

Подготовка материалов и оборудования
Пайка серебра должна производится с помощью специального припоя. Помимо него необходимо выбрать, чем будет разогреваться металл. Для этого может использоваться паяльник или газовая горелка.
Работать с серебром нужно на поверхности, которая не разогревается при нагревании. Она должна быть ровная и твердая. Это может быть кирпич, пластина из декоративного камня, жаропрочная керамика. Дополнительно нужно подготовить лимонную кислоту и йод. С помощь лимонной кислоты можно осветлить материал, а йодом затемнить. Помимо паяльника или газовой горелки, флюса и припоя, понадобятся ручные инструменты — металлические щипцы, кисточка и кусачки.
Какие применяют припои
Припои для пайки серебра продаются в хозяйственных и строительных магазинах. Форма выпуска соединительных составов может быть разная. Существуют порошковые смеси, частицы в которых достигают 2 мм. Можно найти цельные листы, которые сначала нарезаются на кусочки нужного размера, а затем используются для пайки.
Работа с твердыми припоями
Пайка серебряным припоем похожа на работу с оловом. На соединяемую поверхность наносится полоса припоя нужной ширины и длины. Место повреждения и соединительное вещество покрывается флюсом, чтобы избежать начала окислительных процессов. Нагревая припой с помощью горелки или паяльника мастер равномерно распределяет его по месту поломки.

Серебряный припой
Как выбрать флюс для пайки
Чтобы флюс равномерно распределялся по повреждённой поверхности и надёжно скреплял детали вместе, необходимо правильно выбирать состав для пайки. Для защиты готового соединения от воздействия влаги и химических веществ требуется выбирать состав с защитой от коррозийных процессов и агрессивных сред.
Приготовление флюса своими руками
Флюс, используемый для скрепления серебряных деталей, представляет собой смесь водного раствора и буры. Его можно изготовить самостоятельно:
- Порошок буры засыпается в пустую металлическую ёмкость.
- Заливается дистиллированной водой.
- Нагревается на медленном огне до полного растворения порошка.
- Смесь охлаждается при комнатной температуре.
- Кристаллы измельчить, смешать с водой и тщательно перемешать до получения густой массы.
Флюс нужно отстоять в течении 1–2 часов. Воду, оставшуюся вокруг массы, вылить.
Флюс для пайки серебра
Watch this video on YouTube
Паяльный инструмент
В домашних условиях сложно найти профессиональный инструмент для соединения серебряных деталей. В большинстве случаев люди используют электрический паяльник или газовую горелку.

