

Резцы для токарных станков
От того насколько износостойкими являются резцы, которые вы используете для токарной обработки изделий напрямую зависит качество полученных изделий. Надёжная технологическая оснастка позволит справиться даже со сложной производственной задачей, делая её простым и удобным занятием.
Предлагаем вам наборы резцов, в которые в зависимости от комплектации включены следующие виды инструментов:
- Отрезные резцы. Эта технологическая оснастка необходима для того, чтобы отделить готовую деталь от заготовки, а также выполнить такие производственные операции, как проточка канавок и вырубка пазов;
- Проходные резцы. Используются для выполнения обработки внешних цилиндрических поверхностей. Отогнутый проходной резец позволяет заниматься обработкой торцов при поперечной подаче;
- Подрезные резцы необходимы для проточки ступенчатого профиля обрабатываемой детали, подрезки торцов. Благодаря данной технологической оснастки вы сможете заниматься обработкой внешних цилиндрических поверхностей;
- Канавочные резцы. Применяются для проточки внутренней канавки;
- Расточные резцы для сквозных и глухих отверстий. Расточка выполняется в несколько приёмов с образованием на торце ступенчатой поверхности;
- Резьбовые резцы нужны для создания резьбового соединения.
При подборе данной технологической оснастки необходимо учитывать множество параметров:
Важно, чтобы подбор материала и геометрических размеров режущей части рассматриваемого инструмента был оптимальным и в точности соответствовал поставленной производственной задачи;
Державка отличалась достаточной виброустойчивостью;
Режущая часть инструмента должна отличаться износоустойчивостью. Необходимо учитывать максимальное время её работы.. Вы можете купить резцы для токарных станков обратившись к нашему менеджеру
Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами
Вы можете купить резцы для токарных станков обратившись к нашему менеджеру. Рассматриваемая технологическая оснастка выполнена в соответствии с ГОСТом, что подтверждено соответствующими сертификатами.
Для получения подробной информации позвоните по номеру, который указан на сайте. Опытный менеджер поможет подобрать качественное токарное оборудование, а также технологическую оснастку к нему.
ONLINE трансляция из демозала Metal Master
Технические характеристики головки УГ9321
| Наименование параметра | УГ9321 | УГ9326 | УГ9321-6 | УГ8 |
| Основные параметры | ||||
| Количество позиций | 6 | 8 | 8 | 8 |
| Расстояние от базовой поверхности до оси головки, мм | 121 | 121 | 121 | 121 |
| Диаметр отверстия в инструментальном диске под резцедержатели по ГОСТ 24900, мм | 50H7 | 40H7 | 40H7 | 40H7 |
| Максимальный допустимый крутящий (опрокидывающий) момент от усилия резания, кНм | 2,6 | 2,8 | 2,8 | 2,8 |
| Стабильность индексации головки в радиальном направлении, мкм, не более: | 5 | 5 | 5 | 3 |
| Стабильность индексации головки в осевом направлении, мкм, не более: | 10 | 10 | 10 | 6 |
| Максимальная масса режущих и вспомогательных инструментов, кг | 45 | 45 | ||
| Направление вращения | Одностор. | Одностор. | Одностор. | Реверс. |
| Время смены инструмента min/ max, сек | ||||
| Посадочная поверхность инструментального диска: диаметр, мм | Конус 7°7`30″ | Конус 7°7`30″ | Конус 7°7`30″ | Ø50h6 |
| Электрооборудование, привод головки | ||||
| Напряжение питающей сети, В | ~380 50Гц | ~380 50Гц | ~380 50Гц | ~380 50Гц |
| Напряжение цепи управления, В | 24 | 24 | 24 | 24 |
| Электродвигатель привода, кВт | 0,37 | 0,37 | 0,37 | 0,37 |
| Тип датчика | ПКГ-6 | ПКГ-8 | Фото | Фото |
| Выходной сигнал | Контакт геркона | Контакт геркона | кодовый 1-2-4-8 24В | кодовый 1-2-4-8 24В |
| Габариты и масса автоматической головки | ||||
| Габаритные размеры основания головки, мм | 690 х 400 х 450 | 520 х 335 х 335 | 610 х 400 х 450 | 540 х 430 х 550 |
| Масса автоматической головки, кг | 142 | 130 | 140 | 185 |
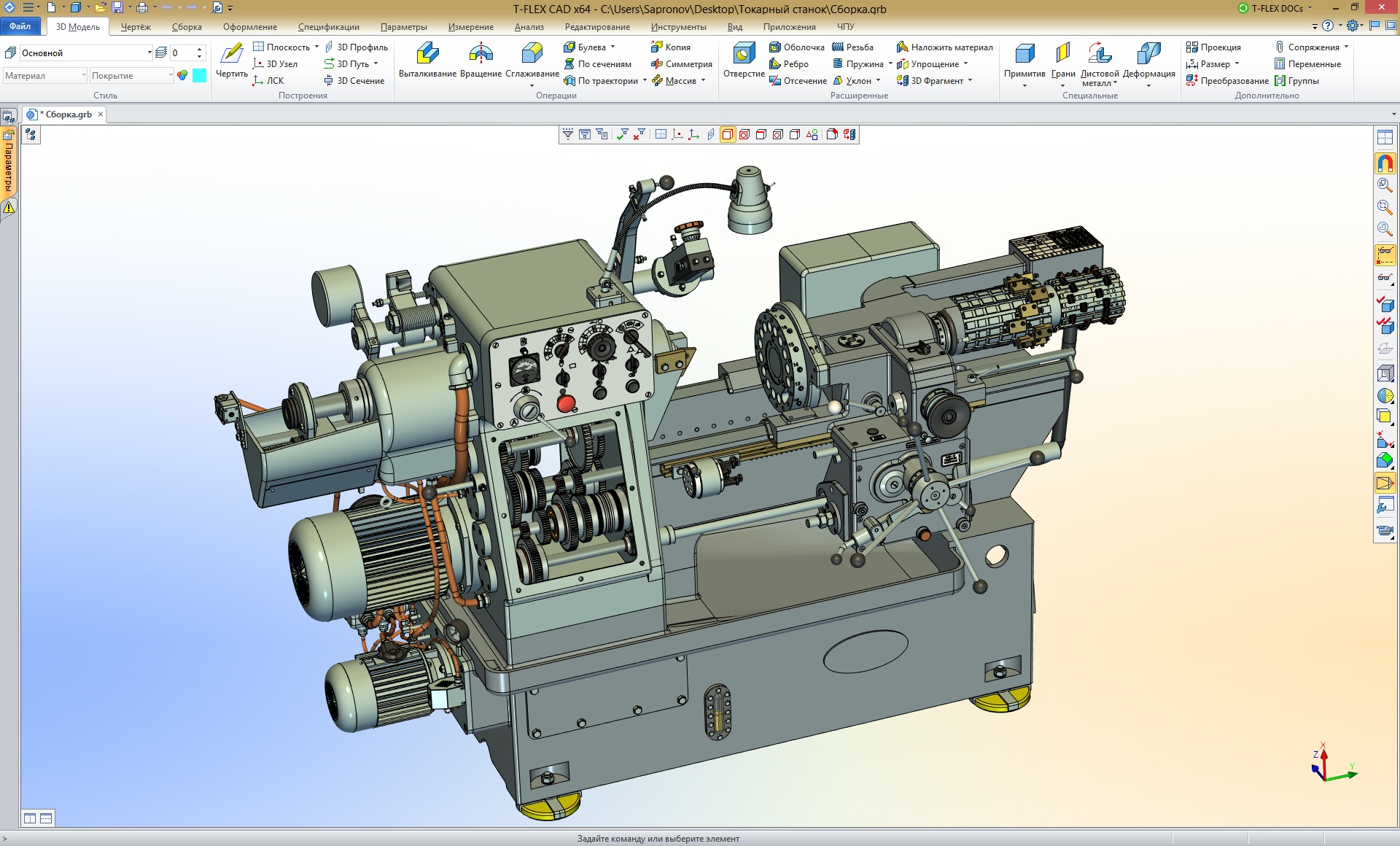
Особенности конструкции
Технология создания токарно-револьверных станков довольна непроста. Устройство имеет очень сложную конструкцию, в которой выделяют несколько элементов:
- Коробка скоростей.
