

Назначение и классификация токарных станков
К токарным относят большую группу станков, предназначенных в основном для обработки заготовок в виде тел вращения из металлов.
Основными технологическими операциями, выполняемыми на токарных станках, являются точение цилиндрических, конических, фасонных, а также торцевых поверхностей заготовок, вращающихся соосно оси шпинделя, и нарезание резьбы.
Функциональные возможности токарных станков могут быть существенно расширены благодаря использованию на токарном оборудовании специальных приспособлений, позволяющих производить фрезерование, сверление, шлифование и некоторые другие виды обработки.
Основу токарной группы составляют токарные автоматы и полуавтоматы, токарно-винторезные, токарно-револьверные, токарно-карусельные, лоботокарные станки.
Для наружной и внутренней обработки поверхностей единичных и малых групп заготовок, включая нарезание резьбы, используют различные модели токарно-винторезных станков.
Для обработки малых и больших групп заготовок сложной формы из прутка или штучных заготовок, требующих применения большого числа наименований инструмента, предназначены токарно-револьверные станки.
Для обработки поверхностей разнообразных по форме заготовок, у которых диаметр намного больше длины, используют токарно-карусельные станки. Они отличаются от других токарных станков вертикальным расположением оси вращения планшайбы, к которой крепят обрабатываемую заготовку.
Для обработки заготовок большого диаметра (до 5 м), используемых при изготовлении деталей в единичном производстве, применяют лоботокарные станки.
Токарные станки классифицируют:
- по виду обрабатываемого материала (сталь, чугун, цветные металлы, пластмасса и др.);
- точности обработки (классы Н, П, В, А, С,);
- виду производства (единичное, мелкосерийное, серийное, крупносерийное, массовое);
- массе станка (легкие, средние, крупные и тяжелые);
- максимальному диаметру заготовки (D) обрабатываемой детали или высоте центров над станиной (100…5000 мм);
- наибольшей длине обрабатываемой детали L (125…24 000 мм).
Обычно к легким относят токарные станки с максимальным диаметром обрабатываемой заготовки D = 100… 200 мм, средним — D = 260…500 мм, крупным D = 630…1250 мм, тяжелым —D = 1600…5000 мм.
На средних по массе токарных станках в машиностроении и металлообработке выполняют 70…80 % общего объема токарных работ. Их используют для выполнения получистовой и чистовой обработок деталей из заготовок, нарезания резьбы. Они имеют достаточно высокий уровень автоматизации. Для расширения технологических возможностей их оснащают различными приспособлениями, облегчающими труд токаря и повышающими качество обработки.
Токарные станки имеют достаточную мощность, высокую жесткость и широкий диапазон частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали с использованием прогрессивных инструментов из твердых и сверхтвердых материалов.
Легкие токарные станки применяют в инструментальном производстве, часовой промышленности, приборостроении, электротехнической промышленности, экспериментальном и опытном производстве.
Крупные и тяжелые токарные станки применяют для обработки деталей тяжелого, энергетического и транспортного машиностроения при изготовлении атомных реакторов, роторов турбин, генераторов, тяговых электродвигателей электровозов и др. Станки этого типа менее универсальны, чем станки среднего типа, и приспособлены в основном для обработки определенных крупных деталей.
Токарные станки, выпускаемые станкостроительными заводами России, имеют буквенно-цифровое обозначение. Расшифровка буквенно-цифрового обозначения токарного стана дает представление о его основных характеристиках (тип, размеры обрабатываемой заготовки, точность обработки и т.д.).
Токарный станок Р-105: технические характеристики, узлы, схемы | мк-союз.рф

Необходимость обработки небольших деталей возникает в обслуживающих, ремонтных организациях. Малые предприятия, не связанные с металлообработкой также нуждаются в мелкой работе по изготовлению необходимых элементов. Домашние мастера ищут оборудование, чтобы реализовать свои идеи, заниматься любимым хобби.
Хорошим решением в этой ситуации станет приобретение желаемого оборудования. Токарный настольный станок Р 105 относится к этому классу инструментов. Стоимость демократична, а перечень выполняемых операций позволит решить задачи по изготовлению деталей из металла и других материалов.
Основные узлы Р 105
Станок предназначен для широко круга пользователей и простых операций. По этой причине он не оснащен специфическими узлами, характерными для профессионального оборудования. Но с базовыми операциями он отлично справляется. Элементы конструкции станка Р 105:
- Корпус. Металлическая основа, позволяющая гарантировать точность работы,
- Передняя бабка. Блок включает в себя механическую часть станка, двигатель, патрон,
- Задняя бабка. Передвигается по направляющим станины с возможностью надежной фиксации в любом месте, установки сверел, зенковок, разверток в пиноли с конус Морзе 2. Имеется выдвигающаяся вручную пиноль с гравированной линейкой на 50 мм,
- Фрезерная головка. Малая мощность и ограниченный диапазон движение позволяет выполнять лишь простые операции, например, изготовление пазов.
Станок металлический, поэтому необходимым требованием при подключении является обязательное его заземление. Улучшить производительность и возможности оборудования позволит замена штатного резцедержателя. Приобрести его можно отдельно, либо заказать у мастера собственную конструкцию.
