

Преимущества и недостатки
Минусов аргонная сварка имеет немного и перечислить их не составит никакого труда:
- оборудование технически сложное, а его настройка требует определенных знаний и навыков;
- методом не смогут воспользоваться новички из-за технической сложности.
Преимущества на этом фоне выглядят куда внушительней:
- высококачественные швы;
- благодаря умеренному прогреву металла отсутствует деформация свариваемого шва;
- уникальная возможность работы с широким спектром металлов;
- допускается сваривание неоднородных заготовок;
- применение высокотемпературного режима позволяет значительно ускорить выполнение работы.
Из списка видно, что недостатки относятся к числу незначительных и решаемых проблем. В то время как преимущества обусловлены особенностями оборудования и технологий. Эксклюзивные возможности, которые нельзя получить с использованием любой иной технологии.
Буквенные знаки

Чтобы правильно подобрать электрический проводник, следует изучать не только цвет, но и понимать обозначение цифр и букв.
Буквенный показатель WP говорит о том, что электрод содержит только вольфрам. Дополнительные домеси в таком электрическом вольфрамовом проводнике не присутствуют. На самом деле, домеси допустимы, и они есть.
Но их количество не выше 0,5 процентов. Эти электрические проводники в работе применяют не часто. Вольфрам, крайне интересный материал. В некоторых случаях его следует дополнять другими металлическими соединениями.
Буквенные значения далее, отвечают за разновидности металлов, которые дополняют вольфрам.
Буква Т означает присутствие диоксида тория в изделии. Для обозначения подобного вида электрических проводников используется красный оттенок. WT тоже постоянно в использовании. Они используются для варки цветных металлов и стали, нержавки в том числе
Не зря они помечаются красным оттенком, чтобы завоевать ваше внимание. Вещество диоксид тория характеризуется ярко выраженными радиационными свойствами
Следует придерживаться правил безопасности при работе с ними
Буква Z означает присутствие циркония в составе электрического проводника. На них наносится маркировка белым оттенком. WZ применяют в основном для варки меди или алюминия. Эти металлические соединения очень тяжело поддаются варке, но WZ делают сварочный процесс удобнее. Их применение обеспечивает бесперебойное горение дуги.
Буква Y означает, что в изделие добавлен иттрий. Для обозначения используют темно-синий оттенок. Это электрические проводники узкого профиля. Подходят для варки сложных металлоконструкций, предназначенных для высоких нагрузок. Подходят для работы с медью, титаном и некоторыми типами стали.
Буква L означает, что присутствует лантан. Такие электрические проводники маркируются любым цветом, различным от вышеупомянутых. Чаще всего наносится синий или золотистый. Можно применять переменный и постоянный ток. Эти проводники легко переносят высокотемпературную варку и используются во многих сварных процессах.

Это основное, что следует знать о маркировочных знаках. Это небольшой объём знаний, поэтому запомните эти обозначения и попробуйте их испробовать на деле при выборе продукции.
Электроды для сварки из вольфрама принято маркировать цветом для удобства сварщика. Ведь внешне вольфрамовые стержни никак не отличаются между собой.
На них нет никаких надписей или отметок. Поэтому цветовая маркировка является наиболее удачной и удобной в данном случае.
Какие марки лучшие
Вольфрамовые электроды представлены как зарубежными, так и отечественными производителями.
Наиболее популярными стали:
- продукция шведской компании ESAB, выпускаемая не только в Европе, но и на российских заводах;
- высокая цена стержней фирмы Fubag из Германии соответствует их качеству;
- весь спектр электродов из вольфрама есть в каталоге итальянского бренда BlueWeld;
- лантановая проволока ЭВЛ завода Экотек.
Кроме продукции крупных заводов, торговые предприятия предлагают изделия множества китайских производителей. Самыми популярными стали Shaanxi Yuheng Tungsten Molybdenum Industrial Co., Ltd, свыше 15 лет выпускающая электроды из вольфрама, Hangzhou Linan Dayang Welding Material Co., Ltd и др.
