по завершении пайки производится смывание техническим спиртом, чтобы не провоцировать коррозионные процессы.

Канифоль плавится только при нагреве. Именно поэтому работа с ней производится в особом порядке.
- В емкость укладываются крошки канифоли или целый кусок.
- На него кладется припой.
- В канифоль погружается жало паяльника. Это позволяет избежать его окисления.
- Достигнув припоя, наконечник инструмента равномерно покрывается им — происходит лужение.

Обработанный таким образом паяльник полностью готов к работе. Его можно погружать в припой и вести работу.
Припой
В домашних условиях используются припои, которые имеют температуру плавления ниже +450 градусов.

Этой характеристике полностью соответствуют оловянно-свинцовые сплавы, маркированные ПОС 60, ПОС 50, ПОС 40, — они применяются при работе с медными жилами. При пайке алюминия нужен оловянно-цинковый состав ЦО-12, П250А, А, ЦА — алюмоцинковый припой.


В некоторых случаях удобнее пользоваться готовыми составами, где уже есть канифоль. Этим преимуществом обладает припой с маркировкой ПОС 61, выпускаемый в виде проволоки, фольги, пасты, в зависимости от назначения. Применяя такое средство, проводники при пайке не нужно предварительно покрывать канифолью.
Подробную информацию о том, что нужно для пайки, вы найдете в видео ниже.
Что выбрать фен или экструдер?
Если при изготовлении изделий Вы используете листовые пластики толщиной более 10мм, если Вам требуется качественное и прочное соединение и Вы располагаете бюджетом от 100 000 руб, то выбирайте сварочный экструдер. За эти деньги, аппарат будет оснащен нагревателем воздуха со встроенным контроллером температуры, у него будет хорошая мощность и производительность, а сварочный шов будет выполняться за один проход. К тому же Вы сможете регулировать обороты шнека в диапазоне от 20 до 100 процентов.
Сварочный фен дешевле сварочного экструдера в 4-5 раз, меньше по габаритам в 1,5 раза и имеет вес не более 1,3кг вместе со шнуром, в то время как даже самый небольшой экструдер весит от 4 кг.
Сварочный фен это универсальный маленький помощник, без которого не обходится ни одно производство. Расходные материалы для фена сравнительно недороги, так что его эксплуатацию может позволить себе даже начинающий сварщик. Фен отлично подходит для ремонта автомобильных бамперов и сварки емкостей с толщиной стенки до 6мм, а также в случае использования в труднодоступных местах при ремонте пластиковых изделий.
Для выполнения различных сварочных швов Вам потребуются насадки для сварки, которые Вы также можете приобрести в нашей компании.
Производители паяльников
Низкая стоимость практически всегда свидетельствует об аналогичном качестве инструмента. Это правило не является исключением и в данном случае – желание приобрести дешевый паяльник в результате может обернуться выброшенными на ветер деньгами.
Нередко можно встретить мастеров, пользующихся недорогими устройствами из Турции или Китая. Мотивы такого решения очевидны – дешевая машинка для пайки полипропиленовых труб окупится уже на первом объекте, а сразу после этого пойдет чистая прибыль. Другое дело, что работоспособность таких устройств настолько невелика, что их хватает лишь для проведения нескольких небольших заказов.

К тому же, для профессионала хороший инструмент является некой гарантией качества – надежный паяльник может работать без сбоев и нареканий, тем самым работая на имидж своего владельца. Дорогие устройства в таком контексте оказываются гораздо более выгодным приобретением.
Качество изделий напрямую зависит от страны-производителя, в зависимости от чего рейтинг паяльников выглядит так:
- Чехия. Устройства чешского производства считаются самыми лучшими и надежными. Цена, правда, полностью соответствует качеству – паяльники из Чехии обходятся недешево.
- Турция. Турецкие изделия стоят немного дешевле чешских, но и в качестве уступают примерно на столько же.
- Россия. Отечественные паяльники не отличаются надежностью, поэтому их рейтинг среди пользователей не столь высок, чем у предыдущих изделий. Цена российских устройств вполне доступна.
- Китай. Изделия из Китая считаются самыми низкокачественными, о чем в немалой степени свидетельствует их невероятно низкая стоимость.
В любом случае, перед тем, как выбрать паяльник для труб ПВХ, стоит рассмотреть все доступные модели в подходящем ценовом диапазоне и отзывы о них.
Шлифовка, шпаклёвка и покраска