Назначение и область применения
На станке обрабатывается не только металл. Характеристики оборудования позволяют изготавливать детали из других материалов: дерева, пластика, композитов. Широко используется станок Р 105 в мастерских. Любят его домашние умельцы. При имеющемся навыке работы достигается высокая точность изделий. Преимуществом является качественная станина с хорошим диапазоном хода суппорта. Конструкция стабильна под нагрузкой и позволяет выполнять качественную обработку изделия по всей его длине.
Труба Икапласт 160 мм ПНД или (Труба ПЭ), что расшифровывается как труба из Полиэтилена Низкого Давления в последние годы заняла лидирующие позиции при строительстве наружных инженерных сетей. Она применяется на строительстве объектов любой сложности и в различных областях. Трубы ПНД в отличие от уже устаревших стальных, керамических и бетонных могут похвастаться:
- Более демократичной ценой,
- Низким весом, благодаря чему Труба ПНД удобна в монтаже и транспортировке,
- Устойчивостью к коррозии,
- Герметичностью,
- Стойкостью к ударным нагрузкам,
- Значительно большим сроком службы.
Подключить станок можно практически везде. Он легко транспортируется и эксплуатировать его можно как мобильное устройство. Достаточно иметь питание и ровную поверхность для установки. Станок экономичен, надежен и долговечен.
Подойдет для решения производственных задач, реализации домашних идей, занятием любимым хобби. Невысокая стоимость при коммерческом использовании быстро окупается.
Назначение
Цели эксплуатации станка Р105 — обработка деталей малого размера, из металла и сплавов низкой и обычной твердости. Его сфера применения — домашние и небольшие мастерские, а также мобильные пункты оказания услуги оперативных ремонтных работ.
Описание особенностей, характеристик данного агрегата позволяет понять, что он легко разместится в задней части Газели-фургона. При этом потребляемая мощность позволяет запитать станок даже от аккумулятора автомобиля.
Изначально модель разрабатывалась, в том числе, для мелких работ с высокими требованиями к точности. С ее помощью можно резать пазы, протачивать коллекторы. Кроме этого, Р105 позволяет выполнять следующие типы операций:
- точение как цилиндрических, так и поверхностей сложной формы;
- фрезерование с некоторыми ограничениями (пальчиковая фреза располагается в горизонтальном положении).
Так как станок имеет малые размеры, для комфортной работы на нем понадобится стол. Конструкция последнего должна обеспечивать достаточную жесткость для гашения вибрации от устройства и увеличения точности обработки заготовок.
Стоит отдельно отметить недостатки устройства, ограничивающие количество вариантов его применения. Станок Р105 не способен нарезать резьбу. Не предлагается механизированная подача суппорта. Пользователи отдельно отмечают недостатки штатного резцедержателя суппорта, из-за чего разработаны некоторые варианты его модификации. Самодельный узел — гораздо лучше выполняет свои функции.
Как устроены станина и передняя бабка станка
Станина является несущим элементом, на котором устанавливаются и фиксируются все остальные конструктивные элементы агрегата. Конструктивно станина представляет собой две стенки, соединенные между собой поперечными элементами, придающими ей требуемый уровень жесткости. Отдельные части станка должны перемещаться по станине, для этого на ней предусмотрены специальные направляющие, три из которых имеют призматическое сечение, а одна – плоское. Задняя бабка станка располагается с правой части станины, по которой перемещается благодаря внутренним направляющим.
Читать также: Заточные станки для заточки фрез

Литая станина токарного станка усилена ребрами жесткости и имеет отшлифованные и закаленные направляющие
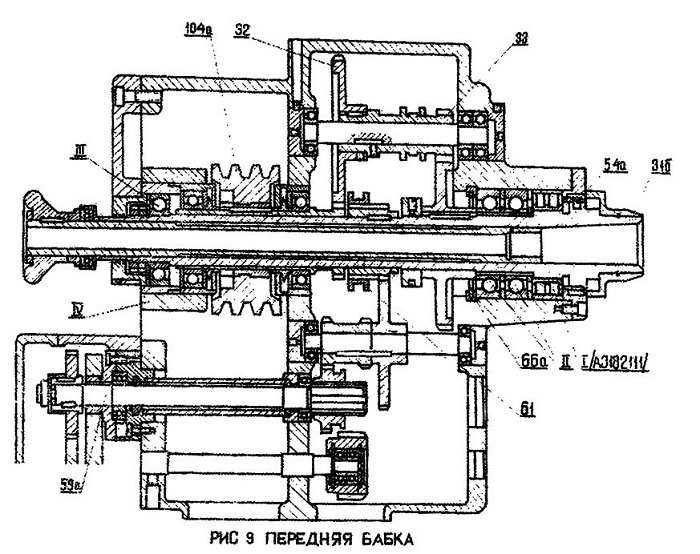
Передняя бабка одновременно выполняет две функции: придает заготовке вращение и поддерживает ее в процессе обработки. На лицевой части данной детали токарного станка (она также носит название «шпиндельная бабка») располагаются рукоятки управления коробкой скоростей. При помощи таких рукояток шпинделю станка придается требуемая частота вращения.










Для того чтобы упростить управление коробкой скоростей, рядом с рукояткой переключения располагается табличка со схемой, на которой указано, как необходимо расположить рукоятку, чтобы шпиндель вращался с требуемой частотой.

