

Предназначение
Технологические возможности аппаратов позволяют определить, какую именно модель лучше использовать для выполнения определенной задачи. Этот фактор позволяет разделить станки на шесть групп:
- токарную;
- сверлильно-расточную;
- фрезерную;
- шлифовальную;
- электрофизическую;
- многоцелевую.
Токарные приборы предназначены для обработки наружной и внутренней поверхности. С их помощью также можно выполнить нарезку резьбы, как с наружи заготовки, так и в ее внутренней части.
Фрезерные аппараты обрабатывают плоские и пространственные корпусные части. Помимо стандартного фрезерования с их помощью можно: сверлить, растачивать, нарезать резьбу. Сверлильно-расточные агрегаты имеют схожие возможности, но их основная задача сконцентрирована на обработке отверстий. Многоцелевые устройства позволяют выполнить практически весь спектр обрабатывающих операций, но отличаются высокой стоимостью.

В электрофизическую группу включены станки трех типов:
- электроэрозионного;
- электрохимического;
- лазерного.
Данные типы станков позволяют осуществить сложную обработку. Они применяются тогда, когда обработать заготовку другим способом практически невозможно. Основным рабочим инструментом приборов является электрод-проволока. Для его изготовления используются: латунь, медь, молибден, вольфрам. Наличие антикоррозийных присадок обеспечивает более качественно изготовление изделий.

Инструмент на станках требует периодической смены и настройки. В связи с этим выделяется еще один тип классификации – по способу смены обрабатывающего механизма. По этому типу классификации существует три способа смены:
- ручная смена и ручное закрепление;
- ручная смена и механическое закрепление;
- автоматическая смена.
Приборы с автоматической сменой инструмента не требуют вмешательства со стороны оператора в ходе работы. Они относятся к классу современных дорогостоящих приборов, и обладают совместимостью с различными системами ЧПУ.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.






О кругло-шлифовочных устройствах
В любых шлифовальных станках ЧПУ, наибольший производимый эффект достигается при обработке поверхностей одной установкой специальных многоступенчатых деталей, например:
- шпинделей закрепления заготовок;
- валов электрических двигателей;
- турбинных элементов;
- редукторов регулирования вращательных частот.
В таких случаях производительность значительно повышается при снижении дополнительного времени, которое предназначено для:
- устанавливания требуемых заготовок и снятия уже обработанных готовых изделий;
- переустановки с целью последующего обрабатывания шейки вала;
- необходимых измерений.
На этих кругло-шлифовальных числовых станках запрограммированная обработка различных многоступенчатых валов достигает конца при сокращении времени почти в 1,5-2 раза, если сравнивать их со станком обычного управления.
Основные сведения
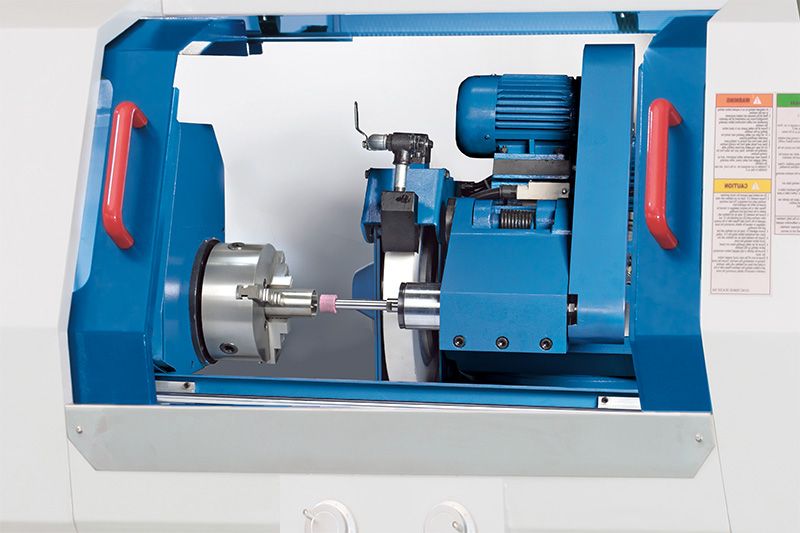
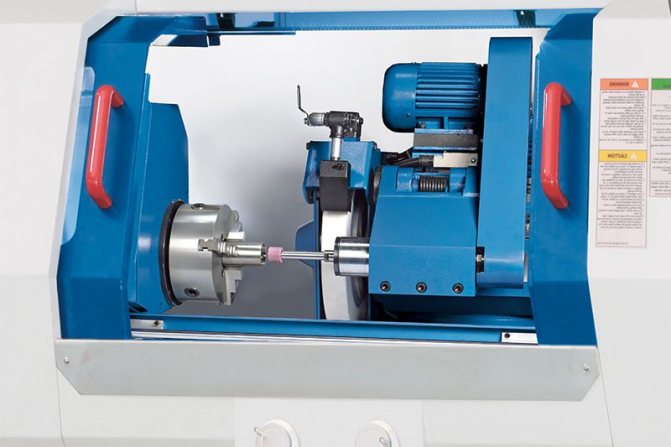
