Оборудование для сварки
Применяют несколько видов аппаратов:
- для ручной электродуговой сварки плавящимся или вольфрамовым электродом, работающих по технологии MIG/MAG;
- поддерживающие режимы WIG/TIG;
- полуавтоматы с подачей аргона.
При выборе сварочного аппарата для нержавейки и алюминия учитывают особенности сплавов, из которых сделаны детали. Лучше использовать высокочастотный переменный ток, в качестве генератора для дугового метода чаще выбирают небольшой инвертор. При выборе газового оборудования желательно подобрать горелку с линзой, оснащенной сеточкой, расход газа будет меньше, он обеспечит нормальную защиту ванны расплава. У сварочного полуавтомата для сварки алюминия и нержавейки должен был импульсный режим работы, желательна функция «Сoldarc».
Если при соединении алюминиевых и нержавеющих заготовок учитывать особенности металлов, можно добиться неплохого качества швов. Новичкам работа с разнородными сплавами не по силам, лучше обратиться в специализированные организации, оказывающие услуги по сварке.
Трудности сваривания алюминия с нержавейкой
Нержавеющая сталь – высоколегированная, в ее состав входят цветные металлы и неметаллы. Теплопроводность в сравнении с углеродистыми сталями вдвое ниже. Сплав прогревается неравномерно, концентрируется в контактной точке, это приводит к прожогам области шва. При сварке алюминия с нержавейкой необходимо поддерживать небольшой ампераж, работать на низких токах. Допустимая температура в рабочей зоне 500°С.
Алюминий хорошо проводит тепло, но при нагреве активно окисляется. Для работы с ним нужна защитная атмосфера. Еще один нюанс – алюминиевые сплавы плавятся при 600°С, а оксидная пленка – только при нагреве свыше 2000°С. Перед соединением необходимо снимать слой окислов.
https://youtube.com/watch?v=eqjcdLCGNhY
Сварочный источник питания
Сварочный источник питания обеспечивает сварочную дугу электрической энергией. В качестве источника питания при сварке ТИГ используются:
– сварочные трансформаторы – при сварке на переменном токе;
– сварочные выпрямители и генераторы – при сварке на постоянном токе;
– универсальные источники питания, обеспечивающие, как сварку переменным, так и постоянным током.
Источники питания для сварки ТИГ должны иметь крутопадающую внешнюю вольт-амперную характеристику (Источники питания для дуговой сварки). Такая характеристика обеспечивает постоянство заданного значения тока сварки при нарушениях длины дуги, например, из-за колебаний руки сварщика.
Сварочная горелка
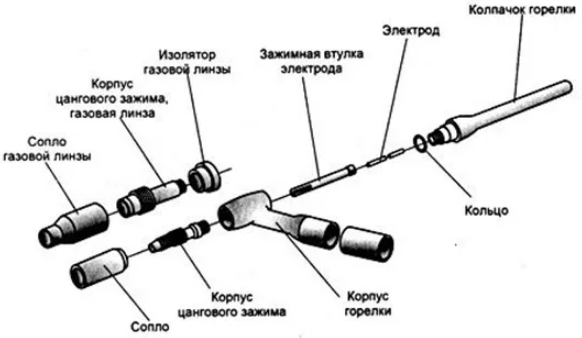
Основным назначением горелки для дуговой сварки ТИГ является жесткое фиксирование вольфрамового электрода (W-электрода) в требуемом положении, подвода к нему электрического тока и равномерного распределения потока защитного газа вокруг сварочной ванны. Она состоит из корпуса (ручки) и головки покрытой изолирующим материалом. Обычно, в рукоятку горелки встроена кнопка управления для включения и выключения тока сварки и защитного газа. Некоторые современные горелки имеют кнопку управления током в процессе сварки. Цанга позволяет жестко закрепить W-электрод в горелке; для этого необходимо закрутить тыльный колпачок до отказа. Обычно, тыльный колпачок достаточно длинный, чтобы вместить в себя всю длину электрода, как это показано на рисунке. Но для работы в стесненных условиях горелки могут снабжаться и короткими колпачками.
Горелки для сварки ТИГ разработаны самых разных конструкций и размеров в зависимости от максимального требуемого тока, а также от условий ее применения. Размер горелки также влияет на то, как горелка будет нагреваться и охлаждаться при сварке. Конструкция некоторых горелок предполагает их охлаждение потоком защитного газа (это так называемые, горелки воздушного охлаждения). Горелки также отводят тепло в окружающее пространство. Имеются также горелки с водяным охлаждением. Они, обычно, предназначаются для использования на повышенных токах сварки. Горелки ТИГ с водяным охлаждением, как правило, имеют меньшие размеры, чем горелки воздушного охлаждения для тех же токов сварки.