Рычаг выбора скоростей станка BF20 Yario
Кроме коробки скоростей, в передней бабке станка размещен и узел вращения шпинделя, в котором могут быть использованы подшипники качения или скольжения. Патрон устройства (кулачкового или поводкового типа) фиксируется на конце шпинделя при помощи резьбового соединения. Именно данный узел токарного станка отвечает за передачу вращения заготовке в процессе ее обработки.
Устройство и принцип работы токарно-фрезерного станка Р105
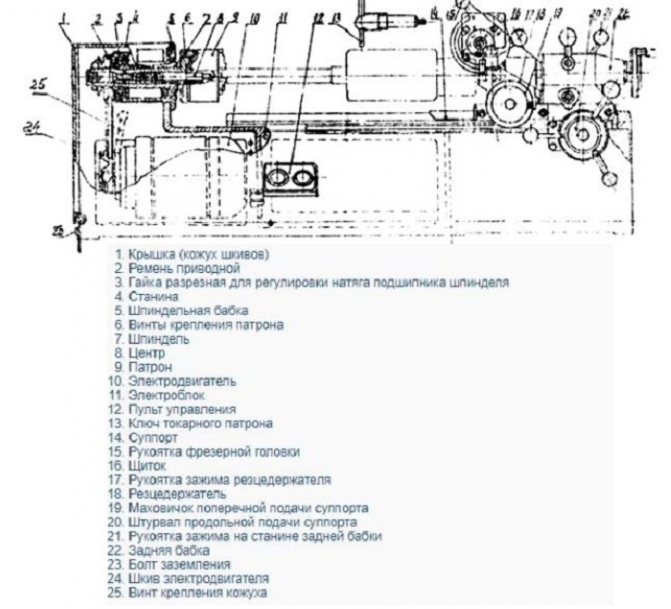
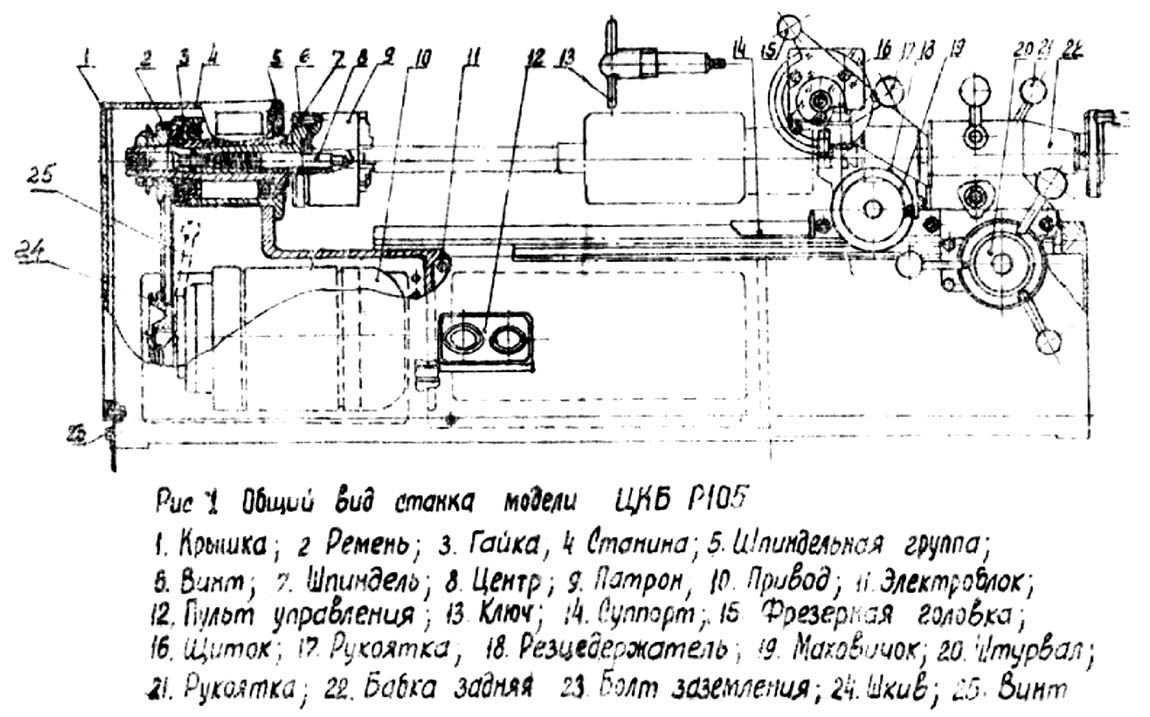
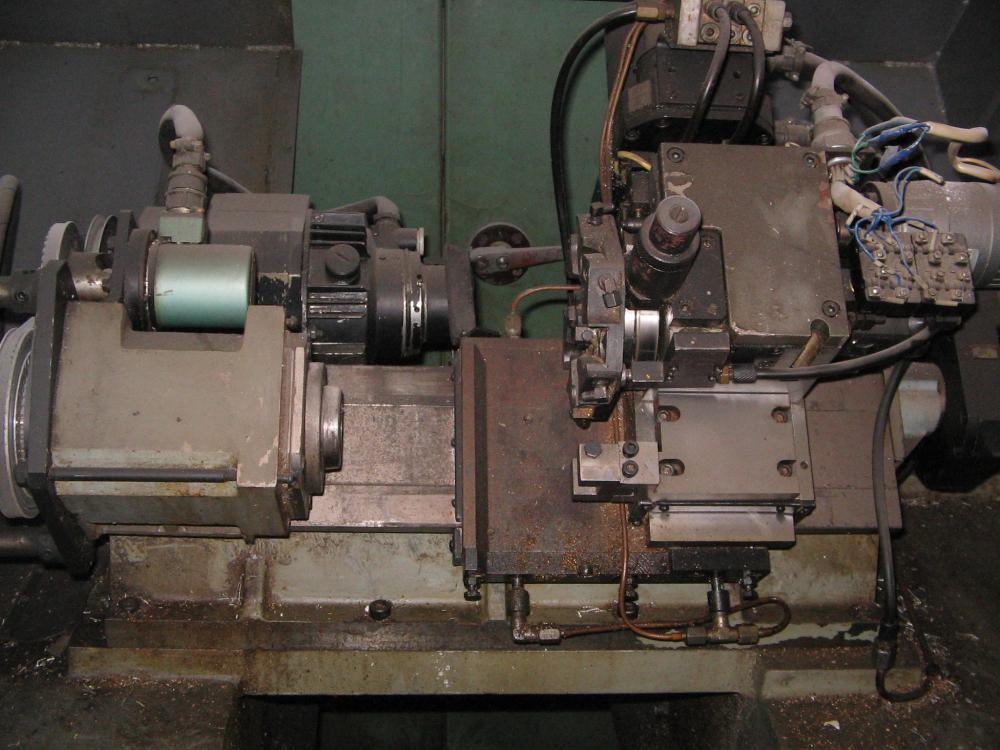
Станок состоит из станины 4 (рис. 1), задней бабки 22, суппорта 14, шпиндельной группы 5, фрезерной головки 15, привода 10, электроблока 11 и патрона 9.
Станина — литая, в верхней левой части имеет выступ, являющийся корпусом передней бабки.
Направляющие станины типа «ласточкин хвост». Станина имеет три люка: торцовый, обеспечивающий доступ к ременной передаче 2 и два задних, через один из которых вставляется привод шпинделя, а через второй — электроблок, смонтированный на крышке люка. Торцовый люк закрывается крышкой 1, имеющей специальные вентиляционные окна. На передней стенке станины расположен пульт управления станком 12, на котором смонтированы кнопки «пуск» и «стоп».
