

Вязание арматуры своими руками
При всем многообразии специализированного строительного инструмента, не все частные застройщики имеют возможность его купить или взять в аренду. Для вязки прутьев не требуется дорогостоящего инструмента, ее к тому же можно сделать своими руками.
Для этого необходимо приобрести стальную вязальную проволоку. Она достаточно гибкая и прочная, имеет диаметр 2—3 мм. Чтобы ее согнуть, придется использовать пассатижи или специально сделанный крючок, который впоследствии закручивается вокруг арматуры и фиксирует ее. Некоторые умельцы выполняющие армирование своими руками иногда используют шуруповёрт, как более простой и легкий способ вязки. Если вязать с помощью проволоки, то для этого потребуется:
- Один из вариантов вязки каркаса основания с применением крючка. Умельцы иногда используют шуруповерт, как более лёгкий способ вязки прутьев арматуры своими руками.
отрезать кусок проволоки длиной около 30 см. Можно и больше, если ее не жалко, но концы будут мешать (включая лишние отходы);
- затем сложить проволоку пополам, чтобы увеличить жесткость и прочность;
- согнуть её по диагонали вокруг арматурного соединения и сделать небольшую петлю;
- в петлю установить крючок и равномерно, без лишних усилий, крутить по часовой стрелке, пока не станет тяжело оборачивать, или соединение станет достаточно прочным. Главное, не использовать силу, так как проволоку легко порвать и потом придется все начинать сначала;
- концы проволоки отрезать плоскогубцами и выбросить.
В случае армирования столбчатого фундамента арматурный каркас можно согнуть и затем фиксировать на оголовках специальными зажимами. Некоторые производители уже поставляют металлические или деревянные сваи со специальными зажимными скобами и муфтами. В таком случае достаточно выгнуть прут и вставить его в скобу. Скобу зажать и сверху проварить, сделать все это можно своими руками, используя минимум инструмента. В случае применения гладкой арматуры процесс вязки более трудоемкий, так как крюки будут постоянно отгибаться и без подручного специализированного инструмента не обойтись, как и без сторонней помощи.
Кинематическая схема правильно-отрезного станка ГД-162
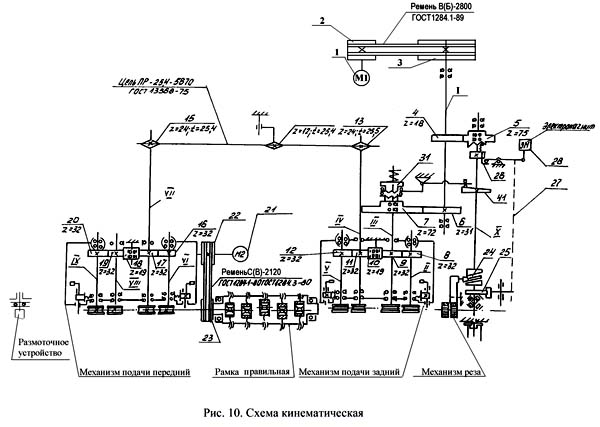
Описание кинематической схемы правильно-отрезного станка ГД162
Автомат представляет собой правильно-отрезной станок с вращающейся правильной рамкой, роликовой подачей и рычажным резом.
Привод подачи и реза осуществляется от двух скоростного электродвигателя 1 через клиноременную передачу (обозначение ремня приведено в приложении А) вращение передается маховику 3, который установлен на промежуточный вал I. Через цилиндрические шестерни 6,7, 8, 9, 10, 11 и 12 вращение передается двум парам подающих роликов заднего механизма подачи. А затем через цепную передачу и шестерни 16, 17, 18, 19 и 20 вращение получают две пары подающих роликов механизма подачи.
Отключение механизма подачи в момент реза производится посредством зубчатой муфты 31. Одна полумуфта 31 на шлицах посажена на валу III, вторая жестко связана с шестерней 7, которая постоянно вращается на валу III. При включенной муфте 31 вращение получает вал III и происходит подача материала. Включение и выключение муфты производится посредством кулака 41, закрепленного на валу Х и воздействующего на муфту через рычаг.
