

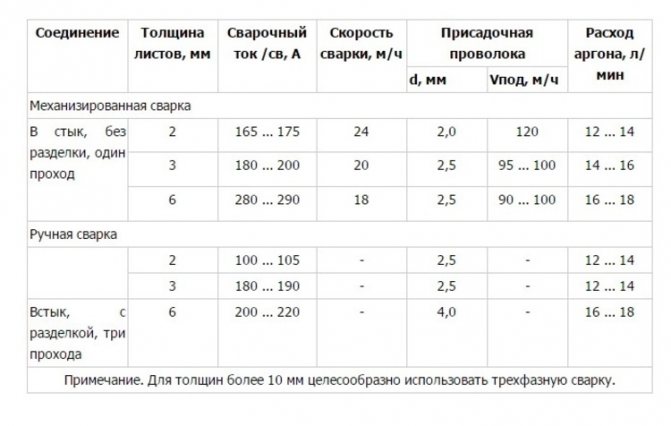
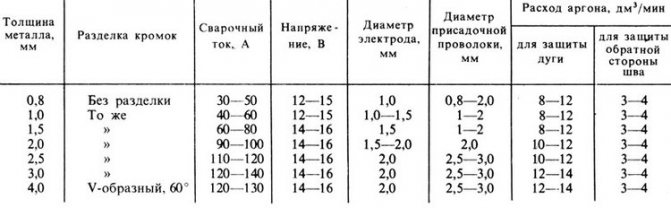
Автоматическая сварка титана и его сплавов
Автоматическая сварка титана и титановых сплавов выполняется вольфрамовым электродом. Выходные отверстия сварочной горелки должны быть не менее 12-15мм. При сварке неплавящимся электродом рекомендуются постоянный ток прямой полярности.
В связи с высокой активностью титана, зажигание и гашение горелки необходимо производить вне свариваемого изделия — на специальных планках. Также, как и при ручной сварки, после гашения дуги защитный газ необходимо подавать ещё в течение, примерно 1мин, чтобы предотвратить окислении шва и переходной зоны. Рекомендуемые режимы сварки титана для автоматической сварки в защитных газах и автоматической сварки под флюсом представлены в таблицах ниже:
Режимы автоматической аргонодуговой сварки титана
Толщина металла, мм
| Диаметр вольфрамового электрода, мм | Напряжение, В | Сила тока, А | Скорость сварки, м/ч | Расход аргона, л/мин | ||
| В горелке | В подкладке с обратной стороны шва | |||||
| 0,8 | 1,0-1,5 | 8-10 | 45-55 | 18-25 | 6-8 | 3-4 |
| 1,0 | 1,5 | 10-12 | 50-60 | 18-22 | 6-8 | 3-4 |
| 1,2 | 1,5 | 10-12 | 55-65 | 18-22 | 6-8 | 3-4 |
| 1,5 | 1,5 | 11-13 | 70-90 | 18-22 | 9 | 3-4 |
| 1,8 | 1,5 | 11-13 | 80-100 | 18-22 | 9 | 3-4 |
| 2,0 | 1,5-2,0 | 11-13 | 110-130 | 18-22 | 9 | 3-4 |
| 2,5 | 2,0-2,5 | 11-13 | 150-180 | 20-22 | 9-12 | 3-4 |
| 3,0 | 2,5-3,0 | 12-13 | 200-220 | 20-22 | 9-12 | 3-4 |
Режимы дуговой сварки титана под флюсом
| Толщина металла, мм | Тип соединения | Сила тока, А | Рабочее напряжение, В | Скорость сварки, м/ч |
| 3-5 | Стыковое | 250-320 | 24-38 | 50 |
| 3-5 | Угловое | 250-300 | 32-36 | 40-50 |
| 2-3 | Внахлёст | 250-300 | 30-35 | 40 |
Контактная сварка титана
По опытным данным, впервые проверенным на практике Забурдиным М.К., Захаренко В.Ф. и др., оптимальная скорость оплавления, при сварке больших заготовок, составляет 2-2,5 мм/сек. Более высокая скорость оплавления приводит к снижению прочности, даже при защите аргоном.
Перед сваркой торцы лучше всего фрезеровать или зачищать наждачной бумагой. Из-за склонности титана к перегреву, величина осадки выбирается на 15-20% больше, чем для сварки углеродистых сталей.
