

Pereosnastka.ru
Слесарная правка
Категория:
Гибка и правка металла
Слесарная правка
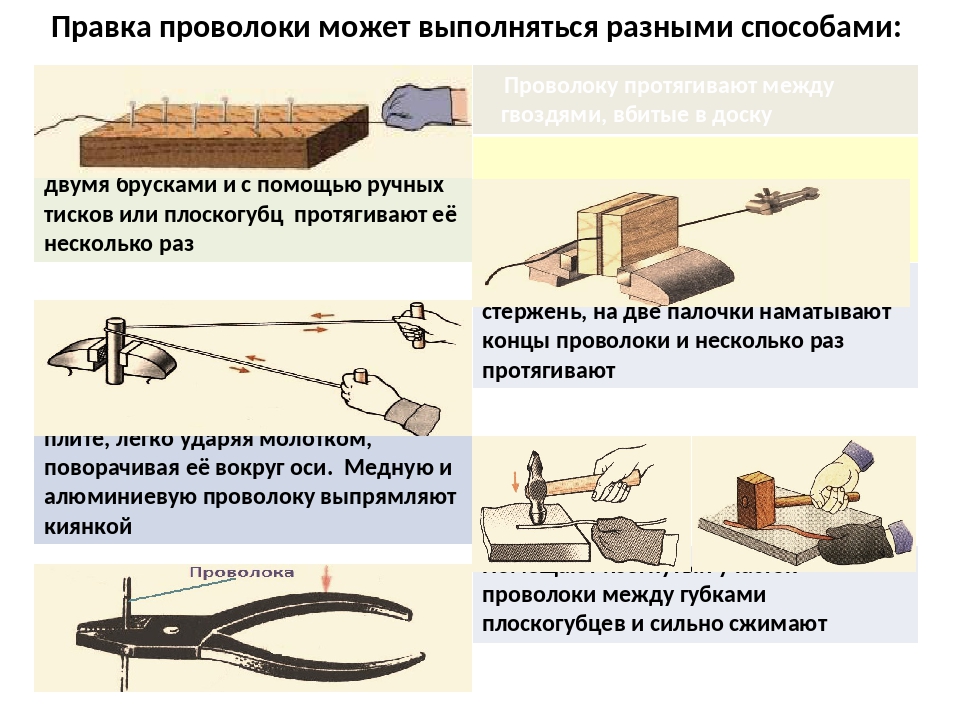
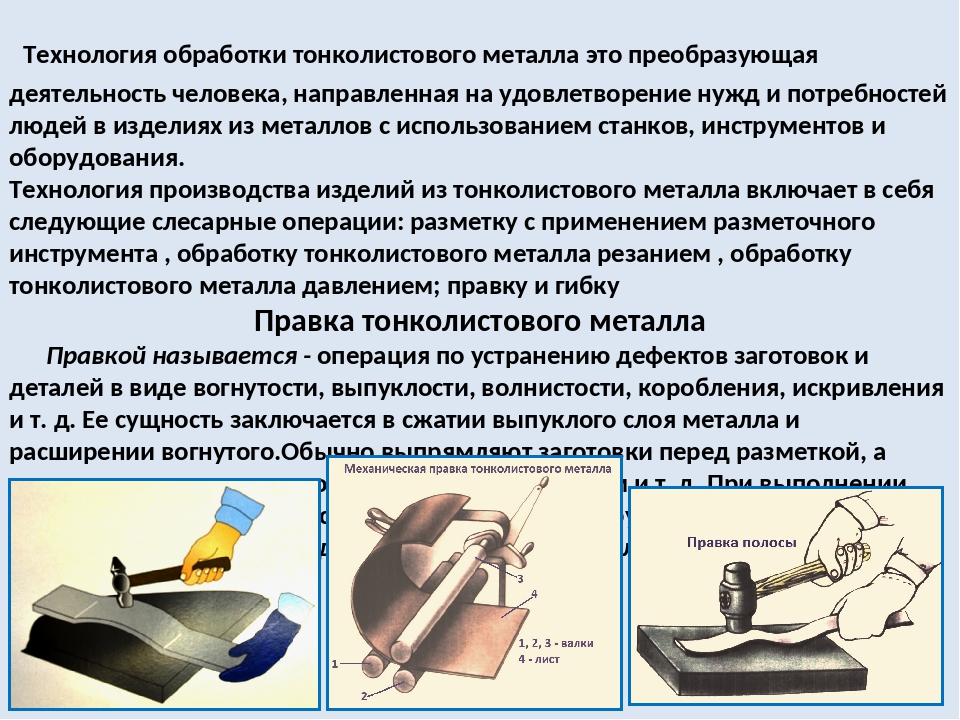
Правкой называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения формы и расположения поверхностей. Основное назначение правки заключается в уменьшении припусков на последующую обработку. К устраняемым отклонениям относят коробление, вмятины, выпучины, изгибы, скручивание.
Рис. 1. Правка листовых заготовок: 1 — верстак, 2 — правйльная плита, 3 — места нанесения ударов, 4 — выпучина, 5 — слабые удары, 6 — сильные удары, 7 — последовательность ударов
В месте дефекта на заготовке возникают вогнутая и выпуклая стороны. Волокна материала на вогнутой стороне сжаты, а на выпуклой — растянуты. Правку производят для того, чтобы выравнять длины волокон выпуклой и вогнутой сторон, растягивая вогнутую сторону или сжимая выпуклую. Вогнутую сторону растягивают целенаправленным ударным воздействием на нее молотка.
В центре удара материал пластически деформируется (сжимается). По краям ударной зоны частицы материала смещаются в стороны и происходит удлинение материала, т. е. его вытяжка. Более значительная вытяжка достигается ударами узкого носка молотка, так как при этом увеличивается давление на поверхность заготовки.
При обработке плоским бойком молотка степень вытяжки меньше, а упрочнение поверхностного слоя выше.
