

Электрооборудование
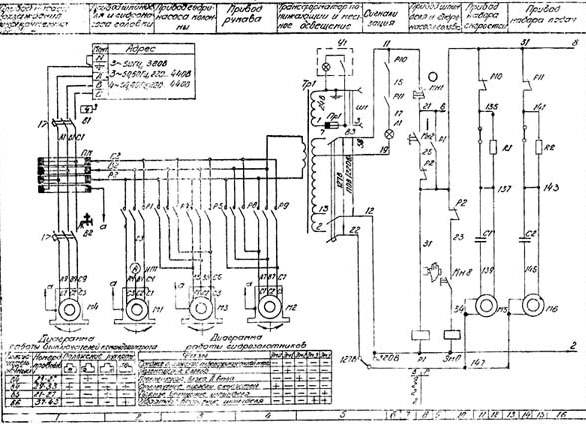
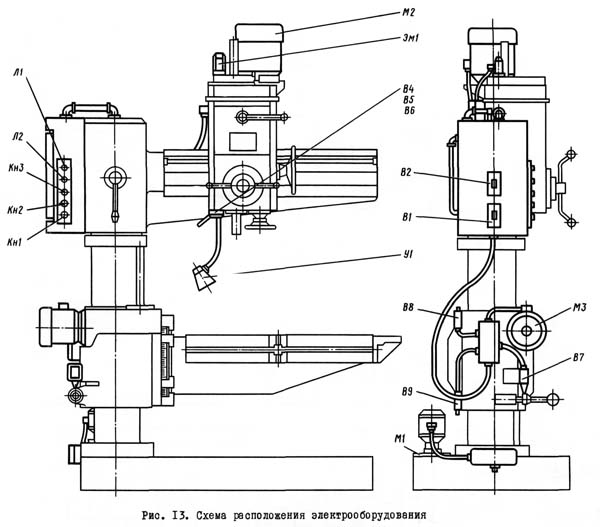
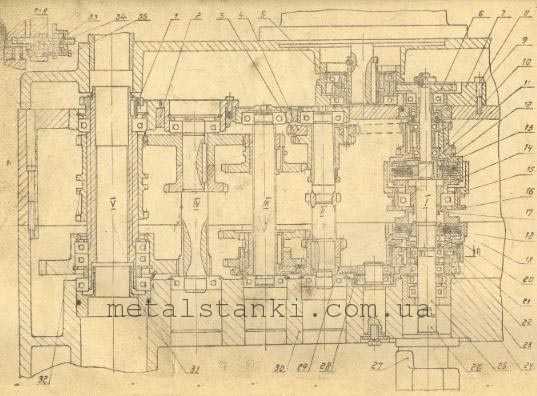
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
Техническая документация на оборудование
| Стоит всего лишь набрать номер модели станка (оборудования) и тут же найдется необходимый паспорт на техническое устройство: |
Друзья на все архивы (техническая документация) установлен пароль. Получить его бесплатно можно тут.

Назначение технического устройства.
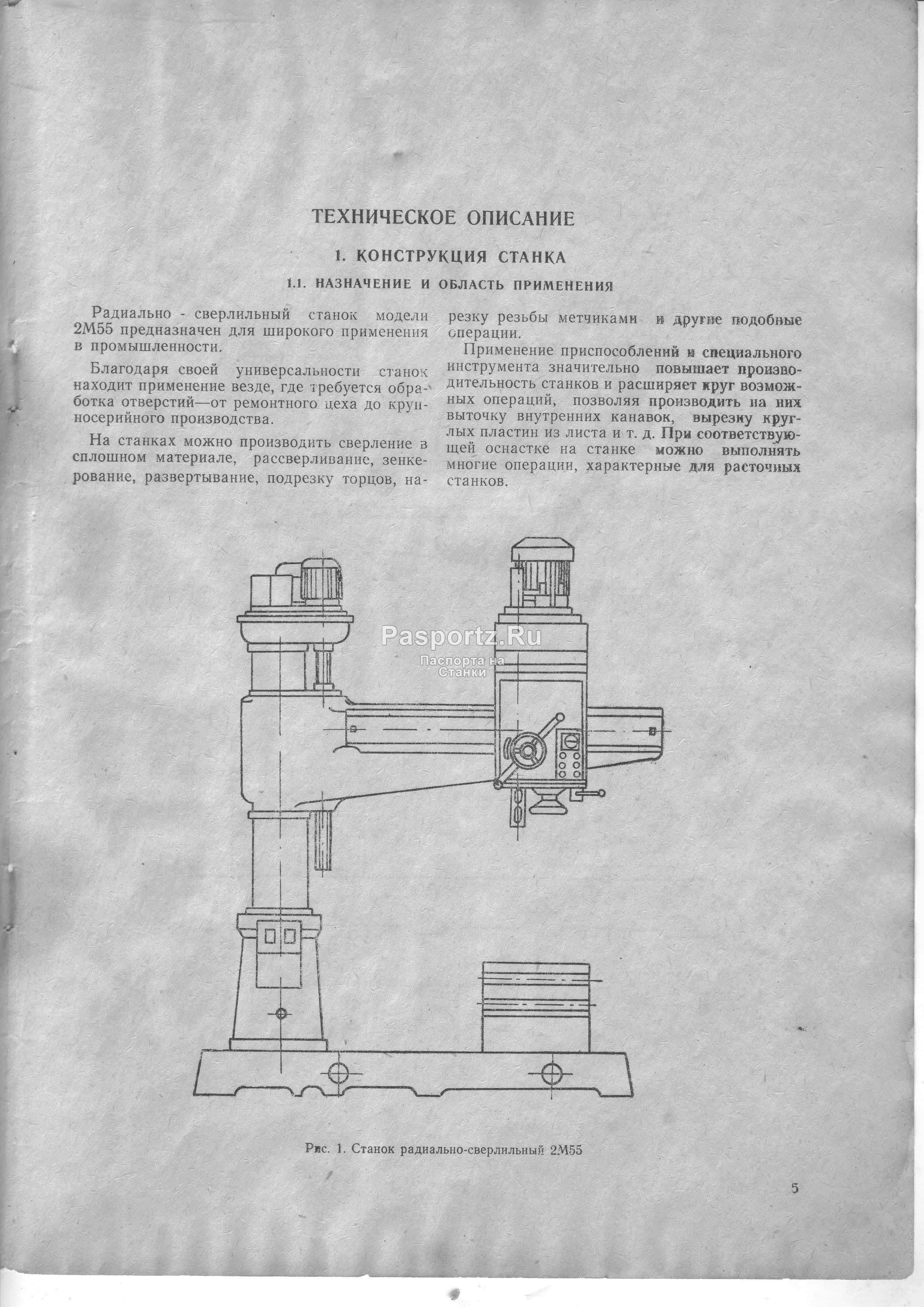
Радиально-сверлильный станок модели 2М55 предназначен для широкого применения в промышленности. Благодаря своей универсальности станок находит применение везде, где требуется обработка отверстий – от ремонтного цеха до крупносерийного производства. На станках можно производить сверление в сплошном материале, рассверление, зенкерование, развертывание, подрезку торцов, нарезку резьбы метчиками и другие подсобные операции.
Технические характеристики.
Количество электродвигателей — 6
Электродвигатель главного движения:
Мощность, кВт — 5,5
Частота вращения, об/мин. — 1500
Электродвигатель механизма перемещения рукава:
Мощность, кВт — 2,2
Частота вращения, об/мин. — 1500
Электродвигатель насоса гидрозажима колонны:
Мощность, кВт — 0,55
Частота вращения, об/мин. — 1500
Электродвигатель механизмов дистанционного управления набором скоростей и передач:
Мощность, кВт — 0,01
Частота вращения, об/мин. — 8,76
Электродвигатель насоса охлаждения:
Мощность, кВт — 0,125
Частота вращения, об/мин. – 2800
Производительность, л/мин. – 22
Горизонтально-сверлильные
Этот тип оборудования предназначен для горизонтальной обработки различных деталей и заготовок. Сверлильный блок располагается в торцевой части относительно конструкции, а также имеет функцию смещения по высоте. Для этого в станке присутствует вертикально расположенные направляющие.
Специфика работы подобных моделей заключается в возможности обработки массивных деталей. Для этого конструкция оборудования должна включать в себя относительно большой рабочий стол. Для надежной фиксации деталей рекомендуется использовать магнитное основание. Чаще всего горизонтально-сверлильные установки применяются для комплектации больших производственных линий.
Специфика эксплуатации оборудования:
- наличие устройств для точного позиционирования сверла;
- поворотный механизм рабочего стола. С его помощью происходит смещение детали, что повышает производительность комплекса;
- сверлильный блок рассчитан на максимально возможные механические нагрузки. Это позволяет обрабатывать детали из специальных инструментальных сортов стали.
Основным недостатком данных моделей является высокая стоимость. Также следует учитывать трудоемкость обслуживания из-за сложности конструкции.


Возможные неисправности
Неисправности 2М55 выявляются при нажатии на кнопки управления. Самыми распространенными являются (причины):
- отсутствие начала перемещений или включения механизмов при нажатии на клавиши (нет питания в электрической цепи);
- неправильный выбор скоростей и подач после преднабора (сбой регулировки);
- отсутствие вращения на шпинделе (низкое давление в гидросистеме);
- отключение подачи при сверлении, срабатывание предохранительного устройства (затупился инструмент, не правильно выбран режим резания).
С остальными возможными неисправностями можно ознакомиться в инструкции по эксплуатации радиально-сверлильного станка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Радиально сверлильный станок 2М55
- Описание
- Комментарии
- Отзывы
Cтанок радиально-сверлильный 2М55 предназначен для сверления, рассверливания, зенкерования, развертывания, растачивания отверстий, нарезания резьбы метчиками, подрезки торцов резцом, а также выполнения других аналогичных операций при обработке различных корпусных деталей.