Круглошлифовальный станок — это устройство для автоматической шлифовки металлических изделий. Установка имеет вид большого стола, на который установлено дополнительное шлифовальное оборудование. Принцип работ круглошлифовальных станков прост. С помощью бабок или лафета в рабочей зоне устанавливается обрабатываемая металлическая деталь. После этого запускается шлифовальный круг, который вращается вокруг своей оси. Круг приближается к обрабатываемой детали, что приводит к зачистке металлической заготовки.
С помощью круглошлифовального станка можно обрабатывать цилиндрические, конические и торцевые заготовки, а также крупные отверстия. По конструкции различают центровые и бесцентровые модели. У центровых моделей заготовка закрепляется с помощью специальных бабок-пазов. Бесцентровых моделей заготовка фиксируется в рабочей зоне станка с помощью прижимного лафета. Круглошлифовальный станок выполняет такие задачи — абразивная затирка поверхности заготовки, удаление лишнего слоя металла, устранение неровностей на поверхности металла.
Элементы круглошлифовальных систем
- Рабочий стол. Выступает в качестве основы, на которую крепятся все основные элементы. У рабочего стола могут иметься небольшие колесики, которые используются для транспортировки установки. Рабочий стол делают из прочных металлических сплавов, как и другие элементы шлифовальной системы.
- Пазы-бабки (центровые модели). Используются для крепления деталей на рабочем столе. Пазы могут вращаться вокруг своей оси, что позволяет обрабатывать заготовку по всей своей площади + улучшает качество шлифовки. Некоторые пазы могут перемещаться также в продольном направлении, что позволяет изменять положение детали на рабочем столе прямо во время обработки. Пазы-бабки могут быть подвижными — это позволяет изменить угол расположения заготовки на рабочем столе. За счет этого становится возможным шлифовка конических заготовок.
- Лафет (бесцентровые модели). Лафет также используется для крепления деталей на рабочем столе. Основное отличие от пазов-бабок заключается в том, что лафет не имеет своей оси вращения (его можно перемещать только в горизонтальном направлении). Для обработки заготовки с разных сторон выполняется поворот самой заготовки на лафете.
- Абразивный диск-колесо. Расположен в перпендикулярном направлении относительно расположения заготовки на рабочем столе. Во время работы выполняет роль абразива, с помощью которого выполняется обработка. Абразивные диски бывают разной формы. Простые станки имеют фиксированное расположение диска. Универсальный круглошлифовальный станок имеет подвижное диск-колесо, что делает установку более универсальной.
- Привод. Используется для перемещения абразивного диска-колеса во время работы системы. Привод может быть механическим, гидравлическими и электрическим. Крупные системы обычно оборудованы электрическим приводом, что упрощает процедуру перемещения диска во время работы. Небольшие станки имеют механический или гидравлический привод, что позволяет снизить потребление электричества.