Виды правки. В слесарном деле применяют холодную и реже горячую правку (ручную и механизированную), осуществляемую растяжением, раскручиванием, гибкой и рихтовкой.
Для правки стальных закаленных листовых заготовок применяют специальные молотки с узкой закругленной стороной закаленного бойка или с твердыми высокопрочными вставками.
Правку заготовок из мягкого, тонкого и чисто обработанного листового материала осуществляют молотками со вставками из дерева твердых пород, меди, алюминия, свинца, резины, полиуре- 1 тана.
В качестве прочной недеформируемой опоры для заготовки используют правильные (стальные или чугунные) плиты с ровной поверхностью. Их устанавливают на прочном и устойчивом основании.
Для правки заготовок из сортового проката применяют различные приспособления, например призмы, подкладки различной конфигурации, слесарные тиски. При машинной правке используют прессы различного типа (винтовые, гидравлические, пневматические), листопра-вильные машины, горизонтально-растяжные машины.
Последовательность и приемы выполнения работ при правке. Сначала визуально определяют выпуклую часть заготовки и отмечают ее границы мелом или карандашом. Затем выбирают способ правки, необходимые ин- струмент и приспособления, намечают схему правки, места и последовательность нанесения ударов, их силу.. Чем толще заготовка, прочнее ее материал и больше отклонение, тем сильнее должны быть удары.
По мере выправления заготовки силу ударов следует уменьшать. В процессе правки необходимо постоянно оценивать результаты каждого удара и вносить необходимые коррективы в намеченную схему обработки.
Закаленные заготовки при ручной правке размещают на правильной плите. Затем носком молотка наносят равномерные удары по краю вогнутой стороны.
Постепенно силу ударов уменьшают и наносят их как бы в промежутках между местами первых ударов. Материал «разгоняется» в стороны, вогнутая сторона удлиняется и заготовка становится прямолинейной.
При правке листового материала самым сложным видом работы является устранение выпуклостей. Попытки устранить их ударами по самой выпуклости приведут к ее увеличению. Обработку ведут плоским бойком молотка так, чтобы растягивать слои материала, примыкающие к выпуклости.
Если выпуклость находится в середине заготовки, то удары наносят от края к выпуклости, постепенно уменьшая силу ударов и меняя их места. При наличии выпуклости на краю заготовки удары наносят от ее середины к выпуклости.
Правку заготовки с несколькими выпуклостями начинают с ударов в промежутках между выпуклостями в направлении к выпуклостям.
При больших отклонениях формы и большой толщине и прочности материала заготовки силы удара молотка недостаточно для правки. В этом случае правку проводят на прессах.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
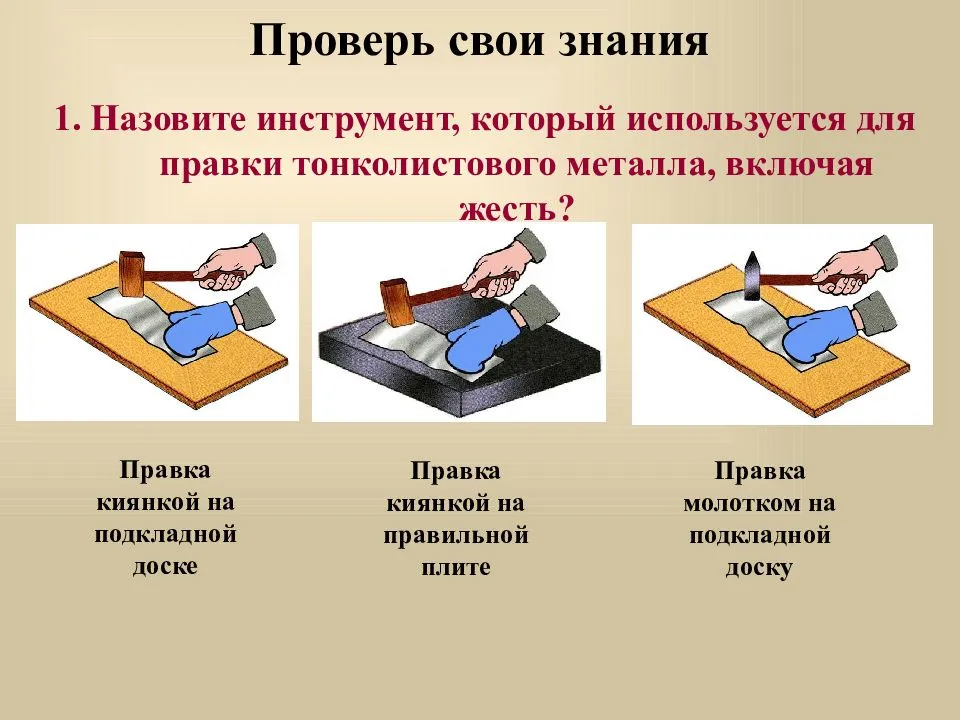
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

В домашней мастерской используют наковальню или массивную металлическую плиту.
На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Где применяется процесс: в судостроении и прочие отрасли
Помимо штатной технологической операции в изготовлении некоторых изделий, правка широко применяется в ремонте. В кузовном ремонте автомобилей ей, пожалуй, принадлежит ведущее место. Ручная рихтовка элементов кузова без нарушения лакокрасочного покрытия требует у исполнителя высокой квалификации и наличия специального инструмента.
Работоспособность механизмов, которые состоят из балочных конструкций обшитых листами, во многом зависит от высокой степени плоскостности и прямолинейности заготовок. Поэтому такие отрасли как судостроительная, авиационная и другие, где корпусные детали изготавливаются из профильного металла и листов, дополнительно доводят правкой до требуемых параметров.
Виды правки металла
Операция подразделяется на два подвида:
- Ручная.
- Машинная.
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.

Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Машины правки растяжением Red Bud Industries
Машины правки растяжением Red Bud Industries поставляются в составе линий поперечной и продольно-поперечной резки рулонного металла или в качестве самостоятельного узла для модернизации уже имеющихся линий резки. Правка растяжением нивелирует внутренние напряжения в металле, таким образом улучшая качество деталей на выходе, и снижает вероятность повреждения оборудования при последующей термической обработке заготовок.
Компания Red Bud Industries производит машины правки растяжением уже 30 лет. Более 40 правильно-растяжных машин успешно работают на предприятиях по всему миру.




В отличие от других способов правки машина правки растяжением растягивает материал с переходом за предел текучести по всей ширине и толщине полосы. Таким образом происходит выравнивание внутренних напряжений во всем объеме материала. С другой стороны, удлинение материала при правке растяжением незначительно по сравнению с удлинением при правке на дрессировочном стане и не влияет на металлургические свойства материала.
После правки растяжением материал не только выглядит идеально плоским, но и является таковым: плоскостность полосы сохраняется при дальнейших переделах, в том числе при термическом раскрое.
О преимуществах использования машин правки растяжением более подробно написано в нашей статье.
На что опереться при выборе гидропресса?
Обилие моделей и производителей позволяет подобрать гидропресс под особые рабочие потребности. Лучше, если характеристики агрегата будут немного лучше, чем требуется
Плюс, необходимо обратить внимание на допустимый срок эксплуатации
Важные технические характеристики
- Размер изделий, с которым придётся работать.
- Сила развиваемого давления.
От этих показателей зависит дальнейший выбор. К примеру, настольный 10-тонный пресс не подойдёт для грузового автосервиса, а маленькая мастерская в гараже не нуждается в 100-тонном аппарате.
В технической спецификации указывается усилие гидропресса. Поняв, с какими деталями придётся работать, можно подобрать оптимальную установку с учётом стандартной градации:
- легковые и грузовые авто – до 45-и тонн;
- промышленные предприятия: от 75-и тонн и выше, в зависимости от материала для работы.
Обратите внимание на показатели высоты/ширины гидропресса и хода рабочего поршня. От этого зависит, насколько габаритная деталь поддастся гидропрессу. Особенности гидропрессов, на которые стоит обратить внимание
Особенности гидропрессов, на которые стоит обратить внимание
Автоматический возврат штока. Ускоряет рабочий процесс и повышает удобство.
Хромированный шок. Увеличивает срок эксплуатации гидропресса, защищая его от коррозии.
Предохранительный клапан. Обезопасит работу пресса за счёт стравливания избыточного давления в системе. Превышение нагрузки чревато серьёзными последствиями.
Надежность станины. Прочный материал – только 50% надёжности конструкции
Важно, чтобы все швы были аккуратно заделаны, иначе усилие пресса со временем сломает каркас. Лебёдочный механизм
Нужен для регулирования рабочего стола при работе с массивными элементами
Лебёдочный механизм. Нужен для регулирования рабочего стола при работе с массивными элементами.
Перемещение стола и цилиндра
Мобильность отдельных деталей гидропресса повышает удобство работы с нестандартными размерами.
Качество манометра . Оценить усилие, оказываемое на деталь, можно только с помощью манометра, поэтому проследите, чтобы он показывал точные данные и был изготовлен из надёжных материалов. Лучше остановиться на глицериновом манометре, который подавляет вибрацию.
Заблуждения при работе с гидропрессами
Сложилось мнение, что гидропрессам не нужны предохранительные элементы. Это не так, потому что перепады давления в системе могут произойти даже из-за банальной смены погоды. Если цилиндры изготовлены из некачественного металла, реагирующего на небольшие скачки температур, то жидкость может быстро нагреться. Не заметив этого, рабочий запустит гидропресс на максимум, спровоцировав не просто поломку, а опасность для себя.
Выбирая гидравлический пресс, необходимо учесть не только нынешние потребности, но и будущие, ведь потом не захочется приобретать новую установку.
Где купить гидравлический пресс от производителя?
Стерлитамакский станкостроительный завод уже долгое время поставляет нам качественные гидравлические прессы собственного производства. Вес товар сертифицирован и проверен рабочими ООО «СТК»
Какому гидропрессу отдать предпочтение?
Руки мастера всегда должны быть свободными, чтобы контролировать ситуацию, поэтому, если выбор пал на механический гидропресс, то среди прочих акцентируйте внимание на педальной установке. И пока нога будет управлять прессом, руки смогут корректировать деталь. Также на нашем сайте вы можете изучить статьи о фрезерных станках
Также на нашем сайте вы можете изучить статьи о фрезерных станках.
Любой гидравлический пресс (настольный, напольный) представляет собой специальный механизм для обработки металлов. Приводится он в действие посредством жидкости, находящейся под высоким давлением. Ниже будут рассмотрены более подробно механизм действия, виды приспособлений и их особенности.
Виды правки металла
Операция подразделяется на два подвида:
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.
Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
Виды правки металла
Операция подразделяется на два подвида:
- Ручная.
- Машинная.
Ручная правка и рихтовка металла применяется в домашних мастерских и при изготовлении уникальных изделий. Набор инструмента несложен, но требуется высокая квалификация рабочего — правильщика.

Ручная правка металла
Машинная правка используется в промышленности. Оборудование массивное и сложное, но обладает высокой производительностью и возможностями автоматизации процесса. Кроме того, операцию машинной правки часто совмещают с гибкой и нарезкой листовых заготовок, включая ее в состав единого технологического комплекса.



Машинная правка металла
Операцию можно осуществлять при комнатной температуре. Работа при температуре 0С и ниже недопустима — материал теряет пластичность и становится хрупким. Иногда заготовку приходится нагревать до 140-400С, чтобы повысить пластичность.
1.6. Обработка отверстий
Отверстия в теле металла под крепежные детали (болты, шпильки, винты), а также под последующую обработку (рассверливание, зенкерование, развертывание, нарезание резьбы и растачивание) достигается сверлением. В качестве инструмента при сверлении используют стандартные сверла из быстрорежущей стали диаметром 0,3 – 80 мм. По конструкции и характеру выполняемой работы сверла делятся на перовые, спиральные, центровочные, сверла для глубоких отверстий др.
