

Порядок выполнения сварочных работ
Режимы при выполнении сварочных работ.
Итак, вы подготовили поверхности, имеете определенный опыт с аргонной сваркой и можете приступать к работе. Изначально горелкой прогревается место сварки. Следим за тем, чтобы металл не перегревался. При появлении определенного цвета (зависит от материала изделия) к месту шва подносится электрод. При соблюдении всех правил металл с электрода быстро расплавится и заполнит шов.
Если вы привариваете скол на колесном диске, то будет целесообразно «прихватить» его по краям, чтобы придать заплатке окончательное положение, и после этого можно произвести сварку по всей длине разлома. При правильной сварке шов должен быть виден с обеих сторон (расплавленный металл должен заполнить все пространство и войти в структурную металлическую решетку диска).
Если толщина диска большая, то сварку лучше проводить в несколько этапов с обеих сторон, накладывая швы друг на друга. Получится значительно надежнее. После полного остывания (ремиссии) диска шов необходимо зашлифовать и подготовить к покраске. И здесь вам поможет все та же болгарка с заточной и шлифовальной насадкой. После обработки поверхности восстановленный литой диск готов к эксплуатации.
Особенности изготовления литых дисков
Литые диски изготовляются методом расплавления алюминия, меди и магния в определённых пропорциях. Расплавленный металл заливают в форму, где он застывает. Преимущество таких дисков состоит в повышенной прочности и сопротивлению к деформации. В России существует ГОСТ литых дисков для пневматических шин.
При езде по неровной дороге на большой скорости литые диски могут дать трещину. Игнорирование трещин может привести к поломке диска без возможности его восстановления. Решить проблему можно с помощью сварки
Следует принять во внимание, что не каждый диск можно заварить. Далее мы рассмотрим, какие поломки можно решить с помощью сварки, а какие сваривать запрещено
Разновидности повреждений
Литые диски пользуются заслуженной популярностью среди автовладельцев. При всех достоинствах, которыми обладают, а это низкий вес, хороший отвод тепла от тормозов, у этих изделий есть один существенный недостаток – возможность повреждения при получении сильного удара. Надо всегда помнить, что поврежденный диск – это серьезная предпосылка к возникновению аварийной ситуации.
https://youtube.com/watch?v=xUlXfb9dheM
Одна из причин, по которым может произойти повреждение, кроется в технологии его производства. Все дело в том, что эти диски производят с помощью литья. Именно поэтому диски становятся хрупкими и не имеют достаточной пластичности.
В результате этого, при получении даже не самых сильных ударов на диске могут образовываться трещины, сколы. Это приводит к тому, происходит изменение геометрии диска и он начинает бить. После этого машина начинает «рыскать» и легко может потерять управление, создав тем самым предпосылки для дорожно – транспортного происшествия.
Автовладелец должен четко понимать то, что использование на машине диска с некоторыми дефектами создает реальную опасность для всех участников движения, а в первую очередь автовладельцу и тем, кто находятся рядом с ним внутри машины.

Поврежденный литой диск
Наиболее часто встречающимися дефектами литых дисков являются:
- трещины;
- смещение по оси и радиусу;
- сколы;
- повреждение нанесенного покрытия.
Повреждения, которые получают диски, происходят по следующим причинам:
- Дефекты дорожного покрытия. При попадании колеса в яму или трещину оно получает сильный удар, приводящий к определенному дефекту. Особенно такие повреждения часто получат автомобили, эксплуатирующие низкопрофильную резину.
- Колесо может начать бить после наезда на бордюрный камень или при попадании в яму. После этого на поверхности диска появляется вмятина.
- Осевое биение, в народе его называют восьмерка, начинает проявляться после бокового удара, полученного при столкновении с препятствием, например с автомобилем, движущимся параллельным курсом.
- Поврежденное покрытие, которое нанесено поверхность диска не приводит к явным повреждениям, но через некоторое время под ними активно начинает развиваться коррозия и ремонтировать его уже будет поздно.