Принцип работы аргонодуговой сварки
В международном обозначении аргонодуговой метод имеет аббревиатуру TIG. Он активно применяется на производстве и в мастерских. С его помощью соединяют треснутые детали автомобилей (поддоны картера, блоки охлаждения двигателя), собирают емкости для пищевой и химической промышленности, изготавливают нержавеющие полотенцесушители, коллекторы, фильтры для жидкостей и т. д. В гараже таким аппаратом можно успешно выполнять кузовной ремонт или выпускать мелкую продукцию.
Принцип работы аргоновой сварки заключается в соединение металлов электрической дугой в среде инертного газа. Для процесса понадобиться источник тока, который понижает напряжение и повышает ампераж. Ток подается на горелку, оснащенную вольфрамовым электродом. Он неплавящийся, поэтому сварщику легче контролировать длину дуги, которая должна быть 2-5 мм. Кабель массы подключается к изделию.
Прикосновение конца вольфрамовой иглы к детали возбуждает электрическую дугу. Для тонких швов не требуется поперечных колебаний — электрод ведется ровно, справа налево вдоль линии шва, поверхность соединения получается гладкой как зеркало. Если между деталями присутствует зазор или необходимо расширить границы шва, то при ведении горелки, сварщик совершает незначительные колебания по сторонам, растягивая сварочную ванну. Это содействует образованию мелкой чешуи.
Процесс аргонодуговой сварки.
Температура дуги колеблется от 2000 до 5000 градусов, в зависимости от силы тока. Это позволяет расплавлять кромки металла и соединять его тонким швом. Чтобы усилить конструкцию, используется присадочная проволока, подающаяся второй рукой сварщика в сварочную ванну. Так, можно повысить высоту валика, придать шву чешуйчатость и даже выполнять наплавку металла под последующую механическую обработку (проточку на токарном станке, шлифовку).
Для защиты сварочной ванны от внешней среды применяется инертный газ аргон. Он подается от баллона в горелку и вытесняет обычный воздух. Это исключает образование пор в структуре шва. Соединение получается герметичным и прочным. Параллельно защитный газ охлаждает вольфрамовый электрод и керамическое сопло, чтобы они не перегревались. На заключительной стадии, когда дуга погашена, аргон содействует застыванию шва.
Схема процесса аргонодуговой сварки.
Плюсы и минусы метода TIG
У метода TIG есть явные преимущества перед другими способами сварки, но работа аргоновым сварочным аппаратом имеет и несколько недостатков, к которым нужно быть готовым, выбирая этот метод сваривания.
Плюсы метода TIG
- локальный нагрев исключает серьезные деформации изделия;
- тонкая вольфрамовая игла позволяет создавать узкие, аккуратные швы;
- можно вести сварку с присадкой и без нее, влияя на высоту валика;
- соединение получается без шлаковой корки сверху;
- в большинстве случаев не требуется последующая
- механическая обработка;можно сваривать нержавеющие стали и цветные металлы;
- швы герметичны и выдерживают высокое давление;
- отсутствуют брызги металла, прилипающие к поверхности.
Минусы метода TIG
- скорость соединения уступает MIG;
- колпак горелки мешает работе в труднодоступных местах;
- керамическое сопло немного ограничивает видимость сварочной ванны;
- качество шва зависит от навыков пользователя (сразу взять и варить, как полуавтоматом не получится);
- требуется постоянно подавать второй рукой присадку и контролировать ее длину (при сварке длина проволоки быстро сокращается, а длинные куски неудобно держать в руках,
- поскольку они «гуляют»);
- вольфрамовые электроды стоят дороже покрытых;
- дополнительные расходы на аргон;
- нельзя качественно сварить детали на улице при сильном ветре (сдувается аргон и сварочная ванна остается незащищенной).