Перовые -(плоские) просты в изготовлении, прочны, но не обеспечивают высокой точности и чистоты отверстия. Применяют для сверления неглубоких отверстий.
Спиральные – совершенны по конструкции, легко выводят стружку по винтовым каналам, малая сила трения о стенку отверстия, не требуют дополнительной обработки отверстия, допускают большое количество переточек.
Сверла изготавливают с цилиндрическими (до d=12 мм), коническими ( 6 – 60 мм) хвостовиками. Сверла изготавливаются из быстрорежущей стали марок Р18, Р9, У10-У12 (мелкие сверла) и с твердой наплавкой твердосплавных пластинок.
Рассверливание предназначено для увеличения диаметра отверстия заготовок и применяется при обработке отверстий диаметром свыше 30 мм. Сначала сверлят отверстие диаметром (0,2 – 0,3)D, а затем рассверливают это отверстие до заданного диаметра D.
Зенкование – применяют для снятия фасок у отверстий, получения цилиндрических и конических углублений для головок винтов и заклепок.
Зенкерование – используют для расточки отверстия и подготовки его под развертывание. Стандартными зенкерами из быстрорежущей стали обрабатывают отверстия диаметром 3 – 100 мм. Зенкер имеет большее число режущих зубьев, чем сверло, поэтому обработка им более производительна, чем рассверливание, а качество зенкерования выше, чем при рассверливании.
Развертывание – применяют для окончательной обработки предварительно просверленного отверстия и получения точной геометрической формы, размеров и высокой чистоты
поверхности с помощью цилиндрических или конических разверток. Стандартные развертки применяют для обработки отверстий диаметром 1 – 300 мм в заготовках из различных материалов.
Для механической обработки отверстий сверлением, зенкованием используются пневмо-эле4трические машины и станки.
1.4. Правка и гибка
Правкой
называют метод обработки заготовок слесарными молотками или с помощью специальных устройств в целях устранения отклонения от формы (коробления, вмятины, изгибы, скручивание), которые возникают при рубке и резке материала, при термической обработке, сварке или в результате неправильного хранения и транспортирования.