- Суппорт.
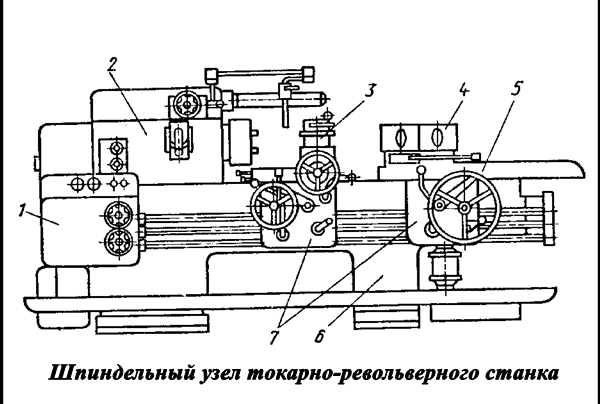
- Узел шпинделя.
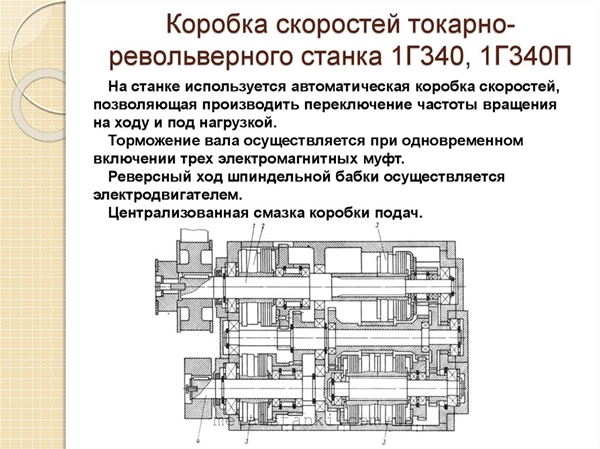
Коробка скоростей
Скоростная коробка устройства отвечает за количество выполняемых оборотов. С количеством оборотов переключается скорость станка.
В механизме содержится 3-4 электромагнитные муфты, которые определяют количество скоростей устройства. Муфта состоит из металлических дисков.
Как правило, в каждом станке содержится по 4 муфты – 2 электромагнитные и 2 обгонные. Между ними находится 1 двухвенцовый зубчатый блок. Он обеспечивает работу деталей коробки, позволяя скоростям переключаться.
Суппорт
Суппорт токарного станка отвечает за перемещение резца по оси шпинделя.
Деталь представляет собой конструкцию в виде креста, состоящую из 3 элементов – каретка, поперечные салазки и резцовые салазки.
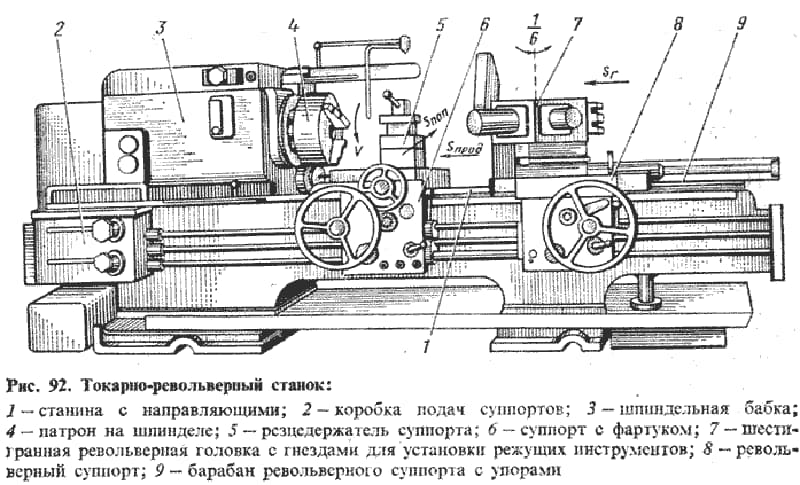
Узел шпинделя
Узлы металлорежущего револьверного станка передают энергию от двигателя к рабочим инструментам.
В шпинделе содержится 8 узлов:
- Станина – соединяет узлы аппарата.
- Передняя бабка – фиксирует и вращает обрабатываемый материал.
- Задняя бабка – устанавливает режущий инструмент.
- Суппорт – перемещение резца по оси.
- Коробка подач – передача движения.
- Ходовой вал – сообщает суппорту о наличии материала для обработки.
- Ходовой винт – нарезание резьбы.
- Фартук – останавливает ходовой вал и активирует суппорт.

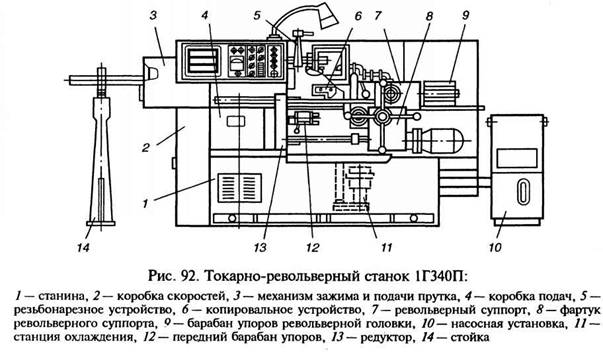
Основные элементы станин
На основной или нижней станине закреплено:
- литое корыто для охлаждающей жидкости;
- вспомогательная станина с направляющими для размещения, перемещения суппорта;
- коробка скоростей со шпинделем;
- коробка подач;
- электрошкаф;
- устройство нарезания резьбы;
- копировальное приспособление:
- емкость под масло, используемого гидроприводом;
- электродвигатели шпинделя и насоса;
- ящик для сбора стружки.
