

Принцип работы
Технология токарной обработки включает в себя основные и вспомогательные операции. Первые — это сама металлообработка, а вторые — все, что связано с подготовкой и завершением цикла обработки заготовки. В общем виде их последовательность при точении одной поверхности детали выглядит так:
- Базирование заготовки. Выполняется ее загрузка, центровка, необходимые измерения и фиксация зажимными приспособлениями.
- Размещение оснастки. При необходимости устанавливается оснастка и приспособления, используемые в процессе работы.
- Выбор и фиксация резца. Согласно технологической карте отбирается соответствующий резец и устанавливается в резцедержатель или поворотную инструментальную головку.
- Запуск вращения шпинделя. Задается скорость вращения и включается главный привод.
- Позиционирование в исходную точку. Резец выводится в точку начала резания и устанавливается на заданном расстоянии от поверхности
- Включение подачи. Включается поперечное перемещения резца, которое по достижении заданной глубины точения переключается на продольное.
- Рабочий проход. Выполняется проход на заданной глубине со снятием металлической стружки.
- Отвод резца. По достижении конца обрабатываемой поверхности продольное перемещение переключается на поперечное, и резец отводится от поверхности.
- Новое позиционирование. Резец отводится в исходное положение (или позиционируется для нового прохода).
- Измерение. Замеряется геометрия обработанной поверхности.
- Снятие детали. Расфиксация детали и снятие ее вручную или с использованием грузоподъемных механизмов.
На основании параметров технологического процесса технолог рассчитывает нормы вспомогательного и основного времени. С учетом этих данных определяются экономические показатели изготовления изделия. Автоматизированная механообработка намного сокращает трудозатраты на единицу продукции и увеличивает коэффициент загрузки оборудования.
Токарные работы на станке с ЧПУ
При токарной обработке с ЧПУ станок выполняет почти все действия по заданной программе, а участие станочника-оператора требуется только при установке и снятии детали и проверке инструмента, а также замере готового изделия (иногда это делается автоматически). Значительное сокращение вспомогательного времени во много раз повышает экономическую эффективность механообработки. Поэтому все современное токарное оборудование с ЧПУ имеет в своем составе:
- быстрозажимную оснастку для закрепления заготовки;
- револьверные головки с программным позиционированием;
- цифровые электроприводы главного привода и всех осей перемещения;
- программно-управляемые вспомогательные устройства.
Такое оборудование тоже называется «токарным», поскольку в его основе лежит традиционная компоновка. Но на самом деле это уже обрабатывающие центры широкого профиля.
Описание некоторых групп токарных станков
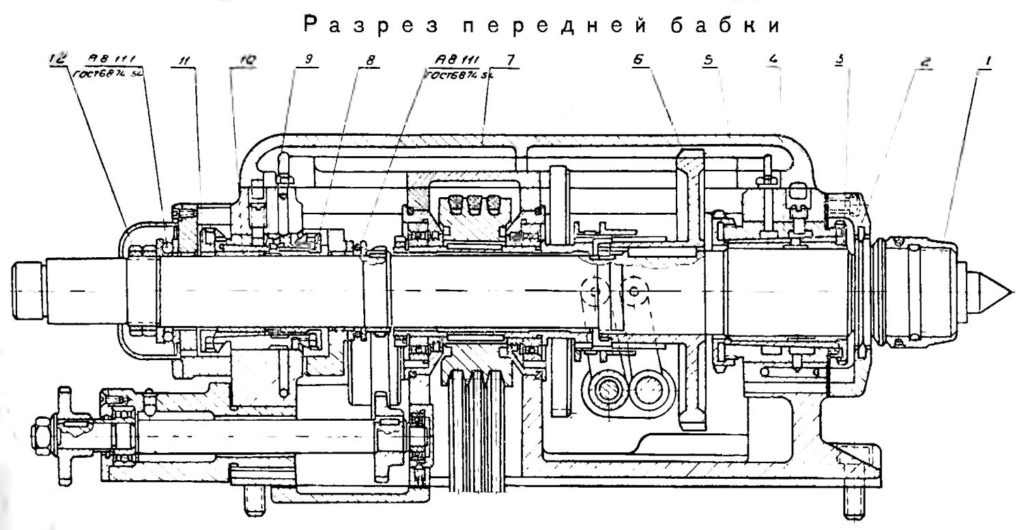
Лобовые станки
Токарные лобовые станки созданы для изготовления деталей до 4 метров в диаметре. Назначение станков, имеющих такие технические характеристики, для вытачивания на них цилиндрических и конических деталей. Но так же на широких заготовках, размещаемых на планшайбе, могут проводиться и другие работы по металлу, такие как нарезание бороздок, выборка фасок и многое другое. На лобовых станках производятся тяжёлые и разнообразные работы, что накладывает отпечаток на его технические характеристики. Токарно-винторезные станки по сравнению с лобовыми имеют более сложную конструкцию.