Правка материала осуществляется в направляющих втулках и в правильной рамке во всех плоскостях путем его многократного поперечного пластического изгиба волоками-заготовками, закрепленными в сухарях которые установлены в гнездах быстровращающейся правильной рамки.
Для регулировки зазора между нижними и верхними подающими роликами в зависимости от размера сечения материала оси роликов выполнены эксцентриковыми.
Привод правильной рамки осуществляется от электродвигателя 21 через клиноременную передачу.
Отрезка прутков осуществляется с помощью отрезной втулки, закрепленной в корпусе заднего механизма подачи и открытого ножа, закрепленного на двуплечем рычаге, свободно качающемся в оси.
Качание рычага производится посредством осевого кулака 24 жестко закрепленного на валу Х и воздействующего на консольный конический ролик рычага реза.
Включение механизма реза производится посредством пальцевой муфты 26. Одна часть с подпружиненным пальцем жестко закреплена на валу Х, вторая часть муфты сблокирована с шестерней 5, которая постоянно свободно вращается на валу Х.
При включении муфты реза получает вращение вал Х, после отключения муфты останов вала осуществляется дисковым тормозом постоянного действия.
Управление пальцевой муфтой осуществляется электромагнитом 28 который включается выключателем 40, связанным с механизмом отмеривающим.
Отрезанные прутки из канала приемного устройства сбрасываются вниз. Планка, закрывающая канал устройства, открывается в момент реза посредством кулака 25, который жестко закреплен на валу Х.
Меры безопасности
Работа станков смж 172 просит строгого выполнения всех правил безопасности. Не позволяется:
- применять с превышением показателей, установленных техническими спецификами;
- делать работу при плохом освещении, дожде;
- включать оборудование при снятой защите ножей разборном корпусе;
- работать при отсутствующем заземлении корпуса;
- делать техобслуживание, чистку смж, менять ножи при подключенном электрическом питании;
Оператор во время работ должен применять очки для защиты, шумовую защиту слуховых органов, каску.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как правильно вязать и гнуть арматуру для фундаментов: технология монтажа
Во всех современных фундаментах строительство не обходится без применения арматуры – соединенных между собой металлических прутьев, которые воспринимают растягивающие напряжения при использовании совместно с бетоном. Каркас создает вертикальный и горизонтальный пояса, служит для увеличения прочности конструкции и равномерного распределения нагрузок.
Если арматура будет слабо или неправильно связана она расползется, чем нарушит целостность фундамента. Это повлечет медленное его разрушение. Связать прутья между собой достаточно просто, но как правильно вязать арматуру для фундамента, хорошо знают специалисты узкого профиля. Схема связки каркаса практически одинаковая для всех типов оснований, кроме столбчатого деревянного или металлического, где формируется каркас поверх оголовка сваи с помощью арматуры или балок. Они соединяются с оголовком и свариваются, при этом приходится гнуть прутья или катанку под конкретно заданным углом.
Правильные способы
Прочностные характеристики прута сохраняет только холодный метод сгибания.
Сгибание арматуры на станке:
- Закрепить пруток между упорным и центральным элементами приспособления;
- Подвинуть поворотный диск до упора, заранее настроенного на получение нужного угла;
- Следить, как изгибающий «палец» движется по наружной стороне формируемого изгиба, чтобы не возникало заломов;
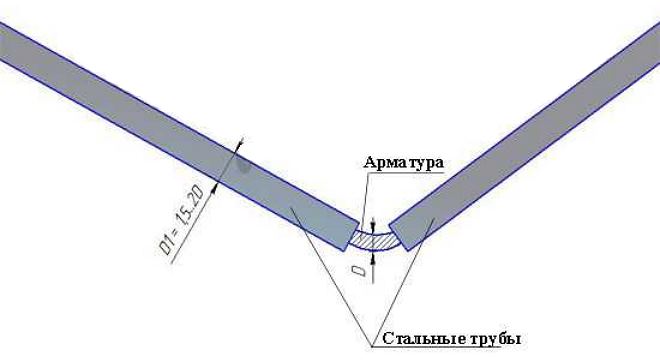
- Тонкие арматурные прутки (до 0,8 см) иногда гнут вручную, но это травмоопасно и не даст качества. Для разового сгибания можно использовать две трубы. Одну из них надо закрепить, забетонировав или закопав в землю, а вторую использовать как рычаг.