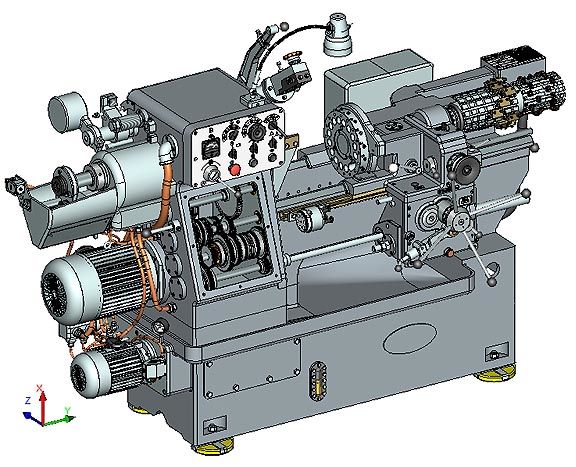
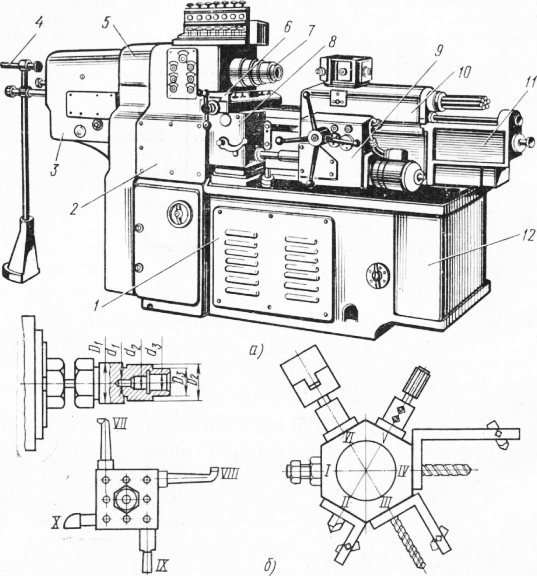
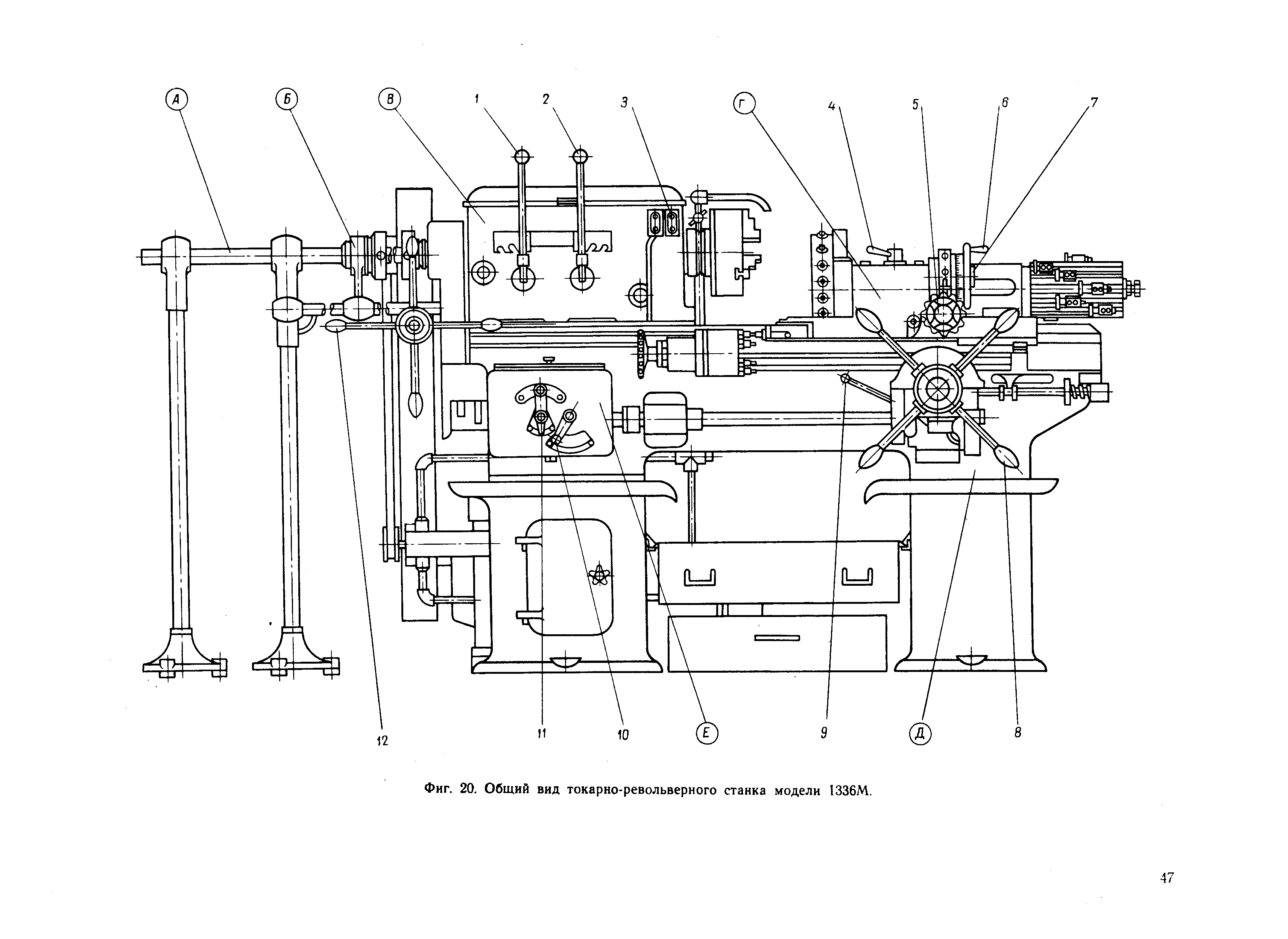
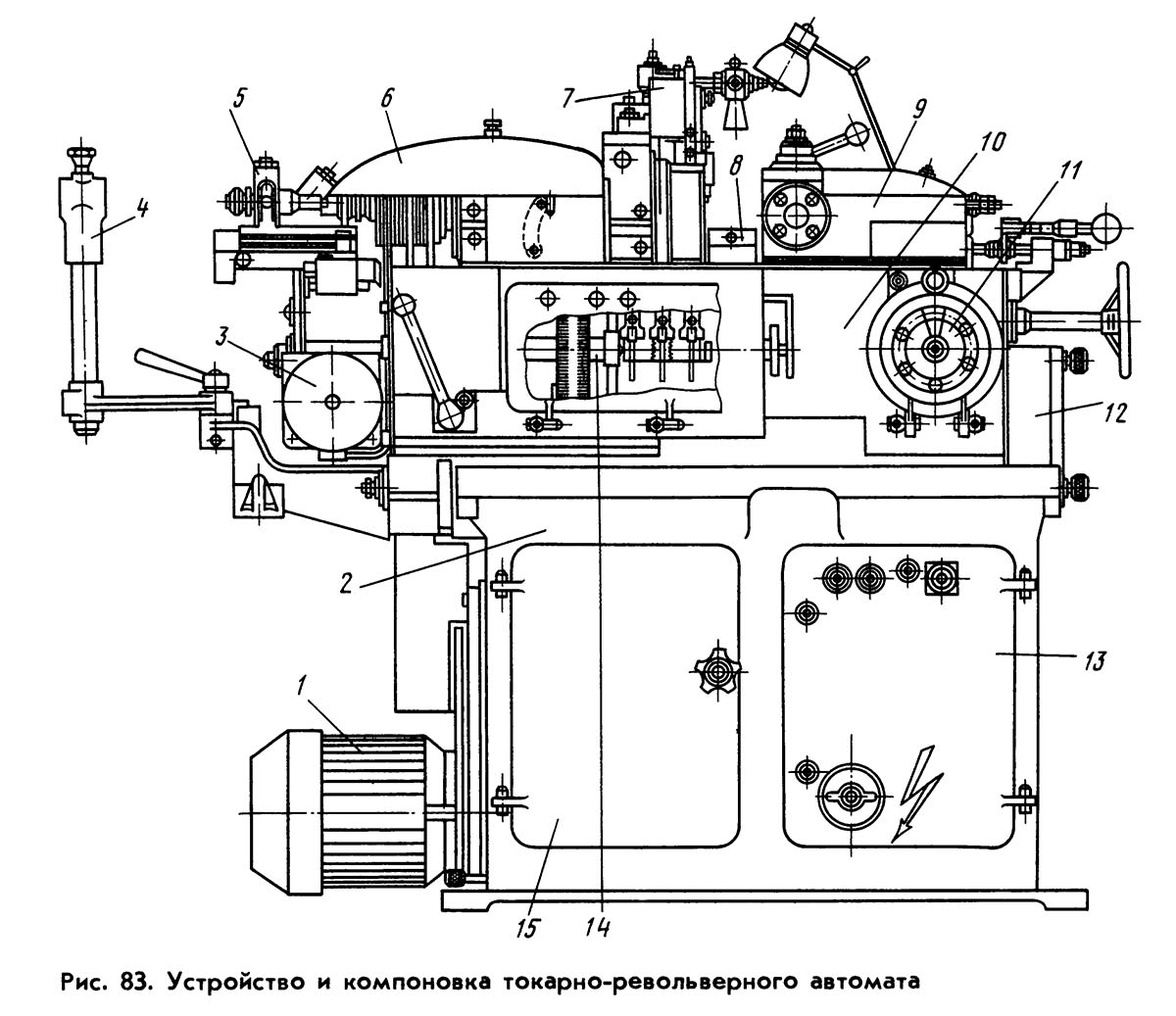
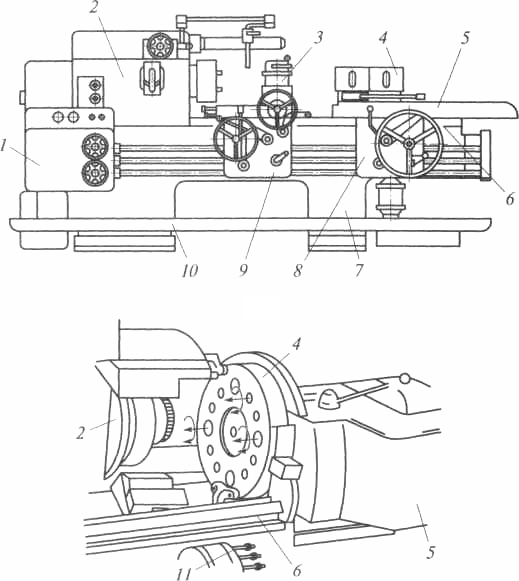
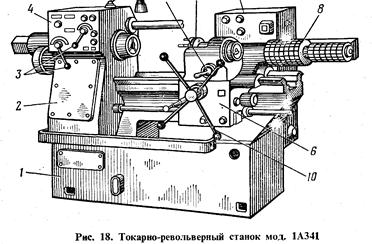
Общий вид токарно-револьверного станка 1341
На вспомогательной станине на кронштейне крепится копирная линейка. Откидывающийся упор находится справа суппорта. Он предназначен для отключения подачи. Переход его в рабочее или нейтральное положение осуществляют рукояткой.
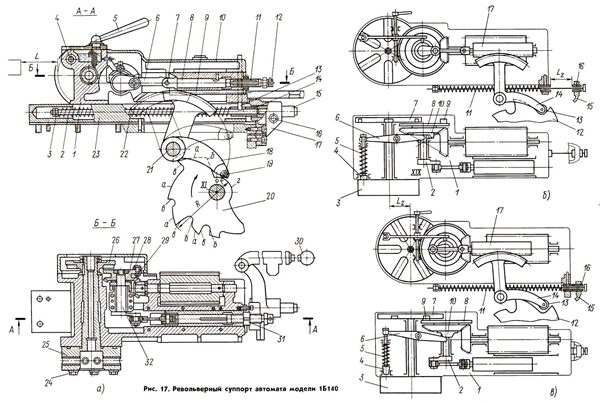
Револьверный резцедержатель, покритикуйте идею
задумал сделать револьверный резцедержатель для токарника 180х300, пока что набросал вот этот эскиз. державки резцов 14х10. диаметр диска 86мм, толщина 12мм. ось резцедержателя и упор диаметром 12мм, ось представляет собой шпильку, вкрученную в диск. все детали предполагается изготовить прямо на токарном станке, с минимальной помощью фрезера (державки резцов отфрезерую с помощью фрезерной приспособы). планируется минимальный набор резцов — проходной, подрезной правый, подрезной левый, канавочный 1мм, отрезной 2мм, расточной (с отдельной державкой). так же планируется все резцы выставить в «ноль», чтобы при смене инструмента не менялся диаметр обработки и условный край. так же планируется установка электронных линеек.