Станок имеет двухколонную компоновку станочной части, что позволяет создать жесткую конструкцию узла, не допускающую смещение оси шпинделя при зажиме колонны. Специальный зажим колонны центрального типа создает тормозной момент, гарантирующий высокопроизводительное сверление.
Для поворота колонны требуется незначительное усилие на самом малом радиусе сверления, что также обеспечивает высокую производительность работы и снижает утомляемость оператора.
Широкий диапазон чисел оборотов и подач шпинделя обеспечивает высокопроизводительную работу при любых сочетаниях обрабатываемых материалов, инструмента, размера и т.д.
Преселективное дистанционное электрогидравлическое устройство позволяет менять режимы с предварительным их набором. Станок имеет механизм автоматического выключения при достижении заданной глубины сверления. Уравновешивание шпинделя обеспечивается специальным противовесом, допускающим удобную регулировку с рабочего места в случае изменения массы инструмента.
Радиально сверлильный станок 2М55 технические характеристики
| Характеристика | 2М55 |
|---|---|
| Наибольший диаметр сверления в стали средней твердости, мм | 50 |
| Вылет шпинделя (расстояние от оси шпинделя до образующей колонны), мм. | 450 — 1500 |
| Расстояние от нижнего торца шпинделя до плиты, мм. | 470 — 1500 |
| Наибольшее вертикальное перемещение рукава по колонне, | 680 |
| Наибольшее осевое перемещение шпинделя, мм. | 350 |
| Конус шпинделя | Морзе 5 |
| Наибольший вес инструмента, управляемый противовесом при наибольшей допускаемой затяжке, кг. | 30 |
| Количество скоростей вращения шпинделя | 19 |
| Пределы чисел оборотов в минуту | 30 — 1700 |
| Мощность электродвигателя привода шпинделя, кВт. | 4,5 |
| Мощность электродвигателя перемещения рукава, кВт. | 1,7 |
| Габариты станка, мм. | 2625 х 968 х 3265 |
| Вес 2М55 2М55 станка, кг. | 4100 |
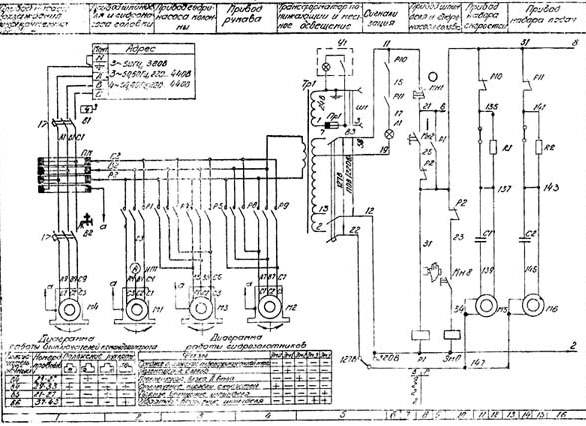
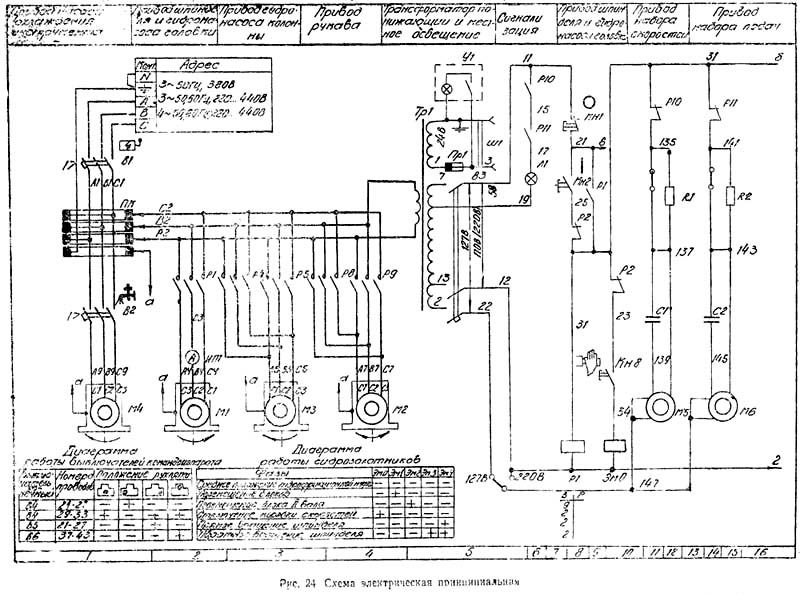
Электрооборудование
На станке 2М55 электрическая схема отображает управление рабочими органами. Электрическая принципиальная схема представлена на рисунке.
Электрическая схема станка 2М55
- Безопасность работы на станке обеспечивают блокировки.
- Если командоаппарат находится во включенном состоянии, то питание на двигатель подаваться не будет до тех пор, пока рукоятку управления не установят в нейтральное положение.
- Переключение скоростей невозможно во время работы гидропреселектора. Сигнал не подается на катушку золотника.
- Ограничение перемещений рукава по колонне осуществляется двумя конечными выключателями.
Подавая питание в электрическую цепь, включаются главный двигатель и двигатель гидростанции, и станок переходит в режим наладки.
Зажим и отжим сверлильного узла и колонны гидравлический. Электросхема управляет катушками гидрозолотника. Организована возможность отдельного отжима сверлильного узла.
Поворачивать рукав и перемещать сверлильную головку можно только в ручную, нажав на кнопку отжима. Движение рукава по колонне осуществляется от отдельного двигателя М2.
Схема обеспечивает преселективный преднабор скоростей вращения шпинделя и рабочих подач. Данные операции производятся во время работы станка. По окончании обработки сигнал с реле подается на двигатель М5. Он перемещает механизм переключения до согласования положений переключателя В11 с переключателем В13. После этого происходит переключений на заданные режимы.
На шпинделе организовано реверсивное вращение.
Контроль нагрузки на двигатель шпинделя осуществляется амперметром ИП1.
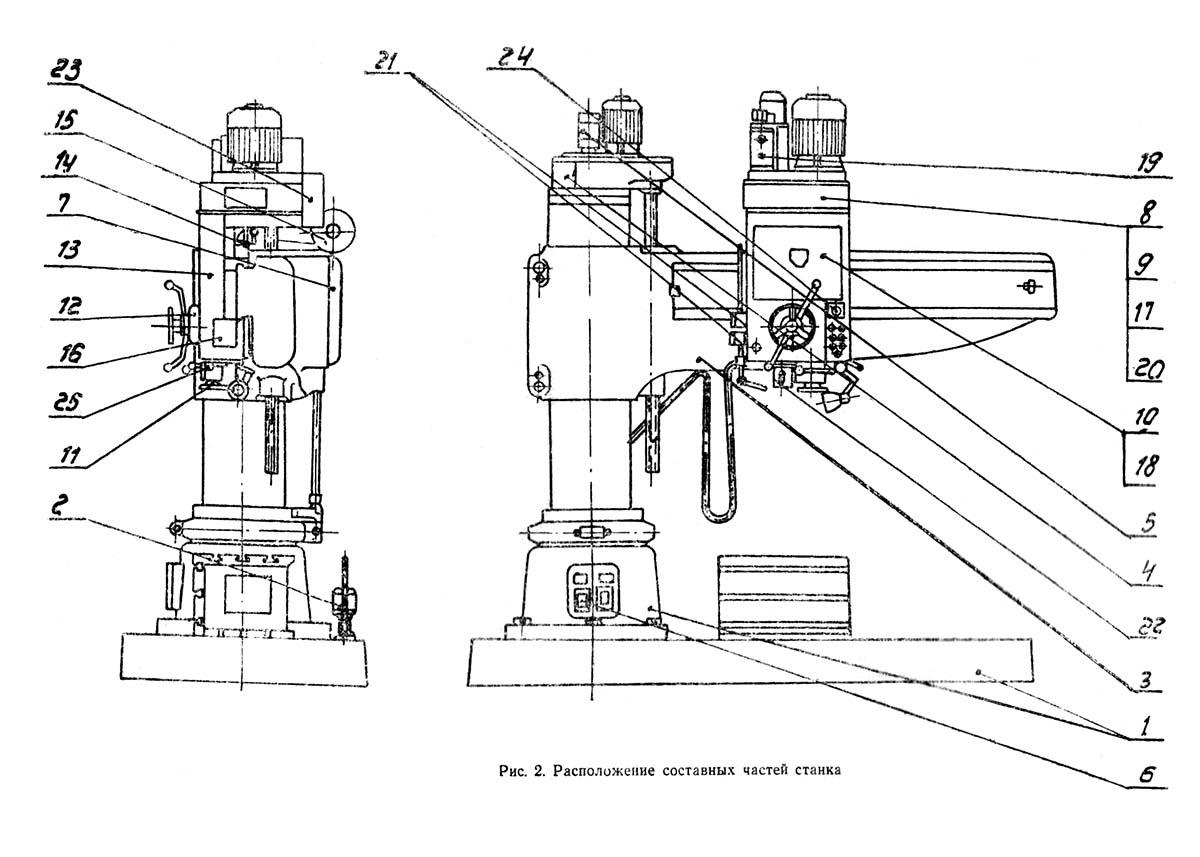
Конструкция модели
Данное радиально-сверлильное устройство состоит из следующих конструкционных элементов:
- основание, выполненное в форме плиты;
- рукава или траверсы;
- коробка скоростей и подач;
- головка, использующаяся для выполнения сверления;
- система охлаждения;
- механизм для фиксирования головки для сверления;
- гидравлическое и электрическое оборудование;
- редуктор;
- механизм, использующийся для подъема траверс;
- токосъемник;
- вал червяка;
- колонна;
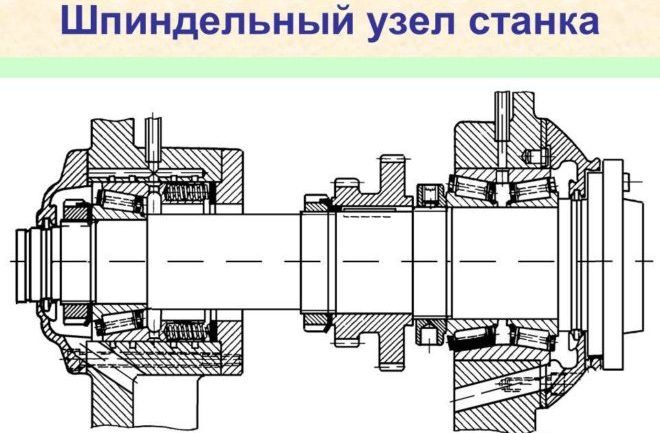
- шпиндельный узел;
- фрикционная муфта;
- узел, который обеспечивает передвижение рабочей головки в ручном режиме;
- противовесное устройство;
- система управления;
- насосный механизм;
- узел для включения и управления подачами.