- Электродвигатель. Выполняет роль источника энергии, с помощью которого выполняется питание всех основных элементов установки (вращающиеся пазы-бабки, абразивный диск-колесо и другие). Если станок оборудован электрическим приводом, то двигатель также питает и этот элемент. Электродвигатели обычно имеют мощность в пределах от 5 до 15 киловатт, хотя встречаются и более мощные установки. Современные электродвигатели обычно имеют дополнительные защитные элементы, позволяет избежать перегрева системы.
- Охладительная система. Во время обработки происходит серьезный нагрев заготовки за счет трения. Чтобы избежать перегрева заготовки, многие современные станки оборудуются охладительной системой. Она имеет вид небольших краников, которые устанавливаются в активной зоне. Краники подключены к хладагенту (в качестве хладагента обычно выступает вода). Во время обработки детали происходит активация краников, что приводит к распылению хладагента в активной зоне.

Индексы и нумерация в классификации токарных станков
В Советском Союзе практиковалась единая система условных обозначений. Согласно стандартам экспериментального НИИ, каждая группа станков разделялась на аналогичное количество подгрупп.
Ниже в таблице указаны основные параметры.
| Наименование | Токарные | Сверлильные и точильные | Шлифовальные и доводочные | Зубчато-резьбообрабатывающие | Фрезеры | Разрезные и строгальные |
| 1 | Одношпинделевые, карусельные и многофункциональные варианты | Полуавтоматы | Многошпинделевые | Отрезные в возможностью сверления | Работа с предусмотренными режимами | Стандартное выполнение операций |
| 2 | Кругошлифовальные | Светолучевые | Автоматы | Расточные по координатам | _ | _ |
| 3 | Светолучевые | Ориентированные на отделку конических изделий | Внутренняя шлифовка | Специализированная шлифовка | Стандартная программа | Стандарт |
| 4 | Автоматические | Фрезеры непрерывного действия | Дополняются световыми лучами | Электрохимия | _ | Стандарт |
| 5 | Для нарезания червячных, круглых и прочих колесиков | Для обработки конических заготовок | _ | Для обработки червячных передач | Обработка всех деталей, предусмотренных инструкцией по эксплуатации | _ |
| 6 | Вертикально-консольные и фрезерные модели | Вертикально-фрезерные версии | _ | Однот течение продольные версии | _ | _ |
| 7 | Продольные версии с одной рабочей строчкой | Станки непрерывного действия | Поперечно-строгательные агрегаты | Продольное исполнение уравниловки | _ | _ |
| 8 | Продольные отрезные | Двух- и одностоечные | Шлифовальный круг | Круговая отделка | Сверление вертикальных и горизонтальных отверстий | __ |
| 9 | Муфтообрабатывающие модификации | Включают в свой сегмент приборы по обработке труб | Безцентровочная организация | Все имеющиеся варианты | _ | _ |
| 10 | Прочие варианты | Пилы и насечки | _ | _ | Все характерные услуги | _ |
О типах бесцентрово-шлифовальных устройств
Станки этого вида обычно используются для:
- обрабатывания различных деталей, любой длины, с большими или маленькими диаметрами;
- шлифовки деталей с достаточно сложными внешними профилями.

У этих станков обычно бывает высокая производительность и очень точная обработка. Но, к сожалению, для мелкосерийных и небольших индивидуальных производств их использование затруднительно, так как довольно сложно делать переналадку этих устройств, так как для этого потребуются значительные временные затраты, обслуживающий персонал, имеющий высокую квалификацию.
Такие сложности связаны с технологическими особенностями этих шлифовочных станков, к примеру:
- существование в них ведущих, шлифовочных заточных кругов;
- наличие специальных правящих устройств, которые обеспечивают придание необходимых конфигураций поверхностям любых кругов (шлифовочного и ведущего вида);
- фиксация закрепления опорного вида специальных ножей;
- присутствие механизмов для компенсирования подач нужного типа кругов, обрабатывания изделий;
- установка требуемого положения для загрузочно-разгрузочных видов устройств.