Рабочая часть лобового станка состоит из:
- плиты;
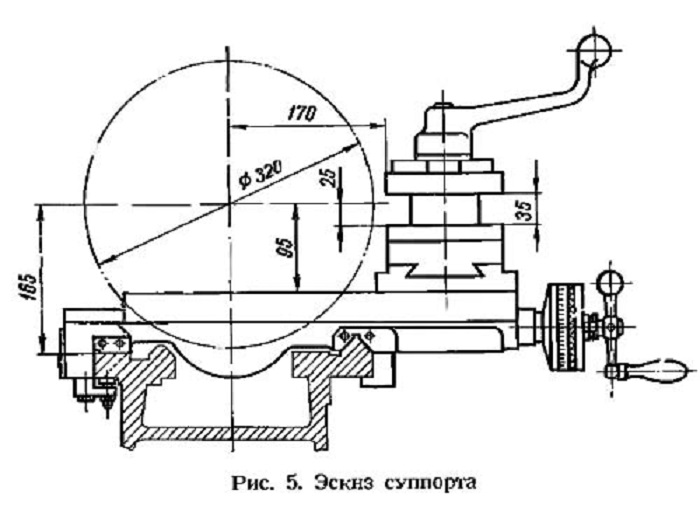
- суппорта и его основания;
- передней и задней бабок;
- планшайбы.
Токарно-карусельные станки
Схема карусельных станков немного сложнее. Он имеет:
- станину;
- планшайбу;
- пульт управления;
- револьверную головку с несколькими позициями (например, 5);
Оснащён:
- вертикальным револьверным суппортом;
- двумя коробками передач;
- траверсами;
- боковым суппортом;
- 1 или 2 стойками (в зависимости от конструкции и назначения):
- маховичком и боковым маховичком;
- держателем резцов на 4 предмета.
На токарно-карусельных станках обрабатываются детали диаметром от 2 метров. Каждая из моделей токарно-карусельных станков может обрабатывать заготовки различного диаметра. Увеличение диаметра заготовки в 1,26 раза требует увеличения рабочей площади станка. Массово производились 6 видов карусельных станков, со схожими технические характеристики, которые могли обрабатывать заготовки следующих размеров:
- 2-метровые;
- 2 м 52 см;
- 3 м 18 см;
- 4 м;
- 5 м 4 см;
- 6 м 35 см.
При необходимости производства деталей превышающих показатель 6,35 метра, на заказ изготавливаются специализированные станки с уникальными техническими характеристиками. Высчитать необходимый размер рабочей площади следующей в ряду модели не сложно, достаточно предыдущее значение умножить на 1,26.
Конструктивные особенности станков
Токарные станки с ЧПУ, используемые в наше время на многих производственных предприятиях, — это современное оборудование, позволяющее выполнять обработку деталей из металла, характеризующуюся высокой точностью. Это обеспечивается следующими конструктивными особенностями такого оборудования:
- в передаточных устройствах привода подобных станков практически полностью отсутствуют зазоры;
- все несущие элементы, узлы и механизмы, входящие в конструкцию токарного станка с ЧПУ обладают высокой жесткостью;
- кинематические цепи оборудования специально разработаны таким образом, чтобы их длина была минимальной, а также чтобы минимальным было количество механических передач, которые их составляют;
- в конструкции токарных агрегатов предусмотрены специальные сигнализаторы, отвечающие за обратную связь;
- такие устройства отличаются повышенной устойчивостью против вибрационных нагрузок, обязательно возникающих в процессе их работы;
- гидравлические, а также другие узлы токарного оборудования перед началом работы предварительно разогреваются при помощи специальных систем, что минимизирует риск возникновения тепловых деформаций в процессе выполнения обработки.