Конструкционно радиально-сверлильное устройство состоит из массивной плиты, которая исполняет роль основания. На данном элементе размещается цоколь, предназначенный для монтажа колонны из стали. Именно на ней находится рукав с рабочей головкой. Она перемещается при помощи специального механизма.
Сама рабочая головка является конструкционно сложным узлом, который состоит из нескольких элементов. В частности, это шпиндельный механизм, коробка подач и скоростей, противовес. Данный узел может перемещаться в ручном режиме, что осуществляется при помощи траверсы. Его также можно зафиксировать в нужном положении, используя специальный зажимной механизм.
 Коробка подач станка
Коробка подач станка
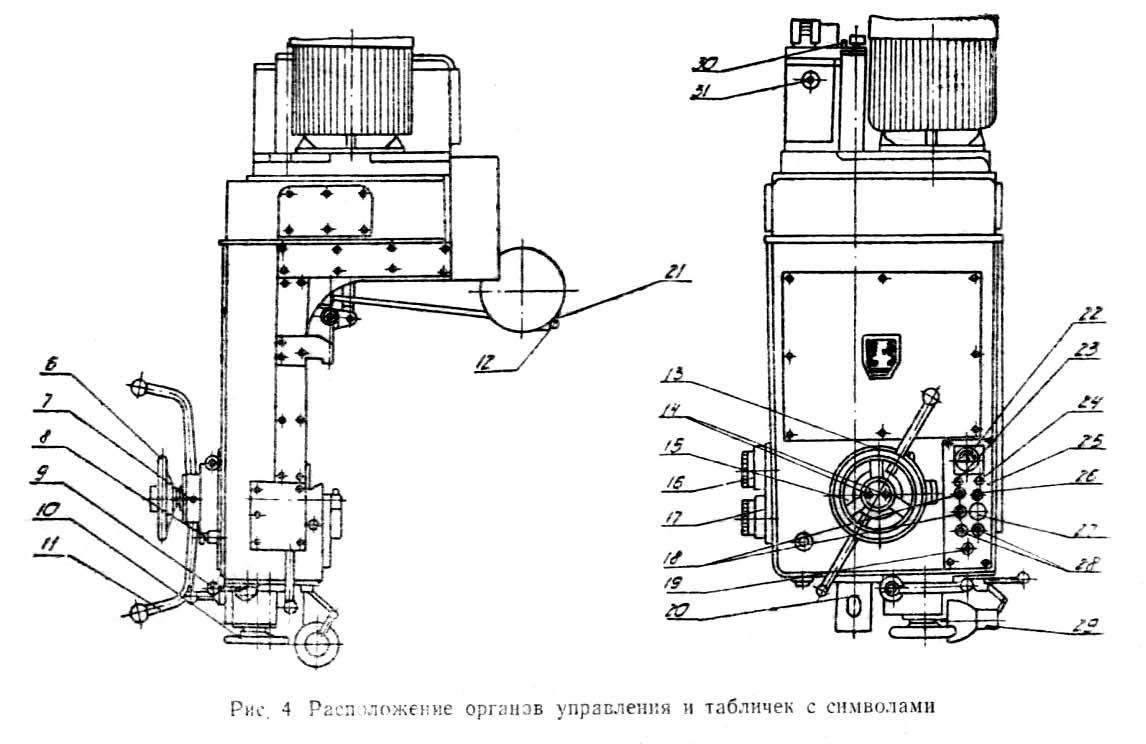
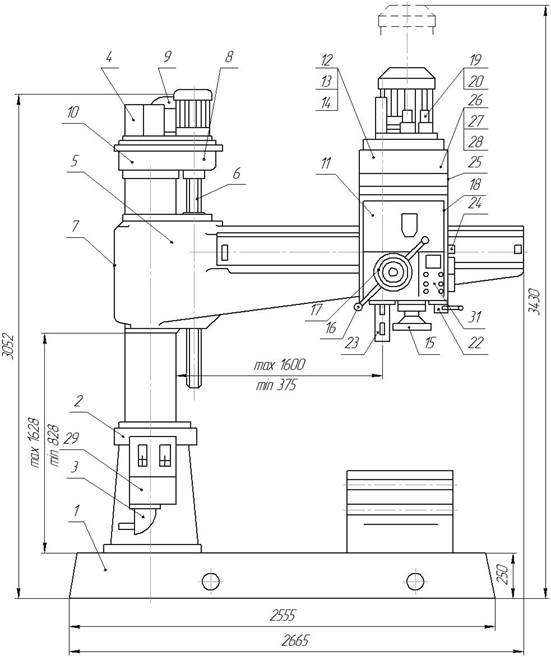
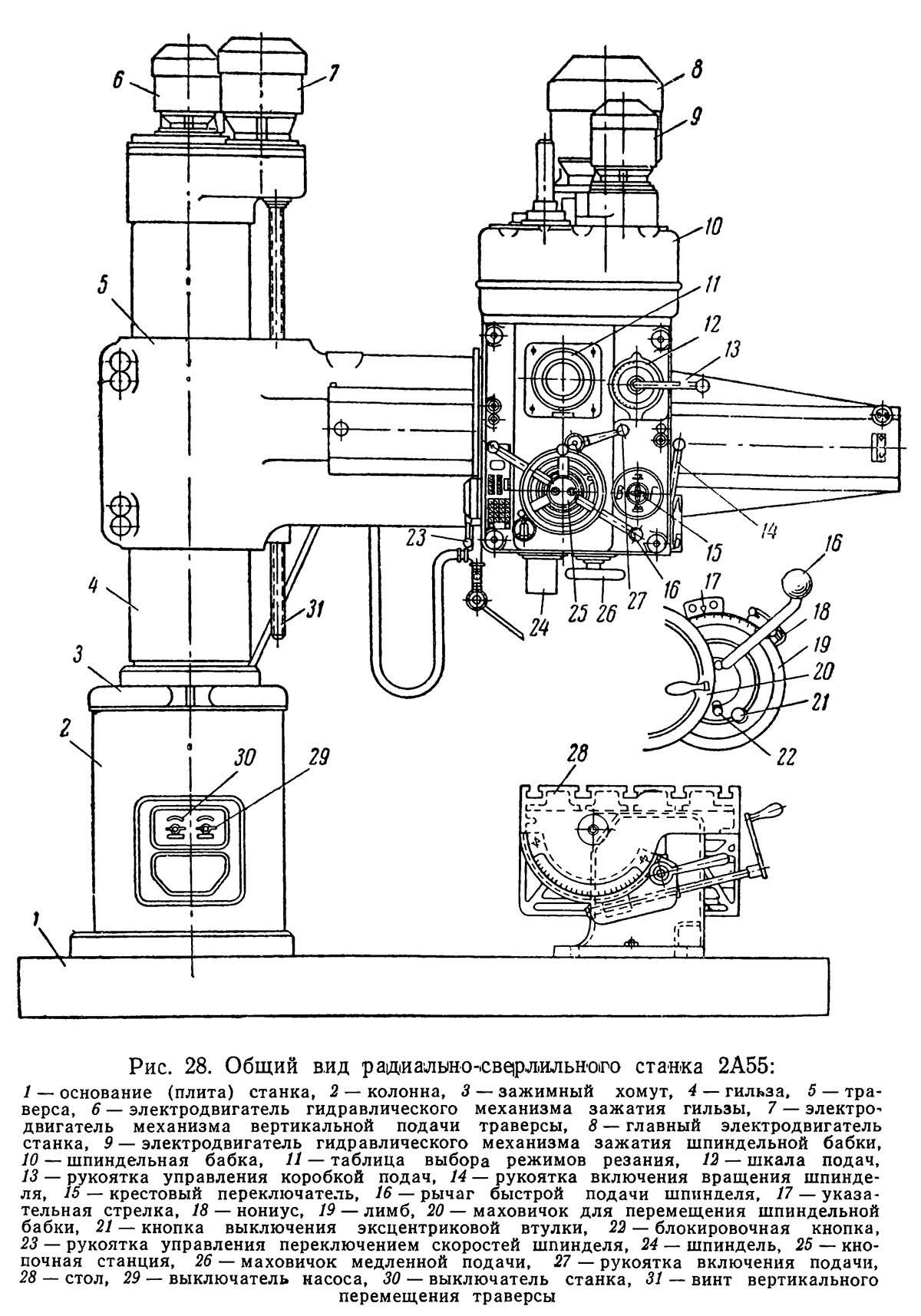
Органы управления
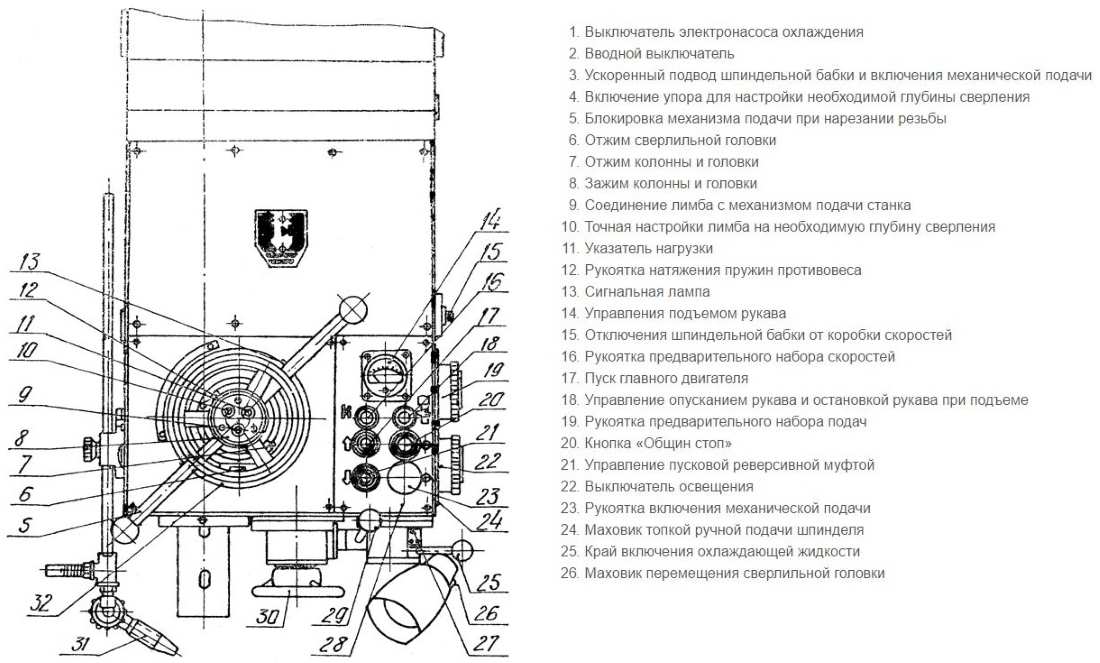
На станок 2М55 руководство по эксплуатированию приводит описание управления станком.