Какие повреждения литых дисков не поддаются ремонту
Перед обращением в мастерскую, занимающуюся ремонтом литых дисков, автовладелец должен представлять какие дефекты не подлежат ремонту. Для чего это надо? Все дело в том, что иногда нечистые на руку мастера, пользуясь тем, что владелец машины не всегда ориентируется в этом вопросе, стараются извлечь дополнительную выгоду, навязывая потребителю не нужных ему услуги. Которые, кстати, могут привести к непоправимым последствиям.

Серьезные изменения геометрии литого диска
Даже высокопрофессиональные мастера не возьмутся за исправление нижеперечисленных дефектов:
- трещины и сколы больших размеров;
- дефектов в районе ступицы;
- критичное искажение геометрии.
Сварка литых дисков
Как и любой сварочный процесс, он делится на подготовительный этап и сварочный. К первому относится подготовка необходимого оборудования и расходных материалов. А также подготовка самих дисков.
Необходимое оборудование и материалы:
- болгарка;
- аппарат для аргонодуговой сварки;
- электроды;
- защитное снаряжение для сварщика.
Самый важный этап в подготовке сварочного процесса – это правильный выбор электродов. Материал, из которого изготавливается его стержень, должен соответствовать материалу, из которого изготовлены автомобильные диски. Необходимо отметить, что производители на своих изделиях устанавливают клеймо с маркировкой, в которых указан состав материала. Так что проблем с подбором расходников быть не должно.
Очень часто встречаются ситуации, когда в мастерской после ремонта диска, мастер предлагает использовать его только для запаски. Это не говорит о том, что процесс сварки был произведен неправильно или некачественно. Просто неправильно был подобран электрод к материалу диска. А причина – нужного расходника просто не нашлось, а упускать клиента и деньги мастер не захотел.
Следующий этап – это подготовка самого литого диска. Если дефект – это всего лишь трещина, то подготовительная операция сводится к расширению дефекта и удаление краски около него с двух сторон на расстоянии 1 см на всю длину. Если трещина продольная, то ее лучше прорезать насквозь. Поперечную прорезать так не надо, только провести ее расширение. Если поперечная трещина появилась на диски с тонкой стенкой, то расширить ее надо будет под V-образную фаску. Если диск толстый, то фаску можно сделать Х-образную.
Если дефект – это скол, что чаще всего и случается, то подготовительный процесс более сложный и потребует чуть больше времени. Проще всего, если скол будет частью самого диска. А если это донорский кусок от другого диска, то необходимо в первую очередь сопоставить свариваемые части на предмет идентичности материалов. Как уже было сказано выше, можно сравнить маркировку.
Теперь нужно обычный лист бумаги уложить на дефект и обвести его контуры. Вырезается бумага по форме дефекта и прикладывается к донорской части, ее форма переносится на металл. После чего надо по разметке сделать вырез. Далее выемка на диске очищается от неровностей и грязи, зачищается и периметр дефекта от краски на расстояние 1 см. Кстати, это сделать можно болгаркой, другие способы менее эффективны. Все то же самое производится и с заплаткой.
Технология сварки
Итак, сварка литого диска начинается с прогрева дефектного участка горелкой
Очень важно его не перегреть. Опытные сварщики знают, до какого цвета нагревается металл, чтобы температура была достаточной, но не более того
У каждого сплава свой цвет нагрева.
Если заваривается трещина, то присадочная проволока подается внутрь дефекта, расплавляется и заполняет металлом всю полость. В этом случае горелка должна вестись впереди присадки.










Если производится сварка скола, то в нагретую выемку устанавливается металлическая заплатка, которую предварительно надо прихватить в нескольких местах. После чего производится дополнительное ее выравнивание нажатием, к примеру, рукояткой молотка. Далее по всему периметру донорской части производится сварка. Если скол не очень большой, то можно будет увидеть, как расплавленный металл в процессе сварки выходит из противоположного зазора. То есть, сварка аргоном литых дисков, имеется в виду скола, должна производиться не просто по границам дефекта, а с полным проходом расплавленного металла внутрь выемки. Таким образом, металл должен проникнуть внутрь кристаллической решетки сплава.