в общем, покритикуйте идею, подскажите что доработать. особенно интересует такой вопрос — надо ли устанавливать резцедержатель на поверхности плиты поперечной подачи так, чтобы резец был в площади плиты, или он может выходить за её плоскость? вопрос критичный, ибо если это не обязательно, то я смогу сделать отрезной резец более длинным, чем все остальные. та же история и с расточным, его так же будет проще установить. заранее спасибо!
Предназначение
Рассматриваемые механизмы предназначены для работ с короткими чугунными и стальными деталями большого либо неравномерного диаметра. Они подходят также для вытачивания цилиндрических тяжеловесных заготовок.
Токарный станок по металлу обычно используется для обработки кромки или торцевой части, нарезки резьбы, шлифовки торцов, расточки отверстий, подрезки торцов, проточки каналов и др. Таким образом, данные устройства служат для токарной обработки валов, труб, дисков, производства колец, фланцев, дисков, зубчатых колес, шкивов.
Обычно они встречаются в единичном выпуске и ремонте. Однако, ввиду трудоемкости монтажа заготовки, а также малых производительности и точности, устройства такого типа были замещены карусельными моделями более совершенной конструкции.
Карусельные станки
Токарно-карусельные станки (рис. 2) предназначены для обработки массивных деталей больших габаритов. Основной особенность, отличающей эти станки, является вертикальное расположение оси шпинделя и большой диаметр планшайбы.
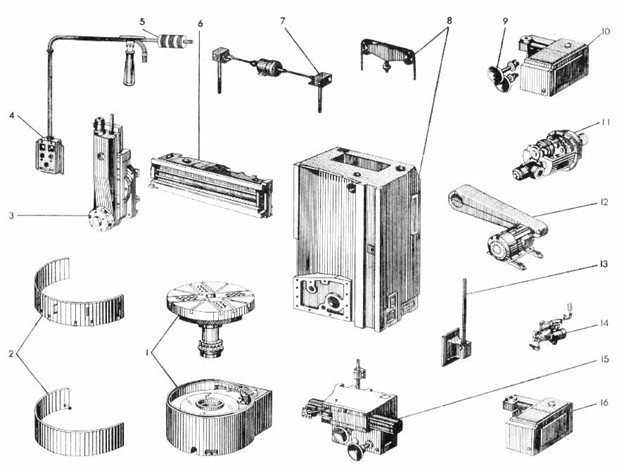
Рисунок 2. Устройство токарно-карусельного станка.
Рисунок 2. Устройство токарно-карусельного станка.





Токарно-карусельные станки состоят из следующих элементов:
- Стол с поворотной планшайбой. Стол служит опорой для обрабатываемой детали. В планшайбе закрепляется заготовка. Механизм вращения планшайбы связан с коробкой подач при помощи вала.
- Защитное ограждение планшайбы. Служит для ограждения оператора станка от вращающихся частей в процессе работы.
- Вертикальный суппорт. Предназначен для подачи в рабочую область режущего инструмента.
- Подвесной пульт управления. С его помощью производится управление работой станка.
- Регулируемый подвесной механизм пульта управления. Позволяет оператору становиться с той стороны станка, где удобнее контролировать процесс обработки.
- Поперечина. Служит для закрепления суппорта с возможностью перемещения его в горизонтальном и вертикальном направлении.
- Приводной механизм перемещения поперечины. Состоит из электродвигателя, двух угловых редукторов и винтовой передачи.
- Станина. На станине закрепляются все узлы станка.
- Механизм управления перемещением вертикального суппорта.
- Коробка подач вертикального суппорта. Предназначена дли изменения скорости подачи вертикального суппорта, а также для настройки автоматической подачи.
- Коробка скоростей. Служит для изменения скорости рабочего движения.
- Кожух. Защищает главную передачу.
- Механизм управления подачей.
- Устройство подачи смазки.
- Горизонтальный суппорт. Предназначен для перемещения резца, расположенного горизонтально. Подобным устройством оснащаются не все карусельные станки.
- Коробка подач горизонтального суппорта.
Токарно-карусельные станки способны обрабатывать заготовки, размеры и масса которых не оставляют другого выбора металлорежущего оборудования.
Преимущества и недостатки револьверных головок
Для более быстрой замены одного инструмента на другой используются унифицированные крепления. По своей конструкции револьверные головки могут различаться по количеству инструмента и ориентации крепления. По количеству инструмента бывают 6-ти, 8-и, 12-и и 16-и позиционные револьверные головки.

Количество инструмента напрямую влияет на количество операций, которые станок способен выполнить за один технологический установ. Поэтому при выборе револьверной головки следует учесть, какое максимальное количество операций будет выполняться на этом станке за один установ. Чаще всего на станках устанавливают 12-и позиционные головки.
К примеру, черновую и чистовую обработку токарным резцом лучше выполнять разными инструментами, а отрезку и обработку канавок иногда можно выполнить одним инструментом.
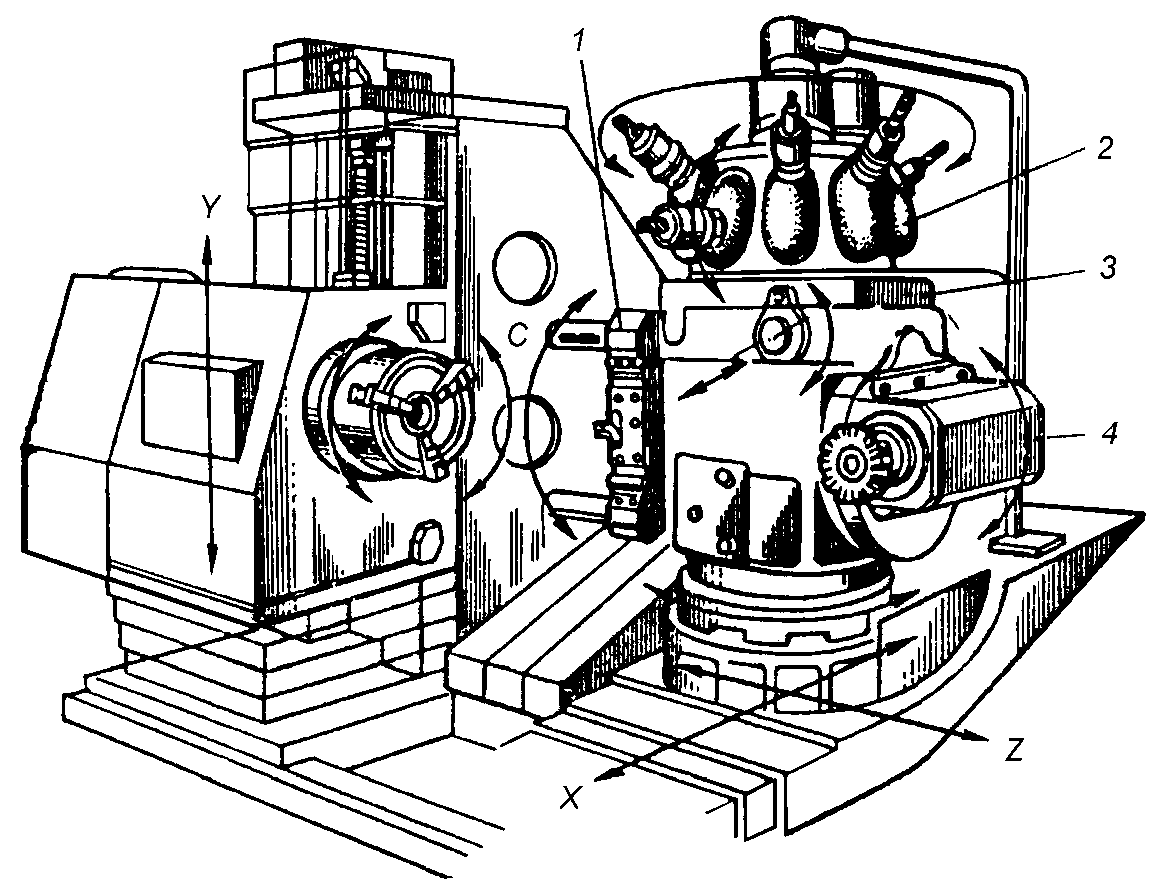
Также револьверные головки отличаются по ориентации крепления инструмента. Существуют головки с радиальным креплением:
Такие головки, как правило, устанавливают на станки с противошпинделем, поскольку такая ориентация позволяет установить сразу два инструмента в одну позицию — для главного и для противошпинделя. При наличии оси Y на станке, можно установить двойной блок для резцов, что позволяет за счет смещения по оси Y работать другим резцом.