Режимы стыковой сварки титана
Ориентировочные режимы стыковой сварки титана при начальной скорости оплавления 0,5мм/сек представлены в таблице ниже:
| Площадь свариваемого сечения, мм | Давление осадки, МН/М2 | Вылет заготовки из электродов, мм | Припуск, мм на | Скорость оплавления, мм/сек | Сила тока оплавления, А | |
| оплавление | осадку | |||||
| 150 | 2,9 | менее 25 | 8 | 3 | 6 | 1,5-2,0 |
| 250 | 4,9-7,8 | 25-40 | 10 | 6 | 6 | 2,5-3,0 |
| 500 | 9,8-14,7 | 45 | 10 | 6 | 6 | 5,0-7,0 |
| 1000 | 20-24 | 50 | 12 | 10 | 5 | 5 |
| 1500 | 29-59 | 60 | 15 | 10 | 5 | 7,5 |
| 2000 | 39-98 | 65 | 18 | 12 | 5 | 10 |
| 2500 | 49-147 | 70 | 20 | 12 | 5 | 12,5 |
| 3000 | 98-196 | 100 | 22 | 14 | 4 | 15,0 |
| 4000 | 147-294 | 110 | 24 | 15 | 4 | 20,0 |
| 5000 | 196-392 | 130 | 26 | 15 | 3,5 | 25,0 |
| 6000 | 343-490 | 140 | 28 | 15 | 3,5 | 30,0 |
| 7000 | 294-490 | 150 | 30 | 15 | 3,0 | 35,0 |
| 8000 | 343-588 | 165 | 35 | 15 | 3,0 | 40,0 |
| 9000 | 441-882 | 180 | 40 | 15 | 2,5 | 45,0 |
| 10000 | 490-981 | 180-200 | 40 | 15 | 2,5 | 50,0 |
Режимы точечной сварки титана
Титановые листы или пластины, толщиной до 4,0мм могут быть успешно сварены точечной и шовной (роликовой) сваркой. Высота литого ядра равно 80-90% от суммарной толщины листов. Приблизительные режимы точечной сварки титана представлены в таблице:
| Толщина листов, мм | Диаметр контактной поверхности электрода, МН/м2 | Усилие на электродах, Н | Продолжительность прохождения тока, с | Время сжатия деталей, с | Сила тока, А |
| 0,8 | 4,0-4,5 | 1960-2450 | 0,1-0,15 | 0,1 | 7000 |
| 1,0 | 4,5-5,0 | 2450-2950 | 0,15-0,2 | 0,3 | 8000 |
| 1,2 | 5,0-5,5 | 3150-3440 | 0,2-0,25 | 0,3 | 8500 |
| 1,5 | 5,5-6,0 | 3935-4915 | 0,25-0,3 | 0,4 | 9000 |
| 2,0 | 6,0-7,0 | 4915-5895 | 0,25-0,3 | 0,4 | 10000 |
| 2,5 | 7,0-8,0 | 5895-6875 | 0,3-0,4 | 0,4 | 12000 |
Режимы шовной (роликовой) сварки титана
| Толщина листов, мм | Ширина шва, мм | Усилие на роликах, Н | Продолжительность сварки, с | Скорость сварки, м/мин | Сила тока, А | |
| импульс | пауза | |||||
| 0,8+0,8 | 3,5-4,0 | 2950 | 0,1-0,12 | 0,18-0,20 | 0,8-1,0 | 6000 |
| 1,0+1,0 | 4,5-5,5 | 3935 | 0,14-0,16 | 0,24-0,28 | 0,6-0,8 | 7500 |
| 1,5+1,5 | 5,5-6,5 | 4915 | 0,20-0,24 | 0,3-0.4 | 0,5-0,6 | 10000 |
| 2,0+2,0 | 6,5-7,5 | 6385 | 0,24-0,28 | 0,4-0,5 | 0,4-0,5 | 12000 |
| 2,5+2,5 | 7,0-8,0 | 7855 | 0,28-0,32 | 0,6-0,8 | 0,3-0,4 | 15000 |
Маркировка вольфрамовых электродов
Вольфрам идеально подходит в качестве тугоплавкого материала, который предназначен для стабилизации образующейся дуги. К особенностям этого расходного материала отнесем следующие моменты:
- Выдерживает длительную работу под высоким напряжением.
- Применяемый материал при изготовлении способен выдерживать длительное воздействие высокой температуры.
- Плавится вольфрам намного медленнее, чем другие материалы, применяемые при изготовлении электродов.
Вольфрамовые электроды для аргонодуговой сварки классифицируются по цветам и многим другим признакам. Деление на классы позволяет существенно упростить выбор. При выборе учитываются многие особенности процесса сварки металлов. Маркировка электродов проводится для обозначения размера прутка и химического состава, а также других значимых характеристик.
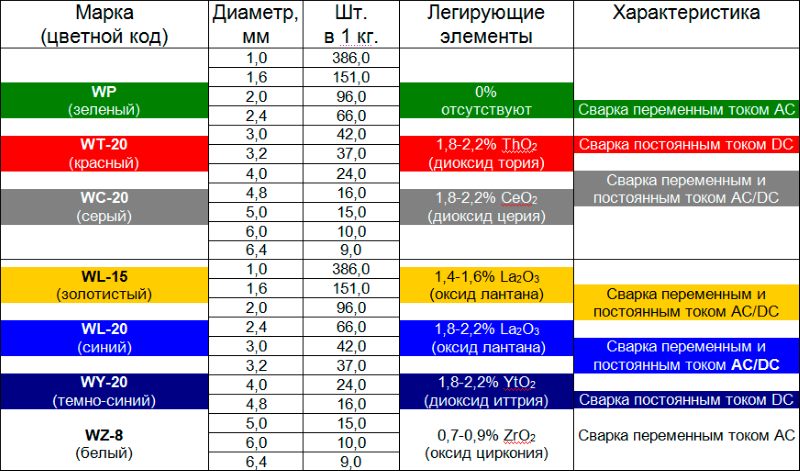
Характеристики различных марок вольфрамовых электродов
Уделяя внимание обозначению маркировки вольфрамовых электродов ТИГ и других вариантов, исполнения следует отметить нижеприведенные моменты:
- Первый символ в маркировке, который указывает на применение вольфрама в качестве основного материала при изготовлении электродов, всегда «W».
- Следующий символ предназначается для обозначения металлов. Как правило, концентрация примесей указывается в процентном соотношении. К примеру, число 20 говорит о концентрации примеси 2%.
- Следующее число указывает на длину прутка. Наиболее распространенным вариантом исполнения можно назвать вольфрамовый электрод с длиной 175 мм. На рынке можно встретить и другие варианты исполнения рассматриваемого изделия.