Газовое сопло. Функцией газового сопла является направлять защитный газ в зону сварки с тем, чтобы он замещал окружающий воздух. Газовое сопло крепится к горелке ТИГ на резьбе, что, в случае необходимости, облегчает его замену. Они обычно изготавливаются из керамического материала для того, чтобы противостоять интенсивному нагреву.
Газовые линзы. Другим типом сопел являются сопла со встроенными газовыми линзами, в которых поток газа проходит через металлическую решетку, что придает ему большую ламинарность, обеспечивающую более надежную защиту, так как такой поток более устойчив к воздействиям поперечных воздушных потоков и действует на большее расстояние. Преимуществом сопла, обеспечивающего ламинарный поток газа, заключается в том, что можно устанавливать больший вылет электрода, что дает сварщику лучший обзор сварочной ванны. Газовые линзы также снижают расход газа.
Обычное сопло (слева) и сопло с газовой линзой (справа)
Форма потока защитного газа от обычного сопла
Форма потока защитного газа от сопла с газовой линзой
Безопасная работа
Прежде чем начать сварку, надо принять меры по безопасности. Сварщику необходимо иметь защитные средства:
- краги из искростойких материалов;
- маска – тип „Хамелион“ или обычная со светофильтром;
- роба;
- обувь из кожи и войлока;
- очки для защиты глаз от металлических частиц при ошкуривании.
Маска „Хамелион“ с автоматической регулировкой – затемняется только при зажигании дуги. Степень затемнения можно настроить самостоятельно.
При работе следует соблюдать пожарную и электробезопасность. В рабочем помещении необходимо установить вентиляцию, а в гараже или домашней мастерской работать при открытых дверях и окнах.
Технология сварки аргоном
Суть технологии сварки аргоном заключается в создании дуги между изделием и графитовым стержнем, и удержание её в процессе работы. Тут важную роль играет неплавящийся электрод. Вольфрамовый электрод представляет собой стержень не большой длины, установленный в сварочную горелку. Небольшой конец вольфрамового стержня выступает за пределы сопла горелки. Аргон подаётся через сопло горелки в зону сварки.
Зажигание дуги производится не так как в ручной дуговой сварке плавящимся электродом. Касаться электродом изделия, для замыкания дуги запрещено. Это может испортить электрод. Зажигание происходит на расстоянии от свариваемого металла. Нажатием на кнопку расположенную на горелки произойдёт загорание дуги. Этот процесс выполняет осциллятор, задача которого состоит в зажигании дуги и поддержании стабильного горения дуги. Вместе с нажатием на кнопку в зону сварки подаётся защитный газ.
В зажженную дугу подаётся присадочный материал. Подача осуществляется плавно, свободной рукой, без резких движений. Движение при сварке – продольное. Наклон горелки должен быть в сторону формирующегося шва. Таким образом, шов полностью закрывается защитным газом. Не стоит растягивать дугу, иначе это может привести к ухудшению качества соединения. Не стоит резко начинать сварку после зажигания дуги. Должно пройти примерно 1-1,5 секунд, для того что бы пошёл газ. Точно также не стоит резко обрывать сварку.
Режимы сварки TIG
При выборе режимов сварки TIG, первым делом следует учитывать метал который предстоит варить. От этого будет зависеть не только полярность, а и род тока. Так при сварке углеродистых, высоколегированных сталей, а также цветные металлы, варят на постоянном токе прямой полярности. Алюминий является исключением. Алюминий обычно варят на переменном токе. На переменном токе происходит эффективное разрушение оксидной плёнки. Хотя на постоянном токе с обратной полярностью алюминий тоже можно варить.
В таблице ниже приведены основные режимы аргонодуговой сварки углеродистых сталей:
| Толщина свариваемого металла, мм | Род тока | Ток сварки, А | Напряжение, В | Диаметр электрода и присадочной проволоки, мм | Скорость сварки, см/мин | Расход аргона, л/мин |
| 1,0 | Постоянный ток прямой полярности | 30-60 | 11-15 | 2/1,6 | 12-28 | 2,5-3,0 |
| 1,0 | Переменный ток | 35-75 | 12-16 | 2/1,6 | 15-33 | 2,5-3,0 |
| 1,5 | Постоянный ток прямой полярности | 40-75 | 11-15 | 2/1,6 | 9-19 | 2,5-3,0 |
| 1,5 | Переменный ток | 45-85 | 12-16 | 2/1,6 | 14-23 | 2,5-3,0 |
| 4,0 | Постоянный ток прямой полярности | 85-130 | 12-15 | 4/2,5 | — | 10,0 |
Основные режимы сварки алюминия и его сплавов на переменном токе приведены в таблице ниже:
| Толщина свариваемого металла, мм | Диаметр электрода и присадочной проволоки, мм | Ток сварки, А |
| 1-2 | 2/1,6 | 50-70 |
| 4-6 | 3/2,5 | 100-130 |
| 6-10 | 5/3,5 | 220-300 |
| 11-15 | 6/4 | 280-360 |
Во время сварки, особенно алюминия, необходимо соблюдать основные правила:
- Электрод и присадка располагаются перпендикулярно по отношению к материалу;
- Следует избегать колебания электрода в поперечной плоскости;
- Длина дуги – от 1,5 до 2,5 миллиметра;
- Сварка выполняется справа налево.