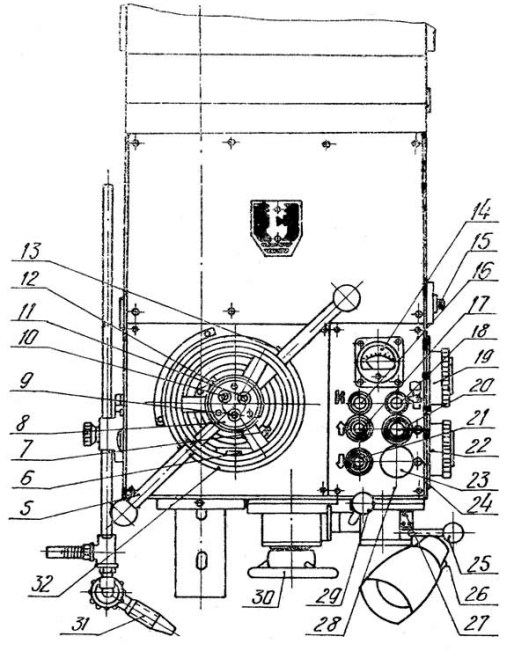
Органы управления станком 2М55
На рисунке предоставлены следующие органы управления, находящиеся на сверлильной головке:
- ускоренный подвод шпинделя, подключение рабочей подачи – 5;
- настройка глубины высверливания – 6;
- блокировка подачи во время нарезания резьбы – 7;
- фиксатор регулирования опускания крана СОЖ – 8;
- отжим сверлильной головки – 9;
- отжим колонны одновременно с сверлильной головкой – 10;
- зажим колонны одновременно с сверлильной головкой – 11;
- соединение лимба и механизма подач -12;
- правильная настройка лимба -13;
- амперметр (указатель нагрузки) – 14;
- регулятор натяжения пружин в противовесе – 15;
- указатель преднабора – 16;
- подъем рукава – 17;
- выключение шпинделя – 18;
- рукоять преднабора – 19;
- пуск основного мотора – 20;
- опускание рукава – 21;
- преднабор подач – 22;
- кнопка стоп – 23;
- реверс – 25;
- локальное освещение – 26;
- включение механической подачи – 29;
- точная подача ручным способом – 30;
- кран СОЖ – 31;
- маховик движения сверлильного узла — 32.
Технические характеристики сверлильного станка 2М58-1
| Наименование параметра | 2М58-1 |
| Основные параметры станка | |
| Класс точности станка | Н |
| Наибольший условный диаметр сверления в стали 45, мм | 100 |
| Наибольший условный диаметр сверления в чугуне, мм | |
| Диапазон нарезаемой резьбы в стали 45, мм | |
| Расстояние от оси шпинделя до направляющей колонны (вылет шпинделя), мм | 500..3150 |
| Наибольшее горизонтальное перемещение сверлильной головки по рукаву, мм | 2650 |
| Наименьшее и наибольшее расстояние от торца шпинделя до плиты, мм | |
| Наибольшее вертикальное перемещение рукава по колонне (установочное), мм | 1500 |
| Наибольшее осевое перемещение пиноли шпинделя (ход шпинделя), мм | 630 |
| Угол поворота рукава вокруг колонны, град | 360 |
| Размер поверхности плиты (ширина длина), мм | |
| Наибольшая масса инструмента, устанавливаемого на станке, кг | |
| Шпиндель | |
| Диаметр гильзы шпинделя, мм | |
| Обозначение конца шпинделя по ГОСТ 24644-81 | Морзе 6 |
| Частота прямого вращения шпинделя, об/мин | 12; 12; 15; 16; 20; 25; 31,5; 40; 50; 63; 80; 100; 125; 160; 200; 250; 315; 400; 500; 630; 800; 1000; 1250 |
| Количество скоростей шпинделя прямого вращения | 22 |
| Частота обратного вращения шпинделя, об/мин | |
| Количество скоростей шпинделя обратного вращения | |
| Пределы рабочих подач на один оборот шпинделя, мм/об | 0,063; 0,08; 0,10; 0,125; 0,16; 0,20; 0,25; 0,315; 0,40; 0,50; 0,63; 0,80; 1,25; 1,60; 2,00; 2,5; 3,15 |
| Число ступеней рабочих подач | 18 |
| Пределы рабочих подач на один оборот шпинделя при нарезании резьбы, мм | |
| Перемещение шпинделя на одно деление лимба, мм | |
| Перемещение шпинделя на оборот лимба, мм | |
| Наибольший допустимый крутящий момент, кгс*см | 280 |
| Наибольшее усилие подачи, кгс | 5000 |
| Зажим вращения колонны | Гидр |
| Зажим рукава на колонне | Электр |
| Зажим сверлильной головки на рукаве | Гидр |
| Электрооборудование. Привод | |
| Количество электродвигателей на станке | |
| Электродвигатель привода главного движения, кВт | 13 |
| Электродвигатель привода перемещения рукава, кВт | 3,0 |
| Электродвигатель гидронасоса колонны, кВт | 0,75 |
| Суммарная мощность установленных электродвигателей, кВт | |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 4850 х 1830 х 4885 |
| Масса станка, кг | 18000 |
Список литературы:
Глухов Н.М. Работа на координатно-расточных станках, 1953
Григорьев С.П., Григорьев В.С. Практика координатно-расточных и фрезерных работ, 1980
Кашепава М.Я. Современные координатно-расточные станки, 1961
Кудряшов А.А. Станки инструментального производства, 1968
Бернштейн-Коган В.С. Электрооборудование координатно-расточных и резьбошлифовальных станков, 1969
Ипатов С.С. Координатно-расточные станки в точном приборостроении, 1954
Богданов А.В. Расточное дело, 1960
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики сверлильно-фрезерно-расточной группы станков
- Выбор подходящего станка для металлообработки
- Технология ремонта станков
- Методика проверки и испытания сверлильных станков на точность и жесткость
- Справочник сверлильных станков
- Заводы производители сверлильных станков в России
- Заводы производители металлорежущих станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
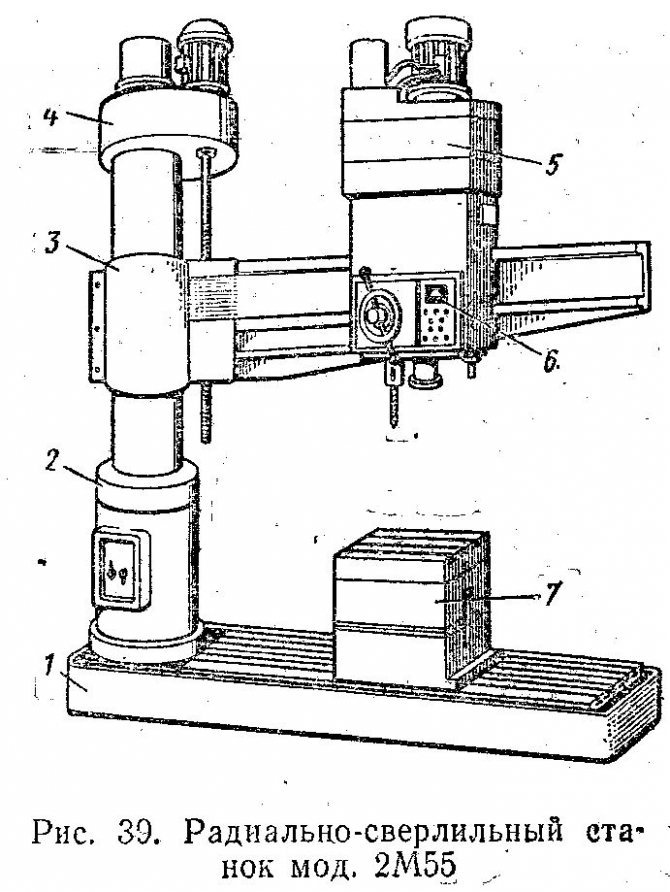
Обзор сверлильного станка 2М55: конструкция, характеристики, паспорт
Радиально-сверлильные станки серии 2М55 предназначены для обработки неподвижных деталей и заготовок с большой массой, смещение которых на рабочей поверхности стола затруднено. Проектированием и изготовлением этой марки оборудования занимался Одесский завод радиально-сверлильных станков. Паспорт для эксплуатации также составлялся этим объединением.