Стоит учитывать, что пруток из чистого вольфрама на сегодняшний день применяется крайне редко, так как с ним могут работать исключительно сварочные аппараты TIG (даже при их использовании может возникнуть много трудностей). Примеси применяются для изменения следующих показателей:
- проводимости;
- плавкости;
- дугообразования;
- прочности.
Международные стандарты, применяемые при обозначении, определяют следующие моменты:
- WP – обозначение, которое используется для электродов с чистым вольфрамом. На примеси уходит менее 0,5%. Как ранее было отмечено, подобные варианты исполнения довольно трудно применять при сварке.
- С – символ, применяемый для обозначения примеси Церия. Стоит учитывать, что для данного варианта исполнения применяется также серый цвет обозначения. Подходит вольфрамовый электрод с подобной примесью для многих аппаратов
- Т – применяется для обозначения диоксида тория. Для маркировки подобного стержня принято использовать красный цвет. Область применения весьма обширна, как правило, проводится плавка цветных металлов, к примеру, нержавеющей стали. При выборе этого варианта исполнения следует помнить о его существенном недостатке – применяемая лигатура зачастую радиоактивная. Именно поэтому при изготовлении применяется столь яркий цвет. Во время проведения работы нужно соблюдать технику безопасности. Достоинством этого типа прудков можно назвать высокую прочность.
- Z–обозначение оксида циркония. Для обозначения данной примеси применятся белый цвет. Чаще всего подобный вариант исполнения вольфрамового электрода используется при работе с медью или алюминием. За счет определенной концентрации оксида циркония повышается стабильность образующейся дуги.
- Y – диоксид иттрия. Для обозначения этого легирующего элемента применяется темно-синий оттенок. Область применения – производственные цехи, в которых получают конструкцию, рассчитанную на выдерживание высокой нагрузки. Подходит для сваривания меди, титана и некоторых сталей.
- L – обозначение оксида лантана. Стоит учитывать, что данный вариант исполнения может маркироваться самым различным образом. Изделие считается универсальным предложением, которое подходит для работы с постоянным и переменным током. Основными эксплуатационными качествами можно считать высокую прочность и устойчивость к воздействию критических температур.

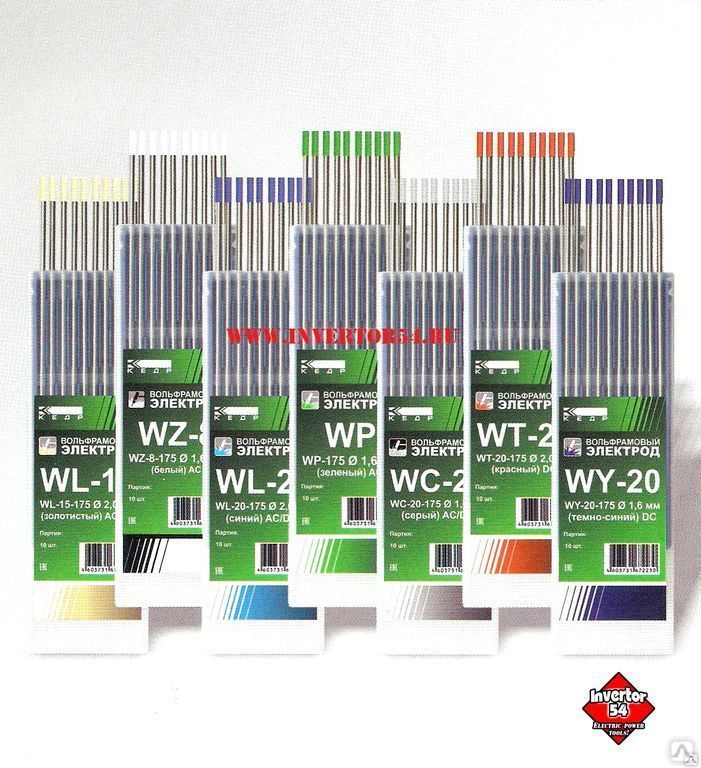
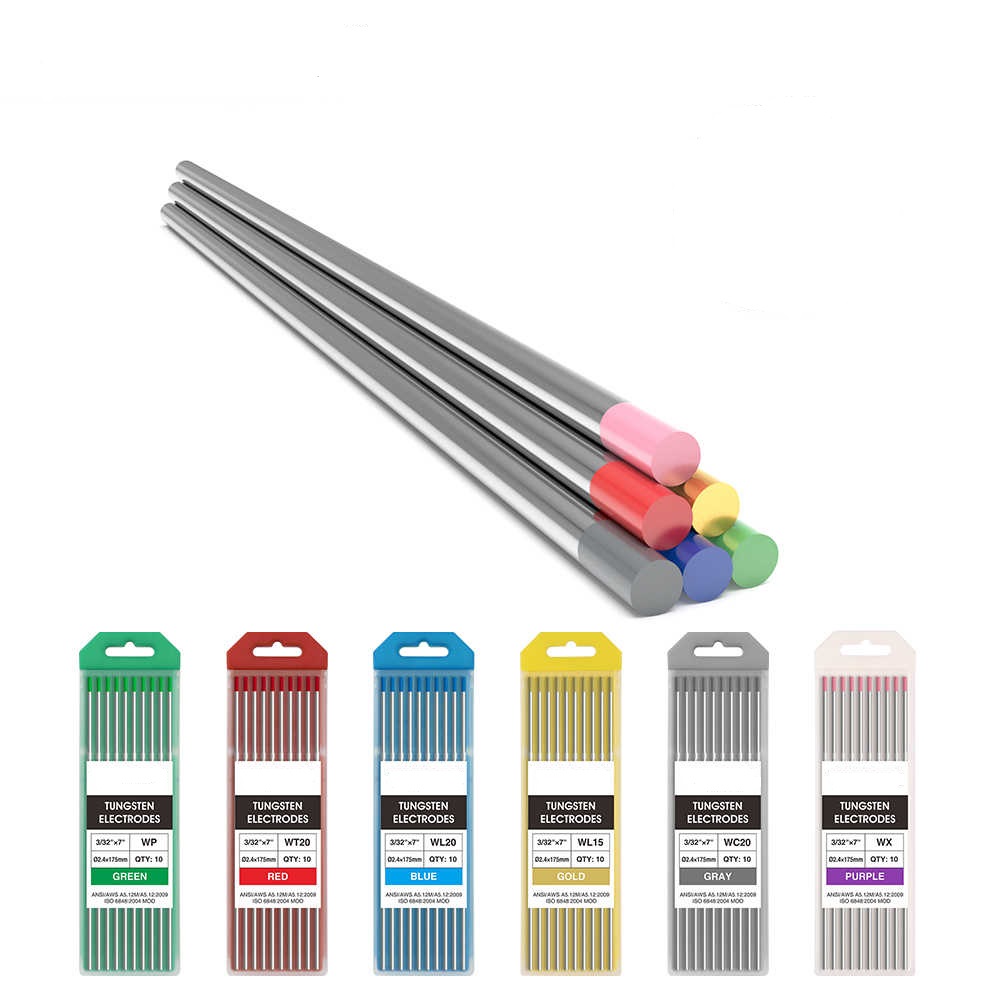
Цветовая маркировка вольфрамовых электродов
Цветная маркировка вольфрамовых электродов применяется для того, чтобы упростить процесс подбора расходного материала к определенным условиям работы.
Применение вольфрамовых электродов
Аргонную сварку применяют в самых разных отраслях промышленности и сельского хозяйства. Возможность аппаратом TIG ac/dc соединить различные углеродистые, нержавеющие, конструкционные стали, а также современные сплавы металлов, характеризует эту технологию как самую востребованную в производстве на данный момент. Аэрокосмическая отрасль, как правило, является основным пользователем данного типа сварки.