О системах ЧПУ
С целью корректного управления механизмами для правки в станках употребляются такие программные системы, которые:
- являются замкнутыми для компенсирования температурных деформаций и геометрических неточностей;
- имеют возможность измерения с хорошей разрешающей способностью, для обеспечения небольших допусков на точное позиционирование;
- имеют возможность автоматической компенсации изнашиваемости круга;
- смогут управлять частотой кругового вращения, скоростью подач.
При управлении подобными системами ЧПУ возможно координировать функционирование многокоординатных бесцентрово-кругло-шлифовочных устройств. Для этого встроенной системой употребляются специальные модули, рассчитывающие:
- любые траектории шлифовочных приспособлений;
- необходимые корректировочные действия;
- взаимосогласованный диалог оператора с обслуживающим устройством.
Важно. Существование многокоординатных систем ЧПУ придает больше универсальности этим производственным устройствам, позволяет эффективно воздействовать на любые процессы шлифовки
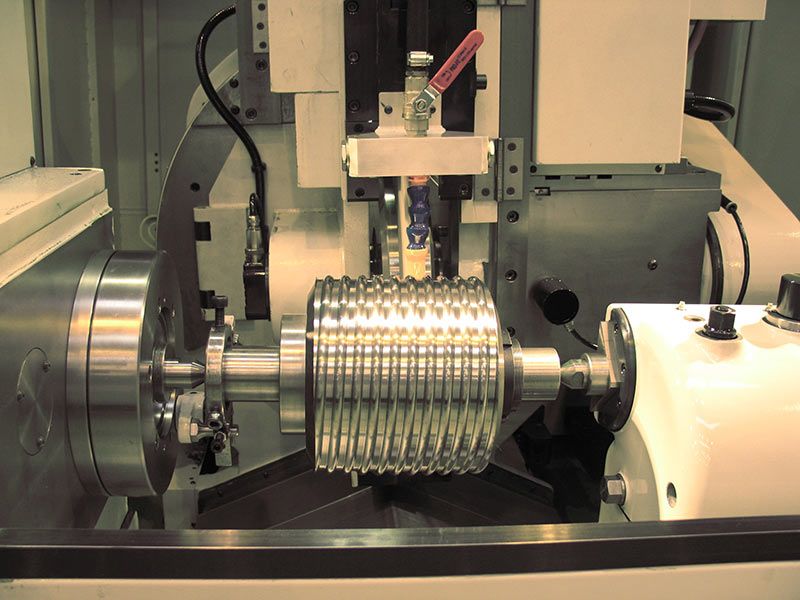
Назначение резьбошлифовальных станков
Способ нанесения профильной резьбы на любую поверхность, с помощью шлифования, называется абразивной резьбовой резкой. Можно обеспечить высокую точность для получения резьбовой нарезки. Благодаря станку, шлифовка производится как с боковых частей, так и с профильной стороны. Это улучшает старую резьбу любого изделия и сохраняет качество нового. 






Абразивная нарезка и резьбошлифование осуществляться однониточным шлифовальным кругом. Это единственный метод, являющийся одним из точнейших. С помощью него можно осуществить врезное и осциллирующее шлифование на многониточных шлифовальных кругах. Способ применяется в любом крупносерийном и промышленном производстве.
Разновидности станков по предназначению:
- универсальные;
- для шлифовки удлиненных изделий, в том числе ходовых винтов;
- автоматические или полуавтоматические, для работы метчиков;
- для создания, шлифовки производственных резьбовых изделий.
В крупных цехах применяются универсальные станки, изготовленные по ГОСТу. Они рассчитаны для нанесения на изделия разнообразной резьбы. Каждый станок оснащается удобными приспособлениями, позволяющими сформировать внутреннее и наружное шлифование. Станок предназначается для нанесения резьбы на любые плоские изделия.