Правка производится на правильных плитах ударами молотка.
При правке
листа с местными выпуклостями, удары следует наносить от периферии к центру выпуклости; при правке листа, имеющего волнистость по краям, удары молотком наносят по середине.
Механизированная правка металла достигается с использованием различных приспособлений, правильных валков, многовалковых листоправильных и углоправильных станков. Листы пропускают между валками несколько раз, пока на них не исчезнут выпучены или впадины.
Гибкой –
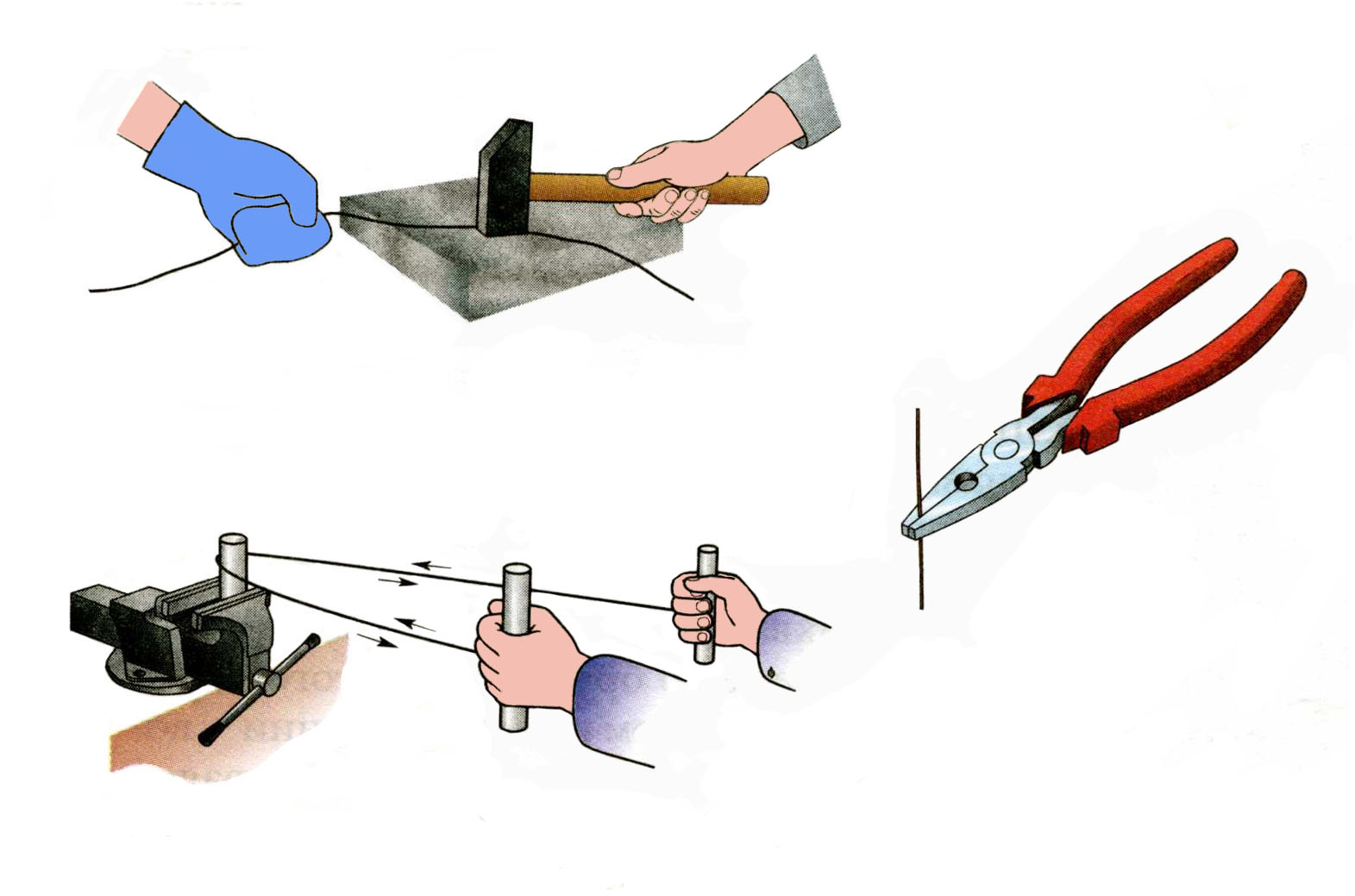
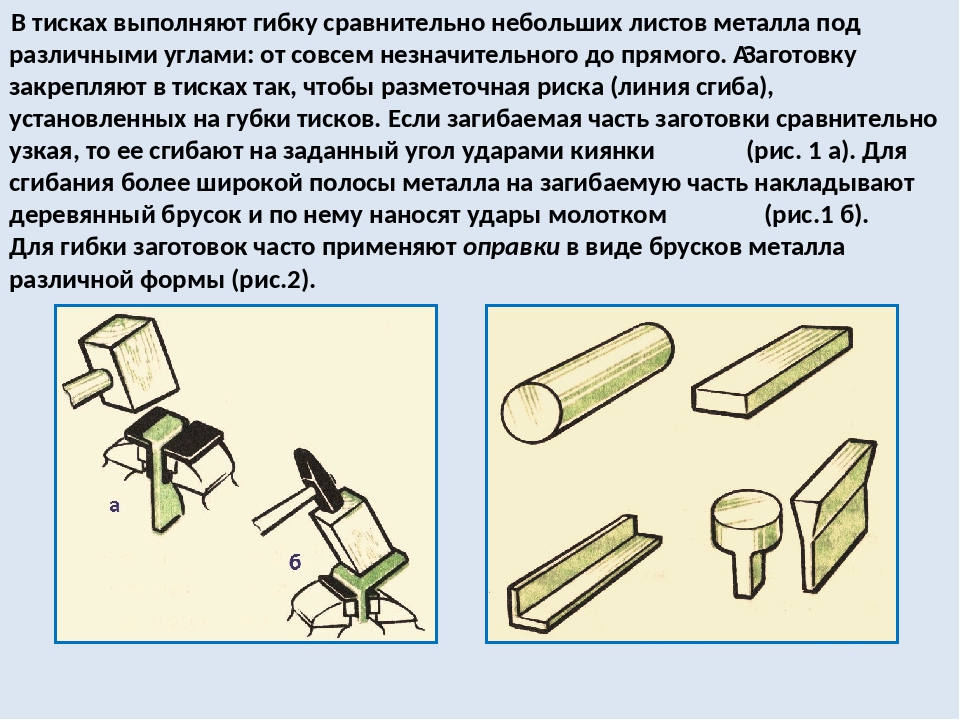
называют метод слесарной обработки, при котором геометрическая форма заготовки изменяется в результате пластического деформирования в холодном или горячем состоянии. Гибкой получают детали сложной пространственной формы (хомуты, скобы, элементы трубопроводов и т. д.). Гибку применяют для придания необходимой формы листовому, а также материалу круглого, квадратного и прямоугольного сечения. Гибку производят вручную ударами молотка в тисках, в струбцинах, с помощью специальных приспособлений (универсальных гибочных станках). Гибку труб производят обычно с наполнителями, чтобы избежать образования складок и сплющивания стенок (используется песок, свинец, канифоль).
Для гибки труб применяют ручные трубогибы (до d= 20 мм) и механические (до d= 100 мм) с толщиной стенок до 4 мм.
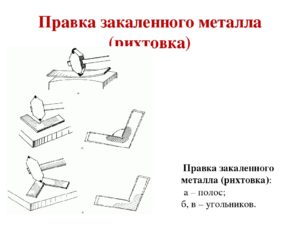
Правка закаленного металла (рихтовка)
Мягкие бойки для рихтовки не применяют. Их делают из высокопрочного сплава и придают округлую форму или скругляют острую сторону.
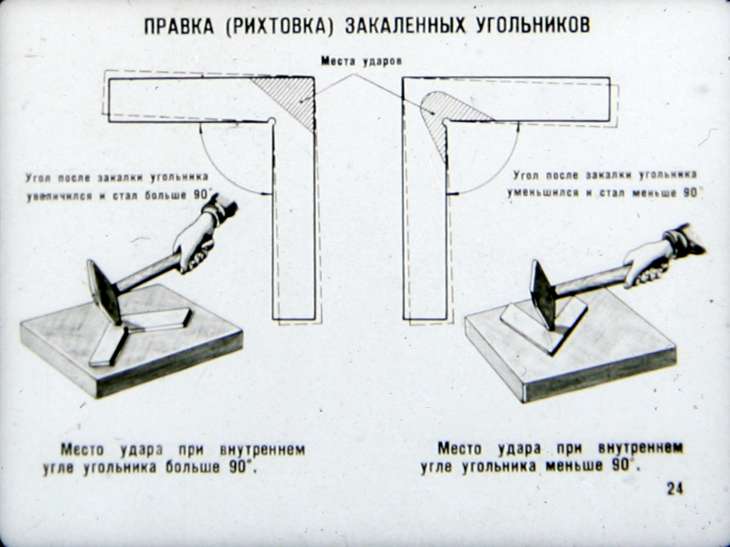
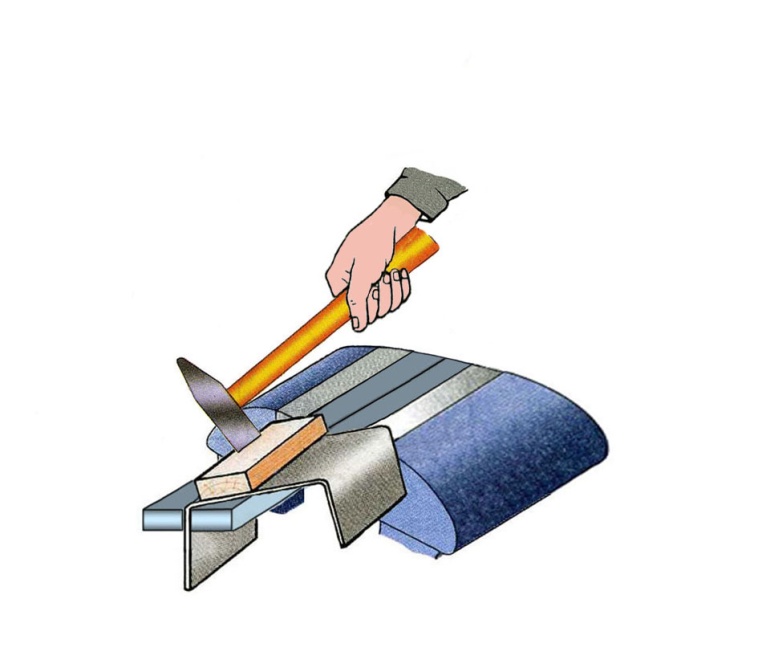
Правка закаленного металла (рихтовка)
Чтобы выправить закаленный металл, удары направляют по вогнутому участку детали. С растяжением материала на вогнутой стороне заготовка будет распрямляться. Операцию проводят на имеющей полусферическую форму рихтовочной бабке, по которой деталь постепенно передвигают вверх и вниз.