Оборудование для сварка металла аргоном
Аппараты для сварки металла аргоном могут идти в цельном блоке, так из отдельных блоков. Но как бы то ни было, у всех у них один и тот же принцип работы. Состоит оборудование для аргонодуговой сварки из:
- Источник сварочного тока. Может быть постоянным, переменным или комбинированным. Последнее время все аппараты поддерживают выбор рода тока;
- Осциллятор. Как уже выше говорилось: поджигает дугу, а при переменном токе поддерживает стабильное горение;
- Установка для управления сварочным процессом. Позволяет регулировать параметры сварки;
- Горелка с рукавом. Предназначена для держания графитового электрода и подача аргона в зону сварки;
- Приспособление для подачи аргона в аппарат, и дальнейшее поступление его через рукава к горелке.
Преимущество сварки стали аргоном
Аргонодуговая сварка стали имеет массу преимуществ. Вот самые основные:
- Сварка тонколистового металла любого состава;
- Выполнение сварки цветных металлов и их сплавов;
- Сварка титана и его сплавов;
- Качественный шов.
Недостатки аргонодуговой сварки металлов
К недостаткам следует отнести:
- Низкая скорость сварки;
- Высокая стоимость аргона.
Несмотря на это всё, аргонодуговая сварка стали на сегодняшний день занимает высокую популярность. Видь с её помощью можно сварить абсолютно любой металл, даже в домашних условиях. А аргон надёжно защитит сварной шов от всех внешних неблагоприятных факторов.
Выбрать правильный вольфрамовый электрод
Немаловажным фактором при аргонодуговой сварке является правильно подобранный вольфрамовый электрод, проводящий сварочный ток к дуге. На правильный выбор влияют два фактора:
- толщина свариваемого метала
- величина сварочного тока
В зависимости от стандарта на изготовление электроды поставляются различных диаметров, обычно от 1 до 4 мм, и длиной 150 или 175 мм.
Согласно ISO 6848 «Дуговая сварка и резка. Электроды вольфрамовые сварочные неплавящиеся. Классификация» электроды поставляются длинами и диаметрами, указанными в таблицах ниже.









Длина электродов из вольфрама и допуск (ISO 6848)
| Длина, мм | Допуск, мм |
|---|---|
| 50 | ±1,5 |
| 75 | +2,5 -1,0 |
| 150 | +4 -1 |
| 175 | +6 -1 |
| 300 | +8 -1 |
| 450 | +8 -1 |
| 600 | +13 -1 |
В состав электродов входит чистый вольфрам и вольфрам с активирующими присадками (редкоземельными элементами и их оксидами):
- окись лантана
- окись иттрия
- двуокись тория
- тантал
- церий
Во избежание путаницы при выборе типа, в зависимости от вида присадки каждый вольфрамовый электрод имеет цветовую маркировку на конце.