Паяльник
Почему алюминий плохо паяется?
Кто пытался паять алюминий, тот знает, что обычный припой на него совершенно не липнет. Все из-за устойчивой пленки оксида алюминия, которая обладает плохой адгезией к припою. Причем эта пленка покрывает алюминий и его сплавы очень быстро. Не успеешь зачистить — легкий металл уже окислился. Поэтому все методы пайки алюминия борятся сначала именно с пленкой, а затем уже заботятся об адгезии.
Оксид алюминия (Al2O3) в минералогии называется корундом. Крупные прозрачные кристаллы корунда являются драгоценными камнями. Из-за примесей корунд бывает окрашен в разные цвета: красный корунд (содержащий примеси хрома) называется рубином, а синий — сапфиром. Теперь понятно почему окисная пленка совсем не паяется.
Чем паять серебро в домашних условиях?
Пайка любых металлов требует знаний о физико-химических свойствах материала. Серебро плавится при температуре 960ºС, это среднее значение для металлов, применяемых при изготовлении ювелирных изделий. Для примера, температура, необходимая для достижения точки плавления меди – 1083ºС, а для золота – 1063ºС.
Подготовка паяльника к работе и зачистка поверхности: а – нагревание паяльника паяльной лампой, б – способы крепления паяльника на паяльной лампе, в – подставка для паяльника, г – облуживание паяльника на кирпиче.
В современном производстве припои, содержащие серебро, являются важным, неотъемлемым компонентом технологического процесса, так как сварные швы, спаянные серебряным припоем, гарантируют прочность, высокую плотность и устойчивость к коррозии. Антикоррозийность следует признать самым значимым качеством. При повышении требований к прочности и устойчивости к коррозии необходимо использовать припои с повышенным содержанием серебра. В некоторых случаях применяется пайка припоем с 70%-м содержанием серебра.
Припой для серебра приобретается в специализированных магазинах. Предпочтительно пользоваться припоем тугоплавким (температура плавления выше 240ºС), использовать сплав с маркировкой ПСР2 и ПСР-2,5 или применить специализированную пасту для пайки.
Также можно изготовить припой своими руками. Применяются серебряно-медно-цинковые и серебряно-медно-кадмиево-цинковые припои. Наиболее оптимальный состав – 45% серебро, 25% медь, 30% цинк. Компоненты плавятся в муфельной печи под флюсом. Готовая смесь выливается на подложку, после остывания сплав пропускается через вальцовочный станок, до получения листочков толщиной примерно 0,5 мм. При пайке используют полоски шириной 1-3 мм, от которых отрезаются кусочки требуемой длины.
Не рекомендуется использовать дома составы, содержащие кадмий, так как пары кадмия вызовут проблемы со здоровьем.
В процессе пайки место соединения подвергается воздействию атмосферного воздуха. Для предотвращения окисления и других негативных реакций применяют флюс (колофоний). Во время расплавления припоя флюс равномерно распределяется по поверхности металла и изолирует область сварки.
Приемы пайки: а – пайка открытого шва молотковым паяльником, б – подогревание спаиваемых поверхностен электрическим утюгом, в – пайка листового металла, г – пайка проводов, д – спаивание труб торцовым паяльником, е – способ запайки отверстий в трубах, ж – облуживание концов провода.
Дома можно использовать простой флюс для пайки серебряных сплавов – смесь равных долей буры (тетрабората натрия) и поташа. Поташ можно заменить пищевой или технической содой. Иногда добавляют 1/10 поваренной соли. Бура представлена водным раствором, и ее требуется просушить. Сушится она на конфорке кухонной плиты в сосуде типа фарфоровой химической емкости или чашки для выпаривания. Сушится на несильном огне.
Горячая бура образует пузыри, которые протыкаются металлическим стержнем для разрушения, масса должна оставаться в таре. После окончания процесса выпаривания буру немедленно снимают с огня, чтобы не допустить плавления. После остывания полученные кристаллы растирают в ступке и смешивают с поташем.
После окончания пайки с поверхности отремонтированного изделия флюс удаляют с помощью нагретого слабого раствора кислоты. Для чернения применяют горячий раствор серной печени. Серная печень – смесь полисульфидов натрия или калия, изготавливается сплавлением поташа или соды (две меры) с серой (одна мера). Готовую серную печень нужно хранить в герметичной сухой таре, непосредственно перед употреблением готовят раствор, так как он сохраняет свои свойства в течение 24 часов. Насыщенность раствора зависит от необходимого результата и подбирается индивидуально.
Для соединения мелких ювелирных деталей используют . Подобная определенность при выборе главного инструмента связана, прежде всего, с удобством: для работы газовой горелкой потребуется лишь обычный газовый баллончик, да и качество выполненной работы порадует.
Подготовка материалов
Перед тем, как паять ювелирное серебро в домашних условиях, следует подготовить, помимо паяльного инструмента, соответствующие припои и флюс.
В этом случае лучшим флюсом для пайки считается колофоний – специальная смола, которая образует плёнку над местом пайки и не допускает реакции с окружающим кислородом.
 Если колофоний найти в магазинах не получилось, можно сделать флюс для ювелирного серебра самостоятельно. В таком флюсе будет два элемента:
Если колофоний найти в магазинах не получилось, можно сделать флюс для ювелирного серебра самостоятельно. В таком флюсе будет два элемента:
- бура (декагидрат тетрабората натрия);
- поташ (карбонат калия).
Их нужно совместить в пропорции один к одному. Буру для пайки стоит покупать в виде порошка, а не в виде водного раствора (в противном случае её сначала требуется просушить). Процесс приготовления этого флюса довольно прост: кристаллы буры растирают в ступке и перемешивают с поташом.