Недостатком такой револьверной головки можно считать меньший диаметр обработки при точении наружным резцом, так как за счет конструкции резец устанавливается ближе к центру вращения шпинделя.
Существуют также головки с торцевым креплением инструмента:
Такой тип чаще встречается среди простых станков, без оси Y и без противошпинделя. В такой компоновке доступен только тип крепления VDI, либо комбинированный VDI + PU (о типах мы поговорим позже). Основное преимущество такой головки — это компактность и удобство установки инструмента. Недостаток — ограничение типа крепления. Кроме того, на такую головку нельзя устанавливать многопозиционные блоки для токарных резцов, а при установке расточных резцов, как правило, приходится укорачивать хвостовик инструмента, чтобы уменьшить вылет, так как блок имеет ограниченную глубину фиксации.

Классификация
Благодаря универсальной конструкции, револьверный токарный станок с ЧПУ может быть спроектирован почти с любой конфигурацией. На этом основании, различают оборудование общего назначения, а также специализированные модели.
Наиболее важным параметром для выбора является расположение вращающейся револьверной головки. Ее местоположение определит возможность выполнения того или иного вида разворота.
• С продольной подачей. Эта конструкция характерна только для обработки деталей по горизонтальной оси. Используется в полупрофессиональном оборудовании. Небольшой набор функциональных возможностей. Но
станок имеет относительно простую конструкцию, что сказывается на трудоемкости его технического обслуживания и ремонта;
• Продольные и поперечные подачи. Устанавливается на модели с вертикальным и наклонным положением токарного станка. Возможность перемещения режущей части вдоль двух осей увеличивает набор операций.
- Имеется всего два типа заготовок, которые мы можем обработать на станках данной группы — прутковые и патронные. Например, к патронным относятся валы достаточно больших диаметров, а к прутковым длинные пруты, но имеющие небольшой диаметр.
- Токарные станки данной группы могут быть горизонтальными, вертикальными или наклонными. Огромная популярность у модели, на которой можно расположить заготовку в горизонтальном и вертикальном положении, в то время как наклонные станки встречаются очень редко. Наклонные модели дают возможность производить нужный наклон детали для точения отверстий, либо выполнения любых других операций, которые можно выполнить лишь под углом.
В паспорте револьверного токарного станка имеются все нужные сведения, которые могут понадобиться при выборе конкретного станка. Имеются модели, которые могут оборудоваться планшайбами с 3-мя либо с 4-мя кулачками, которые приводятся в движение гидравлическими приводами. Данный факт полностью позволяет обрабатывать детали, которые имеют большие габариты. Например, это может быть заготовка, которая была получена при помощи ковки либо литья.
Интернет-аукцион Старина
Интернет-аукцион Старина
Все с рубля!
- Зачем регистрироваться?
- Как покупать?
- Как продавать?
- Частые вопросы
Корзина
Продать
Регистрация
Недавние
- Лоты
Разделы
Поиски
Избранные
- Лоты
Разделы
Поиски
- Недавние
- Лоты
- Разделы
- Поиски
Избранные
Лоты
Разделы
Поиски
Покупаю
Торгуюсь сейчас
Я купил
Не купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
Мой магазин
Активация
Настройка
Торгуюсь сейчас
Я купил
Подписка на новые лоты
Запросы лотов у продавцов
Предложения продавцов
Продаю
Продать
В продаже
Сделки
Завершенные торги
Пополнить счет
Спрос
Настройки продавца
| Добро пожаловать на интернет-аукцион Старина Используйте тематические разделы слева, строку поиска сверху или метки справа для поиска лотов. Хотите узнать больше?
Рекомендованные лоты: (показать все) 3900 р МАЗ-6422 Россия, ssm 1177, 1:43 1500 р Советы. РСФСР. 1922. Перевёрнутая надпечатка 7500 руб. № 24А. Тонкая бумага. 80 р Официальный значок Эмблема ЧМ по Футболу 2020 (44мм, зеленый — вариант №3) 1450 р Хлебо-продовольственная карточка для семьи красноармейца 1920 год!Редкая! 700 р Авторская брошка для юной красавицы. » Ромашка». Фарфор Гжели. Роспись подглазурная, вечная. 400 р Ваза. Берц. Стекло. Россия, до 1917 г. (43/16) 5 р Альбомные листы для марок и блоков Югославии 1918-2003 годы. 742 р Марокко Банкнота 10 дирхам 1987 год unc (13373)* 60 р Открытка артисты Нинель Мышкова. 1969. (15225о) 1000 р Австрия: 2 шиллинга 1936 год серебро Евгений Савойский КМ #2858 640 р Билет государственного казначейства (БГК), 50 рублей, 1914, Лебединский, xf, 026066, серия 446 10000 р Старинный домотканный женский костюм. Платье — рубаха.
|


Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку:
- технологии изготовления детали;
- карты наладки;
- карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
- производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
- выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
- устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
- величину подачи;
- проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
- регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
- производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
1 Общая информация о токарно-револьверных агрегатах
Данное оборудование, как правило, используется на предприятиях, где осуществляется серийное и массовое изготовление металлических изделий из любых по величине профиля прутков, поковок и отливок. Также револьверные станки работают с заготовками, которые прошли обработку на иных станочных установках.