Химический состав и цвет маркировки согласно ISO 6848
| Классификационные символы | Химический состав | Код цвета, RGB значение цвета | |||
|---|---|---|---|---|---|
| Добавление оксида | Примеси, % | Вольфрам,% | |||
| Главный оксид | % | ||||
| WP | Нет | – | 0,5 максимум | 99,5 минимум | Зеленый #008000 |
| WCe 20 | CeO2 | 1,8 – 2,2 | 0,5 максимум | остальное | Серый #808080 |
| WLa 10 | La2O3 | 0,8 – 1,2 | 0,5 максимум | остальное | Черный #000000 |
| WLa 15 | La2O3 | 1,3 – 1,7 | 0,5 максимум | остальное | Золотой #FFD700 |
| WLa 20 | La2O3 | 1,8 – 2,2 | 0,5 максимум | остальное | Голубой #0000FF |
| WTh 10 | ThO2 | 0,8 – 1,2 | 0,5 максимум | остальное | Желтый #FFFF00 |
| WTh 20 | ThO2 | 1,7 – 2,2 | 0,5 максимум | остальное | Красный #FF0000 |
| WTh З0 | ThO2 | 2,8 – 3,2 | 0,5 максимум | остальное | Фиолетовый #EE82EE |
| WZr 3 | ZrO2 | 0,15 – 0,50 | 0,5 максимум | остальное | Коричневый #A52A2A |
| WZr 8 | ZrO2 | 0,7 – 0,9 | 0,5 максимум | остальное | Белый #FFFFFF |
Химический состав и цвет маркировки по ГОСТ 23949
| Марка | Массовая доля, % | Цвет | |||||
|---|---|---|---|---|---|---|---|
| Вольфрам, не менее | Присадки | Примеси, не более | |||||
| Окись лантана | Окись иттрия | Двуокись тория | Тантал | Алюминий, железо, никель, кремний, кальций, молибден (сумма) | |||
| ЭВЧ | 99,92 | – | – | – | – | 0,08 | Не маркируется |
| ЭВЛ | 99,95 | 1,1 – 1,4 | – | – | – | 0,05 | Черный |
| ЭВИ – 1 | 99,89 | – | 1,5 – 2,3 | – | – | 0,11 | Синий |
| ЭВИ – 2 | 99,95 | – | 2,0 – 3,0 | – | 0,01 | 0,05 | Фиолетовый |
| ЭВИ – 3 | 99,95 | – | 2,5 – 3,5 | – | 0,01 | 0,05 | Зеленый |
| ЭВТ – 15 | 99,91 | – | – | 1,5 – 2,0 | – | 0,09 | Красный |
В таблице ниже указаны рекомендации по выбору типа тока в зависимости от вида свариваемого материала.
Рекомендации по выбору типа тока в зависимости от вида свариваемого метала
| Тип метала или сплава, который необходимо сварить | Постоянный ток | Переменный ток | |
|---|---|---|---|
| Прямая полярность (- на электроде) | Обратная полярность (+ на электроде) | ||
| Алюминий и его сплавы толщиной менее 2,5 мм | допускается | допускается | самый подходящий |
| Алюминий и его сплавы толщиной более 2,5 мм | допускается | не рекомендуется | самый подходящий |
| Магний и его сплавы | не рекомендуется | допускается | самый подходящий |
| Нелегированные и низколегированный стали | самый подходящий | не рекомендуется | не рекомендуется |
| Нержавеющая сталь | самый подходящий | не рекомендуется | не рекомендуется |
| Медь | самый подходящий | не рекомендуется | не рекомендуется |
| Бронза | самый подходящий | не рекомендуется | допускается |
| Алюминиевая бронза | допускается | не рекомендуется | самый подходящий |
| Кремниевая (кремнистая) бронза | самый подходящий | не рекомендуется | не рекомендуется |
| Никель и его сплавы | самый подходящий | не рекомендуется | допускается |
| Титан и его сплавы | самый подходящий | не рекомендуется | допускается |
Каждый вариант имеет характеристики, подходящие для применения в определенных ситуациях или для РАД сварки металлов:
- алюминий и его сплавы сваривают переменным током электродом из чистого вольфрама;
- электроды, легированные церием, являются универсальными и поэтому их применяют практически для аргонодуговой сварки всех типов металлов, а с лантаном или торием применяют для сварки нержавейки, а также меди и титана, и их сплавов;
- торированные электроды обеспечивают преимущество из-за увеличения плотности выделения электронов. При этом необходимо учитывать, что они имеют небольшой уровень радиоактивности.
Правильная аргоновая горелка
Основные задачи горелки – создание и поддержание электродуги и доставка инертного газа в зону сваривания для защиты от атмосферного кислорода. Поэтому правильный выбор этого элемента оборудования – одно из условий получения хорошего результата.
Конструкция газовой горелки
Вот несколько критериев, по которым нужно оценивать горелку перед приобретением:
- диапазон силы тока, в котором может ее можно применять. От этого зависит толщина свариваемых металлических деталей: чем больше ток, тем больше толщина и наоборот;
- вид охлаждения: воздушный или водяной. Для больших величин тока обязательны модели с водяным охлаждением. Они позволяют сваривать детали большого размера и толщины за один проход, без пауз для остывания;
- длина кабеля и газового рукава. Чем длиннее, тем лучше, так как это повышает мобильность сварщика и удобство работы;
- возможность замены керамических сопел и газовых линз. Диаметр сопла выбирается в зависимости от толщины свариваемого материала. Газовые линзы создают ламинарный поток аргона, который способствует ровному горению дуги, и уменьшают расход инертного газа;
- эргономичность. Форма должна быть удобной, кнопки управления должны свободно нажиматься пальцами руки, которой рукоятка изделие удерживается.
По этим критериям можно определить технические данные модели перед ее приобретением.