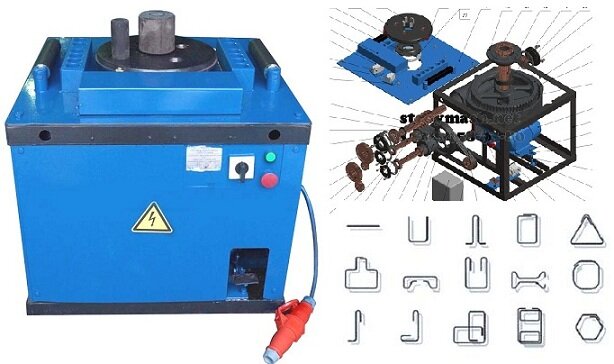
Инструкция по подключению и работе, какое масло заливается в редуктор, настройка, принцип работы, как гнуть
- Перед началом работы в червячный редуктор нужно залить масло. Вполне подойдет обычное машинное масло, хотя некоторые производители рекомендуют именно специальные составы.
- Станок нужно подсоединить к сети, после чего произвести стартовый запуск, чтобы посмотреть, правильно ли выполнено подключение. Должна загореться контрольная панель и датчики энергоснабжения.
- Затем нужно закрепить деталь между осевым валиком и сгибочными поршнями, установить режим работы — механический либо автоматический.
- По завершению работы станок сигнализирует звуком о том, что деталь можно извлечь.
ВНИМАНИЕ! Перед началом работы осмотрите заготовку, которую собираетесь изогнуть на наличие трещин или неровностей, ведь, если заготовка дефектная, то при поломке может произойти перепад давления или нарушение в работе потенциометра станка, которые приведут к дальнейшей поломке. Простой пример:. Простой пример:
Простой пример:
Установка рассчитана на работу под указанным давлением и в течение определённого времени. Если заготовка ломается, давление применять больше некуда, а потенциометры станка не чувствуют сопротивление и не отдают нужные команды об остановке. Таким образом накапливаются ошибки в системе, и при следующем запуске станок будет работать неправильно. Некоторые современные машины имеют систему защиты от таких аварий, тем не менее вылет или поломка заготовки может привести к механическим повреждениям или травме оператора.
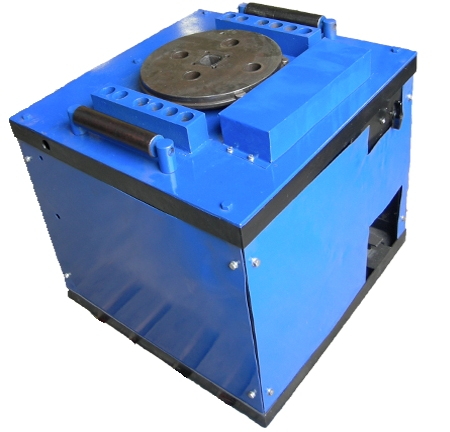
Общий вид станка для гибки арматуры СГА-1ЭБ (с Электронным Блоком)

Станок СГА-1ЭБ отличается от базового станка СГА-1 наличием электронного блока, позволяющего автоматизировать процесс гибки в условиях серийного производства деталей из арматуры.
Станок СГА-1ЭБ имеет два режимы работы – ручной и автоматический. Ручной режим удобен при одиночных или небольших количествах гибов и используется при наладке станка, при проверке датчиков. В ручном режиме можно работать при отказе датчиков, что исключает простой станка. Автоматический режим используется при многократной реализации одного или нескольких последовательных гибов.






Ручной режим работы:
- При нажатии на педаль включается вращение вперед, при отпускании педали поворотный диск останавливается (практически без выбега)
- При повторном нажатии включается вращение назад, при отпускании педали поворотный диск останавливается
Автоматический режим работы имеет два подрежима:
- Режим одного гиба
- Режим n-гибов на одной из восьми программ
На боковой панели установлен противоударный дисплей, на котором указывается «Заданное значение» угла гиба. Для изменения «Заданного значения» угла гиба предназначены кнопки +/-. При кратковременном нажатии на кнопку происходит изменение «Заданного значения» на 1 градус, при длительном нажатии на 10 градусов.