В промышленности tig-сварку используют для соединения деталей различных конфигураций. Аргонную сварку применяют для создания переходов между трубами различного диаметра. Сварочные швы алюминия после tig-сварки не образовывают трещин, имеют химическую целостность металла, что позволяет использовать этот режим сварки для герметизации ёмкостей с ядерными отходами в связи с их утилизацией.
В связи с простой технологией аргонной сварки алюминия, её можно применить в быту, используя домашние инверторы TIG ac/dc. В бытовых условиях возможно организовать даже сварочный процесс нержавейки. Надёжность получаемого шва не вызывает сомнений, так как сварочный шов являет собой единое целое со свариваемым металлом. Современные технологии сварочных работ ставят аргонодуговую сварку с применением вольфрамовых электродов на одно из первых мест в мире по качеству производимых работ.
Керно. Сверлим там, где надо!
Технический эндоскоп. Увидеть всё изнутри
Заточка вольфрамовых электродов
Качество сварочных работ, помимо выбора типа электрода и параметров сварочного тока, зависит еще и от правильной заточки стержня. От формы наконечника неплавящегося электрода будет зависеть ширина и глубина зоны проплавления металла.
Форма заточки зависит еще и от применяемого тока и его значения. Требования по заточке в справочной литературе могут различаться, но эти различия существенного влияния на качество вольфрамовой сварки не окажут.
Общая рекомендация по заточке следующая – стержни марок WP, WL необходимо затачивать до состояния полусферы, в то время, как для марки WT достаточно лишь обозначить небольшую выпуклую форму. Остальные типы вольфрамовых электродов затачиваются конусом.
Важным условием правильной заточки является недопустимость ошибок. Не должно быть несимметричной заточки, вызывающей отклонение дуги в сторону от шва, и наличия рисок от заточки, не совпадающих по направлению с осью стержня, что также может вызвать блуждание дуги.
При правильном выборе материалов и обеспечении необходимой среды, с помощью вольфрамовой сварки возможно соединение практически любых металлов и сплавов.
Выбор и заточка вольфрамовых прутков
Электроды для TIG сварки состоят на 97-99,5% из вольфрама. Разнообразные добавки улучшают сваривание в специфических условиях.







Прутки из вольфрама имеют чистоту 99,5%. Имеют маркировку WP и высокую энергию выхода электронов, поэтому труднее осуществляется розжиг и поддержание дуги по сравнению с электродами, имеющими легирующие добавки.
Применяются при работе с переменным током. Повышенная температура на конце сварочной иглы по сравнению с другими типами электродов приводит к быстрому износу.
Электроды марки WT-20 имеют добавку оксида тория с повышенной радиоактивностью, поэтому в последнее время от него стали отказываться. Наиболее опасен такой электрод во время заточки, когда в виде пыли попадает в легкие. Для сварщиков он практически безопасен, работает на постоянном токе.
Прутки WC-20 для TIG сварки дополнены оксидом церия. Работают на постоянном токе при его малых уровнях. Дуга легко зажигается, используется при сваривании мелких деталей.
Электроды WL-20 с оксидом лантана меньше всего нагреваются, имеют самый большой срок службы.
Вольфрамовые стержни с оксидом циркония WZ-8 работают только с переменным током, дуга более стабильна, чем у WP.