Сварка меди в аргоне
Ещё один часто используемый металл – медь. Температура плавления у меди выше, чем у алюминия, так что при толщине свыше 4-5 мм, перед сваркой металл необходимо нагреть до 800°С. В отличие от сварки алюминия, тут используют постоянный ток прямой полярности. Нередко применяют смесь гелия и аргона.
 Так выглядит медь после сварки аргоном
Так выглядит медь после сварки аргоном
К сварке меди стоит подходить, зная ряд нюансов металла:
- Медь при охлаждении обладает свойством усадки, что может создать трещины в шве
- Значительный перегрев во время сварки сделает шов ненадежным и хрупким
- Бытовое оборудование не даст нужный для плавления ток
- При нагреве проявляется свойство текучести. Учтите это, если поверхность места сварки неровная
Общее описание
Вначале необходим краткий экскурс в теорию сварочного дела. Электродуговая сварка металлических деталей — неразрывное соединение их соприкасающихся кромок, которое образуется под действием температуры электрической дуги. Металлы расплавляются, а после их остывания в месте температурного воздействия образуется сварной шов. Расплавленные металлы вступают в реакцию с атмосферным кислородом, образуя оксиды. В легированных сталях и цветных металлах оксиды образуются особенно бурно. Эти окислы имеют высокую температуру плавления. Образуются непроваренные участки, трещины и воздушные пузырьки. Сварной шов очень непрочен, и при механических нагрузках разрушается.
Гелий или аргон подаются к месту соединения, изолируют его от атмосферного кислорода и не допускает образования окислов. Гелий менее технологичен: он легче воздуха, поэтому трудно создать необходимую концентрацию газа в месте сваривания. Приходится увеличивать давление, что увеличивает расход газа, а он в 5-6 раз дороже аргона.
Аргон получил наибольшее распространение благодаря ряду качеств:
- он в 1, 4 раза тяжелее воздуха, поэтому проще обеспечить изоляцию участка электросварки от атмосферы;
- химически нейтрален, не влияет на прочность;
- относительно низкая цена.
Электроды, применяемые при аргонодуговом соединении:
- Плавящиеся. Образуют и поддерживают электрическую дугу, выступают в роли припоя.
- Неплавящиеся вольфрамовые. В качестве присадки может использоваться проволока, которая подается в рабочую зону вручную или автоматически. Иногда с этой целью используют специальные металлические прутки.
Принцип аргонно дуговой сварки MIG и TIG
Прежде, чем рассматривать принцип аргонодуговой сварки, стоит разобраться. Необходимо понять как работает аргонная сварка. Чтобы соединить металлические детали, их необходимо разогреть в месте стыка. Для расплавления металла используется сварочная дуга. Горение дуги и расплавление металла невозможно без окисления кислородом, находящегося в воздухе. Этот элемент окисляет сплавы, причем цветные металлы и легированные стали быстрее, чем углеродистый металл. Также в зоне расплавления за счет насыщения водородом, азотом появляются пузырьки, при кристаллизации в шовном валике образуются раковины, свищи и многочисленные поры. Прочность соединений страдает. Ухудшается геометрия сварного соединения. Для того чтобы обеспечить надежную защиту расплавленного металла используются различные газы в чистом виде, а также и в виде смесей.
Какие бывают режимы TIG сварки
Сварку в аргоне выполняется как в автоматическом (ААД), механизированном полуавтоматическом (MIG) и в ручном режиме (TIG). Для данного метода характерно применение как плавящегося электродного металла (проволоки), так и неплавящегося вольфрамового электрода.
От механизированной аргонодуговая сварка плавящимся электродом (MIG) отличается присутствием особенностями розжига дуги. Газ и сварочная проволока и подается через сопло горелки при нажатии специальной клавиши на ее корпусе. Газ подается за 12-25 секунд до подачи питания на клеммы. Для mig поджег дуги происходит касанием проволоки самого изделия.
Основные особенности
Особенности процесса аргонодуговой сварки следует рассмотреть подробно, у технологии множество режимов, нюансов. Защитная атмосфера защищает ванну расплава. Но для этого необходимо в постоянном режиме подавать газ в рабочую зону под определенным давлением. Сущность аргонодуговой сварки – создание специальной среды, препятствующей окислению присадки и металла при воздействии электродуги с необходимой температурой горения.
Теперь об особенностях аргонодуговой сварки неплавящимся электродом TIG. Рабочим элементом является горелка с соплом, через которое осуществляется подача газовой смеси или чистого Ar. Аргон имеет более высокую плотность чем воздух вследствие чего обеспечивает вытеснение посторонней газовой среды из зоны процесса. Данный газ ионизируется под воздействием электрического разряда и разогрева металла при розжиге. Происходит так называемая термоэлектронная эмиссия. В результате газ образует плазму, в которой происходит уверенное горение дуги. Потенциал ионизации инертных газов очень высокий. Пробить защитную атмосферу способны только высокочастотные токи, образованные специальным устройством — осциллятором.