После того, как бампер остынет, необходимо нанести слой специальной шпаклёвки по пластику на проблемные места — это можно сделать шпателем либо любым другим сподручным инструментом. Когда шпаклёвка затвердеет, весь бампер можно начать обрабатывать шлифовальной машинкой. Шлифовку стоит осуществлять максимально аккуратно, дабы не испортить сам бампер. Особенно внимательно следует зачищать и заглаживать уголки, сколы, и сам шов. Там, где не удастся пройтись машинкой, можно работать вручную (наждачной бумагой).
Нанести ещё один слой шпаклёвки на бампер будет необходимо после обработки детали грунтовкой. Причём для этой цели должна быть использована нитрошпаклёвка. И после нанесения данного состава поверхность необходимо обезжирить и просушить.
Покраска запаянного бампера происходит в самом конце – это завершающий этап. Сейчас существует большой ассортимент красок специально для пластмассы – подобрать нужный цвет и текстуру не составит труда
Важно лишь помнить, что для покраски пластика не подходят масляные краски и краски из акрила

Для равномерного нанесения слоёв краски лучше всего использовать пульверизатор или баллончик. А если производится окрашивание бампера, уже установленного обратно на место, то другие части автомобиля, находящиеся поблизости, следует закрыть плёнкой или другим предохраняющим материалом. И ещё один совет: осуществлять покраску следует в сухом и тёплом помещении при температуре не ниже +12 градусов.