Идеально, если проварить дефект с двух сторон. Но это возможно лишь в том случае, если толщина диска будет значительной. В противном случае можно просто перегреть изделие, которое потеряет свои эксплуатационные качества. Как только сварная ванна остынем, необходимо шов зашлифовать, используя все ту же болгарку, и покрасить в цвет всего диска.
Наплавка
Встречается еще один дефект – это скол кромки борта диска. Чтобы его заделать, придется воспользоваться не сваркой, а наплавкой. По сути, присадочная проволока своим расплавленным металлом будет заполнять отсутствующую часть послойно. Для этого надо будет выставить сварочный аппарат на ток – 12-140 ампер.
Все слои укладываются аккуратно с переходом на целую часть кромки борта. Излишки металла в процессе шлифовки будут убираться, и наплавленная кромка будет подгоняться под необходимые размеры и форму.
Если все проделанные с дефектами операции вам показались неудовлетворительными, то наплавленный металл можно удалить, и процедуру по ремонту литых дисков можно повторить еще раз, учитывая ошибки. Чтобы этого не случилось, необходимо под сварочный участок подкладывать отводящие температуру подкладки (медные или из нержавейки).
Технология сварки
Ремонт литых дисков сваркой аргоном требует предварительного определения химического состава основного материала, поскольку металлические заплатки должны ему соответствовать для хорошей свариваемости и иметь приблизительно такие же характеристики. Возможно соединение только однородных металлов.
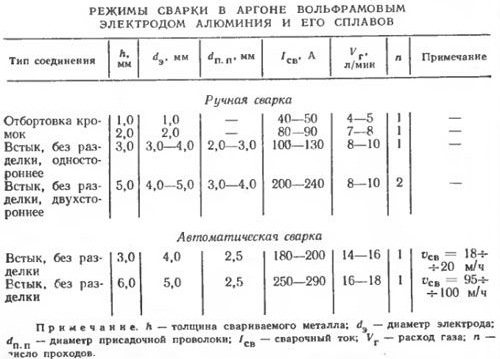
В зависимости от степени повреждения на оборудовании выставляют соответствующую мощность. Если толщина металла менее трех миллиметров, то предварительная разделка кромок не требуется. Сварка литых дисков должна осуществляться на повышенной скорости, что сведет к минимуму тепловое воздействие на обрабатываемый металл. Для лучшего розжига дуги следует осуществлять предварительный прогрев электродов.
Сохранение длины дуги в диапазоне 1-1,5 миллиметров будет способствовать разрушению оксидной пленки на поверхности, что необходимо для получения качественного шва. Чтобы не было нарушено облако защитного газа, сварщик должен вести электрод ровно, не допуская колебательных движений. Равномерность подачи присадочного материала будет обеспечена при использовании полуавтоматического оборудования.
Для освобождения металла от грязи потребуются механические способы, а от жиров, масел, краски – химические. Когда для того, чтобы убрать дефекты, используются металлические заплатки, то вначале необходимо их прихватывать для обеспечения фиксации, после чего уже можно начинать проваривать швы. Для сваривания алюминиевых дисков устанавливают обратную полярность.
Если предстоит сварка участков, значительных по толщине, то место сварки необходимо предварительно разогреть во избежание появления в металле трещин. Для этого используется горелка или резак.
Начинать ремонт дисков сварочным методом следует с установки тока силой 150 Ампер. Сварку рекомендуется осуществлять в два прохода, сваривая вначале корень шва, а затем производить заполнение соединения. Горелкой также можно пройтись с изнанки шва для его выравнивания.
Если необходимо произвести наплавку на недостающую часть, то выставляется ток небольшой величины, порядка 120-140 Ампер. Наращивание следует осуществлять в несколько слоев, удалив после окончания сварки излишки методом шлифовки. Если заваривается трещина, то необходимо следить за тем, чтобы металл шва покрывал стороны с запасом. Если после зачистки шва найдутся непроплавленные участки, то следует пройтись по шву повторно, а затем подвергнуть очистке.