Стержни c оксидом иттрия WY-20 стойки к большим токам. Применяются для сваривания особенно важных соединений постоянным током.
От заточки прутка зависит и качество сварного шва. При использовании постоянного тока применяется конусовидная заточка с плоской оконечностью. Если применяется переменный ток, то кончик прутка должен быть округлым.
Со временем электроды меняют форму и требуют новой заточки. При постоянном токе применяется заточка конусом с плоским концом. При переменном – округлый кончик. Даже царапины, образующиеся во время заточки, влияют на качество соединения при TIG сварке. Поэтому желательно полировать конус прутка.
Высота конуса влияет на глубину проварки и ширину шва. Длина заточки больше, ширина шва меньше. При маленькой заточке меньше глубина проварки. Оптимальной заточкой считается 2,0-2,5 диаметра стержня.
Маркировка и характеристики
Маркировка проводится в соответствии с DIN EN 26848 и соответствующим ему ГОСТу 23949-80.
Начинается маркировка с литеры — W- это символ вольфрама в Периодической системе элементов. Следующий символ- указывает на присадки, добавленную к вольфраму. Добавки применяются, чтобы улучшить одно из свойств:
- плавкости;
- легкость розжига дуги;
- электропроводимость;
- прочностные параметры.
Следующее число выражает массовую долю этой присадки в тысячных долях. Так, число 10 будет означать 1% добавки. Второе из чисел означает длину стержня. Используются длины в 50, 100, 150, 175 мм. Дополнительно используется цветовая метка-наконечник.
WP
Стержень из чистого вольфрама отличается слабой разжигаемостью дуги и малом сроком службы. Не выдерживает сильных токов.
Режимы сваивания меди маркой WP.
WZ-8
Присадки циркония несколько упрощают розжиг, позволяют увеличить срок работы. Используются при сваривании алюминия и других легких металлов переменным током с ассиметричным фазовым профилем.
WT-20
Торированные. Несмотря на малую массовую долю, торий, являющийся радиоактивным элементом, представляет собой серьезную угрозу здоровью сварщика, особенно при продолжительной работе.
При работе необходимо организовать качественную вытяжку, работать в плотной одеже и респираторе. Рекомендовано применение сварочной маски с изолированным воздухоснабжением.
Использование тория позволяет продлить срок службы электрода по сравнению с чисто вольфрамовым. Увеличивается также и максимальная сила тока; легко разжигается дуга.
WY-20
В качестве добавки используется диоксид иттрия. Этот редкоземельный металл дает возможность значительно повысить силу сварочного тока и не опасен для здоровья. Используется для сваривания заготовок большой толщины сильными токами.
WC-20
В качестве присадки используется церий. Он не радиоактивен, и позволяет существенно улучшить основные характеристики, прежде всего, розжиг дуги и срок службы. Повышается и максимальный сварочный ток.
Режимы для соединения титановых заготовок.
WL-15 и WL-20
Использование лантана дало возможность создать универсальный электрод, пригодный для переменного и постоянного тока. Такие стержни особенно хорошо держат форму заточки острия, давая больше возможностей для работы без перерывов.
Рабочие режимы, рекомендуемые для стержней марки WL.
Кроме международного обозначения, встречаются и традиционные отечественные обозначения. К ним относятся:
- ВЛ/ЭВЛ-2 с 2 % лантана, универсального применения;
- ЭВИ-1/СВИ-1 с 1% диоксида иттрия, рекомендован для нержавейки, Ti, Cu и конструкционными углеродистыми сплавами.
Иттрированные электроды используются на постоянном токе.
Общая информация
Вольфрамовые электроды — это металлические стержни длиной в среднем 175 миллиметров. Могут быть изготовлены из чистого вольфрама или с примесями других металлов. Используются только при полуавтоматической или полностью автоматической аргоновой сварке. Вместо аргона можно использовать и любой другой защитный газ, например, гелий.
Характеристики вольфрамовых электродов следующие. Температура плавления достигает 3400 градусов по Цельсию, это очень высокое значение. Поэтому за время сварочного процесса электрод практически не меняется в размере, хотя и возможно небольшое испарение металла. Поэтому такие стержни называют неплавящимися.

Выше мы писали, что вольфрамовые электроды могут быть изготовлены не только из чистого вольфрама, но и с добавлением других металлов. Это необходимо для улучшения свойств электрода. Например, для стабилизации горения дуги или для сварки тугоплавких материалов.









У вольфрамовых электродов есть своя маркировка. Обычно маркировка вольфрамовых электродов состоит из двух латинских букв и цифры. Для того, чтобы лучше запомнить марку, необязательно смотреть на название. Можно просто запомнить цвет. Каждой марке присущ свой цвет, которым окрашивается конец электрода. Все марки можно разделить на три категории: для работы с постоянным током, с переменным и универсальные. Давайте рассмотрим их подробнее. Мы расскажем о самых популярных марках.