3 Обзор современного гибочного оборудования
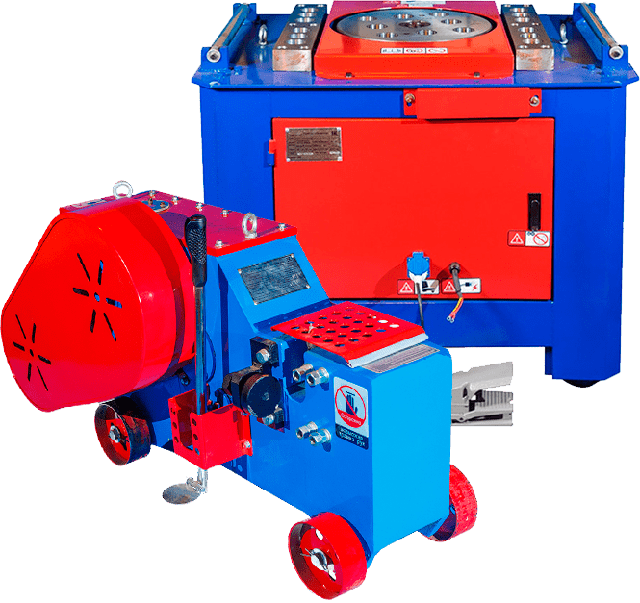
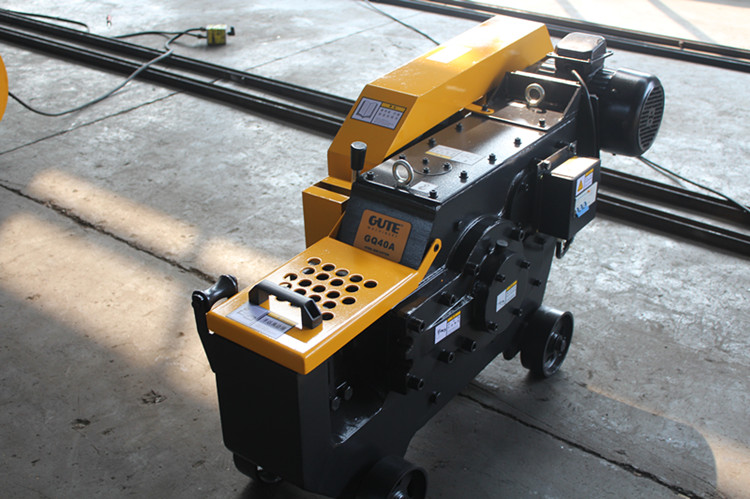
Популярными среди строителей являются китайские агрегаты модели GW40, отличающиеся невысокой стоимостью и высоким уровнем практичности. С их помощью выполняют сгибание прутков сечением не более 4 сантиметров (арматура А2 и А1) и не более 3,2 сантиметров (А4 и А3).
GW40 реализуются в двух вариантах исполнения – мобильном и стационарном. Мобильное оборудование обычно применяется на строительных объектах, а стационарное устанавливается на предприятиях, занятых выпуском железобетонных изделий и конструкций.
Гибочный станок GW40 имеет следующие технические характеристики:
- напряжение – 380 вольт;
- угол сгибания – от 0 до 180 градусов;
- масса установки – 280 килограмм;
- вращение диска (скорость) – 8 оборотов в минуту;
- габариты – 75 (длина) на 71 (ширина) на 80 (высота) сантиметров;
- мощность электрического двигателя – 3 киловатта.

Агрегат управляется вручную и при помощи ножной педали.
Большей мощностью (4 киловатта) и техническими возможностями обладает машина GW50. Она позволяет без труда сгибать арматуру (круглый профиль) до 50 сантиметров. Но и масса такой установки повыше – 420 килограмм (как и ее габаритные размеры – 100 на 88 на 78 сантиметров).
Востребован и станок для гибки арматуры МГА российского производства. Его эксплуатируют на стройплощадках (под навесом), в цехах предприятий, которые изготавливают всевозможные конструкции из металла и стали, а также из железобетона. Конструкция МГА включает в себя рабочий диск и плиту, центральный палец, кулачки реверса и остановки, рольганг, штырь, ролики, конечный выключатель реверса.