РАБОТА С ВОЛЬФРАМОВЫМИ ЭЛЕКТРОДАМИ
Применение любого из типов вольфрамовых электродов может быть крайне эффективно, но только при правильном подходе. Верный подбор изделий, а также установка необходимых параметров сварки позволят выполнить работу качественно и быстро, не столкнувшись с какими-либо трудностями
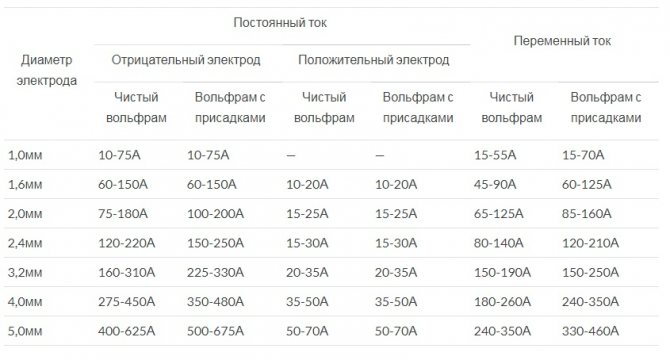
Прежде всего стоит большое внимание уделить выбору толщины вольфрамового электрода. Ознакомиться с основными рекомендациями подбору оптимального диаметра можно в таблице

Не менее важным параметром, влияющим на конечный результат работы, считается подаваемый ток. Подробная таблица токов и электродов представлена ниже.








Всем мастерам, использующим аксессуары этого типа важно знать, что при правильном подборе самих принадлежностей и режимов сварки, поверхность изделия должна блестеть. Если же это не так, и она матовая, стоит задуматься о токовой нагрузке. Возможно, она слишком превысила все возможные допустимые параметры
Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки. Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода
Возможно, она слишком превысила все возможные допустимые параметры. Наличие же цветного налета на электроде после завершения работы говорит лишь о том, что подается слишком мало газа или стоит увеличить время продувки. Предотвратить появление наростов на конце изделия, или так называемых коронок, очень просто. Достаточно улучшить качество газовой среды, и повысить уровень охлаждения электрода.
Суть сварочного процесса TIG-оборудованием

Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью. Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает — Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки
WL-20
Вольфрамовые электродыWL—20 (в состав, помимо чистого вольфрама входит 2,0 % оксида лантана) относятся к группе универсальных, так как подходят для сварки напостоянном(прямой полярности)и переменном токе , а также для различных металлов: любых типов сталей, меди, бронзы, алюминия и его сплавов. Среди отличительных особенностей данного типа электродов выделяются полная безопасность для человеческого здоровья, высокая износостойкость, отсутствие прожигов, повышенная длительность сохранения заточки электрода (уступает лишь WL-15), легкий поджиг дуги, стабильная работа на малых токах (опережает WL-15).
Электроды маркиWL—20отлично подходят для сваркилюбых изделий из всех типов сталей. Они хороши для новичков в аргонодуговой сварке, так как могут сглаживать в процессе работы неправильные настройки аппарата (играет роль их универсальность, безопасность и стабильность). Если провести правильную заточку электрода WL-20, он справится и со сваркой алюминия, магния, а также их сплавов.
Вольфрамовые электроды
Неплавящиеся вольфрамовые электроды нередко используются в профессиональной и любительской деятельности в области сварки. С их помощью допустимо соединение различных металлов, качество которых можно назвать отличным. Это обеспечивает такое свойство вольфрама, как тугоплавкость, позволяющее выдерживать действие высоких температур при длительной бесперебойной работе.
При изготовлении может использоваться чистый вольфрам, или добавляться различные примеси, улучшающие их качество. Область применения — автоматическая и полуавтоматическая сварка. Неплавящимися вольфрамовые электроды называют, потому что при употреблении практически не происходит уменьшение их длины.