Особенности сварки алюминия и алюминиевых сплавов
При сварке ТИГ большинства металлов используется постоянный ток прямой полярности. Однако эти условия сварки неприемлемы, когда речь идет об алюминии и магнии. Обусловлено это наличием на поверхности этих металлов прочной и тугоплавкой окисной пленки. Алюминий характеризуется высокой химической активностью. Он легко вступает во взаимодействие с кислородом воздуха, т.е. окисляется. При этом образуется тонкая плотная пленка из оксида алюминия (Al2O3). Своей высокой коррозионной стойкостью алюминий обязан именно этой пленке. Температура плавления чистого алюминия – 660 ºС, а температура плавления окиси алюминия более чем в три раза выше – 2030 ºС. Окись алюминия – это керамический материал, твердый и не электропроводный. При расплавлении алюминия он растекается крупными каплями удерживаемыми от слияния окисной пленкой. В случае если фрагменты пленки окажутся в закристаллизовавшемся металле шва, то его механические свойства ухудшаться. Таким образом, для того чтобы сварить вместе две алюминиевые детали, прежде всего, необходимо эту окисную пленку разрушить. Это можно выполнить:
– механически (однако, это практически невозможно, так как из-за высокой химической активности алюминия он тут же вступает в связь с кислородом, и новый слой окиси алюминия начинает образовываться. Причем, в условиях дуговой сварки при высокой температуре окисление алюминия и образование окисной пленки происходит еще более интенсивно); – химической обработкой (довольно сложно и трудоемко); – сваркой на обратной полярности; – сваркой на переменном токе.
При подключении электрода к отрицательному полюсу (сварка на прямой полярности) изделию будет передаваться значительное количество тепла, однако пленка разрушаться не будет. Если полярность изменить и подключить электрод к положительному полюсу (сварка на обратной полярности), то тепла изделию будет передаваться меньше, однако, как только будет возбуждена дуга, окисная пленка начнет разрушаться (происходит, так называемая катодная очистка).
Существует две теории, объясняющие механизм разрушения окисной пленки на обратной полярности.
Катодное пятно, перемещаясь по поверхности сварочной ванны, приводит к испарению окислов алюминия, при этом эмиссия электронов с активных катодных пятен отталкивает фрагменты окисной пленки к краям сварочной ванны, где они формируют тонкие полоски.
Поток ионов обладает достаточной кинетической энергией, чтобы при столкновении с поверхностью катода разрушать окисную пленку (аналогичный эффект имеет место при пескоструйной обработке). В пользу этой теории говорит тот факт, что чистящий эффект выше при использовании инертных газов с более высоким атомарным весом (аргон)
Однако наряду с этим положительным явлением будут наблюдаться такие отрицательные последствия сварки на обратной полярности как перегрев электрода, на котором будет выделяться слишком много тепла (вызывая его перегрев), и низкое проплавление основного металла. Решением этих проблем является сварка на переменном токе. Комбинация прямой и обратной полярности позволяет использовать преимущества обоих полярностей; мы получаем и необходимое тепловложение (т.е. проплавление основного металла) в полупериоды прямой полярности и очистку поверхности от окиси алюминия (в полупериоды обратной полярности). Сварка на переменном токе этой частотой является идеальным процессом соединения всех типов алюминиевых и магниевых сплавов.
Цветная и буквенная маркировка
Электроды из вольфрама различаются по материалу легирующих присадок, применяемых при их изготовлении. Эти добавки увеличивают долговечность электродов. Они же и определяют свойства изделий при их использовании для сварки соответствующих материалов.
Тип вольфрамового электрода определяется по содержанию буквенно-цифровой информации и по цветам маркировки, нанесенной на стержень. Буквенно-цифровая и цветовая маркировки соответствуют друг другу.
Буквенная
Первой буквой идет всегда W. Она указывает на материал, из которого изготовлен электрод – вольфрам. Вторая буква латинского алфавита указывает на тип легирующей добавки:
C – оксид церия. Это универсальный вольфрамовый проводник. Его можно применять для сварки постоянным и переменным током. Горение сварочной дуги происходит даже при незначительной величине тока;
Z – оксид циркония (наиболее тугоплавкий). Пригоден для сварки переменным током
Крайне важно соблюдать требования к чистоте сварочной ванны. Недопустимо малейшее загрязнение
Сварка отличается стабильной и мощной дугой;
L – окись лантана. При использовании вольфрамовых стержней с этой добавкой происходит быстрый и легкий розжиг дуги и стабильное ее горение. Практически устраняется возможность прожига свариваемых деталей. Электроды, в составе которых содержится оксид лантана, наиболее долговечны;
T – окись тория. Эта добавка позволяет с высоким качеством сваривать заготовки из коррозионностойкой стали. Сварка при этом должна производиться на постоянном токе. При работе вольфрамовыми электродами с торием предъявляются высокие требования к подготовке свариваемых поверхностей, иначе дуга может «перескакивать» с одного «микровыступа» на другой. Очевидно, что шов будет не проваренным. Из-за высокой радиоактивности тория рабочее место должно быть оборудовано идеальной вентиляцией, иначе пары могут оказать вредное влияние на здоровье;
Y – иттрий. Сварка постоянным током с помощью этих вольфрамовых изделий осуществляется при изготовлении наиболее ответственных конструкций, так как подобные электроды являются наиболее устойчивыми к разрушению;
P – без добавок. В изделиях с такой маркировкой содержание вольфрама должно быть не ниже 99,5 %. Такие электроды обеспечивают устойчивое горение дуги при использовании переменного тока. Это делает их наиболее востребованными при сварке алюминия в среде аргона.
Чтобы донести более полную информацию о характеристиках вольфрамовых электродов, на стержнях после латинских букв указываются два цифровых значения через дефис. Число в первом показывает процентное содержание присадки, увеличенное в десять раз, во втором – длину стержня в миллиметрах. Например, маркировка WL 15-150 указывает, что в составе вольфрамового стержня, длиной 150 миллиметров, содержится 1,5 % оксида лантана.