МГА снабжается 3-киловаттным электродвигателем, подключаемым к сети 380 вольт. Он сгибает арматуру класса А3 (толщиной до 3,2 см), А2 (до 3,6 см) и А1 (до 40 см). Производит данный станок для гибки арматуры компания «Долина» (Кувандыкский кузнечно-прессовый комбинат), который гарантирует высокое качество своего оборудования. Заметим, что все установки МГА имеют сертификаты качества.

Также можно приобрести и другое известное оборудование для сгибания металлоизделий. Например, станки АГ-42, АГ-40 и 40М от российско-итальянского бренда характеризуются безопасностью использования и превосходной производительностью за счет применения при их изготовлении самых новых европейских технологий. Они снабжаются демонтируемыми отверстиями в раме и колесами, что позволяет перемещать гибочные машины по производственному цеху или строительному объекту при помощи крана. Кроме того, станки АГ способны гнуть несколько металлических прутов одновременно. На них, кстати, можно монтировать дополнительные приспособления, чтобы осуществлять двойной изгиб деталей, а также выпускать спиральные изделия, петли и скобы.
Установки СГА-1 и 1ЭБ способны обработать арматуру толщиной до 4 сантиметров. Они снабжены двигателем на 3 киловатта, имеют повышенную надежность всех механизмов и составных частей, отличаются хорошей ремонтопригодностью, дают возможность посредством перестановки съемных шестерен увеличивать или уменьшать скорость, с которой вращается рабочий диск. На станок для гибки арматуры СГА-1ЭБ монтируется электронный блок, что отличает его от машины СГА-1, которая не располагает подобным устройством.
Итальянское высокотехнологичное гибочное оборудование IСARO с педальным и ручным управлением, на котором можно обрабатывать сложные с точки зрения геометрии изделия включая спирали. Особая конструкция установок IСARO разрешает эксплуатировать их без перерывов (даже на протяжении 24 часов) и добиваться при этом уникальной точности изгиба арматуры. Процесс гибки легко полностью автоматизировать, приобретя за отдельную плату специальный электронный блок (справедливости ради отметим, что стоит он недешево). В стандартную комплектацию агрегатов IСARO входят штифты и набор обкатных валов.
Технические проблемы
Часто задаваемые вопросы.
Не меняется реверс
К примеру, у станка не изменяется реверс. Для того, чтобы решить данную проблему нужно осмотреть трехфазный двигатель, а конкретно протестировать его в холостом режиме работы. Если при холостом ходе наблюдаются такие же изменения, то скорее всего двигатель нужно менять или ремонтировать.
Вибрация

Станок СГА-1, применяющийся для гибки арматуры. Фото ПромСтройМаш
Еще одна распространенная проблема — вибрация станка, даже в виду отсутствия заготовки. Это может говорить о том, что двигатель работает в неправильном режиме, либо главная центральная ось разбалансирована, либо аппарат недостаточно хорошо закреплен на полу, либо подкладка между аппаратом и полом неровная или установлена под углом.
Другие вопросы
Также возможен выход гнутых валиков за рабочую плоскость. Иными словами, механизм стремится согнуть деталь за пределами рабочего стола. Данная проблема характерна для станков, у которых нарушена преобразующая шина, то есть поломка произошла на программном уровне. Контрольная панель не преобразует должным образом команды, передаёт механизму неверное указание и неверные координаты вращения и давления.
Ещё одна разновидность такой поломки — это нормальные показания на контрольной панели и некорректная работа механизма в реальности. То есть, на пульте управления оператор будет наблюдать, что процесс идет по стандартному алгоритму, а заготовка не будет гнуться или будет гнуться неправильно. В этом случае нужно осмотреть операционную систему станка. Возможно, придётся поменять программное обеспечение или установить его заново.
Еще одна распространенная проблема, которая может быть связана как с аппаратной частью, так и с механической — это вылет заготовки. Другими словами, при установке заготовки она не гнется должным образом, а слетает с валиков. Причины могут быть следующие: первая и самая распространенная — нарушение целостности стенок крепежа; вторая — вывод из строя зажимных валиков, третья причина — нарушения в программной оболочке, которые провоцируют слишком быструю или некорректную работу механизма. Перед началом работы рекомендуется вынимать зажимные гнущие валики и центральный вал и вставлять их заново для того, чтобы осмотреть пазы и целостность все системы, продиагностировать аппарат на наличие повреждений.