Методы зажигания дуги.
За счет частотности электродуга способна формироваться без касания электрода о металлическую поверхность (чиркания). В некоторых случаях дугу зажигают и методом качания (чирканья) о поверхность изделия. Тут необходимо высокая квалификация сварщика, так как при замыкании, в металл изделия могут попасть частички вольфрама, образуя тем самым дефект. Также произойдет оплавление самого электрода изменив его геометрию, и ухудшит процесс сварки. Мощность дуги снизится из-за уменьшения напряжения на дуге. Также измениться и давление самой дуги. В современных аппаратах для предотвращения этого применяется функция Lift Tig (лифт тиг). С ее помощью понижается сила сварочного тока в стадии зажигания дуги. С увеличением зазора между изделием и электродом ток увеличивается до рабочих значений.
Устройство сварочной горелки
Вернемся к устройству сварочной горелки. В центральную часть устанавливается держатель (цанга), в который вставляется электрод с вылетом из сопла в пределах от 2,0 до 5,0 мм. Горелка аппарата, оборудованного осциллятором, имеет на корпусе кнопку для запуска процесса. При ее нажатии происходит продувка газом магистралей, и с небольшой задержкой импульсно подается ток на электрод. Сварочный ток TIG – это высокочастотный или импульсный электроток с частотой от 150 до 500 Гц. Его напряжение весьма верило и колеблется в пределах 2500 – 6000В.
Шов формируется плавлением сварочной проволокой подаваемой в зону сварки из вне и последующей кристаллизацией сварочной ванны. Подбирают присадку, по химическому составу близкую к сплаву. В ряде случаев используется присадка с дополнительными легирующими элементами для придания особых свойств.
Какие аппараты применяются для аргонодуговой сварки
Представленные модели являются сварочными инверторами, имеющие два режима работы: MMA и TIG. В режиме TIG сваривают легированные нержавеющие стали, цветные металлы. В связи с тем, что для работы используется постоянный ток, все аппараты не предназначены для сваривания алюминия. В комплекте практически всех аппаратов оборудование для TIG-сварки отсутствует. В приведенных данных I – максимальная сила тока, P – мощность.

Wert SWI 190
Wert SWI 190
I: 190 А (MMA), 190 А (TIG)
- P: 3.50 кВт
- 2,4 кг
- диаметр эл-да: 1.60-4 мм
- защита от прилипания
- хот-старт
- 3500 руб.
Достоинства: маленькие габариты, легкость в использовании, сеть 220V, выключение при перегрузке, цена.
Недостатки: маленькая длина кабелей.
Вывод: недорогой инвертор начального уровня для использования в домашних условиях.
Wert MMA 180N
Wert MMA 180N
I: 180 А (MMA)
P: 3.70 кВт
диаметр эл-да : 1.60-4 мм
хот-старт
2,4 кг
3130 руб
Достоинства: маленькие габариты, легкость в использовании, сеть 220V, низкая цена.
Недостатки: маленькая длина кабелей, иногда выставляемые значение силы тока не соответствуют выдаваемому.
Вывод: недорогой аппарат начального уровня для не слишком крупных деталей.
Сварог TECH ARC 205 B (Z203)
Сварог TECH ARC 205 B (Z203)
I: 200 А (MMA), 200 А (TIG)
P: 9 кВт
9 кг
диаметр эл-да: 1.60-5 мм
хот-старт
19940 руб
Достоинства: качество изготовления, надежность, гарантия 5 лет, в некоторых интернет магазине в комплект входит горелка.
Недостатки: требователен к выбору электродов, завышенная цена.
Вывод: хороший инвертор, однако цена завышена.
Сварог REAL ARC 250 (Z244)
Сварог REAL ARC 250 (Z244)
- I: 250 А (MMA), 250 А (TIG)
- P: 9.40 кВт
- 6,6 кг
- диаметр эл-да: 1.50-5 мм
- 15310 руб
Достоинства: качество изготовления, надежность, гарантия 5 лет, уверенная работа при скачках напряжения.
Недостатки: маленькая длина кабелей.
Вывод: хороший аппарат с завышенной ценой для небольшой мастерской.
Wert MMA 250N
Wert MMA 250N
- I: 250 А (MMA), 250 А (TIG)
- P: 5.20 кВт
- 2,6 кг
- диаметр эл-да: 1.60-5 мм
- защита от прилипания
- хот-старт
- 5850 руб
Достоинства: маленькие габариты, мощность, цена.