Само ювелирное изделие из серебра тоже нуждается в предварительной подготовке – его надо почистить и обработать спиртом (обезжирить).
Твердая пайка крупных предметов:
Твердая пайка крупных предметов требует, прежде всего, их соединения возможно более прочным швом. Самый подходящий шов это «шов — в шов», что связывает еще прочнее, но при нем теряется слишком много материала, вследствие чего может очень уменьшится крепость связываемых частей. Есть ещё так называемый зубчатый шов — удобен для спайки труб и вообще цилиндрических деталей. В некоторых случаях могут пригодиться любые другие типы швов.И здесь, как и вообще при пайке, чем точнее и плотнее пригнаны швы, тем прочнее соединение.
Одна или две тонких заклепки могут значительно способствовать связи и скреплению шва, но с ними должно быть осторожным — не делать их больше и толще того, чем допускают толщина и другие параметры спаиваемые изделия.
P.S.: Я постарался наглядно показать и описать не хитрые советы. Надеюсь, что хоть что-то вам пригодятся. Но это далеко не всё что возможно выдумать, так что дерзайте, и штудируйте сайт https://bip-mip.com/
- Мягкое паяниеМягким, или слабым паянием называют: паяние при помощи мягких, или.
- Паяние общие правилаПаяние (пайка) есть операция, при помощи которой производится более или.
- Химическая окраска металлаЧасто необходимо нанести стойкие и несмываемые надписи или рисунки на.
- Порошок для очистки металловВсе мы знаем о пользе химии в быту, данная.
- Склеивание оргстеклаСклеивание деталей из оргстекла — достаточно частая операция при работе.
 Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Пайка нержавейки – это довольно трудоемкий процесс, но вместе с тем больших сложностей здесь нет. Сплавы, содержащие до 25 % никеля и хрома, сплавляются друг с другом довольно просто. Более того, эти сплавы могут создавать прочные соединения с остальными металлами, исключение составляют только магниевые и алюминиевые сплавы.
Но нужно обратить внимание на то, что некоторые никелированные сплавы при нагреве до температуры 500-700 градусов. Могут образовывать карбиды, их уровень выделения зависит от продолжительности пайки, поэтому время процедуры нужно сокращать
Образующиеся карбиды значительно снижают коррозийную устойчивость нержавеющей стали. Для того чтобы минимизировать выделение карбидов добавляют титан или по завершении пайки проводят дополнительную термообработку. Под действием раскаленного припоя (тиноля) наклепанный нержавеющий материал может растрескиваться, поэтому пайка происходит после отжига, без использования нагрузок во время пайки.
Выбор припоя для нержавейки полностью зависит от таких характеристик: состава стали, условий пайки. Нужно заметить, что изделия, которые сделаны в коррозийных условиях, нужно паять с помощью серебряных тинолей, где в составе находится в небольшом количестве никель. Медь, серебряно марганцовые, а также хромоникелевые припои используются во время печной пайки в сухих условиях.
В роли флюса для обработки нержавейки сегодня чаще всего используют буру. Она наносится на соединение в форме порошка или пасты. Когда бура расплавляется, остальной металл постепенно нагревается до образования ярко-красного каления (850 градусов). При достижении этой температуры, в соединение вводится припой.
Удаление прилипшего к нержавеющей поверхности материала по завершении пайки делают с помощью промывки спаянного изделия в воде, или с помощью песочной обдувки. Соляная или азотная кислота, которые можно использовать при чистке, очень нежелательны на этом этапе работы с нержавеющей сталью, так как они вместе с припоем разъедают основной металл.
Как использовать латунный припой
Прежде чем начать пайку, изделие должно быть собрано.
Для этого отдельные детали скрепляются посредством металлической проволоки (биндры). Когда подготовка окончена, все вместе помещается в горг, где происходит нагрев, пока металл не раскалится до красноты
При закладке нужно проявить предельную осторожность. Для расчистки места в углях под изделие используется кочерга, на решетке остается топливо достаточно большим и ровным слоем
При работе с углем важно следить, чтобы он не попадал на ковку, даже малейшими кусочками. Поддув горна не должен быть сильным, чтобы получить равномерное прокаливание