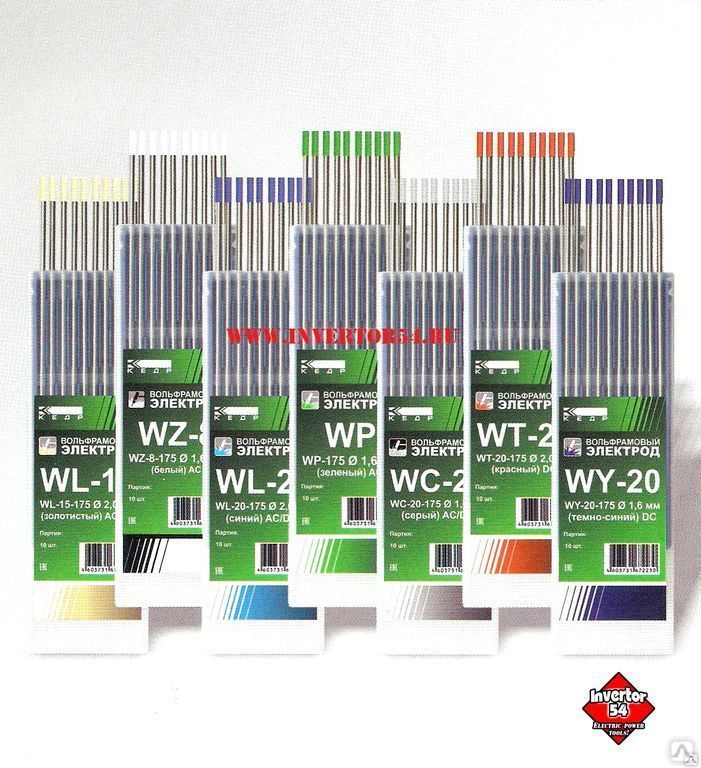
Выпускаемые вольфрамовые электроды разделяются по цвету их наконечников в зависимости от сферы применения, что необходимо учитывать при их выборе.

На стабильность горения дуги и другие факторы оказывает влияние форма острия электрода. Однако, со временем эта поверхность стачивается и деформируется, что требует ее регулярного обновления, называемого заточкой. Затупленный электрод может стать причиной непровара.
Форма заточки зависит в частности от используемого тока — для постоянного тока требуется конусовидная заточка, а для переменного — округлая. Заточенный электрод сможет по-прежнему осуществлять свои функции.
Суть сварочного процесса TIG-оборудованием

Если вы уже знакомы с такими типами сварки, как ММА и MIG-MAG, то наверняка знаете, что в первом в качестве главного расходного материала используется электрод, а во втором подвижная проволока. TIG-аппараты также используют электрод, но уже из вольфрама, материала отличающегося тугоплавкостью.
Защиту от окисления обеспечивает газ аргон, собственно, поэтому процесс часто именуют аргонодуговой сваркой. Англоязычная аббревиатура TIG означает – Tungsten (вольфрам) Inert (инертный) Gas (газ), что затрагивает наиболее важные элементы в работе.
Зачем тут присадочный пруток? Он подается вручную для формирования шва. Под действием дуги металл плавится, находясь в защищенной среде газа, и создает качественное соединение.
В этой статье мы не будем заострять внимание на том, как подбирается сам аппарат. Для этого создан отдельный материал, который поможет разобраться в том, как выбрать аргонодуговой аппарат для TIG сварки
Сварка инвертором в аргоне
Инверторы применяются и на промышленных предприятиях, и в домашних мастерских. На рынке представлен целый класс оборудования для аргонодуговой сварки, которые преобразуют входящее переменное напряжение в постоянное. Инвертеры отлично приспособлены к скачкам напряжения, которыми повсеместно грешат отечественные сети энергоснабжения.
Инвертор для аргонодуговой сварки отличается небольшим весом, компактными размерами и надежностью. Он подходит для работы в разных условиях и неприхотлив в обслуживании. Именно на таком оборудовании проще всего обучаться начинающим сварщикам.