На токарные станки с ЧПУ устанавливаются направляющие, характеризующиеся повышенной износостойкостью и пониженным коэффициентом трения, что очень важно для обеспечения высокой точности выполнения токарных работ по металлу. Благодаря таким характеристикам направляющих агрегата снижается уровень рассогласования в его контролирующей системе, и все подвижные механизмы перемещаются по заданным параметрам с максимальной точностью. Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным
Направляющие узлы токарного станка, где предусмотрены элементы качения, в качестве которых преимущественно используются ролики, разработаны и изготовлены так, чтобы при работе на высоких скоростях и при их интенсивном нагреве коэффициент трения в них оставался неизменным.
Закаленные направляющие станины станка TRENS-SE-520
Естественно, направляющие токарных станков, на которых обработка деталей из металла выполняется на высоких скоростях, должны отличаться повышенной жесткостью. Обеспечивается это требование благодаря тому, что направляющие подвергаются предварительному натягу, который выполняют с помощью специальных регулирующих механизмов. Для снижения сил трения в направляющих узлах суппорта агрегата и его станины, работающих по принципу скольжения, их изготавливают на основе пар материалов: качественный износостойкий пластик (как правило, фторопласт) плюс чугун или сталь.
Чтобы обеспечить высокую жесткость несущим элементам токарного оборудования с ЧПУ, их выполняют в коробчатой форме с обязательными поперечными и продольными внутренними ребрами. Для изготовления данных элементов используют технологии литья и сварки. Если раньше для выполнения несущих элементов токарных станков по металлу использовали только чугун или сталь, то сейчас многие зарубежные производители выполняют колонны, станины, а также салазки таких агрегатов из бетона с добавлением полимеров или искусственного гранита, что придает им высокую жесткость и повышенную устойчивость к вибрационным нагрузкам.
Важнейшим элементом любого металлорежущего оборудования, в том числе и токарной группы, является шпиндельный узел, испытывающий значительные нагрузки в процессе работы. Именно поэтому все базовые и посадочные поверхности такого узла, а также его шейки, должны отличаться повышенной износоустойчивостью. Подшипники, которые устанавливаются в опоры узла, обеспечивают точность его вращения, к ним предъявляют повышенные требования по степени их износоустойчивости.
Передняя бабка с патроном станка SN-500
Объясняется это тем, что в данный элемент устанавливают ряд дополнительных: зажимные механизмы для рабочих приспособлений, работающие в автоматическом режиме, индикаторы, отвечающие за автодиагностику оборудования и за адаптивный контроль над процессом выполнения обработки. На токарных станках данной категории шпиндельный узел (по оси его вращения) может быть расположен в горизонтальной, а также в вертикальной плоскости.
Конструкция и технические характеристики
Конструкционно металлообрабатывающие центры с ЧПУ подразделяются на вертикальные и горизонтальные. Это зависит от расположения одного или нескольких шпинделей. В отдельную группу выделяют портальные центры, способные производить обработку заготовок любой сложности. Такие установки могут включать до 180 обрабатывающих инструментов и выполнять обработку крупногабаритных деталей.
Современный обрабатывающий центр – достаточно сложная инженерная конструкция. Основой является массивная литая чугунная рама. Она термически обработана для обеспечения максимальной жесткости конструкции. На раму устанавливают шарико-винтовые передачи, которые подают заготовки. Скорость подачи может доходить до 40 м/сек. с возможностью позиционирования заготовок по осям X, Y, Z и точностью до 0,010-0,005 мм.
На горизонтальные и вертикальные металлообрабатывающие центры устанавливаются универсальные револьверные головки, удерживающие 12-16 инструментов с возможностью смены всего за 0,2-0,5 секунд в различных плоскостях. А вот портальные установки отличаются не только количеством обрабатывающих инструментов, но и системой их скоростной смены, более мощными шпинделями, разнообразием сменных головок, длинными узкими столами и в целом более высокой жесткостью конструкции. В итоге это позволяет проводить на них высокоточную обработку массивных деталей.
Фрезерные станки с ЧПУ
Категория фрезерных станков с ЧПУ занимает второе место среди всех типов металлорежущего оборудования с автоматизированным процессом работы. Фрезерные станки с ЧПУ подразделяются но нескольким признакам.
1. По направлению подачи:
- вертикальные;
- горизонтальные;
- наклонные.