Числовое программное управление
ЧПУ на протяжении многих лет разрабатывалось для того, чтобы повысить производительность и упростить задачу, повысить точность получаемых размеров. Чертежи многих деталей имеют размеры с минимальными допусками, использовать ручной инструмент для решения подобной задачи нельзя. Поэтому если чертежи имеют подобные допуски, следует использовать механизированный метод обработки.
Многие проблемы не позволяли использовать числовое программное управление при создании шлифовального станка. Примером можно назвать систему смазки, а также позиционирование шпинделя. Управление при помощи ЧПУ определяет высокоточное позиционирование шпинделя, автоматизацию системы смазки.
Несмотря на огромное количество достоинств системы ЧПУ довольно сложно найти конструкцию с подобной технологией автоматизации. Это связано с тем, что подобное оборудование используются крайне редко в крупносерийном и массовом производстве.
ЧПУ определяет точное позиционирование шпинделя. Однако стоит учитывать, что шпиндель должен позиционироваться с учетом используемой оснастки. Поэтому на чертеже указывается то, какая используется оснастка для шлифовальных станков.
Обслуживание конструкции с ЧПУ значительно усложняется, так как внесение изменений может привести к сбою в работе. Периодически следует проводить наладку оборудования для поддержания точности изменения размеров, качества шероховатости.
Существует довольно много разновидностей системы ЧПУ, которые разделяются по типу используемой программы для описания траектории движения абразивного круга, описания скорости вращения шпинделя и величины подачи.
Виды резьбошлифовальных станков
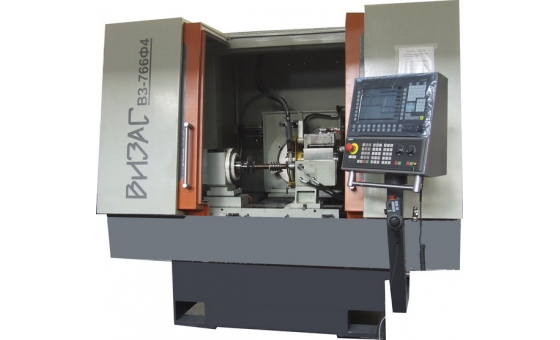
Самыми популярными среди универсальных станков считаются модели, сделанные в советское время. Они до сих пор пользуются спросом и исправно работают.
Такие модели, как ММ582, 5822, 5822М используются в промышленности. 5822М является модификацией 5822. Предназначен для шлифовки цилиндрических, конических, фрезерных, калиброванных, зигзагообразных форм. Может использоваться для обработки многозаходных накатных роликов, винтов и т. д.
Станок имеет дополнительное устройство, необходимое для создания внутренней резьбы и профильных зубьев на рейке. Частота вращения круга рассчитана вести шлифовку на скорости 25-50 м/с. Станок работает автоматически. Это упрощает управление главным движением механизма, а регулировка перемещения шлифовальных бабок компенсируется. Модель предназначена для работы на крупных производствах.