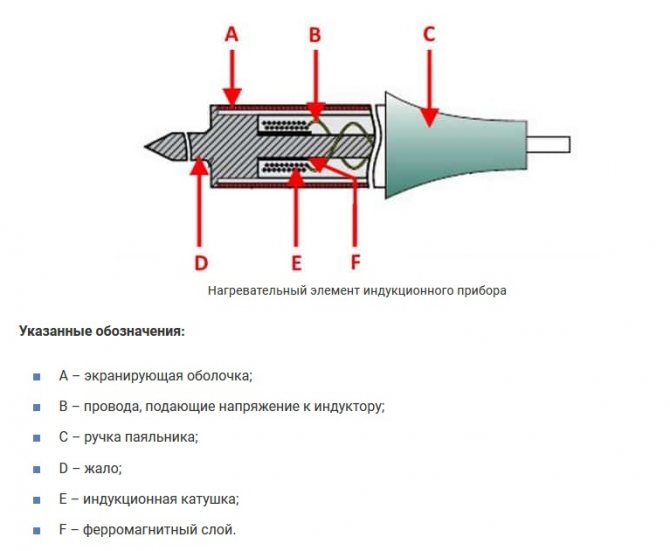




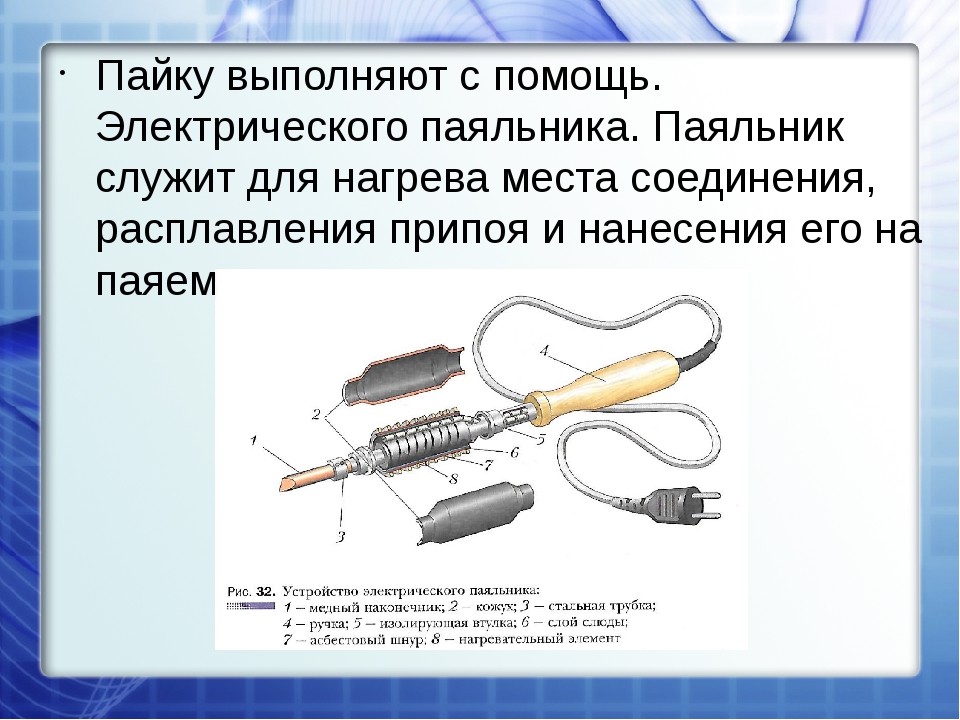
Устройство и принцип действия
 Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Подавляющее большинство паяльников для полипропиленовых труб имеет литой металлический рабочий орган, по форме напоминающий подошву утюга.
Поэтому в среде профессионалов его часто так и называют – утюг для пайки труб. Он разогревается за счет находящегося внутри его одного или нескольких нагревательных элементов, обеспечивающих температуру, необходимую для плавления материала труб.
В корпус вставляются специальные насадки разных диаметров. При этом насадки малого размера вставляются ближе к краю, где жало уже. Насадки каждого размера парные – одна рассчитана на разогрев наружной поверхности первого элемента из сооружаемого трубопровода, другая в это время разогревает внутреннюю поверхность второго элемента.
При разогреве до 260 ℃ первый элемент вставляется во второй. После кристаллизации материала из полипропиленовых труб и фитингов получается прочное и герметичное неразъемное соединение.
Существуют разновидности паяльников для пайки полипропиленовых труб с нагревателем круглой или цилиндрической формы.