На вертикально-фрезерном станке с ЧПУ (рис. 3) фрезерная головка располагается вертикально. Головка может перемещаться в горизонтальной и вертикальной плоскости на направляющих, однако фреза в ней закреплена в вертикальном положении. Этот тип фрезерных станков наиболее распространен, так как имеет довольно широкие технологические возможности при небольших габаритах и относительной простоте конструкции.

Рисунок 3. Вертикально-фрезерный станок с ЧПУ.
Рисунок 3. Вертикально-фрезерный станок с ЧПУ.
В горизонтально-фрезерном станке (рис. 4) металлорежущий инструмент закрепляется в горизонтальном положении. Фрезерная головка перемещается на наплавляющих в одной или нескольких плоскостях.
Рисунок 4. Вертикально-фрезерный станок с ЧПУ.








Рисунок 4. Вертикально-фрезерный станок с ЧПУ.
2. По наличию консоли:
- консольные;
- бесконсольные.
Консольные фрезерные станки с ЧПУ имеют подвижную консоль, при помощи которой может осуществляться горизонтальное и вертикальное перемещение обрабатываемой детали. В бесконсольных станках вместо подвижной консоли устанавливается обычный стол с устройствами для закрепления заготовки. Такие станки имеют большую точность в изготовлении ввиду отсутствия погрешности на привод консоли, но меньшие технологические возможности.
3. По количеству стоек:
- одностоечные;
- двухстоечные.
Фрезерные станки с ЧПУ зачастую способны помимо фрезерных операций выполнять сверление, развертывание, зенкерование, шлифование и некоторые другие операции.
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Обрабатывающие центры торговой марки TRENS
Фрезерно-токарные обрабатывающие центры данной торговой марки отличаются особенной конструкцией и имеют характерный признак – наклонную раму. Это придает станкам исключительную прочность и жесткость, что позволяет выполнять на них обработку деталей с высокой точностью. Как правило, таким оборудованием оснащаются крупно- и среднесерийные производства, занимающиеся выпуском деталей со сложной конфигурацией. Перечислим наиболее популярные модели токарно-фрезерных станков данной торговой марки.
SBL 300
Конструкция данной модели более простая, по сравнению с рассмотренной выше, что не мешает такому станку эффективно справляться с нарезанием резьбы, основными фрезерными операциями, обработкой деталей сложной конфигурации. Особого внимания заслуживает шпиндель станка, отличающийся высокой жесткостью и исключительной надежностью, что дает возможность эксплуатировать его на высоких скоростях довольно долго. Не менее примечательны и характеристики С-оси данного устройства, создающей отличный крутящий момент и обеспечивающей быстрое переключение рабочих режимов. Таких характеристик С-оси производителям удалось достичь за счет того, что в ней реализована особая система фиксации дискового типа.
 Станок с ЧПУ Trens SBL 300 производства Словакии
Станок с ЧПУ Trens SBL 300 производства Словакии
SBL 500A
Возможности станка данной модели позволяют обрабатывать на нем заготовки, вес которых достигает 1050 кг. Обрабатывающий центр оснащается электроприводом ТМ Siemens или Fagor, в его конструкции имеется противошпиндель, легко настраиваемая и надежная система ЧПУ. Перемещения бабки станка и фиксация заготовок осуществляются при помощи гидравлических механизмов. О возможностях такого токарно-фрезерного обрабатывающего центра с ЧПУ говорит и то, что на нем можно выполнить сложнейшую технологическую операцию – внеосевое сверление – за одну установку.
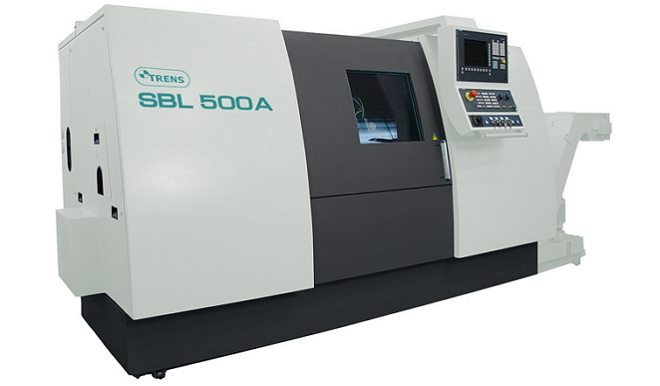 Станок TRENS SBL 500A
Станок TRENS SBL 500A
SBL 700
Этот фрезерный обрабатывающий центр с ЧПУ является наиболее современной моделью оборудования, выпускаемого под ТМ TRENS. Технические возможности такого станка позволяют выполнять на нем обработку заготовок из металла прямолинейной, ступенчатой и криволинейной конфигурации, вес которых может доходить до 2500 кг. Обрабатывающий центр комплектуется системой ЧПУ ТМ Siemens, которая обеспечивает точное перемещение инструмента в процессе обработки. Работа станка и перемещение инструмента в такой системе ЧПУ описывается простым 3D-программированием, а ее подключение к устройству обеспечивается посредством Ethernet-протокола.