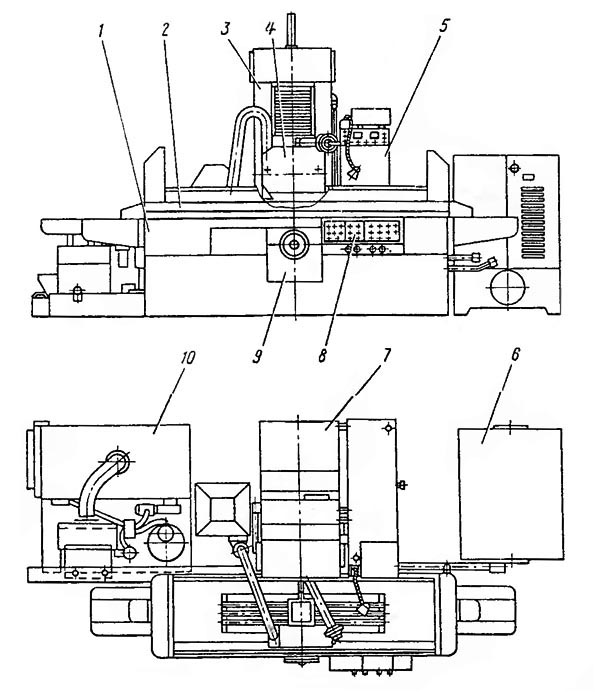
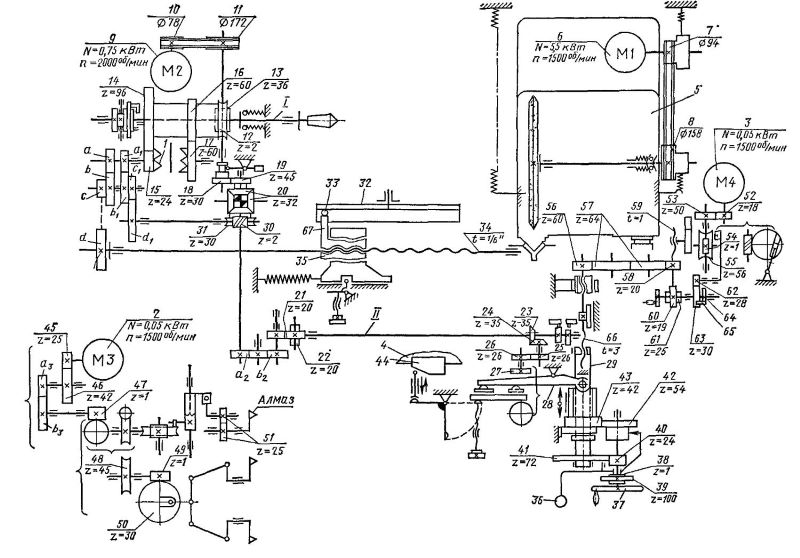
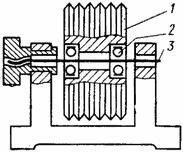
Компоновка станка
Основанием станка служит чугунная станина (гр. 100), на которой монтированы все основные узлы станка (рис. 4).
На левом конце стола (гр. 110), перемещающегося по направляющим качения, монтирована передняя бабка (гр. 400). На бабке установлен электродвигатель привода шпинделя изделия, перемещения стола и затыловочного движения шлифовальной бабки, (гр. 361), связанный зубчатыми колесами с механизмом подачи правящих устройств (гр. 671).
В левой нише передней части станины размещается насосная установка для смазки станка — резервуар, насос и фильтр.
В правой нише передней части станины расположена насосная установка для смазки шлифовального шпинделя — резервуар, насос, фильтр и поплавковое реле.
В нишах задней части станины монтированы электроаппаратура и электропроводка станка.
В нижней части стола монтирован ходовой винт с механизмом коррекции шага шлифуемой резьбы. Передвижная ходовая гайка расположена на станине.