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.









Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Маркировка и характеристики вольфрамовых электродов
Вольфрамовые электроды разделяют на классы, облегчающие работу сварщиков по подборке прутков, подходящих под условия сварки. Так, чтобы получить качественный шов на постоянном токе прямой и обратной полярности нужны разные неплавящиеся электроды, а ведь есть еще и переменный ток. Эти и другие критерии и обуславливают существующую классификацию вольфрамовых стержней.

Все существующие обозначения электродов вольфрамовых подходят под международные стандарты DIN EN 26848 , а значит, независимо от места производства, согласно маркировке вы можете подобрать нужный материал.
Всегда первый символ в маркировке «W» – обозначающий металл вольфрам. Второй символ обозначает тип металла, или металлов. Первым числом идет число, обозначающее долю лигатур на 1000 долей вольфрама, то есть число 20 будет означать 2% примесей, 8 – 0.8% и так далее. Второе число обозначает длину электрода, самым распространенным размером считается пруток 175 мм, но на рынке доступны изделия длиной 50, 175, 150 мм.
Чистые вольфрамовые электроды с трудом используют сварочные аппараты TIG, поэтому к сплаву добавляют различные примеси. Лигатуры нужны, чтобы придать электроду требуемых характеристик плавкости, дугообразования, проводимости, прочности и др.
- “WP” – международное обозначение электродов из чистого вольфрама, а точнее в таком изделии не меньше 99.5% металла. Как уже говорилось ранее изделие специфическое имеет ряд условий для использования и заточки. Маркируются зеленым цветом.
- “C” – данный символ в маркировке обозначает примесь Церия (нерадиоактивного редкоземельного металла). Маркируются изделия серым цветом. WC неплавящиеся электроды – универсальные и подходят как для работы с постоянным, так и с переменным током.
- “Т” — диоксид тория. Такие стержни маркируют красным цветом. Их используют для большей части работ с цветными металлами, низколегированными сталями, углеродистыми сплавами, нержавейкой. Благодаря длинному перечню доступных для работы сплавов ториевые стержни стали одними из наиболее используемых. Но есть один весомый недостаток, связанный с радиоактивностью лигатуры. Именно поэтому стержни маркируются ярким цветом. Чтобы избежать неприятных последствий рекомендую строго соблюдать все требования безопасности, начиная с использования защитной одежды и маски, заканчивая тщательной вентиляцией рабочего помещения. Еще один плюс WТ прутков – прочность, которая даже больше, чем сварка вольфрамовым электродом из чистого металла.
- “Y” — диоксид иттрия. Стержни применяемые при работах на прямой полярности постоянного тока, маркируются темно-синим цветом. Ими варят конструкции, которые должны выдерживать высокую силу тока. Подходит электрод Y неплавящийся для работы с титаном, медью, высоколегированными и низколегированными сталями.
- “Z” — оксид циркония. Используется при работе переменным током с алюминием и медью. Изделия маркируются белым цветом. Сплав в котором всего 0.8% оксида циркония позволяет получать идеально стабильную дугу, но с условием должной зачистки сварочной плоскости.
- “L” — оксид лантана. Данный металл в изделиях продается с различной маркировкой, обозначающей 1.5% примеси (наконечник окрашен в цвет золота) и 2% лантана (наконечник светло-синего цвета). Изделия относят к универсальным, способным работать с переменным и постоянным током. Характеризуют высокой прочностью самого сплава, способностью работать при высоких мощностях и стойкостью к удерживанию заточки прутка. Применение данных стержней на аргоновой сварке позволяет реже проводить ревизию заточки.
Предлагаем ознакомиться с особенностями применения каждого вида электродов посредством сравнительной таблицы.