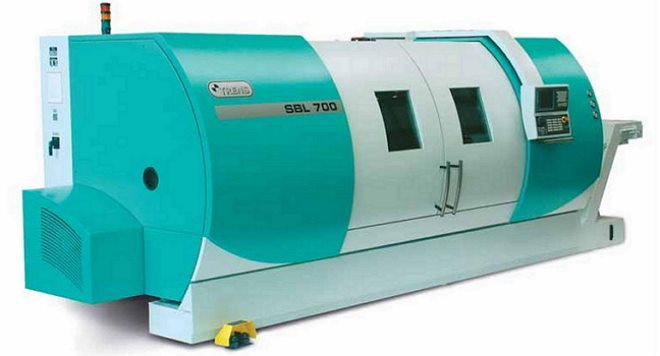 Станок Trens SBL 700
Станок Trens SBL 700
Какие операции по металлу можно выполнять
Благодаря тому, что человеческий фактор был сведён к минимуму, операции по металлу стали значительно легче и приносят меньше брака. Получается так из-за программы, которая заложена в компьютер.
Она является таким своеобразным шаблоном, по которому компьютер понимает — готова деталь или нет. В этом разделе будет рассказано об операциях, которые может выполнять по металлу станок с ЧПУ.
Внешнее и внутреннее вытачивание деталей
Здесь всё просто, по крайней мере, для машины. Установленная заготовка, которая в будущем станет деталью, закрепляется на станке. Она может быть закреплена вручную или, если установлено соответствующее оборудование автоматически (чаще всего применяют именно автоматический вариант).
После начинается внешнее обтачивание детали при помощи либо лазера, либо лезвия, которое установлено на станок. Постепенно срезая лишнее, заготовка приобретает форму нужной детали. Так делается внешнее обтачивание деталей на станке с ЧПУ.
С внутренним всё примерно также, только с изменениями. После установки заготовки станок начинает сверлить, или как это называют по-другому, рассверливать отверстие у основания заготовки.
После того, как отверстие будет готов, компьютер сравнит его с шаблоном, который прописан в заданной программе. Если найдутся огрехи, он проанализирует — можно ли это исправить (как правило, да, ведь машины редко ошибаются). После заготовка шлифуется и деталь готова.
Продольная обработка заготовки
Продольная обработка — это метод, который применяют для изготовления полос, штрипсе, лент. В зависимости от программы, которая установлена в компьютер.
Такие работы на станке с ЧПУ выполняются преимущественно при помощи лазера, так как это позволяет избавиться от брака и ускоряет процесс работы. После установки заготовки, числовое программное управление на станке будет его обрабатывать в соответствии с заданным алгоритмом действий. Лазерный портал приводится в действие шаговыми двигателями, на котором он закреплён.
Черновая и чистовая обработка
Для начала что это вообще, такое. Черновая обработка металла состоит из подгона детали под нужный размер при помощи снятия слоёв металла.
Обычно в станке с ЧПУ эту роль выполняет компьютер после того, как деталь уже вырезана. Чистовая обработка идёт потом и представляет собой полировку поверхности изделия. Всё это станок выполняет по заданным алгоритмам.
Регулировка длины деталей
В программе, которую дают компьютеру, чётко прописаны размеры детали. Заготовки также дают подходящего размера. Перед тем, как вставить деталь, станок регулирует и настраивает сам себя для изготовления.
После этого он начинает выполнять работу, после чего сравнивает размер с теми, что были даны человеком. Если отклонений нет — деталь готова. Если есть — станок с ЧПУ начинает обтачивать деталь, снимая слои металла и регулируя длину.