Принципиальной разницы в том, как устроены плоские и круглые паяльники, нет. Но благодаря тому, что жало круглого паяльника имеет одинаковый диаметр по всей длине, обеспечивается одинаковый нагрев головок, независимо от их размера и положения на паяльнике.
Это преимущество удачно используется при пайке полипропиленовых труб в ограниченном пространстве, например, когда расстояние между стеной и трубой не позволяет произвести пайку утюгом.
На круглом паяльнике головку любого размера можно установить на самом конце жала и осуществить пайку даже вплотную к стене.
Выбор паяльника для труб ПВХ
Широкий ассортимент устройств для пайки труб усложняет выбор оптимального варианта, поэтому необходимо отталкиваться от нескольких параметров, присущих каждому паяльнику:
Мощность. Данный показатель напрямую влияет на скорость нагрева устройства. Для пайки труб ПВХ, имеющих диаметр 10 см, требуется аппарат с мощностью в 1,5-2 кВт. Чтобы подобрать мощность, нужно ознакомиться с рекомендациями производителей и точно знать диаметр труб, которые будут соединяться.
Производитель
Не стоит недооценивать важность этого фактора – отзывы, полученные от пользователей, говорят о прямой зависимости страны-изготовителя и качества паяльников.
Комплектация. Имея представление о масштабах будущих работ, можно подбирать соответствующее оборудование
Количество насадок, идущих в комплекте с паяльником, и их качество – это важный показатель, но необходимо обращать внимание при покупке устройств для пайки труб.
Кроме того, в комплекте с паяльником всегда идет инструкция, которую нужно изучить и соблюдать все указанные в ней требования при работе.
Пистолет фен
Во время работы паяльником материал разравнивается и перераспределяется жалом. При работе феном применяются пластмассовые присадочные прутки, являющиеся аналогом припоя при пайке или присадочной проволоки при сварке.
Такие прутки покупают в магазинах либо изготавливают самостоятельно, нарезая отходы пластика
Важно следить за тем, чтобы пруток был из того же материала, что и ремонтируемое изделие. Пруток заостряют с одной стороны, а другой стороной вставляют в фиксатор на сопле термопистолета. Пайка пластика феном
Пайка пластика феном
Устройство ведут вдоль линии спайки медленно, наклонив пруток-присадку под углом 40-50°. Для соединения разрозненных осколков пайку выполняют в несколько проходов. Сперва нужно соединить осколки между собой короткими швами, из расчета один — два на сторону. Далее получившуюся сборку прикладывают к целой части бампера. Если контуры совпадают, проводят спайку по контуру. В последний проход окончательно спаивают осколки между собой.
Газовая сварка
Такой вариант относится к термическим методам соединения пластмассовых изделий.
Как подобрать газ для горячей сварки
В качестве источника тепла нередко используют кислород или аргон. Однако самым экономичным газом считают воздух, не оказывающий отрицательного воздействия на пластик.
В качестве газов для сварки применяют кислород, водород или аргон.
Ультразвуковой метод
Универсальный способ термосварки подразумевает локальный нагрев места соединения до температуры, близкой к параметру плавления. Дозированное тепловое воздействие не способствует перегреву и деформации материала, иногда наблюдающемуся при использовании других методов. Оборудование работает с частотой 17-45 кГц.
Высокочастотная сварка
Экономичный метод применяют во многих отраслях промышленности. Сварка ведется с использованием 2 металлических электродов, между которыми циркулирует ток частотой 30-75 МГц. Высокочастотное электрическое поле нагревает края деталей до необходимой температуры. После сопоставления кромки охлаждают естественным путем. Метод подходит для соединения элементов толщиной 0,5-2 мм. При этом используют 2 способа сварки: внахлест или встык.
Высокочастотная сварка – это способ сварки давлением, при котором кромки деталей нагреваются током.
Фрикционный способ
Сильное трение способствует выделению тепловой энергии, частично расплавляющей края деталей. Сжатие под большим давлением приводит к формированию однородного прочного шва. Главное преимущество фрикционного метода – высокая производительность. Недостатком считают возможность применения только для сварки жестких разновидностей термопластика.
Использование лазера
Из-за высокой стоимости данная технология редко применяется в бытовых условиях.
В промышленности лазерный метод используется при:
сборке автомобилей на автоматизированных линиях;
производстве электронных приборов, при котором требуется осторожное обращение с мелкими пластиковыми деталями;
изготовлении медицинских инструментов и аппаратов, где необходимо создание стерильных условий;
упаковке продуктов мясной и молочной промышленности.
Лазерный метод помогает сваривать конструкции сложной конфигурации. Другие методы в этом случае оказываются малоэффективными.
Растворение поверхности
Простая технология основывается на химическом расплавлении кромок с последующей фиксацией под давлением. Для ускорения работы может применяться нагрев. Главный недостаток – токсичность применяемых при работе веществ. Метод не рекомендуется использовать в домашних условиях.
Рекомендуем к прочтению Какой паяльник для ППР-труб самый лучший
Общая информация
Для начала давайте разберемся с терминами, которые постоянно путают многие новички. Итак, вы можете купить, пистолет для сварки (он же термопистолет) или фен. Какие между ними отличия?










Паяльник — это прибор, предназначенный только для пайки труб. В его конструкции предусмотрен металлический тэн, который нагревается и плавит стыки трубы. Затем трубы соединяются между собой.
Пистолет для сварки (или термопистолет) и фен — это один и тот же прибор. Правильнее называть такой аппарат просто сварочным феном. Поскольку принцип его работы идентичен бытовому фену, например.