Чтобы выправить закаленный угольник с нарушением прямого угла, разработано два приема. Если угол превратился в острый, удары направляют возле внутреннего угла. Если же угол превратился в тупой, удары направляют в зону у вершины внешнего угла. Материал в зоне воздействия растягивается и прямой угол восстанавливается.
Оборудование для правки
Правка металла в условиях производства осуществляется на специальных станках. Для этого используют такое оборудование:
- Правильные вальцы. Монтируются валы, между которыми пропускается металл. Давление рассчитывается так, чтобы дать возможность исправить погрешность, но не превысить пластичность изделия. Часто на производстве оборудование автоматизируется и обладает высоким уровнем производительности. Вальцы могут иметь разную форму, чтобы пропустить между ними не только листовой металл, но и прутки.
- Пресса. Для них нужно установить штампы. Нередко правка металла совмещается в одном штампе с другими операциями.
На предприятиях также могут использовать целые механизированные комплексы с автоматической подачей листа металла и исправлением дефекта.

Для правки металла ручным способом используют следующие инструменты:
- Плиты из чугуна. Они отличаются большой массой.
- Рихтовальные бабки. Они используются для работы с твердым металлом.
- Молотки различной конфигурации. Они должны быть мягче самого материала.
- Кувалды. Так называются те же самые молотки, только большего веса. Их используют в том случае, если силы удара молотка оказывается недостаточно.
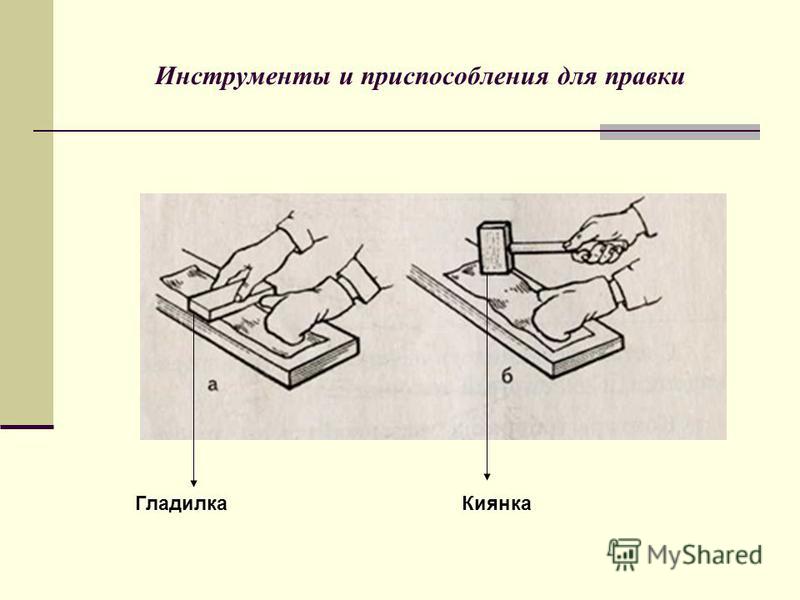
- Киянки – это молотки, изготовленные из дерева.
- Гладилки – это деревянные инструменты, которые используют для выравнивания металла. Такие инструменты применяются для тонких листов.
- Наковальня или массивная металлическая плита.
Инструмент для гибки металла: что это и как его выбрать?
Общие сведения о гибочном инструменте При сгибании на листовой металл одновременно воздействует несколько сил, приложенных в различных точках и направленные в противоположном направлении. Внешняя сторона листа при этом растягивается и увеличивается в размерах, а нижняя наоборот должна сжиматься и уплотняться. Обеспечить такую деформацию, да еще и высокого качества должен гибочный инструмент.
При этом усилие, развиваемое инструментом, должно быть строго дозировано. Если оно недостаточно, то деформация может получиться упругой. В этом случае после прекращения усилия металл спружинит и разогнется обратно. Если же усилие окажется слишком большим или будет приложено в неправильном направлении, то сгибаемый металл может переломиться.
Поэтому, при изменении формы металла, на него действуют следующие деформации:
— Сжатие; — Растяжение;
Универсальный гибочный инструмент
может придавать металлу различную форму: сгибать под углами различной остроты, скручивать по продольной или поперечной оси. Другие разновидности гибочных приспособлений, такие какинструмент для завитков или для скручивания, позволяют решить более специализированные задачи.
Основные приемы правки металла вручную
Поступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д.
Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки.
Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления.
Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите.
Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки.
Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое.
При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро.
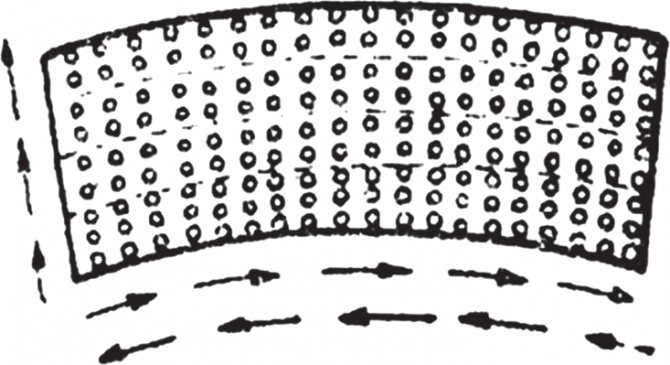
Рис. 3. Схема правки изогнутости заготовки на ребро
У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными.







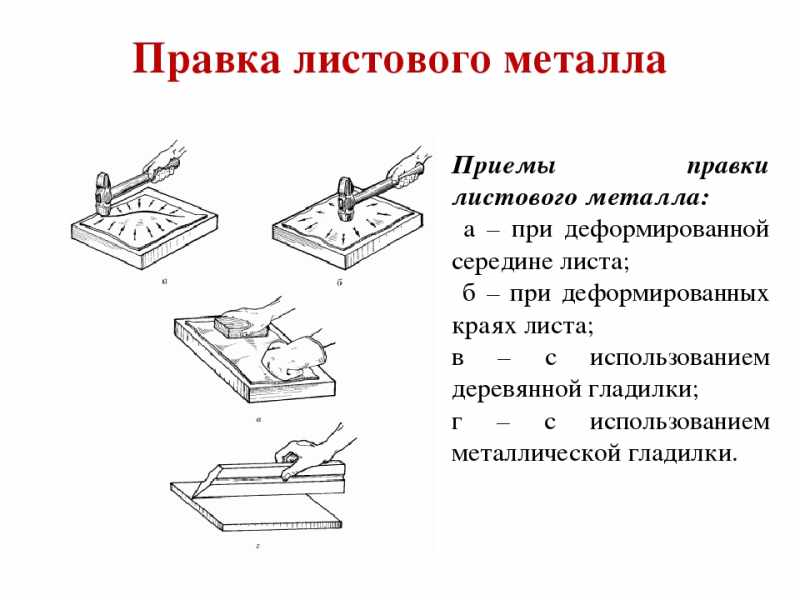
Правку изогнутого листа, имеющего поперечные волны — волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой — наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны.
При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям.
После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность.
В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка.
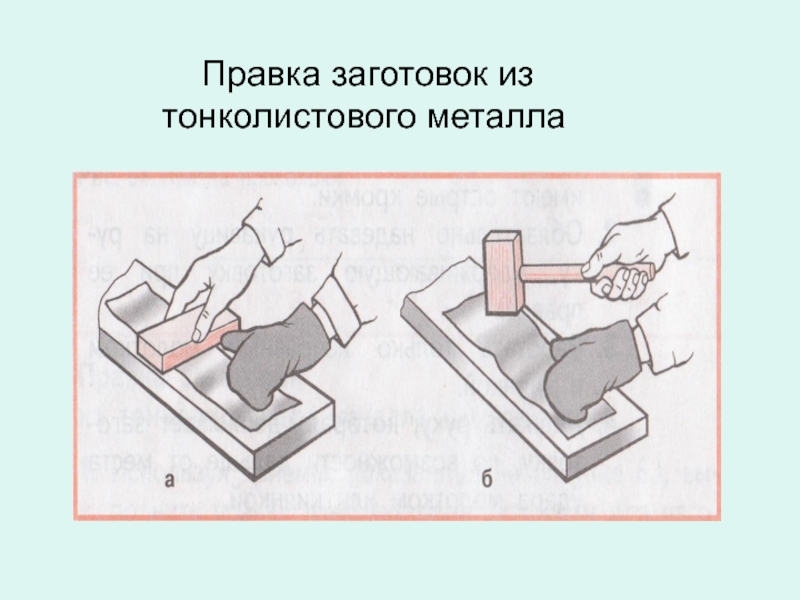
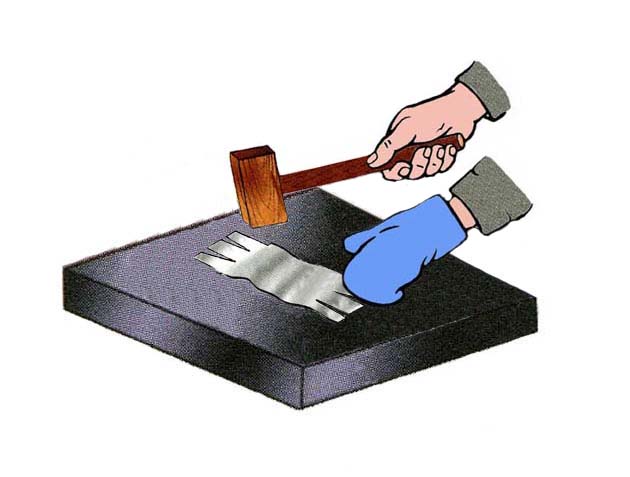
При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками.