Задняя бабка — установлена в направляющем пазе и может по нему передвигаться в зависимости от длины устанавливаемого якоря. Фиксация бабки в определенном положении на станине осуществляется с помощью рукоятки 21, приводящей в действие эксцентриковый зажим. Пиноль задней бабки имеет конус Морзе № 2.
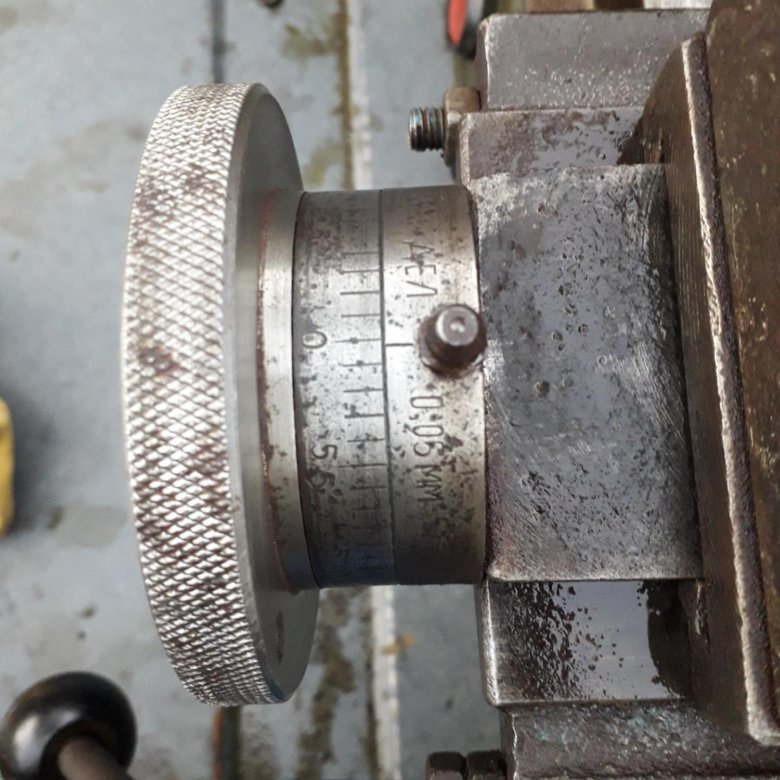
Суппорт перемещается по направляющим станины в продольном направлении посредством реечной передачи с ручным приводом от штурвала фартука 20, закрепленного на нижней стороне передней балки плота. Поперечная подача осуществляется с помощью маховичка 19. Цена деления гайки указателя поперечной подачи 0,05 мм На поперечном суппорте установлен резцедержатель 18, в котором с помощью винтов крепится режущий инструмент. На задней стенке плота предусмотрено место крепления кронштейна фрезерной головки 15.
Шпиндельная группа — состоит из стакана 5, в котором на двух шарикоподшипниках установлен шпиндель 7 с отверстием конус Морзе № 4.
Регулировка натяга в подшипниках шпинделя осуществляется с помощью разрезной гайки 3, путем поджима наружного кольца подшипника. Шпиндельная группа с помощью винтов прифланцовывается к корпусу передней бабки. Привод шпинделя осуществляется клиноременной передачей 2 непосредственно со шкива электродвигателя 24 на шкив шпинделя.