Почему фен иногда называют пистолетом? Все просто. Раньше фены имели вытянутую не эргономичную форму. Производители учли этот момент и стали выпускать фены с удобной рукояткой. Отчего прибор стал похож на «пистолет». По этой причине многие мастера говорят «фен» и «пистолет», подразумевая один и тот же прибор.
Для вашего удобства в этой статье мы будем употреблять термин «пистолет», хоть он и ошибочный.
Способ №3 Мощный импульсный паяльник
Такой паяльник не подойдет новичку, так как для его создания требуются базовые знания в электротехнике и навыки чтения электрических схем. За основу для изготовления этого агрегата берется импульсный блок питания от галогенных светильников. Хорошо будет получить и схему этого устройства, в рассматриваемом примере она имеет такой вид, хотя может быть и любая другая, в зависимости от модели блока для паяльника:
Рис. 11: схема блока питания для импульсного паяльника
Принцип действия импульсного паяльника заключается в закорачивании вторичной обмотки трансформатора Т2 для получения максимального нагрева жала. Для этого применяется самодельная обмотка с одним витком и закороткой из более тонкой проволоки под наконечник.
Для изготовления паяльника вам понадобится блок от галогенного светильника, корпус (в данном случае используется пистолет из детской игрушки), медная проволока диаметром 6мм и проволока диаметром 1мм, керамические предохранители, болты для фиксации деталей паяльника, кнопка и шнур питания с вилкой. Из инструмента вам понадобятся пассатижи, отвертка, метчик и ножовка.
Процесс изготовления импульсного паяльника состоит из следующих этапов:
Снимите крышку с блока питания от галогенного светильника, будьте аккуратны, чтобы не повредить внутренние элементы, места пайки и детали. Рис. 12: снимите крышку с блока питания С трансформатора удалите низковольтную обмотку, представленную несколькими витками медной проволоки. Рис. 13: удалите низковольтную обмотку Примерьте плату в заготовленный корпус и определите наиболее выгодный способ расположения. Заметьте, что нагревательный элемент будет сильно греться, поэтому под ним никакие элементы лучше не оставлять, куда безопаснее перенести их подальше, разделив плату. Аккуратно разделите плату и на две части, для безопасности деталей их можно удалить на время распила, если под рукой имеется хоть какой-то паяльник
В противном случае придется соблюдать предельную осторожность. Рис
14: обрежьте плату Подключите к плате кнопку и шнур питания. В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке
Рис. 15: проденьте медную проволоку в катушку На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
14: обрежьте плату Подключите к плате кнопку и шнур питания. В катушку с высоковольтной обмоткой трансформатора проденьте медную проволоку толщиной 6мм и согните при помощи пассатижей вокруг катушки, как показано на рисунке. Рис. 15: проденьте медную проволоку в катушку На выводы нагревательного элемента наденьте части керамической рубашки предохранителя, они должны предохранять пластиковый корпус паяльника от высокой температуры. Рис. 16: наденьте куски керамической рубашки Концы нагревателя расплющите, и сделайте отверстия при помощи метчика под фиксаторные болты. Рис. 17: нарежьте резьбу Закоротите теплоприемник медной проволокой диаметром в 1 мм. Если при первом включении этот проводник перегреется и перегорит из-за слишком большой температуры жала, его нужно будет заменить более толстым в 1,5 или 2 мм. Если нагрев будет слабым, установите более тонкую проволоку в 0,5 мм.
У вас получился один из самых мощных паяльников, работающих от сети 220В – он запросто может выпаять детали с мощными ножками, соединять контакты силовой цепи и т.д.
Рис. 18: готовый импульсный паяльник
Но назвать этот паяльник одноразовым нельзя, поскольку собирается он целенаправленно и требует серьезных усилий для создания. Также желательно иметь хоть какой-то рабочий паяльник при его изготовлении, это значительно упростит работу по разделению платы.
Особенности выбора
Пистолет для сварки также называют термопистолетом и феном. Считается, что для сварки пластмассы наиболее подходят варианты мощностью от 1600 Вт. Сварочный аппарат в зависимости от модели может обеспечивать температуру от 80 до 700 °C. Рассматриваемые инструменты подразделяют на два типа в зависимости от устройства регулировки температуры. Термопистолеты одного вида имеют плавную регулировку, а другого — дискретную.
Помимо названных, встречается и третий тип регуляторов температуры — электронный. Если сварочный аппарат оснащен таким регулятором, значит, он относится к наиболее совершенным моделям. К тому же качественный сварочный пистолет характеризуется оснащением средством защиты от перегрева, а также наличием нескольких насадок.
Выбирать сварочный пистолет необходимо на основе типа пластмассы, из которого состоит ремонтируемая деталь. Нужно учитывать, что определить на вид марку материала невозможно, поэтому следует искать на детали маркировку изготовителя.
Паяльник для пайки пластика
Бампер предназначен для защиты корпуса от столкновений и принимает все удары и повреждения на себя. Традиционная «жестянка» правка металла, шпаклевка, покраска — для этой части корпуса не подходит. Для ремонта понадобится специальное оборудование.
Паяльник для пластика нагревает поврежденный участок до определенной температуры. Пластмассу можно нагреть до разной степени:
- До температуры пластичности. Материал детали становится мягким и пластичным, его форму можно изменять руками. Применяется для ремонта впадин, выступов, коробления и других деформаций детали без нарушения ее целостности.
- До температуры плавления. Кромки деталей оплавляются, их можно спаивать в единое целое. Используется в случаях разрыва пластика.
- До температуры разрушения. Плавится не только кромка, но и большие участки материала бампера. Даже если удалось сформировать шов, он будет непрочным и недолговечным. Отремонтированное изделие не сможет выдерживать эксплуатационные нагрузки.