Вытачивание пазов, выемок и отверстий
Пазы и выемки — это отверстия, которые делают на детали. Такие отверстия могут служить либо для того, чтобы в них могла войти другая деталь, либо для установки к какому-либо устройству. Станок с ЧПУ вытачивает такие отверстия при помощи лазера, делая при этом высокоточные разрезы.
Они могут быть прямоугольными, Т-образными, типа «ласточкин хвост», фасонными, сквозными, открытыми, закрытыми и другими. То, какой формы будет отверстие, зависит от детали и программы, которую человек установил в числовое программное управление.










Нарезание резьбы дюймового и метрического типа
Этот тип резьбы видели практически все. Она используется в основном для того, чтобы одна деталь могла прикручиваться к другой. Главными параметрами при изготовлении такой резьбы являются шаг и величина. Под шагом в данном случае имеется в виду:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Все параметры нужно вбить в компьютер станка, после чего он сам вырежет отличную и ровную резьбу при помощи лазера.
Справка! В любом случае параметры для изготовления резьбы на изделии вносятся человеком в компьютер станка, а тот, действуя согласно алгоритму, при помощи лазера делает превосходную резьбу.
Как написать управляющую программу
Программы для работы станков с ЧПУ делаются в три шага, на каждом из которых определяется — как будет выглядеть новая деталь:
- Создание трёхмерной модели. Этот этап — создание модели заготовки, с которой будет осуществляться работа. Этим, в основном, занимаются не операторы, а дизайнеры, так как не все так хорошо понимают, как сделать хорошую трёхмерную модель.
- Инструкция. Имея трёхмерную модель, оператор задаёт параметры, которые станок должен будет выполнить при работе с заготовкой чтобы получилась деталь.
- Тестовый запуск. Он необходим чтобы проверить — правильно ли была написана программа для работы. Ведь если плохую программу сразу, без теста, запустить на станке — он испортит все заготовки. Поэтому оператор смотрит — правильно ли станок выполняет работу с заданной программой, а после смотрит на результат и решает — требуется доработка или нет. Чаще всего она, конечно, требуется, но никаких критических ошибок она вывести не может.
После того как программа была установлена — станок готов к работе.
Для написания таких программ существует пять специальных приложений:
- AutoCAD.
- T-FlexCAD.
- NanoCAD.
- ArtCam.
- SolidWorks.
Сейчас о каждой будет рассказано по отдельности
AutoCAD
Эта программа была разработана компанией Autodesk специально для автоматического проектирования токарных работ. В AutoCAD есть функции трёхмерного моделирования, а также возможность работы с трёхмерными данными сканирования, что позволяет не тратиться на дизайнеров. Но, из-за отсутствия трёхмерной параметризации эта программа не является лучшим выбором.
T-FlexCAD
Эта программа была разработана компанией «Топ Системы» для разработки разного вида работ с токарными станками.
Имеет все нужные для этого функции, но лучшим выбором не является и популярностью не пользуется.
NanoCAD
Эта программа может работать как с трёхмерными, так и с двухмерными моделями. С её помощью могут проводиться расчёты работ, готовятся 3D и 2D модели, разнообразные чертежи и ещё много чего. Благодаря этой программе значительно облегчается работа операторов.
ArtCam
Эта программа нужна исключительно для создания трёхмерной модели. Расчёты работ или что-то подобное на ней производиться не может, зато модели получаются очень качественные.
SolidWorks
Это уже непросто программа, а целый программный комплекс. Выпущен он был ещё в 1995 году, но до сих пор считается одним из лучших среди разработки программ для токарных станков системой ЧПУ. Правда, стоит этот программный комплекс прилично, зато принцип «цена равна качеству» он прекрасно показывает.
Горизонтальный обрабатывающий центр
В ряде случаев вследствие конструктивно-прочностных особенностей заготовок, а также особенностей их обработки, и необходимости отвода охлаждающей жидкости и стружки из области резания, более целесообразно использовать горизонтальные обрабатывающие центры. В таком случае горизонтальное расположение шпинделя более удобно, а в некоторых случаях без него просто не обойтись.