Недостатки: маленькая длина кабелей, низкое качество сборки.
Вывод: оптимальное отношение цена/мощность, варит детали большой толщины.
ELITECH ИС 200Н
ELITECH ИС 200Н
- I: 200 А (MMA)
- P: 7 кВт
- 3,8 кг
- диаметр эл-да: 1.60-5 мм
- защита от прилипания
- хот-старт
- 4990 руб
Достоинства: маленькие габариты, большая мощность, легкость в использовании, отключение при перегрузке, цена.
Недостатки: маленькая длина кабелей, шумный вентилятор охлаждения.
Вывод: хорошее соотношение цена/мощность, может варить детали значительной толщины.
Сварочный аппарат Wert MMA 200N
Сварочный аппарат Wert MMA 200N
- I: 200 А (MMA), 200 А (TIG)
- P: 4.50 кВт
- 2,5 кг
- диаметр эл-да: 1.60-5 мм
- 4750 руб
Достоинства: маленькие габариты, простота при эксплуатации, 220V, отключение при перегрузке, цена.
Недостатки: маленькая длина кабелей, нет функции антиприлипания, легко сбивается настройка силы тока.
Вывод: недорогой инвертор с достойными характеристиками, подойдет для кустарных мастерских.
РУСЭЛКОМ TIG 160 MMA

РУСЭЛКОМ TIG 160 MMA
- I: 160 А (MMA), 160 А (TIG)
- P: 5.30 кВт
- 10,5 кг
- диаметр эл-да: 4 мм
- 11440 руб
Достоинства: отключение при перегреве, наличие TIG режима, газовая горелка в комплекте.
Недостатки: маленькая длина кабелей, небольшие показатели силы тока, относительно незначительная мощность.
Вывод: хороший аппарат для аргоно дугового соединения различных металлов.
ELITECH ИС 160

ELITECH ИС 160
- I: 140 А (MMA), 140 А (TIG)
- P: 4.50 кВт
- 4,5 кг
- диаметр эл-да: 1.60-4 мм
- защита от прилипания
- хот-тарт
- 5079 руб
Достоинства: маленькие габариты, легкость в использовании, 220V, отключение при перегреве, цена.
Недостатки: маленькая длина кабелей, легко можно сбить настройку силы тока.
Вывод: недорогой инвертор с хорошими характеристиками, подойдет для небольших мастерских.
Wester TIG 200

Wester TIG 200
- I: 200 А (MMA), 200 А (TIG)
- P: 8.80 кВт
- 7 кг
- диаметр эл-да: 1.60-5 мм
- защита от прилипания
- хот-старт
- 15 330 руб
Достоинства: маленькие габариты, простота в обслуживании, 220V, отключение при перегреве, индикация неисправности.
Недостатки: маленькая длина кабелей, высокая цена
Вывод: профессиональный инвертор со временем непрерывной работы на максимальном токе 7 минут.
Виды аргоновой сварки

Сфера применения аргоновой сварки не ограничивается только обработкой цветных металлов. Технологии сварки аргоном доверяют такие работы как стыковка посредством сварочных швов газо- и нефтепроводных труб, сварка особо тонких листовых металлов, соединения металлов из нержавеющей стали.








Применение аргоновой технологии при сварке нержавейки можно смело назвать революционным, как и сварку алюминия, бериллия и магния, ведь эти металлы невозможно либо очень проблематично сваривать любыми другими видами сварки.
Это обусловлено возникновением в месте температурного воздействия на металл оксидов, которые, как правило, имеют гораздо более тугоплавкую природу плавления. Будь то титан или алюминий, без постоянного притока в сварочную ванну в место сварки аргона или гелия сложно избежать температурных метаморфозов.
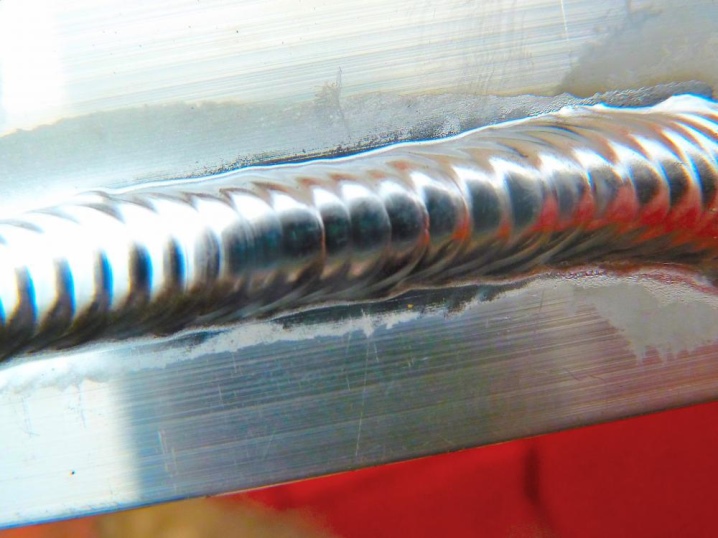
Если же варить согласно технологии, шов получается ровным, гладким, прочным, без окислов и трещин.