Конструктивные особенности станка

Радиально-сверлильный станок 2М55 имеет достаточно широкий набор операций. С его помощью можно выполнять сверление, рассверливание, зенкерование, подрезку торцов заготовки специальным инструментом, формирование резьбы и много другое. В паспорте оборудования указан полный перечень функций.
Конструкция станка во многом стандартна — на плите станка располагается колонна. На ней с помощью специального зажима крепится подвижный рукав. Именно на нем располагаются основные узлы и агрегаты оборудования – электродвигатель, коробка передач и шпиндельная головка. В конструкции предусмотрены механизмы смещения рукава по вертикальной плоскости колонны, а также изменение положения шпинделя в горизонтальном направлении.
Согласно техническим характеристикам из паспорта у станка 2М55 есть следующие особенности эксплуатации:
- высокая точность выполняемых работ. Она обеспечивается минимальным усилием для смещения шпинделя даже при формировании малых диаметров сверления;
- функциональность. Это обусловлено большим количеством числа передач и оборотов. Производительность не падает при обработке заготовок из различных материалов. Удобная система замены режущего инструмента;
- предварительная установка режимов работы. Для этого в конструкции есть преселективное устройство. Оператор предварительно устанавливает набор режимов, которые запускаются в порядке очередности.
Еще одним преимуществом станка перед аналогичными моделями является двухколонная компоновка. Она позволяет добиться максимальной жесткости при фиксации колонны. Это минимизирует вероятность неконтролируемого смещения шпинделя во время работы.
На верхнем торце станка 2М55 отсутствуют компоненты, которые требуют обслуживания. Это повышает эксплуатационные качества оборудования, так как сокращается время выполнения ремонтных и профилактических работ.
Технические характеристики оборудования

С помощью станка можно обрабатывать заготовки и детали из различных материалов. Наиболее популярными являются сталь и чугун. Благодаря широкому выбору режимов возможно формирование качественных отверстий в специальных сплавах чугуна с особыми характеристиками. Рекомендации по эксплуатации указаны в паспорте.
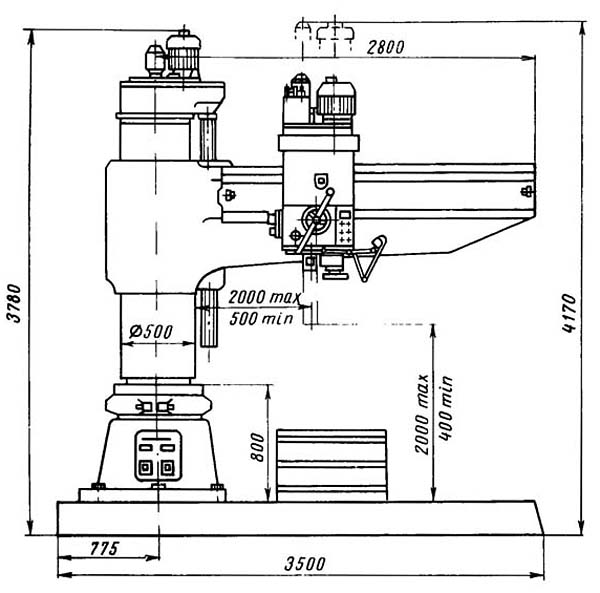
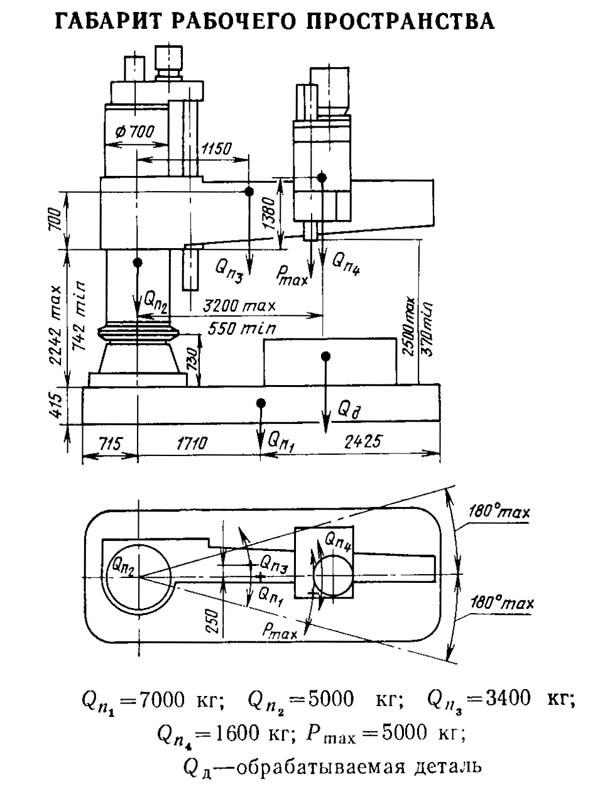
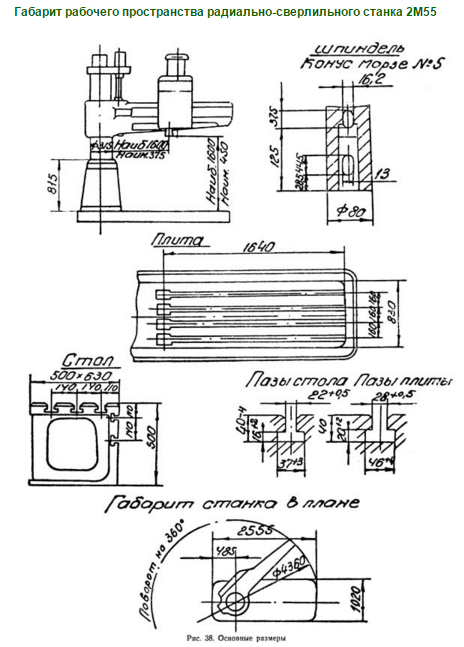
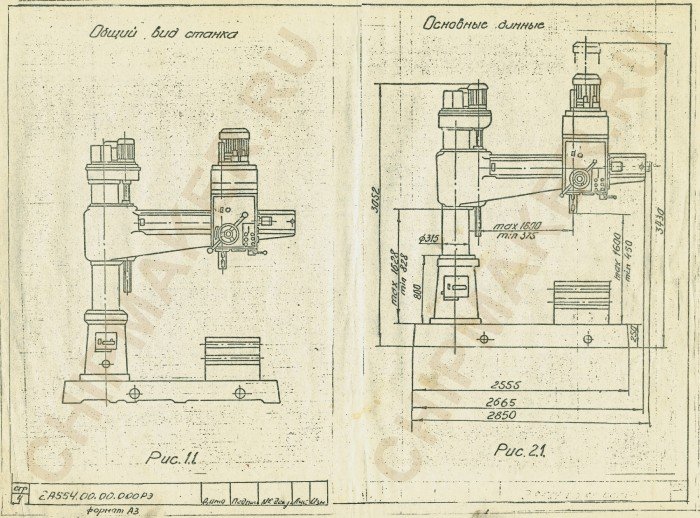
Общая масса оборудования в собранном виде составляет 4700 кг. Габариты станка при максимальном вылете шпиндельной головки по направляющему рукаву не превышают 266,5*102*343 см. Максимально допустимый диаметр сверления в деталях из стали равен 50 мм. Для чугунных заготовок этот параметр больше и составляет 63 мм. При настройках можно установить вылет шпинделя от 37,5 до 160 см. Рабочая головка смещается по направляющим рукава на расстояние до 122,5 см. Минимальное и максимальное расстояние от торца шпинделя до плиты варьируется в пределах от 45 до 160 см. Высота подъема рукава составляет 75 см. Размеры станины, на которую устанавливается обрабатываемая деталь – 100*255,5 см.
Для настройки работы необходимо знать следующие технические характеристики, указанные в паспорте станка:
- пределы частот вращения шпиндельной головки – от 20 до 2000 об/мин;
- число скоростей. При прямом вращении — 24, для обратного – 12;
- максимально допустимый показатель крутящего момента – 7100 кгс*см;
- усилие подачи не должно превышать значение 20 кН;
- мощность электродвигателей. Главного привода – 4,5 кВт; для смещения рукава — 2,2 кВт; устройства гидравлического зажима – 0,55 кВт; для набора скоростей и подач – по 0,15 кВт.
Для оптимизации работы механизмов в конструкции станка есть несколько типов зажимов. Согласно данным паспорта фиксация рукава на колонне происходит с помощью электрического устройства. Гидравлические фиксаторы установлены в приборах вращениях колонны и сверлильной головки, расположенной на рукаве.
Несмотря на функциональность и высокие технологические характеристики станка 2М55 в настоящее время выпускаются более совершенные аналоги. Среди них можно выделить модели 2С550, 2К550 и АС2550. Разница между описываемым устройством и ними заключается в улучшенных эксплуатационных качествах и увеличению точности обработки за счет внедрения устройств цифрового управления.