В рабочую зону аргон следует начать подавать за несколько секунд до начала сварки. Для возникновения дуги горелка должна быть расположена близко к поверхности диска. Слишком быстро подавать присадочную проволоку не рекомендуется, чтобы не вызвать избыточного разбрызгивания. Проволоку следует вести несколько впереди горелки. Дуга должна быть максимально короткой. Оптимальное расстояние между поверхностью диска и концом электрода – полтора миллиметра.
Заваривают кратер шва, не прерывая горения дуги, путем постепенного снижения напряжения. Подачу аргона прекращают только через несколько секунд после завершения сварки диска. Помимо ремонта этих частей автомобиля таким же образом может осуществляться сварка дисков мотоцикла.
Ремонт и варка автодисков
Самой частой проблемой, с которой сталкиваются автомобилисты, становятся именно трещины. Возможны сколы, они требуют большего внимания к себе, т. к. фактически диск приходится собирать из двух частей, следя за тем, чтобы не нарушилась его геометрия.

Диски без дефектов
При ремонте трещин и сколов сначала производится подготовка:
- Удаляются загрязнения в области ремонта.
- Счищается краска на расстоянии 1 см от места повреждения.
- Осуществляется пропил по трещине — так называемое «раскрытие», которое способствует выравниванию металла в области дефекта и, как следствие, обеспечит более качественный результат.
Еще одним вариантом будет просверлить в месте, где заканчивается трещина, и вести прорезание от внешнего края к месту просверливания.
Последовательность действий при ремонте и заваривании автомобильного диска следующая:

Ремонт диска
- После снятия покрышки надо тщательно все осмотреть, наметить все сколы, трещины (некоторые могут быть совсем небольшими).
- Очистить покрытие до голого металла вокруг места предстоящей работы.
- При помощи болгарки или другого инструмента прорезать области трещин.
- Зачистить и обезжирить место будущего сварного шва.
- Провести сваривание с помощью присадочной проволоки и аргонодуговой сварки.
- После того как остынет сварной шов, произвести его шлифовку вровень с поверхностью.
Подготовка поверхностей

Если же необходимо отремонтировать скол, то нужно будет потрудиться над диском и тем куском, который будет привариваться к нему.
Идеальный вариант, когда кусок является частью этого же диска. Но если вы собираетесь приваривать кусок от другого диска, то для начала нужно перепроверить составы поверхностей, которые будут подвергаться сварке.
В этом случае при неправильном подборе материала вся работа окажется напрасной. Совсем несложно под размер скола подогнать заимствованный кусок. Для этих целей необходимо приклеить лист бумаги к повреждённой части и границы скола обвести карандашом. Приложите бумагу на часть, которую собираетесь приваривать, и на поверхность перенесите полученный контур. Именно по ним вырезается заплатка.
Детали в месте скола и место сварки зачищаются от неровностей и краски на расстоянии не менее 1 сантиметра. Это делается при помощи болгарки. Иными способами зачистить изделие от краски будет сложно. Потому что у этой краски специфический состав и она держится отлично на поверхности. Краска в процессе сваривания будет гореть, выделяя большое количество очень едкого дыма. Именно из-за этого сваривать колёсные диски необходимо в помещении, где хорошая вытяжка или которое хорошо проветривается.
Не стоит приступать к ремонту сразу же, если у вас нет опыта сварочных работ. Для начала нужно приобрести хотя бы какие-то навыки, а уже после этого начинать непосредственно ремонт вашего изделия. Освоить навыки работы можно на любых изделиях, изготовленных из алюминия. Не помешает присутствие при этом человека с опытом.
Технология ремонта литых автомобильных дисков аргоном
Проехав с ветерком по бездорожью, вы в очередной раз повредили диск на автомобиле.