Фрезерная головка — устанавливается на задней стенке суппорта. Головка представляет собой поворотный кронштейн с закрепленным на нем электродвигателем и микропереключателем.
Положение головки по высоте регулируется с помощью винта, имеющего на своей поверхности накатку. Фреза крепится непосредственно на валике, установленном на валу электродвигателя.
Привод шпинделя — смонтирован на задней крышке и состоит из электродвигателя мощностью 400 Вт и натяжного устройства.
Электроблок — устанавливается через задний люк станины и крепится к ней четырьмя винтами. На блоке смонтированы два магнитных пускателя, набор зажимов, предохранитель, штепсельное соединение и провода. Электроблок смонтирован таким образом, что его можно целиком вынуть через люк станины при наладке или ремонте.
Расположение составных частей токарного станка Р-105

Расположение основных узлов токарного станка Р-105
Перечень составных частей токарного станка Р-105
- Крышка (кожух шкивов)
- Ремень приводной
- Гайка разрезная для регулировки натяга подшипника шпинделя
- Станина
- Шпиндельная бабка
- Винты крепления патрона
- Шпиндель
- Центр
- Патрон
- Электродвигатель
- Электроблок
- Пульт управления
- Ключ токарного патрона
- Суппорт
- Рукоятка фрезерной головки
- Щиток
- Рукоятка зажима резцедержателя
- Резцедержатель
- Маховичок поперечной подачи суппорта
- Штурвал продольной подачи суппорта
- Рукоятка зажима на станине задней бабки
- Задняя бабка
- Болт заземления
- Шкив электродвигателя
- Винт крепления кожуха
Любительское оборудование
Обработка деталей на ТВС под любительские потребности невозможна, когда в вашем распоряжении 1-2 резца. Творческая работа непредсказуемо затянется, если придётся самостоятельно подыскивать ремни, шестерни или валы. Ремонтопригодность и комплектация – основные моменты, заслуживающие внимания пользователя токарного оборудования начального уровня.
1. Калибр СТМН-550/350 – от 41 000 руб.
Лёгкий и компактный станок начального класса позволяет выполнять весь спектр работ «взрослых» моделей. Сборка и настройка в соответствии с инструкцией гарантируют точность работы. Предварительная подготовка заготовки, съём стружки не более 0.2 мм за один проход, ТО через каждые 50 часов работы положительно сказывается на состоянии оборудования. Вплоть до того, что рабочий ресурс может превысить заявленные производителем 3 года. Личный «краш-тест» с увеличением нагрузки сверх рекомендованной, привел к отключению двигателя. Так электронная система защиты предотвращает чрезмерный износ пластиковых шестерёнок и выгорание обмоток электромотора.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 350 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 0 — 2500 |
| Вес, кг | 40 |
| Особенности базовой комплектации |
|
| Родина бренда/страна производитель | Россия/ Китай |
На следующем видео автор рассказывает о впечатлениях работы на этом станке. Так же поделился о своих небольших доработках, которые сделал за время владения агрегатом:
2. Кратон MML-01 – от 52 169 руб.
Очередная вариация увлекательного конструктора на тему ТВС российско-китайского производства. Станок получил известность за счёт коллекции резцов, набора шестерёнок для настройки автоподачи суппорта и ремонтопригодности. По мере сборки оборудования необходимо удалять с деталей консервирующий состав. Соблюдайте рекомендованную периодичность нанесения смазки и периодически проверяйте положение деталей привода. До первого запуска под нагрузкой имеет смысл разобрать корпус передней бабки и надёжно затянуть винт крепления вилки, меняющей положение шестерёнок первичного вала. Эта простая операция убережёт вас от серьёзных последствий, вызванных попаданием выкрутившейся мелочёвки в жерла работающего механизма. Косяк этого ТВС — пластиковые шестерни, которые ломаются при неаккуратной эксплуатации. Проблема решается заменой на чугунные.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 180 |
| Расстояние между центрами, мм | 300 |
| Диаметр сквозного отверстия шпинделя, мм | 16 |
| Частота оборотов, об/мин | 50 — 2500 |
| Вес, кг | 38 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Привожу видео — отзыв владельца этого аппарата после месяца эксплуатации. Автор поделился полезными мелкими доработками:
3. Корвет 402 – от 77 529 руб.
Несмотря на некоторое сходство тактико-технических характеристик, воронежский Энкор выделяется на фоне других лёгких ТВС, произведённых в КНР. О чем честно сообщается пользователю на первой странице инструкции. Среди прочих отличий я отмечу удлинённую базу и качественные комплектующие. Благодаря чему рекомендованная глубина съёма стружки составляет 0.2 мм, максимальная 0.3 мм. Ни у одного станка, из числа ближайших аналогов, нет такой возможности. Увеличенные габариты рабочей зоны и настоящие 0.75 кВт однофазного двигателя, в полной мере покрывают потребности домашнего мастера. Большой вес снижает вибрацию и увеличивает устойчивость настольного станка.
| Характеристика | Значение |
|---|---|
| Допустимый диаметр обрабатываемой заготовки над станиной, мм | 220 |
| Расстояние между центрами, мм | 500 |
| Диаметр сквозного отверстия шпинделя, мм | 20 |
| Частота оборотов, об/мин | 100, 250, 350, 500, 900, 1800 |
| Вес, кг | 105 |
| Особенности базовой комплектации |
|
| Разработка/ производство | Россия/ Китай |
Вот обзор этого станка. Приводятся ТТХ агрегата, продемонстрирован его функционал:
https://youtube.com/watch?v=7Ltp3drNlyg
Проблемы со шпинделем и особенности ремонта
Шпиндель – довольно дорогая деталь, а потому менять его необходимо в крайних случаях. В большинстве вариантов его проще отремонтировать.