Пайка бампера
Паяльное оборудование снабжается системами контроля температуры нагрева.
Применяемые способы сварки термопластов
Процесс сваривания термопласта может быть выполнен: термопистолетом или феном, с помощью экструдера или контактным способом сварки. Особенность данного процесса в том, что материал нагревается до вязко-текучего состояния, при этом используется небольшое давление.
Присадочный стержень выбирается, согласно химическому составу, подходящему к основному свариваемому пластику
Важно помнить, что присадочные прутки для пластика становятся хрупкими при температуре менее +15 оС. Прутки могут быть разной формы среза: круглые, треугольные
Примерная стоимость сварочных прутков на Яндекс.маркет
Использование фена или термопистолета
Ручной аппарат подачи горячего воздуха популярен, благодаря своей удобности использования в разных условиях, в том числе и бытовых. В данную группу входят строительные фены, так называемые термопистолеты с возможностью нагрева воздуха до высоких температур. Применяют данную технологию сварки для материалов с толщиной от 1 мм до 10 мм. Если дополнительно используют сварочный пруток, то его также нагревают нагретым воздухом. Сварочные пистолеты иногда используют вместе с паяльником.
Выделяют два способа сварки с помощью устройств подачи горячего воздуха:
- Сварка с использованием присадочного материала (встык).
- Сварка термопластов внахлест, без сварочных прутков.
Сварочный фен имеет специальные насадки:
- фиксирующие, для зажима сварочных изделий перед сваркой;
- щелевые, для кровельных материалов;
- формировочные, для сварки пластмассы большого размера.
Благодаря насадкам, фен можно использовать для разного вида конструкций по сравнению с термопистолетом. Термопистолет чаще служит для сварки термопластичных пластмасс внахлест, а с помощью фена соединение материалов осуществляется встык с добавлением присадочного стержня в область сварочного шва.








Примерная стоимость строительных фенов на Яндекс.маркет
Особенности работы с феном или термопистолетом:
- Диаметр присадочного материала не должен быть более 4 мм, чтобы нагреться за короткий промежуток времени.
- Процесс сваривания необходимо выполнять достаточно быстро, чтобы избежать разложения материала.
- Строгое выдерживание температурного режима, согласно виду термопласта. На качество работы влияет как перегрев, так и недогрев.
Оборудование:
- термопистолет или строительный фен;
- присадочный материал;
- респиратор и перчатки.
Сварка пластика с помощью экструдера
Использование экструдера для сварки пластика считается наиболее удобным и экономным. Экструдер подает в сварочный шов уже расплавленную (размягченную) массу, которая придавливается направляющим соплом. Данное устройство используют для соединения изделий с большой толщиной.
Преимущества работы с экструдером:
- меньший расход энергии;
- улучшенный способ теплопередачи;
- не нужно использоваться прижимающие приспособления;
- полный контроль над качеством сварочного шва.
Сварка экструдером начинается с подготовки изделия (очистки), далее происходит плотная стыковка участков сварки (можно выполнить это вручную). Процесс сваривания можно производить в умеренно быстром темпе, обязательно установить температурный режим для термопластичного вида пластика. После завершения работы деталь должна находиться в неподвижном состоянии до своего полного остывания.
Оборудование:
- экструдер;
- присадочный материал для пластмассы;
- защитные элементы (респиратор, перчатки).