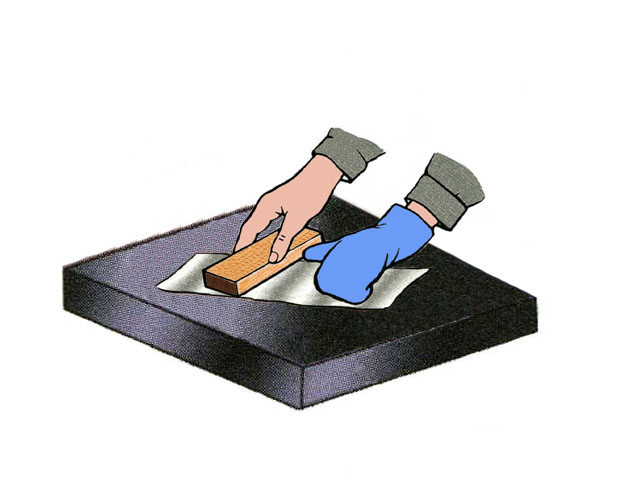
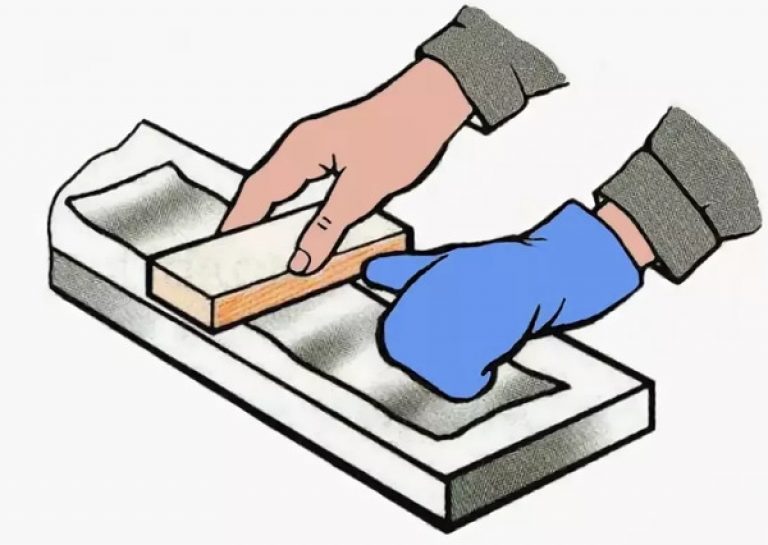
Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают.
Как выбирать гибочный инструмент?
Наиболее распространены и востребованы в быту станки с ручным приводом. Чаще всего при помощи таких устройств осуществляют следующие манилуляции:
- Сгибание металла под заданным углом.
- Изготовление декоративных элементов путем продольного скручивания металла (торсировки, изготовления плетеных элементов – «корзинок»)
- Сгибание металла в дугу или кольцо.
- Производство завитков.
С помощью этих операций можно сделать из металлических полос или прутков элементы для декоративной решетки, ограды, забора. Востребованы такие станки и для производства навесов, ворот, декоративных ажурных конструкций.
Прежде всего, стоит определить, какой перечень из этих операций должен выполнять ваш инструмент. Полезно будет также определить объемы выполняемых работ: для серийного производства (например, в масштабах кузнечной мастерской) стоит выбирать инструмент мощнее, а при работе в быту, когда не планируется изготавливать много изделий, можно выбрать и менее мощный вариант.
Если планируется интенсивная работа, стоит выбрать инструмент на более массивной станине. Это позволит гибочному устройству прослужить дольше, ведь на станину действуют большие нагрузки. Хорошим выбором в этом случае будет, к примеру, универсальный гибочный инструмент MB21-30 производителя Blacksmith.
Важно также определиться, какой именно металл вы планируете сгибать. Возможно, это будет листовой прокат, а может – прутки или трубы. Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля
Другие более специализированы и подходят для придания формы металлопрокату только определенного типа
Некоторые модели гибочного инструмента универсальны и снабжены съемными приспособлениями для фиксации заготовок любого профиля. Другие более специализированы и подходят для придания формы металлопрокату только определенного типа.
Также стоит подумать о том, в каком положении вы планируете сгибать металл. Часть станков работают только в одном положении, например, предусматривают горизонтальное положение заготовки при работе. Более широкий функционал имеют универсальные инструменты, например, Blacksmith M3-G, которые можно устанавливать как в горизонтальном, так и в вертикальном положении.
Оборудование для правки
Основа любого набора инструментов — это правильная плита. Она должна быть идеально ровной, массивной и устойчивой, для чего ее отливают из ударопрочного чугуна или стали, для упрочнения конструкции снабжают продольными и поперечными ребрами жесткости. Устанавливают их на массивное бетонное основание.

Инструменты для правки металла
Молотки для правки должны быть мягче, чем материал заготовки. Поэтому их снабжают деревянными или резиновыми бойками. Для работы со стальными листами используют молотки с мягкими бойками из меди или свинца. Боек должен иметь закругленную форму. Боек квадратной формы не годится, так как он будет оставлять на листовой заготовке характерные следы — забоины. Масса плиты должна относиться к массе молотка примерно как 100:1.
Для работы с листовой заготовкой применяют также подкладочную плиту из плотной резины, со сформированным на ней большим количеством бугорков одинаковой высоты. Под ударами металл сам находит свое место, и производительность процесса заметно возрастает по сравнению с голой стальной правильной плитой.
Для работы с тонкими листами применяется специальная оснастка — гладилки и поддержки. Для работы с закаленными деталями применяют цилиндрические или полусферические правильные бабки.

На предприятиях применяют специальные механизированные правильные комплексы с механической подачей листа и автоматизированным исправлением дефектов. В одних заготовку протягивают между массивными вращающимися валками, вращающимися в противоположные стороны. В других операция происходит на правильной плите путем опускания широкого пресса.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Зачем нужна правка металла
Произведенный металлический прокат используется как заготовка для штамповки горячим или холодным способом. Поэтому металл должен полностью соответствовать государственным стандартам. К нормативам ГОСТ относится:
- проверка листов и полос на неплоскостность;
- проверка круглых прутков на допустимый размер кривизны;
- проверка квадратных прутков на величину вогнутости или выпучивания.

Другие случаи, когда прибегают к правке металла:
- разрезание листового металла на гильотинных ножницах;
- усадка металлоконструкции;
- термическая обработка металла;
- выталкивание готового изделия из полости матрицы.