В роли флюса, как правило, выступает бура. Перед нанесением она по всей поверхности смачивается водой, после чего приступают к пайке. Оставляя флюс на месте, берут прутик латуни и проводят его там, где должны быть соединения. В этот момент пламя в горне изменяет свой цвет на зеленый. В процессе пайки заготовка изделия не должна перемещаться и сдвигаться с первоначального места. Это поможет избежать случайного смещения деталей относительно друг друга, чтобы не испортить шов как с точки зрения внешней привлекательности, так и надежности шва.
Если в композиции содержится много элементов, то сваривание происходит по-другому. В тех местах, где будет производиться пайка, с самого начала латунь раскладывается кусочками, в расчете на то, что при нагреве она начнет растекаться, в результате чего детали будут скреплены.
Латунь может использоваться отдельными кусочками, стружкой или опилками, засыпаемыми в местах сварки. При этом они должны соответствовать требованиям чистоты, чтобы не было никаких примесей и посторонних включений. Железная стружка и другие металлические мелкие детали удаляются посредством магнита.
Чтобы спаять более мелкие детали, как скрепляющий материал применяют глину с добавленной в нее солью. Но при сборке отдельных частей для скрепления используется проволока не из железа, а из латуни. После этого изделие посыпается бурой, обмазывается глиной и аккуратно помещается на лист металла, который отправляется в горн. Поддувать также нужно слабо, прогрев глины должен происходить равномерно. После того как она засохнет, подача воздуха происходит активнее. Глина, начавшая трескаться, свидетельствует о том, что скрепление деталей надежно. Пайка отдельных частей происходит посредством латунной проволоки, которая к этому моменту плавится и скрепляет детали. По окончании процесса горн выключается, готовое кованое изделие должно остыть. Завершающим этапом осуществляется удаление глины и флюса, излишки припоя вычищаются с помощью напильника.
Способы пайки серебра
Если серебряная цепочка порвалась, то вернуть ее первоначальное состояние можно двумя способами.
Пайка серебра паяльником
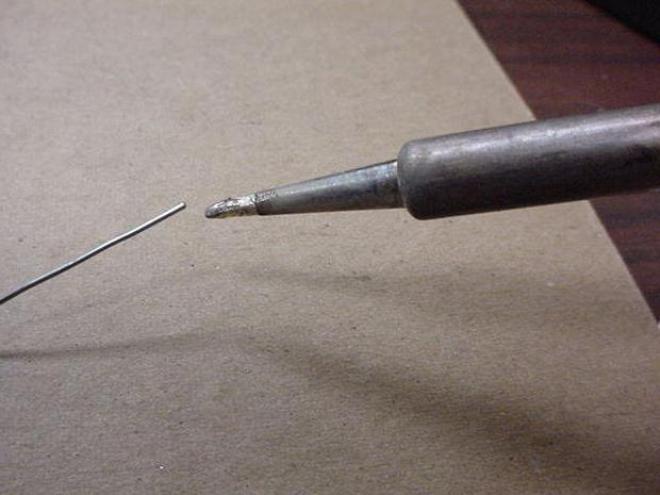
Этот способ рекомендуется выбирать в том случае, если есть хотя бы минимальный опыт работы с паяльником. Подойдет инструмент с самым тонким жалом. Припой нужен с маркировкой ПОС60, поскольку у него меньшая температура плавления (всего 180 градусов). Кроме того, он имеет форму трубки со смолой внутри. Смола в данном случае выполняет роль флюса и предотвращает окисление металла. Паять серебро надо следующим образом:
- Зачистить обрабатываемую поверхность от грязи и черноты. В последнем случае поможет травильный раствор кислоты. Работать при этом надо в перчатках.
- Места соединений прогреть до температуры выше плавления.
- Теперь на это место уложить припой, на который предварительно нужно вложить флюс.
- Теперь этот участок надо прогреть паяльником до момента плавления припоя и равномерного его распределения по поверхности.
- Теперь цепочке надо дать время остыть, а потом шов зачистить наждачкой.
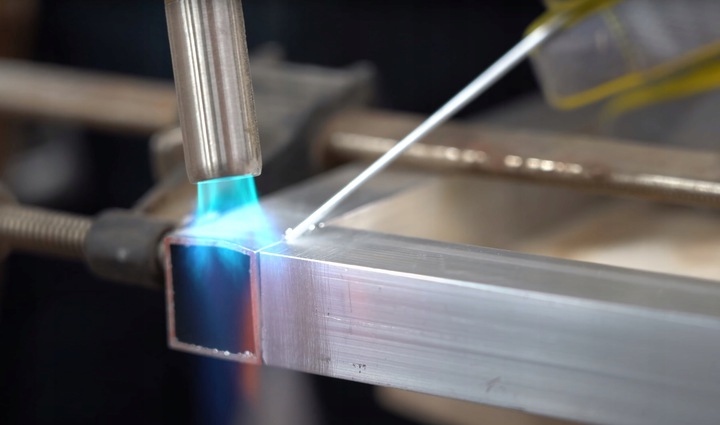
Пайка газовой горелкой
Паять серебро в домашних условиях газовой горелкой экономически выгодно. Пошаговая инструкция следующая:
- Серебряное кольцо или цепочку очистить от видимых загрязнений.
- Покрыть металл канифолью или самостоятельно приготовленным флюсом.
- Затем на место соединения материала положить полоску припоя, которую можно отрезать кусачками.
- Теперь горелкой равномерно прогреть поврежденное изделие сбоку, при этом постоянно надо следить за положением припоя – он должен оставаться на месте.
- Постепенно пламя горелки надо увеличивать. Делать это нужно до тех пор, пока припой для серебра не образует прочный шов. Если во время работы было обнаружено, что материала не хватает, то его можно добавить в процессе, качество ремонта от этого не пострадает.
- После того как сварка серебра будет закончена, отремонтированному изделию надо дать время остыть.
- После этого шов нужно протереть наждачкой с целью удаления остатков флюса и излишков припоя.
- При необходимости осветлить место стыка можно использовать травильный раствор кислоты.