Примерная стоимость экструдера на Яндекс.маркет
Технология пайки пластиковых труб
Процесс соединения труб ПВХ не отличается особой сложностью. Перед работой необходимо заготовить инструмент. Помимо паяльника, в набор для пайки труб входит маркер, рулетка, строительный уровень и труборез для пластиковых изделий.
Алгоритм работы с использованием паяльника выглядит таким образом:
- Сначала паяльник устанавливается на ножки и подключается к сети для прогрева, который занимает от 10 минут до получаса.
- В предварительно установленные насадки необходимого объема устанавливаются элементы, которые требуется соединить.
- Паяльник разогревается до рабочей температуры, позволяющей расплавить полипропилен.
- Разогретые детали быстро извлекаются из креплений и аккуратно, но плотно сжимаются для создания надежного соединения.
На этом работа закончена – остается лишь дождаться, пока размягченные края труб затвердеют и образуют надежный стык.
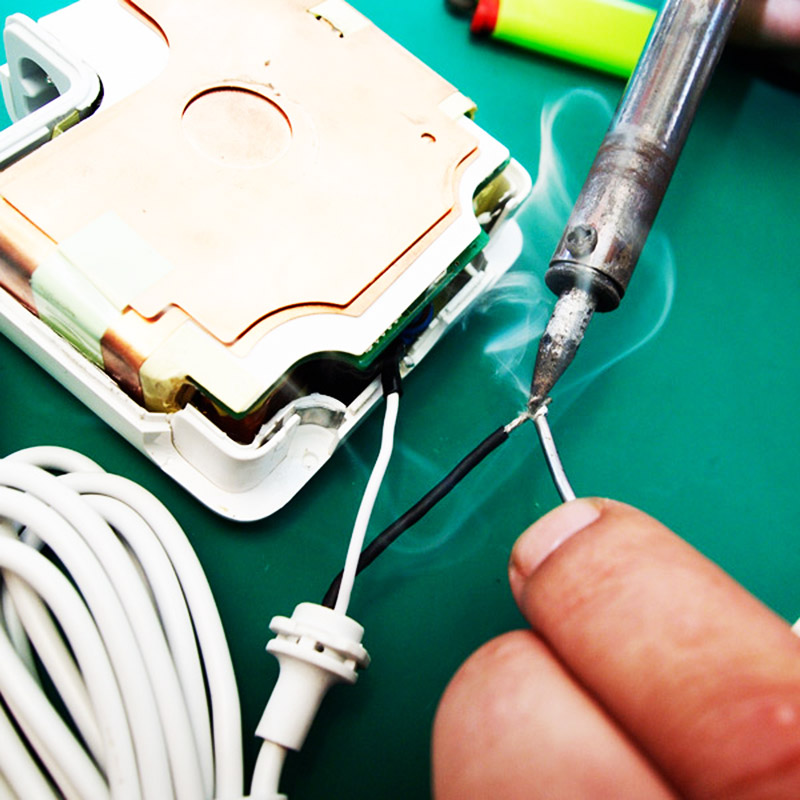
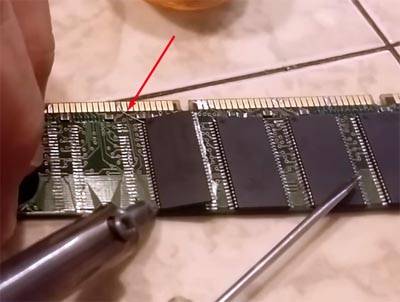
Как выпаять микросхему из платы паяльником не навредив ей
Подобная работа требует внимательности и крайней аккуратности. Если речь идет о паяльной станции, то здесь все немного проще. Но сейчас стоит понять, как выполнить подобную работу при помощи обычного паяльника, используя подручные средства. Именно для этого мы и предоставим пошаговую инструкцию и алгоритм действий, разъясняя все на фото примерах.
| Фото пример | Выполняемое действие |
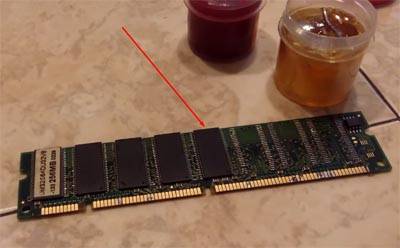 | Для примера возьмем компьютерную плату оперативной памяти, из которой требуется выпаять микросхему, на которую указывает стрелка. Для этого понадобится обычный паяльник и тонкая стальная проволока |