В голове пронесся рой мыслей: что делать, можно ли заварить дорогую сердцу деталь машины или придется покупать обнову?!
Сварка дисков аргоном поможет решить эту проблему! Аргонодуговой метод устранит скол, трещину на литом материале и даже восстановит расколотое пополам изделие.
Можно обратиться к профессионалам, которые быстро и качественно выполняют ремонт дисков. Правда цена на услуги не маленькая, например для Москвы:
- стоимость сварочного шва за 1 см — 150 рублей;
- в 300 рублей за 1 см обойдется наплавление борта диска внутри;
- 400 рублей — наплавление борта с внешней стороны.
В целях экономии, отреставрировать изделие можно самостоятельно в гаражных условиях.
Подготовка диска к сварочным работам
В подготовку входит: снятие оксидной пленки, краски, нарезка фасок. Зачистить и подготовить кромки можно с помощью болгарки с установленным тонким диском на 1 мм и фрезами.









- Продольную трещину нужно прорезать насквозь;
- Поперечную прорезать с небольшим раздатием.
Нарезка кромки для поперечной трещины V-образная разделка трещин выполняется для тонкого металла, а Х-образная для толстого. Концы трещин рекомендуется засверливать для снятия напряжения в металле. Правильно подготовленные кромки поспособствуют лучшему провару детали.
При отсутствии небольшой части боковой кромки (борта), место облома тоже зачищается болгаркой.
Отсутствует кусок борта
Присадочный материал подбирается по составу диска. Например:
- если диск лопнул, значит в его составе много кремния — берется кремневая проволока;
- если погнуло — в составе преобладает магний.
Представляю вашему вниманию таблицу с номерами прутков и их применением:
Технология соединения
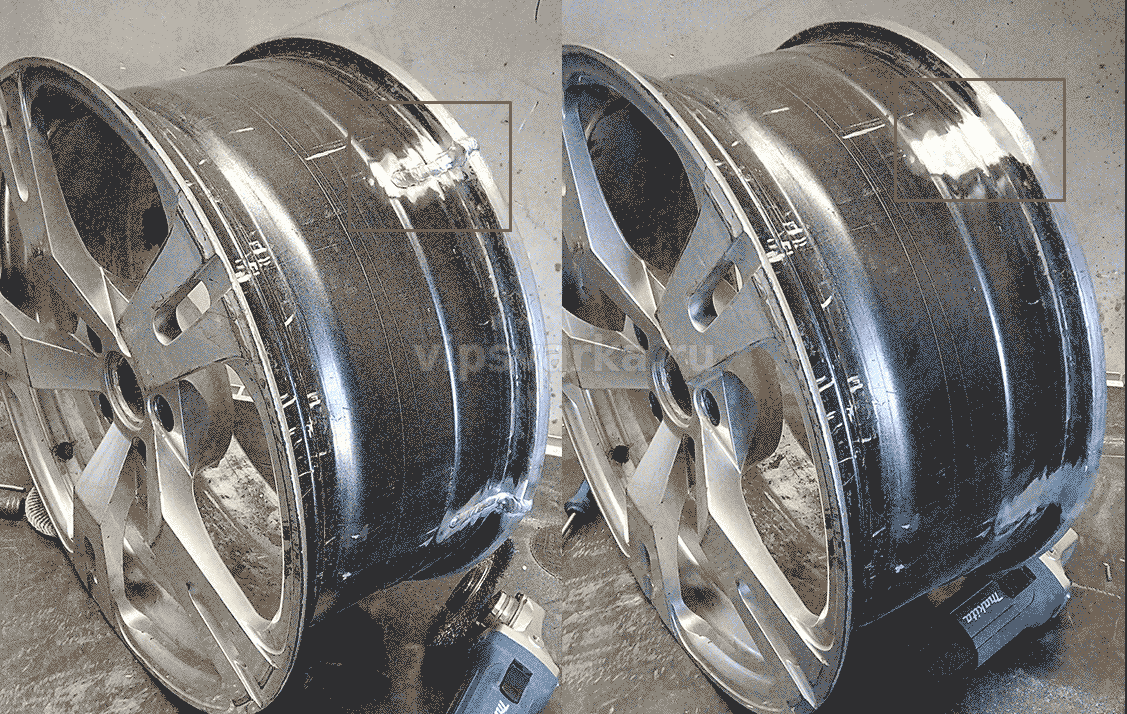
Аргоновая сварка дисков начинается обычно с наплавления отсутствующей части.