Рассматриваемые агрегаты позволяют растачивать и сверлить отверстия, обтачивать поверхности, выполнять нарезание резьбы (снаружи и внутри детали), выполнять другие работы, которые подробнее описаны ниже.

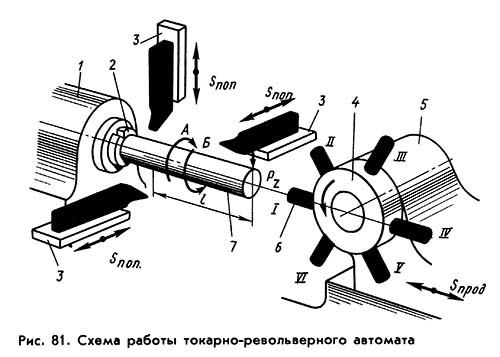
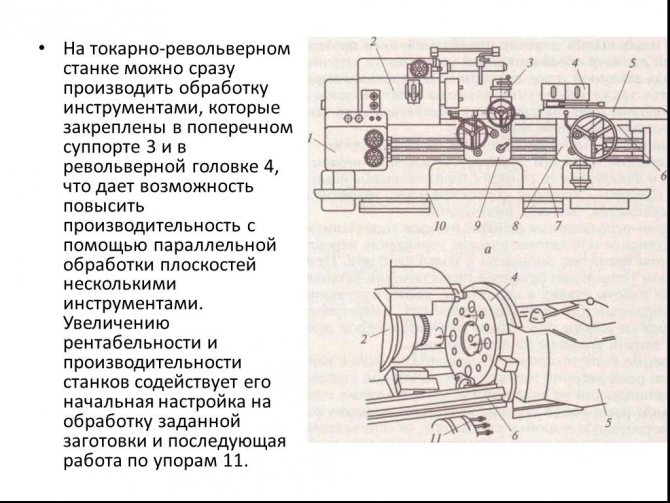
Указанные приспособления заранее устанавливаются и фиксируются в резцедержателях и в требуемых позициях головки станка с заданной последовательностью. При обработке заготовки инструменты параллельно либо поочередно вводят в работу. Револьверная головка совершает поворот при окончании одного рабочего хода и деталь обрабатывается следующим приспособлением. Упоры, предназначенные для отключения поперечной и продольной подачи агрегата, определяют показатель хода инструмента.

Станки револьверной группы дают возможность обрабатывать при помощи комбинированных, специальных и обычных инструментов партии деталей без предварительных промеров и проходов, без необходимости изменения настроек агрегата (то есть за одну установку изделия).
Ссылки [ править ]
- ^ Хартнесс 1910 .
- ^ Редакторы (1924). Американский машинист . Макгроу-Хилл. п. 273.
- ^ a b Крошер, Уильям П. (2014). Хронология передач . Блумингтон, Индиана: Xlibris. п. 144. ISBN 978-1499071146.
- ^ а б Ролт 1965 , стр. 165 .ошибка harvnb: цель отсутствует: CITEREFRolt1965 ( справка )
- ^ a b Редакторы (1901). «Часть 5: Токарные работы» . Чтение рабочих чертежей. Арифметика. Измерительные приборы. Токарные работы . Инженерная компания угольных шахт. С. 3–11.
- ^ а б Бава, HS (2004). Производственные процессы . 1 . Нью-Дели: Тата Макгроу-Хилл. п. 57. ISBN 0-07-053525-6. OCLC 57660758 .
- ^ a b Smid, Питер (2003). Справочник по программированию ЧПУ: подробное руководство по практическому программированию ЧПУ (2-е изд.). Нью-Йорк: Промышленная пресса. стр. 11 -14. ISBN 0-8311-3158-6. OCLC 52364066 .
- ^ Различия между шпилем и турелью
- ^ HW Ward & Co., Ltd 1938 .
- ↑ Роу, 1937 , стр. 34–36.ошибка harvnb: нет цели: CITEREFRoe1937 ( справка )
- ^ Редакторы (1921). Каталог и справочник по механике ASME . Американское общество инженеров-механиков. п. 456.
- ^ Hounshell 1984 .
- ^ Паркер, Дана Т. Победа в строительстве: производство самолетов в районе Лос-Анджелеса во время Второй мировой войны, стр. 81, 123, Сайпресс, Калифорния, 2013. ISBN 978-0-9897906-0-4 .
Общая информация об оборудовании

Стальные хромированные прутки
Данные станки способны работать с различными заготовками – прутками, отливками, поковками и многими другими. Также их можно применять для деталей, которые прошли обработку на другом оборудовании. Токарно-револьверные агрегаты целесообразно использовать для выполнения высокотехнологических операций, которые подразумевают частую смену рабочего инструмента.
Такие широкие возможности оборудования достигаются его конструктивными особенностями. Все инструменты фиксируются в нужной последовательности и определенном положении в специальном приспособлении. Это револьверная головка, которая способна совершать поворот после выполнения определенных рабочих операций.
Также она позволяет в определенный момент использовать конкретный инструмент, который необходим именно сейчас. Чтобы ограничить перемещение применяемых режущих элементов, револьверная головка оснащена специальными упорами. Они необходимы для того, чтобы ограничить подачу инструмента в определенных направлениях.
Токарно-револьверные станки с ЧПУ или даже те модели, которые не имеют программного управления всеми процессами, предоставляют возможность обработки деталей при помощи рабочих элементов разного типа. При этом все происходит без проведения дополнительных операций. Во время обработки заготовок не нужно вносить никаких изменений в настройки.
Примечания[ | ]
- What is a Lathe Machine? History, Parts, and Operation (англ.). Brighthub Engineering . Дата обращения 26 марта 2020.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «the first evidence of the lathe itself comes from the 3rd century BC but it is known that it was in use long before that. A flat wooden dish which stood on wooden legs was found in a pit grave at Mycenae dated at 1100 to 1400 BC… suggests that it could have been turned on a mandrel held between centres in a lathe. Against this view must be set the fact that there is no sign of turned grooves on the piece». Дата обращения 24 июля 2020.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «The earliest piece from that was found at a site known as the «Tomb of the Warrior» at Corneto. This is a fragment of a wooden bowl, dated at around 700 BC, which shows «clear evidence of rounding and polishing on its outer surface and of hollow turning…» (Woodbury) Other Etruscan turned vessels were found on this site. … Excavations of a mound grave in Asia Minor (now Turkey) revealed two flat wooden dishes with decorative turned rims. These have been dated as from the 7th century BC.». Дата обращения 24 июля 2020.