Состав и его физико-химические свойства
Припои для пайки нержавеющей стали имеют определенный ряд металлов, которые входят в их состав. Каждый из них влияет на свойства общего материала, в зависимости от того, в каком процентном соотношении он там содержится. Среди них можно выделить следующие элементы состава:
Олово – является мягким металлом, температура плавления которого достигает 231 градус Цельсия. Оно растворяется в серной и соляной кислоте, но в большинстве случаев органические кислоты на него не воздействуют. При нахождении в условиях комнатной температуры материал не окисляется, но если температура упадет ниже 18 градусов, то кристаллическая решетка материала станет разрушаться и шов будет сереть.









Олово
Свинец – основным свойством данного материала является легкоплавкость. В чистом виде его практически не применяют, так как он оказывается слишком мягким, но это же помогает легче его обрабатывать. Окислению подвергается только та часть, которая контактирует с воздухом, то есть внешняя поверхность. Кислоты и щелочи с органикой и азотов легко растворяют свинец.

Свинец
Кадмий зачастую входит в легкосплавные припои, куда он добавляется в малых дозах, как правило, с оловом, свинцом или висмутом, так как в чистом виде является токсичным. Температура плавления достигает 321 градуса Цельсия. Обладает отличными антикоррозийными свойствами.

Кадмий
Висмут также относится к легкосплавным металлам. Температура плавления его достигает 271 градус Цельсия. Материал хорошо растворяется в азотной кислоте и в нагретом растворе кислоты серной.

Висмут
Сурьма относится к тугоплавким металлам. Температура его плавления составляет 630 градусов Цельсия. Материал имеет отличные антикоррозионные свойства. На него не действует воздух и он не подвергается окислению, но при этом металл является токсичным. Когда его применяют в припое, то он дает своеобразный глянцевый эффект.

Сурьма
Цинк является хрупким металлом, которые имеет серо-синий оттенок, температура плавления которого составляет 419 градусов. На воздухе быстро окисляется, поэтому, его применяют для спайки мест, которые находятся во влажных условиях, так как окислительная пленка сразу покрывает шов, которая его защищает. Он может легко растворяться в кислотах и используется преимущественно в твердых припоях.