- В случае износа шейки ее необходимо заточить, отполировать с использованием пасты ГОИ.
- Проверка размеров конуса выполняется после зачистки наждачной бумагой и шлифовки. Используется специальный калибр.
- При неправильной форме посадочного гнезда, которая чаще всего случается из-за отсутствия регулярной чистки, следует расточить гнездо под переходную втулку, в которой формируется конус стандартной конфигурации.
Перед расточкой необходимо в обязательном порядке провести обкатку подшипников. Их подтягивают, проверяют биение, а затем соответствие нормам точности по ГОСТу.
Токарный станок ИТ-1М относится к надежному оборудованию с высоким уровнем производительности. Они успешно используются в домашних мастерских и небольших цехах. Оборудование в стандартной комплектации выполняет все основные токарные функции, при добавлении дополнительного оборудования функционал станка значительно расширяется.
Применение модели Р105
Специализация Р105 значительно ограничила его возможности при решении чисто токарных задач. В фабричной комплектации станок может быть использован при точении металлов, дерева, пластмасс. Невысокая мощность привода главного движения станка не позволяет снимать большое количество металла за один проход. Также невозможно точение конусов, нарезание резьбы, обработка крупных заготовок. Токарный шпиндель не имеет сквозного отверстия, что делает не возможным зажим прутков через патрон. Фрезерная головка позволяет выполнять пазы на поверхности цилиндрических изделий из мягких материалов. Использовать ее для обработки стали не получится. Это же справедливо и для полноценной фрезеровки. Значительное количество недостатков частично нивелируется высокой прочностью и долговечностью станка.
От Р105 не следует ожидать выдающихся результатов. Особенности конструкции не позволят создавать сложные детали. Прерогатива токарного станка — изделия небольшого диаметра длиной до полуметра.
Часть недостатков может исправить доработка конструкции. Если не требуется обязательной фрезеровки пазов, фрезерную голову лучше демонтировать. Слабый двигатель все равно не позволит выполнять сколь-нибудь серьезные операции. Рекомендуется установить более мощный электродвигатель главного движения. Применение преобразователя частоты с однофазным питанием увеличит диапазон регулирования частоты вращения, а также позволит подключать станок к бытовой электросети. По механической части следует заменить резцедержку и настроить заднюю бабку. Дополнительно рекомендуется модернизировать токарный шпиндель и механизм поперечной подачи.






Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструкция токарно-винторезного станка
На станине неподвижно закреплены:
- передняя бабка;
- коробка подач;
- гитара;
- электродвигатели.
По направляющим перемещается суппорт с резцедержателем и фартуком. Справа стоит задняя бабка.
Передняя бабка
Передняя бабка – самый сложный и массивный узел токарного станка 1П611. Она расположена на станине слева, выше линии направляющих.
В нее вмонтировано несколько узлов:
- шпиндель с подшипниками;
- привод подачи;
- переборные шестерни;
- механизм управления.
Упорные и радиальные подшипники принимают на себя нагрузки на шпиндель и делают вращение равномерным. Снаружи передней бабки, в рабочей зоне, на шпиндель крепится патрон с кулачками для фиксации детали.
Гитара
Без гитары станок может работать, но резьбы нарезать не получится. Набором шестерен с определенным количеством зубьев, регулируется шаг – перемещение резца за определенный размер за один оборот шпинделя – детали.
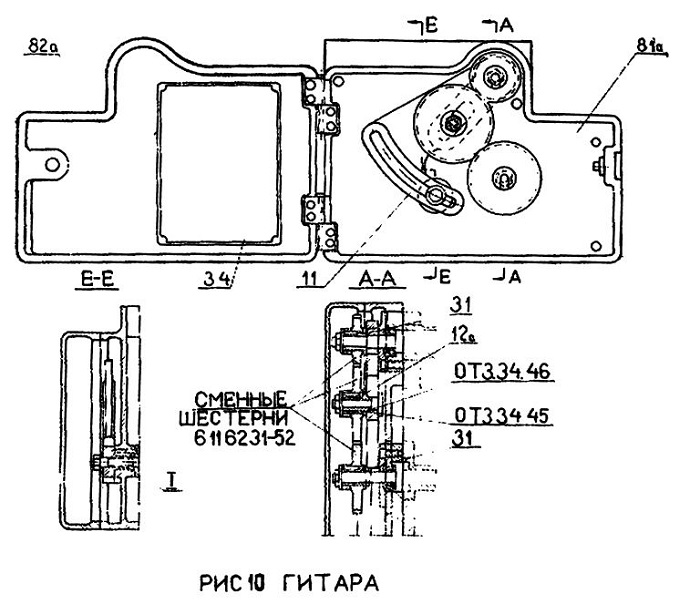
Приклон гитары поворачивается, изменяя межцентровое расстояние между шестернями. Это обеспечивает качественное зубчатое зацепление колес с разным количеством зубьев. В рабочем положении конец приклона зажимается болтом.