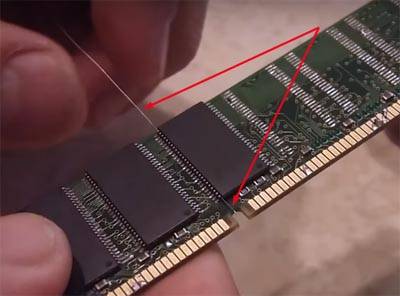 | Под ножки необходимо подсунуть эту самую проволоку на всю длину. Здесь требуется аккуратность, а вот торопливость в подобных действиях совершенно не к месту |
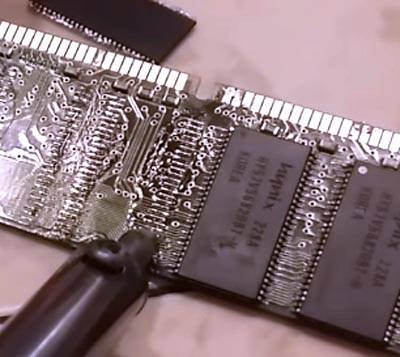
 | Далее необходимо зафиксировать конец проволоки в любом месте на плате. По той причине, что наша плата уже неисправна и показана лишь для примера, закрепим проволоку непосредственно к контактным клеммам. Стоит понимать, что если необходимо только заменить микросхему, то на этом этапе стоит подумать, где закрепить протяжку. Хотя ничего не мешает и почистить клемму по окончании работ |
  | Теперь подтягивая проволоку нужно аккуратно разогревать контакты по очереди. Здесь сильная натяжка не нужна, в противном случае проволока может оборваться. При таком стечении обстоятельств нужно просто ее заменить, после чего продолжить те же действия |
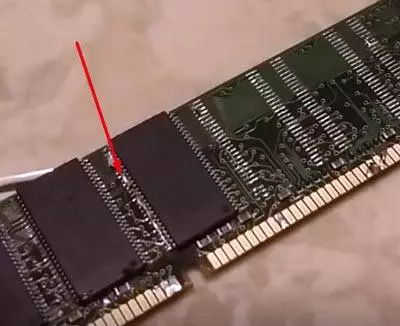 | Вот так выглядит плата после того, как протяжка прошла через все ножки |
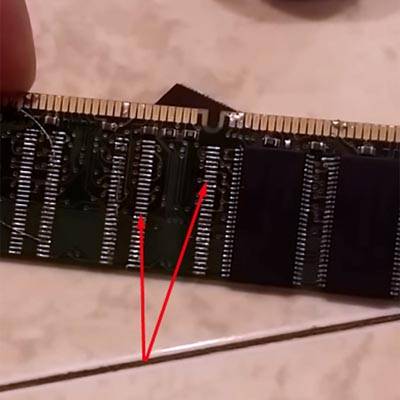
 | Теперь нужно проверить, не осталось ли снизу припоя. Для этого повторим всю процедуру и заново протянем проволоку |
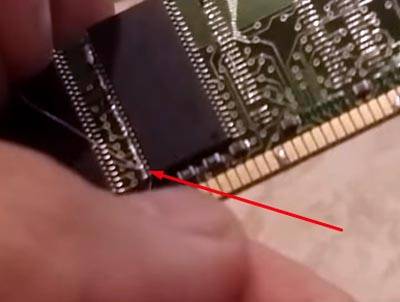 | Если она где то зацепилась, необходимо прогреть это место паяльником и вытянуть ее |
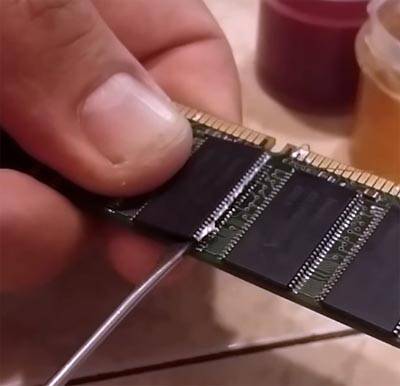 | Аккуратно поддев микросхему отверткой можно убедиться, что термоклей так же отстал от печатной платы |
 | Повторяем всю процедуру для второго ряда ножек |
 | После того, как микросхема удалена, убираем излишки припоя жалом паяльника |
 | Вот так выглядит место для пайки новой микросхемы |
Но не только паяльником можно выполнять подобную работу. Существует и такое приспособление, как фен для пайки. Именно о нем сейчас и пойдет речь.