Цинк
Медь это самый тугоплавкий из состава металл. Температура плавления достигает 1083 градуса Цельсия. Он не поддается воздействию воздуха, но через некоторое время может окислиться от влаги. Применяется в тугоплавких составах.

Медная проволока
Особенности выбора
Благодаря широкому выбору разновидностей всегда можно подобрать подходящий вариант. Твердые припои для пайки нержавейки используются в тех случаях, когда детали будут подвергаться механическому воздействию или же высоким температурам. Если особых сложностей в применении не предвидится, то подойдут и более дешевые легкосплавные материалы. Припой для нержавеющей стали стойкий к щелочам используется в химической промышленности.

Подготовка к пайке нержавейки
«Важно!Не стоит выбирать припой с температурой плавления ниже температуры эксплуатации.»
Особенности пайки нержавейки
- Сначала нужно очистить поверхность до блеска от различных пятен;
- Если требуется – нанести флюс на место будущей спайки;
- Разогреть металл до нужной температуры, как того требует технология;
- Когда флюс начнет действовать, то можно наносить припой;
- Разгладить припой по поверхности места спайки ровным слоем;
- Если не хватило материала, нанести еще, а потом дать остыть;
- Очистить остатки флюса.
Почему серебряные цепочки рвутся? Топ-3 причин
- Изделие с браком. Но просто так в магазине порванную цепочку обратно не примут: нужно провести экспертизу, чтобы доказать заводской брак. Если экспертиза подтвердит, что виноват изготовитель, то покупатель вернет себе потраченные деньги — и за украшение, и за экспертизу.
- Пустотелость. Да, цепочки часто делают пустотелыми — это не слишком практично, зато удешевляет стоимость украшения. На такие цепи нельзя вешать тяжелые кулоны, а еще они могут рваться от малейшего механического воздействия.
- Ношение тяжелых кулонов. Чтобы не допустить чрезмерной нагрузки на цепочку, учитывайте соотношение веса цепи и кулона.
Чем паять нержавейку

Иногда пайка нержавеющей стали предпочтительнее сварки. Пайку применяют для тонкостенных изделий, на которые нет сильной нагрузки, и в тех случаях, когда не хотят получить коробление от нагрева.
При этом надо учитывать, что некоторые виды нержавейки требуют к себе определенного подхода с учетом их состава и технологии изготовления. К примеру, наклепанные нержавеющие сплавы при высокой температуре растрескиваются, поэтому их пайку проводят без нагрузок, предварительно проведя отжиг металла. Есть и другие тонкости.