С примером функциональности станка 2М55 можно знакомиться из содержания видеоматериала:
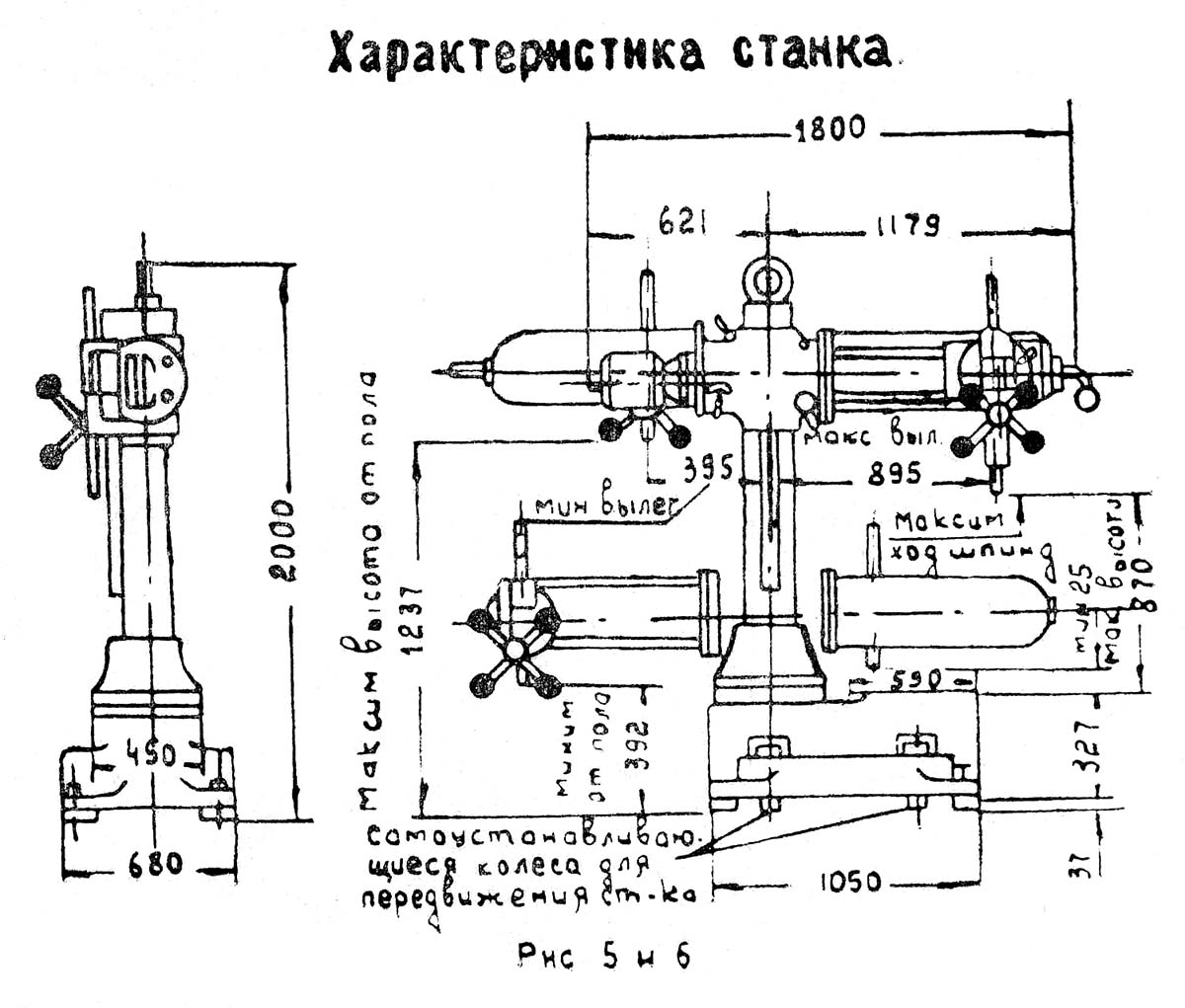
Технические свойства
Технические характеристики данной модели следующие:
- при помощи данного оборудования максимально можно просверлить отверстие диаметром в 5см,
- категория точности агрегата составляет Н – нормальное,
- рукав со сверлильной головкой способен поворачиваться на 360 градусов,
- траверса способна переместиться в вертикальном направлении на расстояние 75 см,
- край шпинделя способен разместиться относительно рабочего стола на промежутке от 45 см до 1,6 м,
- рабочий стол имеет габариты 2,555х1 м,
- вес станка составляет 4,7 т,
- минимально возможное расстояние от шпиндельного узла до колонны составляет 375 мм, максимальное – 1600 мм,
- при помощи траверсы головка способна переместиться на расстояние 1,225 м,
- шпиндель способен переместиться в вертикальном направлении на расстояние 40 см,
- данная модель оборудована шестью двигателями электрического типа. Главный из них, отвечающий за выполнение основных операций, имеет мощность 4,5 кВт.
Учитывая все эти характеристики, модель 2М55 смогла приобрести такую популярность среди производственных предприятий разного типа.
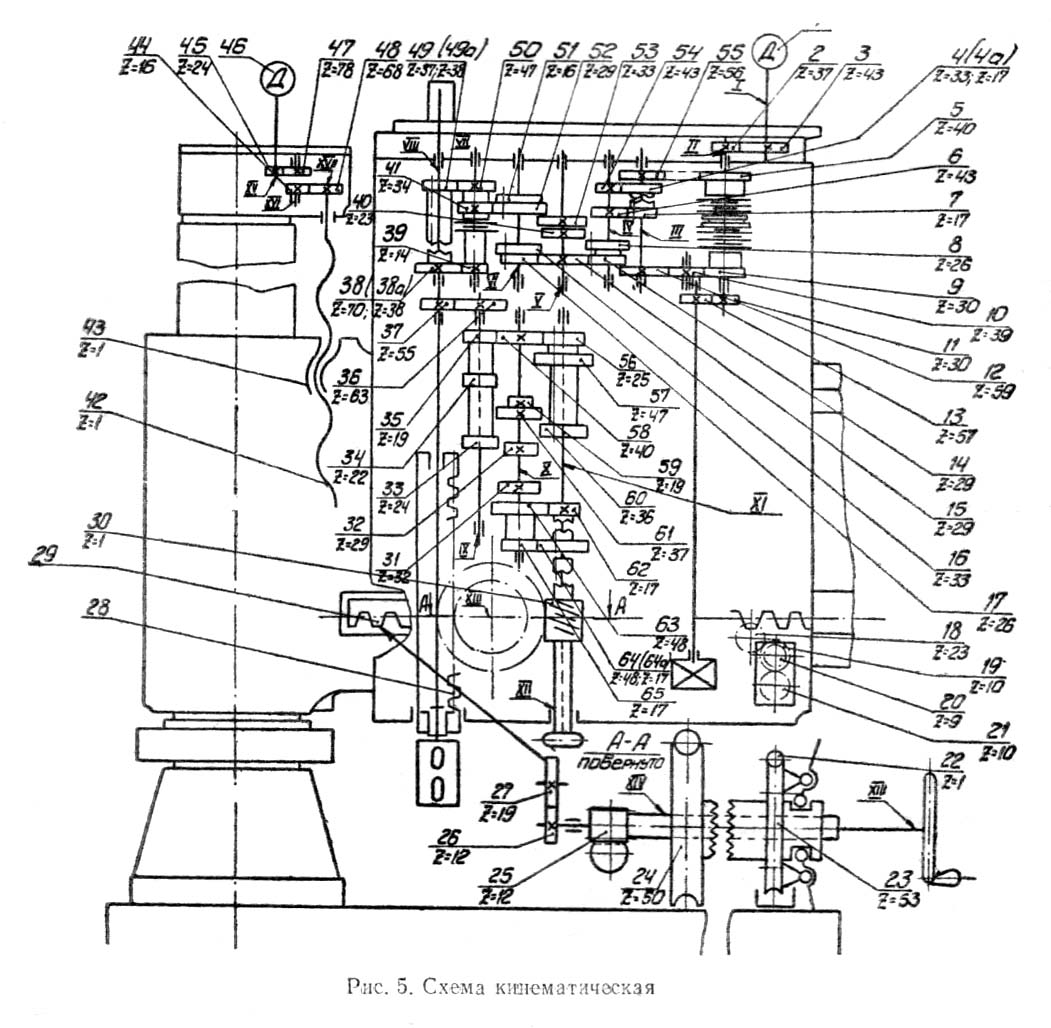
Выполнение работы по сверлению на станке
Вращение от электродвигателя передается на:
- упругую муфту, сглаживающую вибрацию;
- фрикцион, позволяющий включать передачу в «мягком» режиме;
- коробку скоростей, имеющую передвижные блоки шестерен (4 шт.).
Наличие в коробке скоростей накидной шестерни позволяется организовывать обратное вращение шпинделя. Ее включение происходит после остановки фрикционов. На каждые две скорости прямого вращения имеется одна скорость обратного.
В двойных блоках зубчатых колес имеется возможность перемещения ползуна так, что в третьем промежуточном положении зацепления нет. Тогда оператор может производить вращение от руки, не прилагая больших усилий (зацепления нет, не нужно вращать блоки шестерен).
Для вертикального перемещения шпинделя вверх и вниз используется муфта включения подачи. Здесь применяется червячная передача: червячное колесо и червяк. Они осуществляют движение пиноли шпинделя в прямом и обратном направлениях (изменяется путем включения реверсированного включения двигателя).