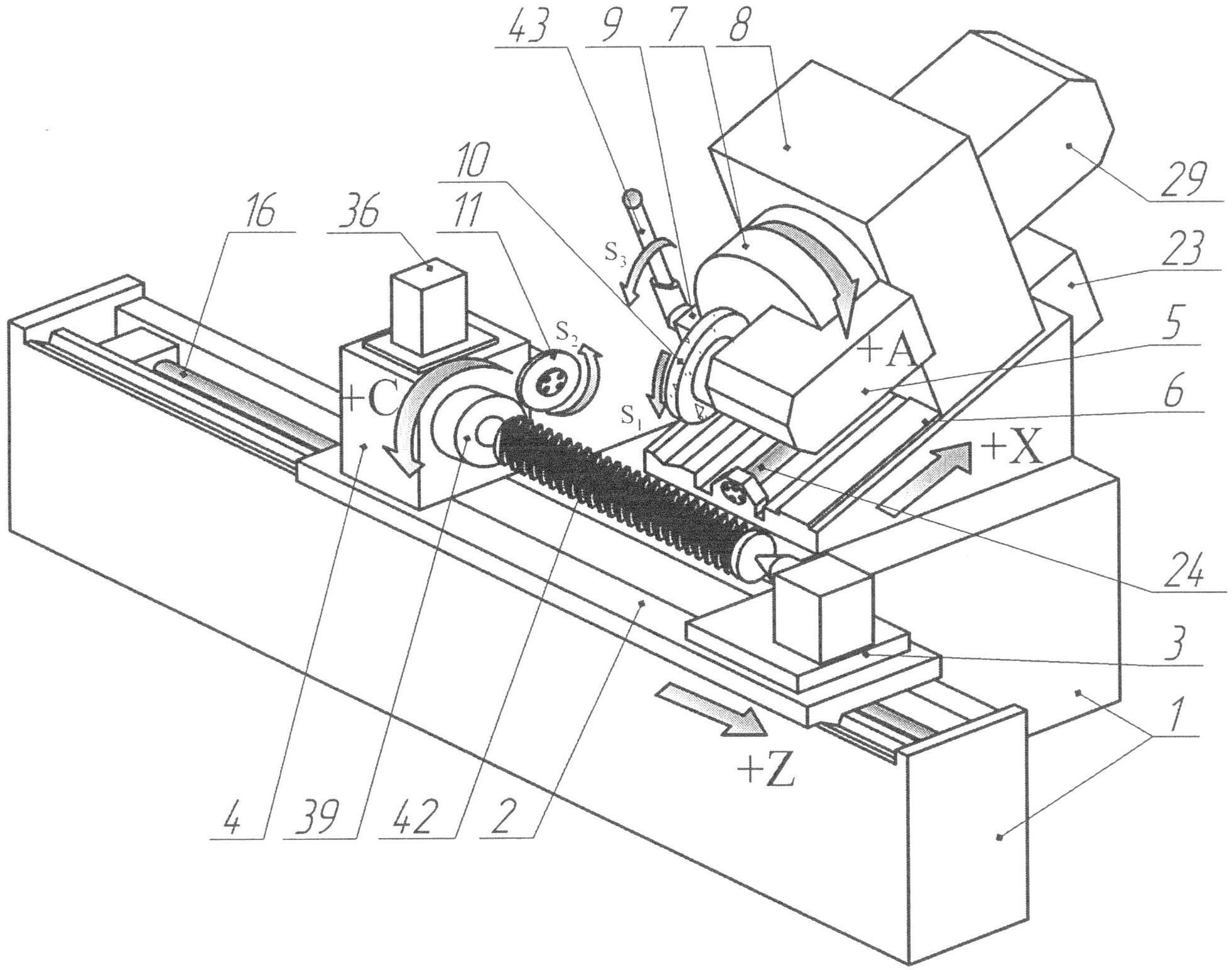


В передней части стола (внутри его) монтирован шлицевый вал (гр. 380), передающий вращение от передней бабки механизму затылования.
В передней нише станины расположен механизм поперечной подачи, затылования и конического шлифования (гр. 300).
На вертикальной передней стенке корпуса шлифовальной бабки укреплен поворотный узел шлифовального шпинделя (гр. 220). На поворотном сегменте, расположенном на заднем конце корпуса бабки, установлен электродвигатель привода шлифовального круга. В нише бабки, позади шлифовального круга, устанавливаются сменные устройства для правки одно- и многониточного круга. Каждое из устройств закрепляется на салазках общего механизма подари правящих устройств. В нижней части бабки расположен механизм компенсирующей подачи бабки. Под кожухом, навешанным слева на станину, на полу устанавливается электромашинный усилитель (электродвигатель и генератор постоянного тока, смонтированные в одном корпусе) для питания током электродвигателя передней бабки.
С правой стороны станка расположена установка, состоящая из бака для охлаждающего масла, насоса охлаждения, магнитного сепаратора, фильтра и отсасывающего вентилятора.