Суппорт
Подвижный узел суппорт перемещает режущий инструмент по направляющим вдоль станка. На нем установлены:
- фартук с механизмом управления подачи;
- салазки с резцедержателем.
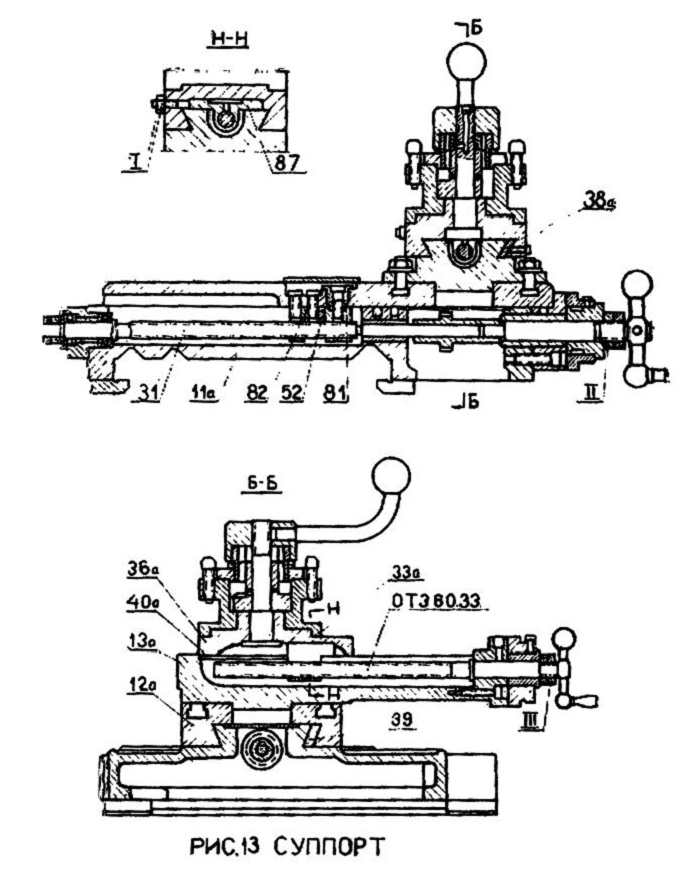
Через фартук проходят ходовой винт и вал. Внутри стоят зубчатые муфты. Перемещение режущего инструмента перпендикулярно оси станка осуществляется движением, резцедержателя по поперечным направляющим в верхней части салазок.
Задняя бабка
Стоящая справа на направляющих задняя бабка используется для выполнения операций:
- фиксации в центрах длинных деталей;
- сверловки;
- зенкерования;
- нарезки внутренней резьбы метчиком.
Горизонтальное смещение пиноли с центром, позволяет точить конусные валы с малым углом. Корпус перемещается 2 винтами, расположенными у основания узла.

Задняя бабка стоит на направляющих станины и перемещается по ним. Фиксируется прижимными планками, расположенными снизу. Пиноль с инструментом приводится в движение ручкой, выступающей справа из корпуса. Рычаг в верхней части впереди корпуса зажимает пиноль в рабочем положении.
Электрооборудование
Устройство электрической схемы станка 1П611 позволяет приводу, системе охлаждения и освещения включаться и работать независимо.
Электродвигатель привода
Приводной асинхронный электродвигатель имеет мощность 1,7 кВт, скорость вращения 3000 об/мин. Он установлен внизу, внутри левой стойки станины и через клиноременную передачу передает вращение на вал привода.

Электронасос охлаждения
Электронасос СОЖ мощностью 0,12 кВт располагается на правой стойке. Там же на передней стороне корпуса находятся кнопки его запуска и остановки. Включается система охлаждения независимо от работы привода станка.
Переключатель управления
Вводным выключателем подается и отключается напряжение силовых и управляющих цепей. Переключатель запускает шпиндельную бабку и задает направление:
- вращение шпинделя прямое или обратное;
- отключение вращения патрона и торможение.
Отключение вращения и срабатывание тормоза происходит при возврате рукоятки в нейтральное положение.
Местное освещение
Лампочка местного освещения установлена сзади на корпусе суппорта и движется синхронно с инструментом. Светильник представляет собой плафон на гибкой стойке. Он работает от постоянного тока 36 В.
Тормозное сопротивление
Торможение двигателя происходит за счет включения обратного тока и сопротивления при нажатии на кнопку «Стоп».
Пусковая и защитная аппаратура
На передней панели правой станины расположен входной выключатель. Ниже него кнопки включения освещения и охлаждения.
На левой стойке ниже передней бабки изменяется направление и скорость вращения шпинделя.
Для защиты рабочего от поражения током и предупреждения аварийных ситуаций, электросхема станка, кроме заземления имеет:
- предохранители от коротких замыканий;
- тепловые реле от перегрузок;
- магнитный пускатель.
Вся защитная аппаратура указана в электрической схеме оборудования.
Принцип работы
С двигателя через ременную передачу вращение передается на перебор. Зубчатая муфта соединена с шестерней на шпинделе. Она вращает его и патрон с зажатой в кулачках деталью со скоростью 33,5–3000 об/мин.