Как правильно паять в домашних условиях
Чтобы правильно припаять между собой две заготовки из нержавейки, надо грамотно подготовиться к процессу. Для этого в качестве флюса лучше использовать ортофосфорную кислоту или хлорид цинка, который обычно называют паяльной кислотой. Паяльник нужен мощностью 100 Вт. Что касается припоя, то в домашних условиях проще паять нержавейку оловом.
Первый этап процесса – очистка кромок двух деталей из нержавейки. Для этого используется наждачная бумага или напильник с мелкими насечками. Затем надо провести облуживание подготовленных кромок.
https://www.youtube.com/watch?v=8WAYiLyvW5Au0026t=9s
Для этого соединяемые плоскости обрабатывают флюсом, затем паяльником разогревают припой, который наносят на концы двух заготовок. Припой должен остаться на жале паяльника, а уже от него должен быть перенесен на плоскости, которые предстоит залудить.
Если олово не прилипло к нержавейке, то процедуру надо повторить, предварительно нагрев концы соединяемых деталей.
Как только облуживание произошло, можно переходить к пайке с внесением в зону соединения флюса и припоя. По окончанию процесс кислота смывается водой.
Полезные советы
Специалисты, которые не раз имели возможность проводить пайку нержавеющей стали, уверяют, что данный процесс не так сложен. Вот несколько рекомендаций от них в случае использования паяльника:
- использовать для пайки надо паяльник с необгораемым жалом;
- мощность инструмента варьируется в диапазоне 60-100 Вт, оптимально 100. Выше использовать не стоит, перегрев заготовок – это перегрев припоя, который начнет закипать. Ниже тоже не желательно, потому что не будут образовываться молекулярные связи между всеми металлами, которые участвую в процессе пайки;
- после каждой операции жало инструмента рекомендуется очищать. Иногда приходится его затачивать;
- паять лучше оловянными прутками или оловянно-свинцовыми. Второй вид для стыковки пищевой нержавейки не используются. Чисто оловянный припой придется хорошо разогреть, хотя бы до консистенции размякшего пластилина. Вообще, металл должен быть жидким, именно в таком состоянии он сможет прилипнуть к стали;
- в качестве флюса используется ортофосфорная кислота. Канифоль, в силу нейтральности, для нержавейки не применяют;
Обязательно надо придерживаться техники безопасности, тем более, если пайка проводится в домашних условиях. Надо применять средства индивидуальной защиты, а так же организовать проветривание помещения или его вентиляцию.
Как видите, предостережений немало. Но учитывая их, можно говорить о высоком качестве конечного результата.
Как паять серебро паяльником?
Пайка рассматриваемого металла в условиях своего быта – полезный опыт, который может пригодиться в будущем. Пайка представляет собой создание неразъемного соединения металлических элементов, выполненных из серебра, при помощи легкоплавкого материала (температура плавления последнего существенно ниже аналогичного показателя основного материала).
Технологическая часть процедуры может отличаться в зависимости от типа металла, условий пайки, а также многих других факторов, перечислять которые полномерно — нецелесообразно. Таким образом, пайка электронных печатных плат своими руками и ремонт ювелирных украшений может существенно отличаться.
Доверить украшение можно как профессионалу, так и взяться за работу самому, своими руками. Однако для этого понадобится обуздать некоторую полезную информацию, а также быть проинформированным об установленном порядке действий, если вас всерьез интересует пайка.
Материалы, инструменты, необходимые для работы:
- Электрический паяльник;
- Припой;
- Флюс (колофоний).
- Первым делом стоит знать, что в электронике пайка деталей, в состав которых входит серебро, зачастую требует применения припоя. Работа в таких случаях выполняется припоем ПОС-60, плавящимся при температуре 180 гр. С. Таким образом, сначала следует позаботиться о наличии припоя для пайки электронных схем. Выпускается подобный тиноль в форме тонких трубочек, заполненных смолой. Смола в припое, в свою очередь, выполняет роль флюса, защищая поверхность металла от окисления.
- Далее подлежащая пайке рабочая поверхность деталей зачищается своими руками, при этом необходимо удалить образовавшиеся за долгое время оксидные пленки. Стоит отметить, что только в таком случае вы сможете достигнуть в домашних условиях качественного внутреннего соединения материала с серебром.
- Следующим этапом в месте потенциального соединения вы должны создать качественный прогрев поверхности до температуры, которая должна быть выше температуры плавления припоя. Здесь могут возникать некоторые трудности при нагреве существенных поверхностей с достаточно хорошей теплопроводностью, поскольку паяльник может не справиться с качественным прогреванием детали по причине своей слабой мощности.
- Пайка серебряных деталей требует тщательной защиты места соединения металла от воздействующего на него негативным образом воздуха. С этой целью можно применять наиболее подходящий флюс (колофоний), которому будет посильно создание защитной пленки в том месте, где будет производиться пайка. Во время расплавления припоя флюс способен равномерно распределяться по металлической поверхности.
- Пайка ювелирных изделий из серебра производится высокотемпературным припоем, который соответствует пробе металла, либо посредством припоев с более низкопробными материалами с наличием серебра в составе. Соединение серебра при помощи олова должно проводиться преимущественно в крайних случаях, при острой необходимости. Подобная мера необходима из-за того, что в дальнейшем ремонт серебряного украшения может стать довольно затруднительным. Таким образом, мастер не будет проинформирован о вмешательстве олова в металл, начет паять его высокотемпературным припоем. При таких обстоятельствах изделие попросту сгорит, и мастер не будет в этом виновен. Разумеется, если вы своими руками – самовольно — решили ремонтировать цепочку, браслет или какой-либо другой ювелирный предмет из серебра, и не собираетесь обращаться за помощью к специалисту, груз ответственности будет меньшим.
Читать также: Когда было изобретено электричество в каком году