Возможны грубая и точная подача инструмента с использованием рукояток и маховиков управления на сверлильной колонне станка. При выполнении производственного процесса можно сверлить детали в ручном режиме, вращая маховик. При выборе необходимой подачи на пульте управления (необходимое перемещение шпинделя в мм/об сверла) работа выполняется автоматически. Нужно задать требуемую глубину сверления.
При реверсированном переключении двигателя подачи шпинделя используется кулачковая предохранительная муфта. В случае увеличения предельного усилия перемещения происходит ее отключение. Такое техническое решение позволяет не перегружать инструмент (предотвращает его поломку) при сверлении отверстий.
Особенности и технические характеристики устройства
Станки радиально-сверлильного типа относятся к металлорежущему классу оборудования и предназначены, главным образом, для механической обработки самых разных деталей, как из стали, так и из цветных металлов.
Данный настольный агрегат относится к оборудованию второго класса по принятой классификации всего металлорежущего оборудования.
Среди основных характеристик популярных моделей 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л можно отметить возможность выполнять сверление под различными углами.
Видео:
Оборудование данного класса преимущественно используется при черновой, получистовой, а также чистовой обработке самого разного вида поверхностей, его характеристики соответствуют данному виду работ.
ВАЖНО ЗНАТЬ: Применение мини фрезерных станков по металлу
Настольный станок 2к52 и другие могут успешно работать как с цилиндрическими и коническими, так и с торцевыми и резьбовыми типами поверхностей различных видов металлов.
Основными рабочими инструментами оборудования данного класса являются сверла, зенкера, развертки, а также самые разные метчики.
Кроме этого, при выполнении специфических видов обработки может дополнительно использоваться и специальный инструмент.
Станки 2м55, 2к52, 2а554, ас2532, а также 2н55 и 2532л имеют отличительную особенность, которая заключается в том, что они, главным образом, предназначены для проведения обработки внутренних цилиндрических, а также конических поверхностей в тех деталях, которые имеют достаточно крупные размеры и неправильные формы.

Ремонт заготовок на станках радиально-сверлильного класса осуществляется максимально удобным способом.
Деталь, перед выполнением сверления, жестко раскрепляется на рабочем столе в специальном креплении.
При этом режущий инструмент плавно перемещается относительно плоскости самой обрабатываемой заготовки.
Настольный станок данного типа, вне зависимости от своей модели, имеет высокие характеристики по мощности, что дает возможность проводить обработку, в том числе и стальных поверхностей.
За счет своих функциональных возможностей, оборудование этого класса нашло широкое применение на самых разных типах производства, в том числе автомобилестроении и самолетостроении.

Особенности конструкции узлов станка
Рабочий стол
Опорная плита изготовлена в виде отливки из модифицированного чугуна. Для усиления в конструкции предусмотрены продольные и поперечные ребра. Специальные Т-образные пазы позволяют использовать разные способы фиксации обрабатываемых деталей. Можно устанавливать:
- Трехкулачковый патроны, в них закрепляют цилиндрические детали. Тогда осевые сверления будут выполнены с высокой точностью.
- Четырехкулачковые патроны предназначены для фиксации несимметричных деталей на столе.
- Пневматические или эксцентриковые фиксаторы используют для позиционированного закрепления специальной формы.
Опорная колонна
Для фиксации колонны используется конусное кольцо. При осевом перемещении конус зажимает цилиндр, не позволяя ему проворачиваться во втулке. Непроизвольный поворот колонны невозможен. Она жестко фиксируется.
Для облегчения перемещений конусного кольца использованы специальные фланцы. Для их смещения применяют винтовые зажимы, соединенные рукоятками управления и соответствующими механизмами продольного перемещения.
Горизонтальный сверлильно-расточной станок
Данная категория станков относится к универсальным моделям. Особенность таких станков в том, что они имеют как минимум одну ось свободы. Основной рабочей поверхностью для такой универсальной модели является стол, на который крепят обрабатываемые детали или заготовки. По общим правилам такие станки используются для единичного и серийного производства. Принцип работы этого устройства допускает автоматизацию, а также универсальность модели в плане многообразия вариантов заготовок. Тут стоит отметить, что горизонтально-сверлильные станки расточного типа, то функциональность их шпинделя, а также рабочего стола ограничены.
| Название станка | Ход ось X | Ход, ось Y | Ход, ось Z | Размер стола | Макс. Ø сверления |
| BO 90 CNC – Горизонтальный сверлильно-фрезерный центр с ЧПУ | 700 мм | 510 мм | 800 мм | 630×630 мм | 30 мм |
| BO 110 с ЧПУ – Горизонтальный сверлильный центр | 1200 мм | 900 мм | 550 мм | 1320х1010 мм | 50 мм |
| BO 130 с ЧПУ – Сверлильно-фрезерный обрабатывающий центр с ЧПУ | 1500 мм | 1140 мм | 1000 мм | 1000х1350 мм | 50 мм |
| BO F 110 – Горизонтальный фрезерно-расточный станок с ЧПУ | 1500 мм | 1500 мм | 1100 мм | 1250х1400 мм | 110 мм |
| Название станка | Ход ось X | Ход, ось Y | Ход, ось Z | Размер стола | Макс. Ø сверления |
| BO 110 – Горизонтальный фрезерно-расточной станок | 900 мм | 900 мм | 600 мм | 1100×960 мм | 50 мм |
| BO 130 – Горизонтальный сверлильно-фрезерный станок | 2000 мм | 1800 мм | 900 мм | 1600×1800 мм | 60 мм |
Одними из самых распространенных на сегодняшний день сверлильных станков являются станки с горизонтальным расположением шпинделя, на котором крепится рабочий инструмент. При помощи станков данного типа можно высверливать сквозные или глухие отверстия, обрабатывать уже существующие отверстия и так далее.
Радиально-сверлильный станок 2М55: устройство,схемы,характеристика
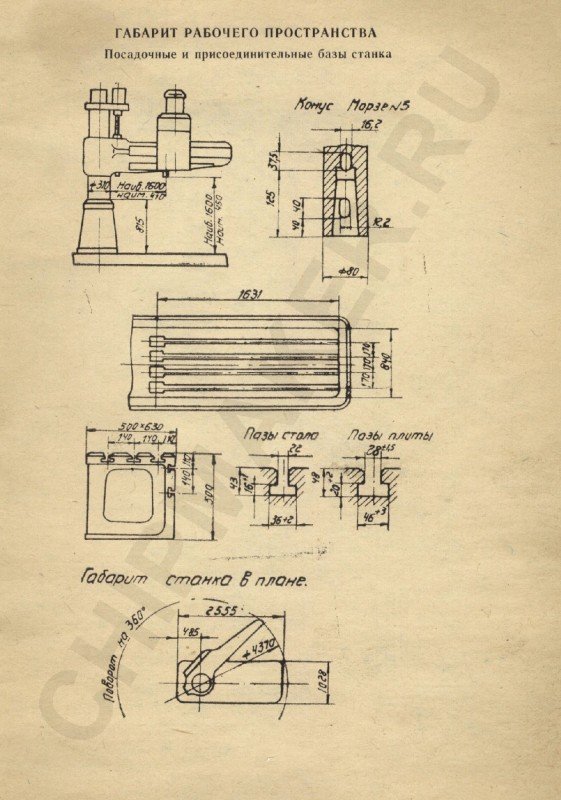
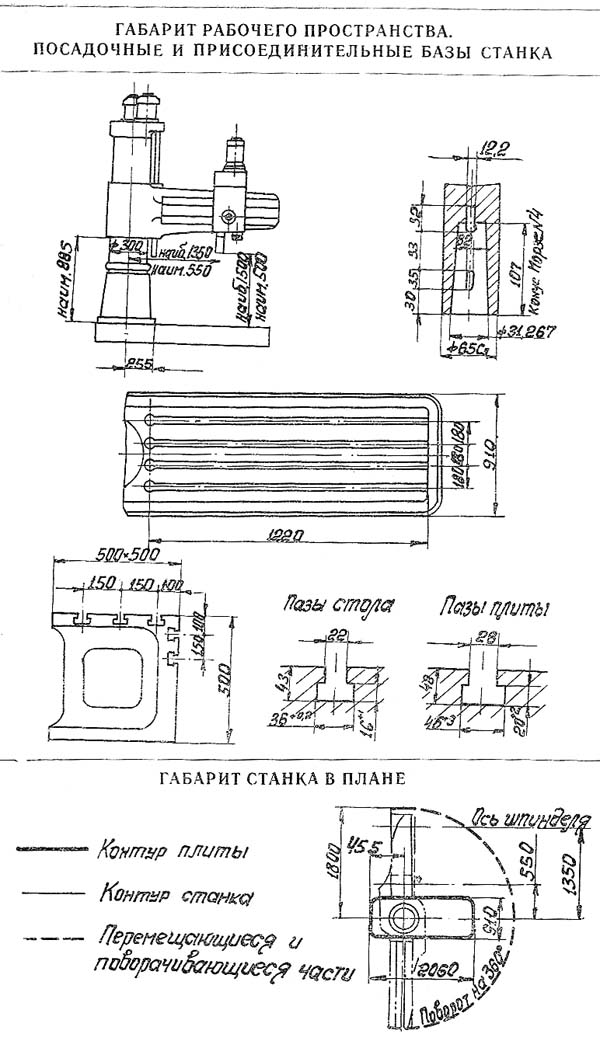
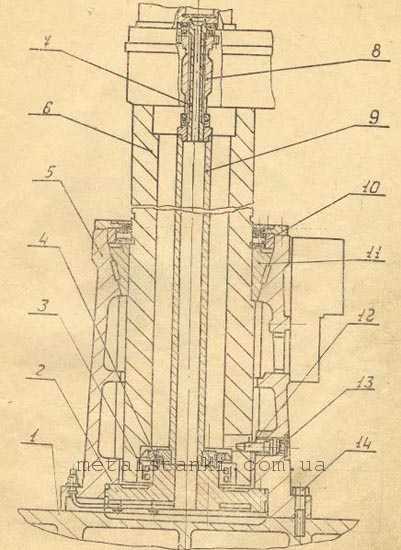
Плита, цоколь и колона радиально-сверлильного станка
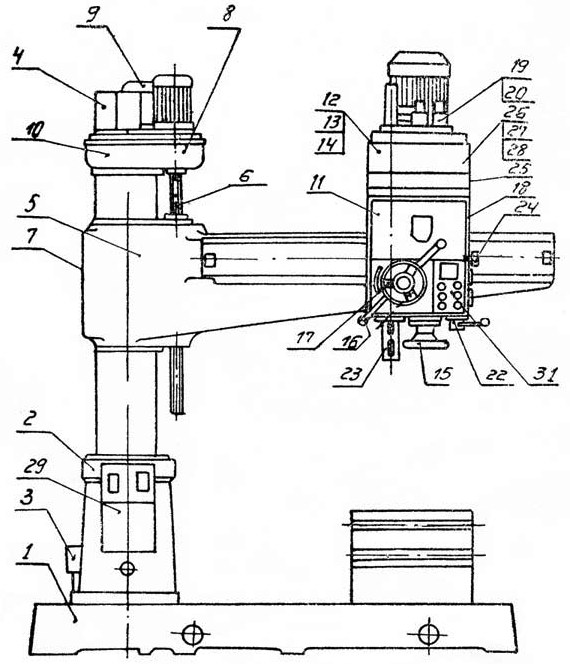
Фундаментная плита 1 – жесткая отливка, усиленная ребрами в продольных и поперечных направлениях. На поверхности плиты расположены Т-образные пазы, служащие для крепления стола, заготовок или специального приспособления.