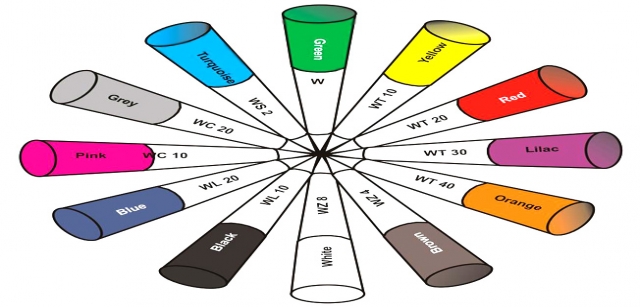
Цветовая

Цветовое обозначение применяется для большего удобства при необходимости выбора вольфрамовых прутков. Оно представляет собой окраску концов стержня в один из следующих цветов:
- зеленый – изделия без присадок, обозначаемые символами WP;
- серый – вольфрамовый электроды с 2,0 % окиси церия, имеющие обозначение WC 20;
- черный – изделия, содержащие 1,0 % оксида лантана, обозначаемые WL 10;
- золотистый – прутки с 1,5 % оксида лантана, на которых проставлено WL 15;
- синий – стержни с 2,0 % окиси лантана, маркируемые как WL 20;
- белый – изделия с оксидом циркония с содержанием его 0,8 %. Обозначение таких изделий – WZ 8;
- желтый – прутки, имеющие в своем составе 1,0 % окиси тория. Их маркировка – WT 10;
- красный – изделия из вольфрама, изготовленные с добавлением 2,0 % оксида тория, имеющие обозначение WT 20;
- фиолетовый – прутки с 3,0 % оксида тория и с маркировкой WT 30;
- оранжевый – стержни, в состав которых включены 4,0 % оксида тория. Обозначение таких электродов – WT 40;
- темно-синий – электроды с иттрием в соотношении 2,0 % к вольфраму. Их обозначение WY 20;
Таким образом, идентификация нужного вида вольфрамовых электродов упрощается.
Можно ли изменить размер
Размер вольфрамового, титанового или тистенового кольца невозможно уменьшить или увеличить. Оборудование традиционных ювелирных мастерских не предназначено для обработки столь твердых металлов.

Аналогичное свойство припишем и стали 316L. Не верите — попробуйте найти мастера, который возьмется за изменение размера стального кольца. А если найдете специалиста с соответствующим оборудованием, стоимость услуги вряд ли обрадует. Ценник будет сравним с изменением размеров кольца из золота и с большой вероятностью превысит первоначальную стоимость вашего кольца.
| Вольфрамовые кольца | Титановые кольца | Кольца из тистена | Кольца из стали 316L |
| Нельзя изменить размер |
Выгодная альтернатива при покупке колец в интернете — выбор магазина, предоставляющего услугу бесплатного обмена. Возможность обменять кольцо неподошедшего размера по почте или при посещениие шоурума в нашем магазине доступна в течение 30 дней после получения заказа. Чтобы сократить вероятность ошибочного выбора, рекомендуем перед онлайн-покупкой ознакомиться с методами определения размера кольца в домашних условиях.
Применение аргона
Для повышения качества сварных швов при сварке вольфрамом используется аргон. Этот инертный газ, будучи тяжелее воздуха, вытесняет его, опускаясь на дно сварочной ванны.
Сам аргон практически нейтрален при взаимодействии с вольфрамом и свариваемым металлом. При горении дуги он препятствует образованию соединений металла с составляющими воздуха.

Для уменьшения пористости шва иногда в аргон добавляется кислород в количестве 2-5% от объема инертного газа. Это помогает защитить металл от загрязнений, влаги и прочих включений, которые попадают в область вольфрамовой сварки.
Кислород способствует повышению температуры дуги в среде аргона. Большинство посторонних неметаллических частиц сгорает еще до твердения присадочного металла в шве или всплывает на его поверхность.
При малой толщине свариваемых деталей допускается сварка вольфрамовым стержнем без применения присадочного материала.
Сварка в аргоне происходит при помощи специальной горелки, внутрь которой по специальному шлангу подается инертный газ. При помощи двух кабелей – питающего и управляющего – подается ток на электрод.
Аргонодуговая сварка неплавящимся электродом (TIG)
Технология получения сварных соединений в защитной атмосфере инертных газов обладает рядом достоинств. Среди них:
- высокая прочность и долговечность шва;
- стабильность глубины проплавления;
- высокая производительность;
- пригодность для сварки тонких заготовок;
- работа с цветными металлами, черными и нержавеющими стальными сплавами.
Сваривание неплавящимся электродом, изготовленным из вольфрама с определенными добавками, называется TIG (Tungsten Inert Gas). Она применяется для сваривания титана. Этот металл в нагретом состоянии приобретает повышенную химическую активность, реагируя с кислородом, азотом и водяными парами, содержащимися в воздухе. Защитная атмосфера препятствует контакту металла сварочной ванны и околошовной зоны с воздухом и защищает его от окисления.