 Таблица сравнения вольфрамовых электродов
Таблица сравнения вольфрамовых электродов
Хочется отметить ,что на рынке встречаются отечественные электроды длиной 1000 мм и диаметров 1.6; 2,0, 3.0, 4.0 мм. Их маркировка отличается от международной:
- “ВЛ/ЭВЛ-2” -Универсальный вольфрамовый электрод с оксидом лантана La2O3 сварка всех типов сталей и сплавов на переменном и постоянном токе.
- “ЭВИ-1/СВИ-1” – Иттрированный электрод. Сварка особо ответственных конструкций из углеродистых, низколегированных и нержавеющих сталей, титана, меди и их сплавов на постоянном токе
Оборудование для сварки
Если используется электрод вольфрамовый для аргоновой сварки, необходим особый набор оборудования. Он включает:
- источник постоянного или переменного тока;
- горелки с установленным на ней неплавящимся электродом;
- ёмкости, в которые закачан инертный газ;
- рукава (шлангов) для подачи газа в рабочее пространство.
Электроды выполняют из вольфрама или его соединений. Температура его плавления составляет 3 380 градусов Цельсия, что позволяет использовать его для работы практически со всем металлами. Во время работы он не плавится, единственное, что требуется, — это выполнять заточку в соответствии с определёнными требованиями. Электрод устанавливают в горелку, при этом та часть электрода, которая не принимает участия в работе, защищается колпаком. Это необходимо для предотвращения его замыкания на массу.
На горелке установлена кнопка, которая подаёт газ и напряжение. На конце горелки установлено керамическое сопло. Из него выходит кончик электрода. К рукоятке горелки подсоединяют рукава, через которые подаётся газ.
После того как сварщик нажимает кнопку, начинается подача газа и электричества. Газ, поступающий из сопла, изолирует сварочную ванну от воздействия газов, содержащихся в атмосфере.
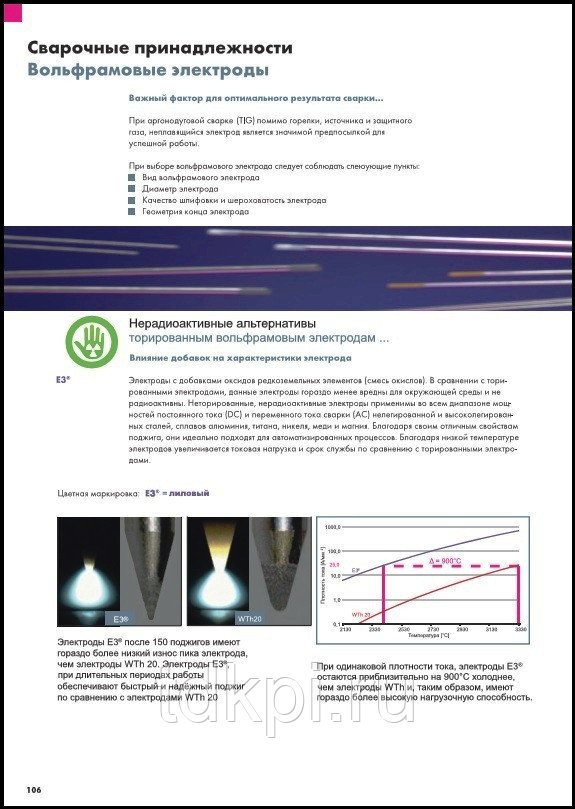
ВИДЫ ВОЛЬФРАМОВЫХ ЭЛЕКТРОДОВ: МАРКИРОВКА, ПРИМЕНЕНИЕ, ХАРАКТЕРИСТИКИ
Для удобства подбора вольфрамовых электродов для TIG сварки существует международная маркировка по цветам. Она считается общепринятым стандартом и понятна каждому мастеру. Выделяют несколько основных типов:
, электроды зеленого цвета. В их составе чистый вольфрам (99,9%). Идеальны для сварки алюминия, магния, никеля и сплавов.
, электроды красного цвета. В их составе 2% тория. Созданы для работы со сталями, никелем, титаном, различными сплавами.