Ведущий вал, получающий обороты от коробки подач, проходит ниже направляющих через фартук. В нем зубчатые муфты превращают вращательное движение в поступательное. Вместе с суппортом перемещается режущий инструмент вдоль детали.
Модификации двигателя М-105
М-105 Базовая модификация.
М-105Р Устанавливался на бомбардировщики, имел уменьшенное передаточное число редуктора (0,59 вместо 0,666).
М-105РА Модификации 1941 г. Дальнейшие конструктивные улучшения, в частности, усиление картера и главного шатуна, гиперболическую расточку подшипников коленчатого вала для уменьшения износа, установку более надежного беспоплавкового карбюратора.







М-105ПА Улучшенная конструкция. За счет снижения высотности увеличили мощность.
М-105П «Пушечный». Допускал установку пушки в развале блоков.
М-105ПФ (ВК-105ПФ, вместо М-мотор, получивший обозначение по имени конструктора — Владимир Климов). Форсированный вариант двигателя М-105П. Путем некоторого снижения высотности по сравнению с М-105П двигатель М-105ПФ существенно увеличил свою мощность. Для серийного выпуска пришлось усилить поршневые пальцы, доработать коленчатый вал, усилить некоторые детали ПНЦ и другие узлы. Двигатель М-105ПФ был достаточно надежным и простым в крупносерийном производстве. За время ВОВ было изготовлено около 91000 двигателей М-105 различной модификации, из них более 28000 — двигателей М-105ПФ. Двигатели ВК-105ПФ устанавливались на самолетах ЛаГГ-3, Як-1, Пе-2, Як-7, «105» и других.
М-105ПФ-2 (ВК-105ПФ-2) Поршневой двигатель ВК-105ПФ-2. Возможности модели М-105ПФ (ВК-105ПФ) без кардинальной переделки конструкции были исчерпаны именно на этой модификации. ВК-105ПФ-2 имел характеристики несколько превышающие характеристики своего прототипа ВК-105ПФ и, что главное, не требовал в при освоении и производстве дополнительного оборудования и оснастки, что позволило серийным заводам практически без остановки перейти на его производство с предыдущей модификации. Форсированный двигатель имел взлетную и номинальную мощность в 1290 л.с., а высотный номинал — 1240 л.с. на высоте 2200 м. Двигатель ВК-105ПФ-2 устанавливался на те же самолеты, что и ВК-105ПФ, так же его ставили на один из лучших советских истребителей Як-3.
Электрооборудование токарно-фрезерного станка Р105
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380/220 в, частотой 50 Гц.
Пусковая и защитная аппаратура смонтированы на крышке электроблока и пульте управления.
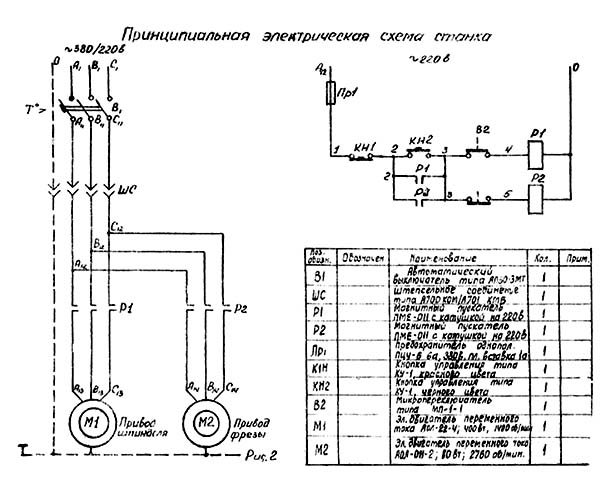
Электрическая схема токарного станка Р-105
Привод. Для привода шпинделя используется электродвигатель М1 (Рис. 2) переменного тока АОЛ-22-4 (M361) мощностью 0,4 кВт, с числом оборотов 1400 об/мин. Для привода фрезерной головки используется электродвигатель М2 переменного тока АОЛ-011-2 (M361) мощностью 80 Вт, числом оборотов 2760 об/мин.
Двигатель шпинделя управляется кнопками КН1 и КН2.
Включение и отключение двигателя фрезерной головки осуществляется микропереключателем В2.
Блокировка. При установке фрезерной головки в рабочее положение, контакты микропереключателя, установленного на кронштейне фрезерной головки переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включении двигателя шпинделя.
Защита. Электрооборудование станка защищено от коротких замыканий и перегрузок плавким предохранителем ПP1. Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей P1 и Р2.
Варианты и расшифровка вариантов модификаций
Маркировка оборудования показывает, какими особенностями оно обладает, его сферу применения.
Токарные станки имеют буквенное и числовое название. Буквенные обозначения характеризуют его конструктивные особенности: уровень автоматизации, степень точности обработки, модификацию, тип ЧПУ.
Значение букв в маркировке приборов:
- С – особая точность.
- В – высокая точность.
- Н – нормальная точность.
- А – особо высокая точность.
- П – повышенная точность.
Цифры обозначают:
- первая цифра 1 указывает на то, что это токарный станок;
- вторая цифра обозначает тип устройства;
- третья и четвертая – показывают особенности обработки.
Например, 16К20Т обозначает:
- 1 – токарный станок;
- 6 – тип лобовой;
- 20 – 200 мм основной параметр;
- Т – модифицированный.