Главные преимущества таких станков перед вертикальными:
- вследствие горизонтального положения шпинделя стружка не накапливается в большом объеме в зоне обработки. Горизонтальные шпиндели выполнены по более жесткой схеме, в них присутствует система противодействия вибрациям, к примеру, пневматическая
- двух-паллетное выполнение рабочего стола вместе с 4-й координатой: вращением в горизонтальном направлении с шагом 1° или 0,001°. Присутствие второй паллеты дает возможность экономить время на снятие и монтаж заготовок. Этот момент очень важен в массовом производстве, а благодаря повороту стола получается обработать все боковые стороны изделия
- возможность реализации сменщика инструмента в форме «гусеничной» конструкции. Если применяется не 2 гусеничных колеса, а больше, — «гусеница» может отличаться сложной формой, вследствие чего в малом объеме размещается большое количество инструмента: 40, 90 и4 даже 120 позиций.
Как вертикальные, так и горизонтальные обрабатывающие центры осуществляют комплексную обработку корпусных деталей не только из древесины, но и из черных и цветных металлов.
Это интересно: 1А62 токарно-винторезный станок — характеристики, паспорт, устройство
Разновидности оборудования
Вне зависимости от разновидности, все фрезерные станки работают по одному и тому же принципу. Классифицируются они на основании различий, заключающихся в наличии дополнительных элементов, повышающих их функциональность. К примеру, некоторые установки оборудованы устройствами в виде долбежной головки, приспособления для нарезания гребней и пр.
https://youtube.com/watch?v=yjV5dwtuREs
Вертикально-фрезерные агрегаты
Вертикально-фрезерный станок позволяет обрабатывать все существующие типы металлов и производить сверлильные операции. Такие агрегаты выпускаются в двух исполнениях:
- консольном;
- бесконсольном.
Отсутствие конструкции консоли в вертикально-фрезерном станке компенсируется установкой на основании направляющих. Именно по ним передвигается рабочий стол. В головке шпинделя расположена коробка скоростей, регулирующая скорость его вращения. В консольных установках перемещение гильзы и головки возможно вдоль оси.
Горизонтально-фрезерные машины
Горизонтально-фрезерные станки отличаются горизонтальным расположением шпинделя и предназначены для обработки крупногабаритных элементов. Возможность использования различных типов фрез позволяет проводить самые разнообразные операции. В стандартную комплектацию не входит лишь устройство для операций с винтовыми поверхностями.
Горизонтально-фрезерный станок устанавливается на стол. Все механизмы агрегата размещены в его основании. Внутри расположена только коробка скоростей.
Сверлильно-фрезерные агрегаты
Этот вид фрезерных станков отличен от собратьев наличием сверлильно-фрезерной головки. Такая особенность предоставляет возможность обрабатывать наклонные и угловые поверхности, а также пазы негабаритных деталей. Вращение рабочей головки может осуществляться в противоположных направлениях.
Описание оборудования универсального типа
Универсальный фрезерный станок предназначен для обработки любых металлических элементов, вне зависимости от их конфигурации. По этой причине такие агрегаты наиболее востребованы в частных мастерских. Их закупают предприятия малого бизнеса, занимающиеся ремонтом.
Использование фрезерных станков универсального типа оправдано при необходимости выполнения каких-либо действий с деталями, имеющими большой размер. Их можно устанавливать горизонтально или вертикально. Не станет преградой и спиралевидная поверхность.
Этому способствует наличие горизонтальных и вертикальных направляющих, по которым передвигаются консоль и рабочий стол. Важные узлы и механизмы агрегата надежно спрятаны во внутренней части основания.
Возможности настольных агрегатов
Настольные фрезерные станки устанавливаются в домашних мастерских, в учебных заведениях и производственных цехах, которые не специализируются на выполнении работ подобного рода.
Отличительной особенностью настольных фрезерных станков по металлу является универсальность. В стандартную комплектацию входят различные виды фрез, позволяющих обрабатывать самые разные заготовки. С помощью такого устройства удастся выполнить и другие операции, к числу которых относятся сверление, нарезание резьбы и прочее.
Агрегаты с ЧПУ
В эту категорию включаются:
- фрезерные станки с числовым программным управлением;
- обрабатывающие центры с числовым программным управлением;
- настольные механизмы с числовым программным управлением.
Фрезерный станок с ЧПУ
Работа оборудования с ЧПУ контролируется специальной компьютерной программой. Поэтому в процессе обработки исключается возможность проявления человеческого фактора. А сами агрегаты отличаются высокой стоимостью и востребовано лишь на крупных промышленных предприятиях, специализирующихся на производстве определенного вида деталей.