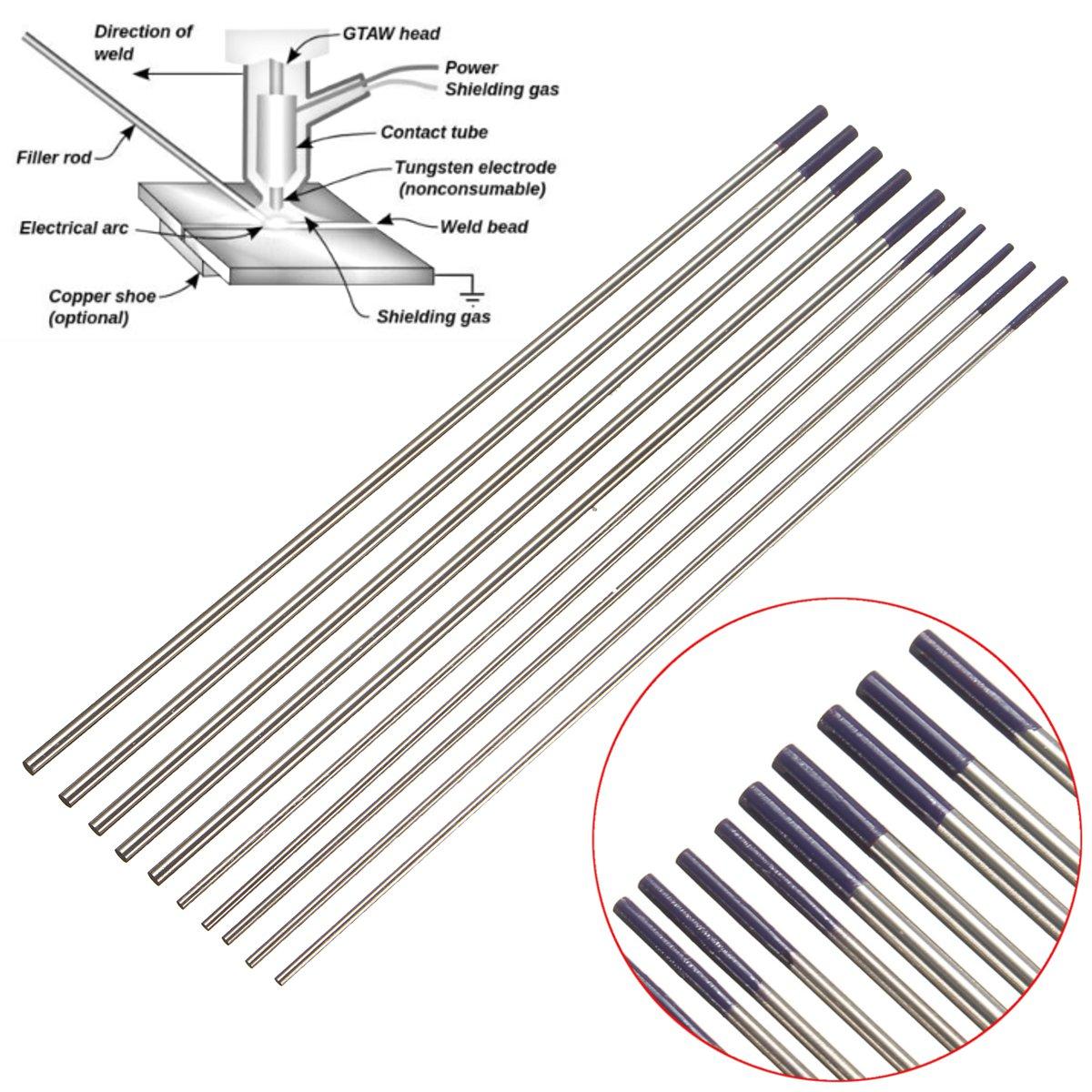




Неплавящийся электрод создает электрическую дугу. Для формирования материала шва используется пруток присадочного материала, который сварщики подает в рабочую зону левой рукой. Пруток плавится от тепла, создаваемого дугой, и стекает в сварочную ванну, смешиваясь с расплавленными кромками заготовок.
Температура плавления вольфрама в 3400оС позволяет сваривать любые металлы и их сплавы. В качестве защитного газа применяют углекислый газ, аргон, и гелий, а также их смеси.
Наиболее эффективную защиту осуществляет гелий. Он обходится дорого, поэтому его применяют только для самых ответственных швов и особо активных металлов.
Аргон существенно дешевле, это наиболее массовый защитный газ, применяемый по нержавеющей стали и цветным металлам, и их сплавам.
Низколегированные сплавы варят в защитной атмосфере углекислого газа, он еще дешевле и позволяет получать соединения хорошего качества.
Современное оборудование, используемое при дуговой сварке в аргоне, позволяет с высокой точностью регулировать сварочные режимы. Это помогает достигать цели — оптимальных характеристик дуги. Это позволяет получать высококачественные швы на изделиях самых разных толщин и пространственных конфигураций
Особенно важно это в таких отраслях, как:
- аэрокосмическая;
- пищевое машиностроение;
- медицина;
- производство вооружений;
- атомное и химическое машиностроение.
При сварке заготовок из алюминия на поверхности сварочной ванны постоянно образуется оксидная пленка. Это тугоплавкое соединение мешает нормальной сварке. Чтобы разрушить оксиды, ведут сварку переменным током. Постоянное изменение полярности не дает образоваться пленке.
Используют ассиметричную форму импульса: положительная полуволна разогревает металл, а отрицательная – разрушает оксидную пленку
Особенно важно подавать газ в рабочую зону за несколько секунд до поджига дуги и прекращать подачу после завершения шва с некоторой задержкой, чтобы дать шву остыть в защитной атмосфере
Аргон, используемый для сварки, должен отвечать жестким требованиям по своим физико-химическим свойствам. Он должен иметь нормированную долю примесей и быть полностью обезвожен.
Необходимо качественно подготовить заготовки к сварке: разделать кромки шва, зачистить и обезжирить сварочную зону.
Аргонодуговая сварка проходит обычно на медных подкладных пластинах, защищающих шов от контакта с воздухом с обратной стороны и не дающих расплаву вытекать вниз