Существует три основных вида сварочных процессов с применением аргонодуговой сварки:
- Ручная подразумевает применение не расплавляемого электрода из вольфрама, температура плавления которого составляет порядка 3000 градусов. Подача проволоки в этом случае осуществляется в ручном режиме и качество шва напрямую зависит от мастерства сварщика;
- Полуавтоматическая представляет собой похожую технологию сварки, однако проволока подаётся непосредственно в место сварки через гибкий шланг с помощью механизма подачи электрода, который в виде катушки располагается на инверторе;
- Автоматическая технология аргоновой сварки не предполагает непосредственного вмешательства человека в сварочный процесс. Работа выполняется роботом в однотипном режиме, например, для проваривания одинаковых деталей в большом количестве, что актуально, например, в автомобильной промышленности.
Вне зависимости от того, какая технология сварки применяется на конкретном объекте, назначение сварочного аппарата типа TIG остаётся неизменным – создание максимально качественных швов, что обеспечивается созданием в процессе варки ванны, полностью заполняющейся припоем, что позволяет избежать пустых промежутков в сварочном шве.
Такая сварка гарантирует создание абсолютно герметичных швов при сварке водопроводных и газопроводных труб.
Этапы проведения аргоновой сварки
Технология сварки аргоном должна проводиться правильно с учетом всех требуемых правил. Во время этого процесс обязательно должны использоваться неплавящиеся электроды.
Для проведения сварки обязательно требуется подготовить необходимые элементы:
- Источник питания;
- Горелка с вольфрамовым электродом;
- Газовый баллон с аргоном;
- Присадочная проволока.
Электрод устанавливается в держатель горелки, он должен выступать вперед на 2-5 мм. Диаметр данного компонента подбирается в зависимости от характера сварного шва, толщины соединяемых металлических деталей. Вокруг держателя электрода располагается сопло, которое осуществляет подачу электрода в область сварки при проведении работ.
Как варить аргонной сваркой? Сварочный процесс с поддувом выполняется в следующей последовательности:
- Очищение поверхности зоны сварки;
- Приведение горелки в рабочее положение – подача аргона для создания защитного слоя и розжиг дуги;
- Процесс выполнения сварного шва.
Каждый сварщик должен знать, как варить аргоновой сваркой, важные особенности данного процесса и последовательность всех действий. Перед тем как приступать к сварке стоит произвести тщательное очищение кромочной поверхности соединяемых деталей от загрязнений и оксидной пленки. Для этих целей может применяться механический и химический способ очистки, после которого производится обезжиривание поверхностей.
После этого оборудование приводится в рабочее состояние:
- Источник питания подключается к электрической сети;
- К детали, которая подлежит сварке, при помощи кнопок на горелке подается защитный газ. А сама деталь подключается к «массе»;
- При помощи высокочастотного импульса разжигается дуга. Она будет замыкать цепь между электродом и металлом сварного изделия;
- Газ должен подаваться заранее, примерно за 20 секунд перед подачей тока. Это требуется для обеспечения защитного слоя.
При проведении процесса ни в коем случае нельзя допускать касания вольфрамового электрода свариваемой поверхности. Он должен располагаться на минимальном расстоянии от нее (2 мм), это позволит создать малую сварочную дугу. В данной ситуации она сможет обеспечить максимальное проплавление металла по толщине.
Сразу же после разжигания дуги сварщик приступает к созданию шва в области, которая защищена аргоном. Что такое аргоновая сварка и как она производится? Рассмотрим весь процесс:
- При помощи горелки, которая располагается в правой руке, сварщик медленно ведет дугу строго по линии шва;
- Левой рукой специалист навстречу движению горелки подает присадочную проволоку в область сварки;
- Присадочная проволока должна постоянно находиться перед горелкой под небольшим углом от 150 до 300 по отношению к свариваемой поверхности;
- Электрод с горелкой должен образовывать угол в 900.
Во время выполнения ручных сварочных работ не стоит допускать резкую подачу присадочной проволоки. Это может привести к сильному разбрызгиванию металла и к образованию неровной линии сварного шва. После окончания сварочных работ подача аргона не должна прекращаться сразу, это предотвратит окисление еще не остывшего металла.