Процесс восстановления куска борта
При наплавке на аппарате выставляется небольшая сила тока — 120-140 А. Для лучшего контроля за сварочной ванной, баланс переменного тока — 55-60%. Чтобы кратер не образовывался, настраивается правильно функция «Down Slope» плавного спада тока в конце сварки.
Наращивание выполняется постепенно, наложили 1 слой, поверх накладывается второй и так далее. Наплавление следует производить с запасом с внешней и внутренней стороны. Лишнее в процессе обработки обрежется.
Далее в процессе аргонной сварки накладывается шов с внутренней стороны на продольную и поперечную трещину. Необходимо, чтобы наплавленный шов заходил за трещину с обоих сторон на 1 см. Подстраховка на случай утечки воздуха, при постановке бескамерной шины.
После проварки внутри, диск переворачивается — трещины снаружи тоже зачищаются, прорезаются фаски и подвергаются провариванию.
Подготовка внешних трещин
Если случился казус, то можно с помощью болгарки срезать наплавленный шов, прорезать фаску снова и повторно наложить шов.
Всё — сварка аргоном литых дисков закончена. Начинается кропотливая, ювелирная работа по обработке.
В обработку детали входит:
- очистка кромок от лишнего металла;
- вывод боковых плоскостей и под посадку шины.
Советы сварщиков:
- для снижения напряжения с детали, свариваемый участок необходимо нагревать до 250-300 градусов. Мыло хозяйственное поможет определить температуру. Провести куском мыла по диску и нагревать, приобрела отметина коричневый цвет, значит температура — 250 градусов. При черном цвете, температура нагрева уже — 300 градусов;
- с обратной стороны лучше подкладывать подкладки (нержавейка, медь);
- если не получается за 1 проход заварить трещину, тогда с обратной стороны необходимо вырезать корень шва;
- для избежания попадания в шов абразива, вырезы желательно делать фрезой.
Видео:
https://www.youtube.com/watch?v=fZVnOL6VXn8
Ремонт диска с сильной деформацией
Когда набьете руку на простых трещинах и сколах, только тогда можно браться за сложные вещи. Например, при сильном повреждении борта диска — сварка литых дисков аргоном тоже поможет в ремонте.
Сильное повреждение
Сначала нужно удалить непригодную часть, неподлежащую ремонту и восстановить конфигурацию борта.
Поиск донора, найти другой диск схожий по составу, диаметру и геометрии борта. Отрезать аналогичный кусок от донора и подогнать к нашему.
Подгонка вставки
Вставку приварить аргонодуговой сваркой и восстановить геометрию борта гидравлическим прессом. Также в домашней мастерской необходим токарный станок. Который поможет вывести с микронной точностью окружность отремонтированного изделия.
P.S. Аргоновая сварка дисков всегда будет востребованной. С нашими дорогами, прибыль у вас будет постоянно.
Рекомендации
Выбор присадочной проволоки
Качество создаваемого шва во многом зависит от корректного выбора проволоки с присадками. Есть проволоки с добавками Si, Zn, Ti. Их выбирают в зависимости от химического состава сплава, используемого для производства дисков. У разных производителей он отличается. Поэтому, перед сваркой нужно изучить технический паспорт диска, в котором указан его состав или использовать в помощь специальную базу, с информацией о составе металла для производства дисков известными брендами.
Разделывание дефектов
В местах дефектов глубиной до 3 мм разделка предусматривает создание V-образных краев. В утолщенной части диска трещину разделывают в форме буквы «Х». Чтобы снять излишнее напряжение у концов трещин высверливают 2-миллиметровые отверстия. Скол борта нужно выравнивать болгаркой.