Настольный вариант фрезерных станков с ЧПУ заслуживает отдельного внимания. Хотя они отличаются небольшими габаритами, с их помощью можно придать заготовке любую форму. Установки с ЧПУ в настольном исполнении позволяют выполнять самые разные технологические операции с металлом, в том числе растачивание, сверление и зенкерование.
Широкоуниверсальные устройства
Такой фрезерный станок по металлу снабжен дополнительной рабочей головкой. Но главная особенность заключается в ее подвижности, что позволяет работать с заготовкой, располагая ее под любым углом.
Для обработки металлических элементов, имеющих сложную конфигурацию, предусмотрена возможность установки на поворотный шпиндель накладной головки. Также существуют бесконсольные модели с кареткой, для передвижения которой предусмотрены горизонтальные направляющие.








Особенности конструкции
Вне зависимости от специализации, автоматизации и назначения токарных станков, у всех, у них присутствуют одни и те же составные узлы и элементы, что делает их конструкцию во многом универсальной, а узлы — взаимозаменяемыми:
Станина
Самая массивная часть станка. Она является базисной основой для установки на ней всех прочих узлов. В задачи станины входит:
- обеспечение жесткости всей станочной конструкции в целом;
- сосредоточение на себе и гашение всех возникающих вибраций.
Станина, как правило, отливается из чугуна и делается монолитной.
Впрочем, существуют варианты легкой станины из профилированных труб (квадратного сечения). Такие станки устанавливают на виброопоры.
Фартук
Это каретка, перемещающаяся по направляющим (при воздействии ходового винта), на которой жестко закреплен суппорт. Помимо автоматизированного движения фартук может быть оборудован и ручным приводом.
Шпиндельная бабка
Иное ее название – передняя бабка. Это часть станка, в которой расположена коробка скоростей и где крепится главный вал со шпинделем (отсюда и название), в котором крепится заготовка.
Суппорт
Это конструкционный элемент токарного станка, располагающийся на фартуке. На суппорте, в свою очередь, расположены резцедержатели, где и укрепляется режущий инструмент. Обычно говорят о поперечном или продольном перемещении не резца или фартука (соответственно), а именно суппорта.
Коробка скоростей
Конструкционно она размещается в передней бабке. На переднюю панель выведены ручки переключателей скоростей. Если станок не оборудован бесступенчатым приводом, то для изменения передачи (то есть, частоты вращения заготовки и усилия на валу) требуется сначала выключить станок и дождаться остановки главного вала.
Электрическая часть
Данный элемент конструкции включает в себя тяговый электродвигатель, а также прочее электрооборудование, с помощью которого производится управление станком.
О преимуществах устройств с ЧПУ
Главным преимуществом специального токарно-давильного станка с ЧПУ РТ305М, является высокий показатель степени автоматизации производства, так как вмешательство оператора устройства в его технологический процесс сведено минимально. Главной задачей обслуживающего персонала при числовом управлении установкой, является токарная обработка изделий, практически выполняя только лишь подготовительные и заключительные производственные операции, например:
- установка и закрепление детали;
- снятие уже обработанного изделия;
- техническая наладка инструментов.

К преимуществам использования токарных приспособлений с числовым управлением также относят:
- производственная гибкость, при которой для обрабатывания разных изделий достаточно только заменить или скорректировать управляющую программу;
- бесконечное число повторяющих циклов при достаточно высоком уровне параметра обработки деталей;
- возможность такой обработки изделий, которая порой недоступна на обычных простых токарных устройствах;
- долгий срок эксплуатации токарных станков с ЧПУ, технические характеристики, которых на порядок выше, по сравнению с обычными станками, особенно при использовании автоматической подачи СОЖ (смазочно-охлаждающих жидкостей) в области резки.

Токарно-затыловочные станки
Затылование — это специальный метод заточки задних поверхностей обрабатывающих инструментов: различного рода фрез, инструментов для сверления и нарезания резьбы. Такая операция проводится для сохранения формы инструмента при длительной эксплуатации.
По конструкции затыловочный станок похож на винторезный станок, но имеет свои особенности. Обрабатываемый инструмент вращается шпинделем. Режущий инструмент вместе с суппортом совершает линейные возвратно-поступательные движения в радиальном направлении, при этом проходит (затылует) обрабатываемый инструмент на один зуб.