, электроды серого цвета. В их формуле есть церий. Такие электроды из вольфрама можно купить для сварки меди, титана, молибдена и прочих материалов.
, электроды темно-синего цвета. Содержат в составе иттрий
Применяют их обычно для работы с конструкциями повышенной важности.
WL-15 (золотой) и WL-20 (синий цвет). Изготавливаются с добавлением лантана
Хороши для обработки стали, алюминия, меди, бронзы.
, белый цвет. Состоят из вольфрама и циркония. Подходят для аргонной сварки меди, бронзы, алюминия, сплавов.
Понять, что каким вольфрамовым электродом варят, поможет и структурированная таблица, представленная ниже.

ОСНОВНЫЕ ОСОБЕННОСТИ РАЗЛИЧНЫХ ВИДОВ ЭЛЕКТРОДОВ
У каждого из типов есть свои интересные особенности, а также преимущества. Правильно используя их и учитывая эти нюансы в процессе сварки, можно существенно повысить эффективность рабочих процессов.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WL-15, WL-20
Особенности:
- Благодаря наличию лантана в составе они более долговечны. Практически не засоряют сварную ванну вольфрамом.
- Хорошо сохраняют форму первоначальной заточки. Такой эффект достигается равномерным распределением лантана по всей длине изделия.
- С добавлением лантана возрастает допустимый сварочный ток. При этом износ самого электрода снижается практически на 50%, если сравнивать с чистым вольфрамом.
Преимущества:
- Супер легкий первоначальный запуск дуги.
- Имеют низкую склонность к созданию прожогов.
- Поддерживают очень устойчивую дугу.Обеспечивают хорошие показатели повторного розжига.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WC-20
Особенности:
- Изделия с добавлением церия хорошо подходят для работы на исключительно малых токах. Хорошо справляются и с такой сложной работой, как ювелирная сварка, при которой требуется особая точность.
- Если сравнивать WC-20 с другими типами электродов, то при работе на малых токах они обеспечивают более устойчивую дугу, простое зажигание.
- Подходят для сварки в любых плоскостях.
- Специалисты не рекомендуют использовать цериевые электроды для сварочных манипуляций с высокой плотностью тока. Это может привести к потере всех свойств. В такой ситуации электрод ведет себя так, словно изготовлен из чистого вольфрама без добавок.
Преимущества:
- Легкий розжиг и исключительная стабильность дуги.
- Длительный срок эксплуатации.
- Отсутствуют радиоактивные свойства.
- Выдерживают более высокую нагрузку током, нежели электроды из чистого вольфрама.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WZ-8
Особенности:
- Могут быть использованы в тех случаях, когда необходимо исключить даже самое минимальное загрязнение сварочной ванны. При этом подходят для работы на переменном токе.
- При работе на переменном токе AC существенно превосходят по показателям токовой нагрузки такие виды электродов, как WC-20 (цериевые), WL (лантановые), WT-20 (ториевые).
Преимущества:
- Быстрый и легкий розжиг.
- Долговечность.
- Повышенный уровень устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WP
Особенности:
- Довольно сложно разжигаются.
- В процессе работы на кончике электрода температура крайне высока, из-за чего сокращается срок эксплуатации.
Преимущества:
Дают неплохие показатели устойчивости дуги.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WT-20
Особенности:
Радиоактивны. В процессе работы мастеру требуется дополнительная защита: плотная одежда и респиратор. В помещении должна быть организована хорошая вытяжная вентиляция.








Преимущества:
- Долговечны.
- Хорошо функционируют при токовых перегрузках.
- Обеспечивают легкий розжиг.
ВОЛЬФРАМОВЫЕ ЭЛЕКТРОДЫ WY-20
Особенности:
Подходят для работы с только постоянным током.
Преимущества:
- Не загрязняют сварочную ванну.
- Подходят для работы на ответственных объектах и с важными конструкциями.