Перед наплавкой продольной трещины ее нудно прорезать насквозь, чтобы исключить дальнейшее растрескивание. Для поперечных трещин достаточно их прорезать, чтобы кромки сделать ровными.
Ремонт скола
От глубины скола зависит количество наплавляемых слоев, длина шва не должна превышать 30 мм. Стежки каждого следующего слоя должны быть перпендикулярными к предыдущему. Валик следует делать с запасом, чтобы исключить появление углублений после шлифовки места сварки.
Разновидности повреждений
Литые диски легче гнутся, кованые отличаются хрупкостью. Динамические перегрузки действуют на металл разрушительно. На ободе появляются:
- искривления;
- глубокие осевые разломы;
- трещины в области ступицы (они ремонту не подлежат);
- сколы.
Трещина на литом диске
Важно добиться целостности автомобильных дисков, сохранения окружности, чтобы колесо не восьмерило – нагрузка на обод возрастет. Ремонт начинают с правки
При механическом исправлении обода на металле нередко появляются структурные дефекты разной глубины и вида. Трещины и сколы устраняют наплавкой с предварительной разделкой.









Это интересно: Что такое двутавр сварной и какова сфера его применения? (видео)
Покраска
Заключительный этап изготовления разварки своими руками – это покраска диска. Наилучшим для покраски принято считать порошковый состав. Конечно, прежде чем приступать к покраске нужно очисть диск, и обезжирить его поверхность. После нужно нанести грунтовку, а только после этого приступать к нанесению краски. Лучше всего нанести несколько слоев краски. Теперь следует дождаться, когда краска полностью высохнет и нанести защитный лак. Таким образом, покрытие будет держаться долго
Важно перед покраской прокатать диски и устранить биение
С одной стороны изготовление разварки своими руками кажется проще простого и с ним может справиться любой автовладелец беж инженерных навыков. А вот если посмотреть с другой стороны – это изменение заводских параметров подвески автомобиля. Конечно, нужно сделать балансировку после полной установки широких дисков, но это не изменит ускоренного износа автомобиля.
Мнения относительно использования разварок делятся на категорическое «против» и такое же категорическое «за». Те, кто «против», считают, что разварки теряют надежность, маневренность и увеличивают расход топлива и нагрузку на ходовую часть автомобиля. А вот те, кто «за», твердят, что данный тип дисков еще не так давно использовался для тюнинга гоночных автомобилей, поэтому он не может быть ненадежным и небезопасным. Так или иначе, пока не попробуешь сам, узнать кто прав, наверняка не получится. Одно можно утверждать однозначно, главное все делать с умом и «на совесть».
Почему важно правильно заварить диск аргоном

Заваренная трещина Сварка литых дисков сейчас достаточно востребованная услуга, поэтому многие монтажники предлагают ее, не обладая при этом достаточными навыками или «обучаясь еще в эпоху просвещения». Такие случаю нередки, и алюминиевый диск могут «качественно и быстро, за 5 минут» отремонтировать на обочине возле шоссе. Необходимо ориентироваться при выборе на такие фирмы с опытом как, например, РЛД-групп.
Во время движения автомобиля диск на оси вращается с большой скоростью и нагрузки испытывает немалые
Важно качество проработки сварных швов и предварительная подготовка присадки перед сваркой
Может произойти некачественное заполнение сварной полости присадочным материалом. В полости, на границе соприкосновения диска и сварного шва, могут возникнуть каверны, места плохого соединения металла, которые при изменении температур или физическом ударе (попадании в яму, преодолении «лежачего полицейского» на большой скорости) могут разрушиться.
Вам это будет интересно О колесных дисках Racing Wheels (Рейсинг Вилс)
Варка дисков легкосплавной проволокой должна проводиться после правильной процедуры подготовки и с соблюдением технологии. Просто наложение сварного шва поверх существующей трещины совершенно недопустимо.