- Emperor’s Ghost Army (documentary). PBS. Время от начала источника: 26:00.
- Clifford, Brian A brief history of woodturning (англ.).The Woodturner’s Workshop . Woodturners’ Guild of Ontario. — «The earliest information on the lathe dates from the 3rd century BC. This is a bas-relief carving on the wall of the grave of an Egyptian called Petrosiris.». Дата обращения 24 июля 2020.
- Murthy, S. Trymbaka. Textbook of Elements of Mechanical Engineering (англ.). — ISBN 978-9380578576.
- Нартов Андрей Константинович 1693 — 1756: биография кратко, годы жизни, деятельность (рус.). histrf.ru. Дата обращения 26 января 2020.
- Неподражаемая точность (рус.) // rusplt.ru.
- Андрей Константинович Нартов — Изобретения и изобретатели России (рус.). www.inventor.perm.ru. Дата обращения 26 января 2019.
- Tomiyama, Testuo Development of Production Technology and Machine Tools (presentation notes). Pages 18—21 (англ.) (PDF).OpenCourseWare: TUDelft . TUDelft (16 February 2016). — «1770 Jan Verbruggen Escaped to England with his Son Pieter Verbruggen (1734-1786) and Became Master Founder at Woolwich Arsenal». Дата обращения 24 июля 2020. Архивировано 25 июля 2020 года.02. Ontwikkeling Fabricagetechnologie . Delft, Netherlands: TUDelft.
Некоторые особенности станков
Агрегаты, описанные выше, характеризуются довольно высоким уровнем производительности. Если сравнивать их с самыми примитивными токарными установками, это объясняется рядом факторов.
- Применение быстрых устройств подачи и затвердевания обрабатываемых деталей.
- Комбинаторная работа револьверного и поперечного суппорта.
- Быстрое изменение приспособления, которое используется в работе.
- Применением новых державок, а также различных инструментов, которые отличаются комбинированным видом.
Чтобы обеспечить высокую производительность и правильное функционирование, нужно грамотно выполнить настройку. Под грамотной настройкой понимают выбор инструментов, которые используются в работе и их монтаж в державки, а также изготовление и установку продольного или поперечного упора. Регулировка упора будет осуществляться в осевом или радиальном направлении.
На многих револьверных станках частота, а также подача и вращение будет выбираться с помощью командоаппарата. Патронные агрегаты, которые были произведены в России или ещё в Советском Союзе могут работать с заготовками, величина сечения которых от 15 до 60 см. Прутковое оборудование характеризуется такими параметрами: расстояние, на которое может двигаться головка, максимально велико, сечение изделий небольшое.
Простые револьверные станки используются на многих отечественных предприятиях. В последние годы можно заметить тенденцию обмена их на наиболее усовершенствованное оборудование, в котором есть числовое программное управление. Станки с ЧПУ имеют множество преимуществ, отличаются высоким уровнем автоматизации и функционирования, а также хорошей точностью обработки.

https://youtube.com/watch?v=reW354tHAEQ
Параметры выбора токарно-револьверных станков
Выделяют следующие параметры:
- Расстояние между центрами (РМЦ) определяет максимальную длину обрабатываемой заготовки (например для станков ТС16К20Ф3 и ТС1640Ф3 составляет 1500 мм).
- Высота оси шпинделя над станиной станка определяет максимальный диаметр заготовки. У шпиндельной головки определенные модели токарных станков имеют выборку, позволяющую обрабатывать заготовки типа диск большего размера.Чем больше высота оси, тем большее количество позиций резцедержки может быть применено (или увеличивается сечение резца)
- Диаметр отверстия шпинделя характеризует максимальный диаметральный размер прутковой заготовки, проходящей через шпиндельную бабку. Этот параметр важен при обработке длинномерных заготовок, а также при обработке серии заготовок малой длины.
- Момент на шпинделе (измеряется в Н*м) характеризует мощностные параметры обрабатывающего станка и максимальный диаметр рассверливания заготовки, глубину резания и подачу инструмента. Современные мощные обрабатывающие токарные станки производят операции резания габаритных термообработанных заготовок.
- Бесступенчатое регулирование оборотов на всем рабочем диапазоне скоростей вращения шпинделя или внутри диапазона (например ТС16А20Ф3) позволяет производить более точную настройку режимов резания и получать более высокую скорость вращения шпинделя из-за отсутствия ограничений скорости вращения шестерен.
- Максимальная скорость вращения шпинделя: величина, определяющая диапазон обрабатываемых материалов и чистоту получаемой поверхности. На высоких скоростях производят изготовление деталей из вязких сплавов.
- Станки с наклонной станиной имеют более жесткую конструкцию, что повышает и жесткость всей системы станок-инструмент-деталь (ТС1720Ф3, ТС1720Ф4). Также обеспечивают удобство стружкоотведения (наличие транспортера). Телескопическая защита зоны резания увеличивает ресурс направляющих.
Консультанты нашей компании в любом случае помогут подобрать нужный станок под Ваши требования. Все вопросы Вы можете задать по телефонам 8 (4822) 620-620.
Это интересно: Токарно-винторезный станок 16К20Ф3 — характеристики, паспорт, схемы
Какие работы может выполнять
Станки, в наличии которых есть функция ЧПУ, могут выполнять работы по многим видам токарной обработки: колец, валиков, ступенчатых болтов, втулок.
Многие манипуляции будут включать в себя нарезание при помощи специальных метчиков и головок внутренней и наружной резьбы.
А также надрезание и выравнивание торцов, обтачивание заготовки до цилиндрической формы, прокачивание листовых заготовок.
Агрегаты с программой ЧПУ и без управления будут иметь ходовой винт, который с помощью гребёнок и дополнительных резцов может выполнять разнообразные резьбы.
Когда изготовление деталей поставлено на поток (серийное производство), специалисты часто прибегают к помощи резьбонарезной головки. Такие головки имеют круглые гребёнки тангенциальной или радиальной формы. Наиболее высокая точность выполнения работ будет достигнута при использовании круглых гребёнок.
Для выполнения резьбы величина реза головки может быть от М5 до M65. Когда резьбы выполняются плашками или метчиками, то в их конструкции будут присутствовать специальные державки. Во время хода суппорта они будут помогать ввинчивать метчик либо плашку с помощью свободного передвижения по оси.
На станках револьверного типа также можно подвергать обработке фасонные поверхности. Для выполнения таких работу необходима установка криволинейного шаблона (станковое лекало) вместо копировальной линейки. Возможна обработка поверхности специфическими резцами, которые называется фасонными.