На плите неподвижно крепится цоколь 5 , в котором на подшипниках 3 и 10 установлена колона 6. Колона является наиболее нагруженной деталью станки, поэтому выполнена из стальной трубы и имеет закаленную с маленькой шероховатостью рабочую поверхность, по который перемещается рукав.
Подшипник 3 установлен на конической шейке фланца 2 и затягивается гайкой 4
Для зажима колонны служит конусное кольцо 11, прочно посаженное на трубку. При затягивании винтовой пары 8, конусное кольцо перемещается с колонной вниз относительно стойки 9, плотно прижимаясь к конусному гнезду цоколя. Таким образом, происходит зажим колоны.
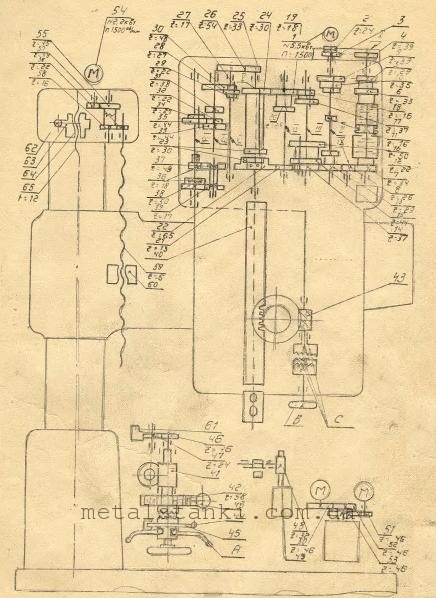
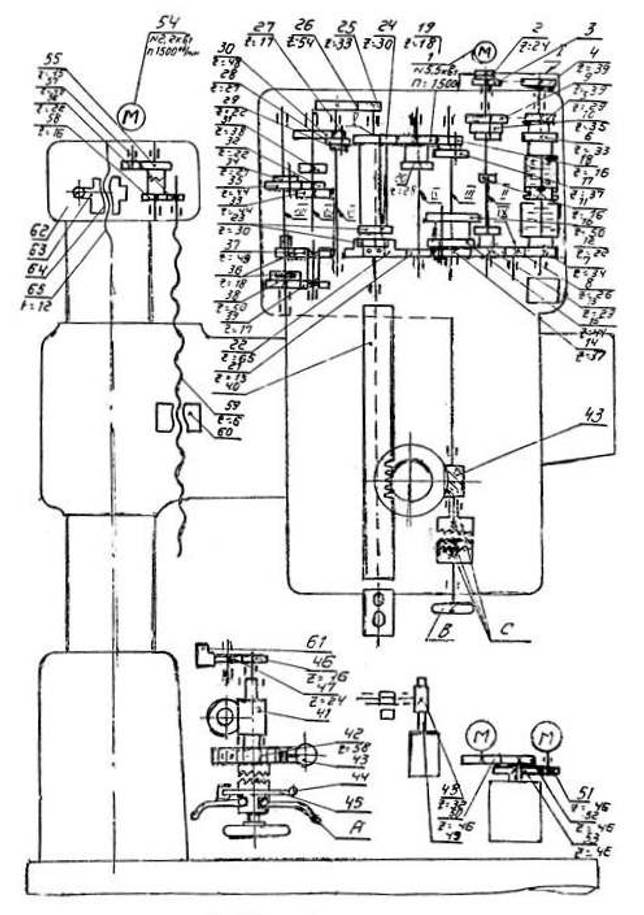
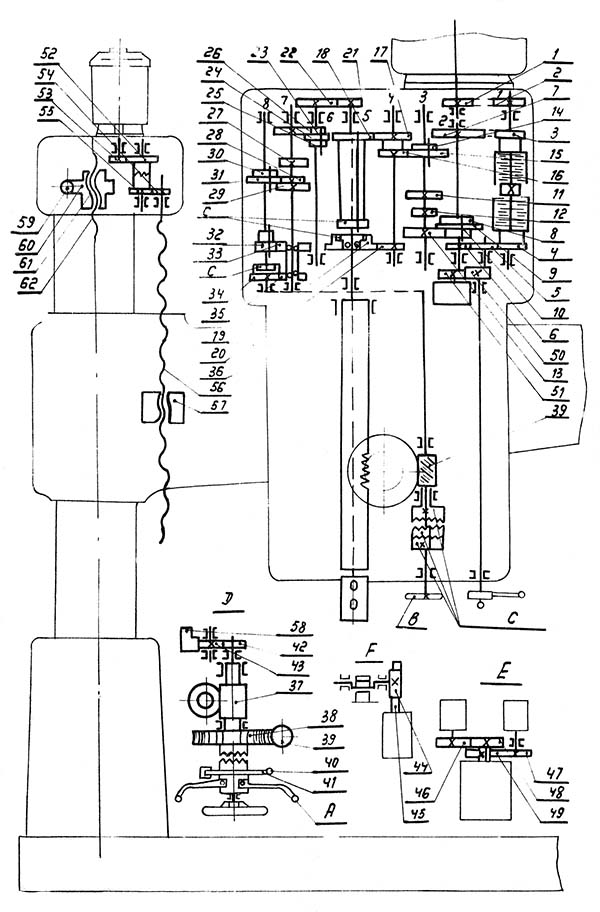
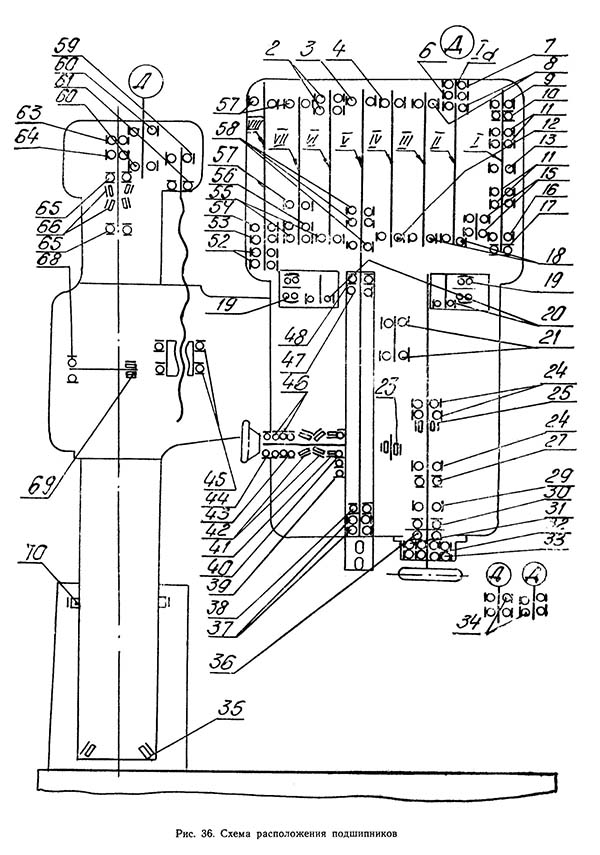
Коробка скоростей сверлильного станка 2М55
Коробка скоростей сверлильного станка предназначена для обеспечения частоты вращения шпинделя и располагается между фрикционной муфтой и шпиндельной бабкой.
С верхней муфтой коробка скоростей соединяется при помощи блок шестерен 3 и 4. С нижней муфтой – шестерней 29, закрепленной на валу 2, через паразитную шестерню 28.
При работе верхней муфты обеспечивается крутящий момент шпинделя по часовой стрелке. Нижней муфты – против часовой стрелки.
Опоры валок 2, 3, 4 и 5 устанавливаются в корпусе сверлильной головки 30. Осевое положение опор фиксируется при помощи стопорных колец.
Вал 5- полая чугунная гильза с внутренним шлицевым отверстием, которые входит в зацепление с хвостовиком шпинделя.
Коробка подач сверлильного станка 2М55
Коробка подач сверлильного станка установлена между шпиндельной бабкой и механизмом подачи. Получает крутящий момент от шпинделя через шестерню 1 и шлицевое отверстие, в котором проходит вал 7.