ВАЖНО! Станки относятся к механизмам потенциальной повышенной опасности. Поэтому рекомендуется обращаться к специалистам, а не ремонтировать их собственными силами, даже при наличии опыта у исполнителя
Ведь поломка механизма может обернуться не только сбоем во всей электронной сети. потери времени, снижением объемов продукции, но и травмой оператора станка.
Различные модификации
Простейшие виды ручных приспособлений представляют собой ножницы, блочные ручные резчики (опора, рычаг, ножи).
Строительный ручной станок для резки арматуры (гильотина) нужен при работе с малым, ограниченным количеством материала. Такой агрегат конструктивно аналогичен приводному электрическому механизму, но с меньшей установленной производительностью. Развиваемое рычагом усилие на режущей части позволяет обработку детали толщиной 0,4 – 2,5 см. Вес до 40 кг. Не требует энергозатрат, кроме физического усилия.
Более мощные и производительные модели весят до 0,57 т. На них устанавливают колеса для удобства перемещения. Режут изделия толщиной до 4 см.
Управление выполнением рубочных действий осуществляется рычагом или педалью.
Распространена конструкция установленного редуктора планетарного типа. Он имеет высокую износоустойчивость, достаточную мощность на выходе. Обрезка арматурных прутьев проводится специальным лезвием четырех/восьмигранной формы.








Рубка прута
Вертикальное движение ножа станок для рубки арматуры производит тихоходным эксцентриком. Двигатель раскручивает маховик, который дает импульсную нагрузку на обрезаемый фрагмент, срезая по плоскости неподвижного упора. Ножи изготовлены так, что позволяют использовать 4 режущих кромки для одновременной рубки нескольких деталей (пучка).
 Станок для резки арматуры Sima
Станок для резки арматуры Sima
 Станок для резки арматуры Alba
Станок для резки арматуры Alba
 Станок для резки арматуры Koman
Станок для резки арматуры Koman
Гибка арматуры
Совмещенный станок для резки и гибки арматуры, предполагает в конструкции гибочный вал, двигающийся по внешней стороне будущего сгиба металлического прута. Стержень во время операции жестко фиксирована в упорных выступах. Передача от электрического двигателя происходит через 2 редуктора для создания гибочного усилия.
На производстве переносной гибочный узел существенно ускоряет процедуру, давая возможность вырабатывать несколько арматурных отрезков сразу. Расширенный функционал некоторых моделей включает изготовление спиралей, хомутов.
Профессиональный станок для резки и гибки арматуры позволяет подводить гибочный стержень, как справа, так и слева.
 Станок для гибки арматуры G40 ВПК
Станок для гибки арматуры G40 ВПК
 Китайский станок для гибки арматурной стали SGA50
Китайский станок для гибки арматурной стали SGA50
 Станок для гибки арматуры VPK
Станок для гибки арматуры VPK
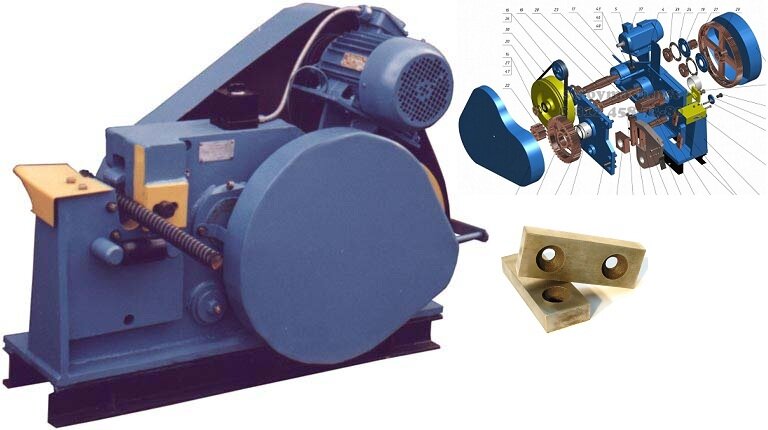
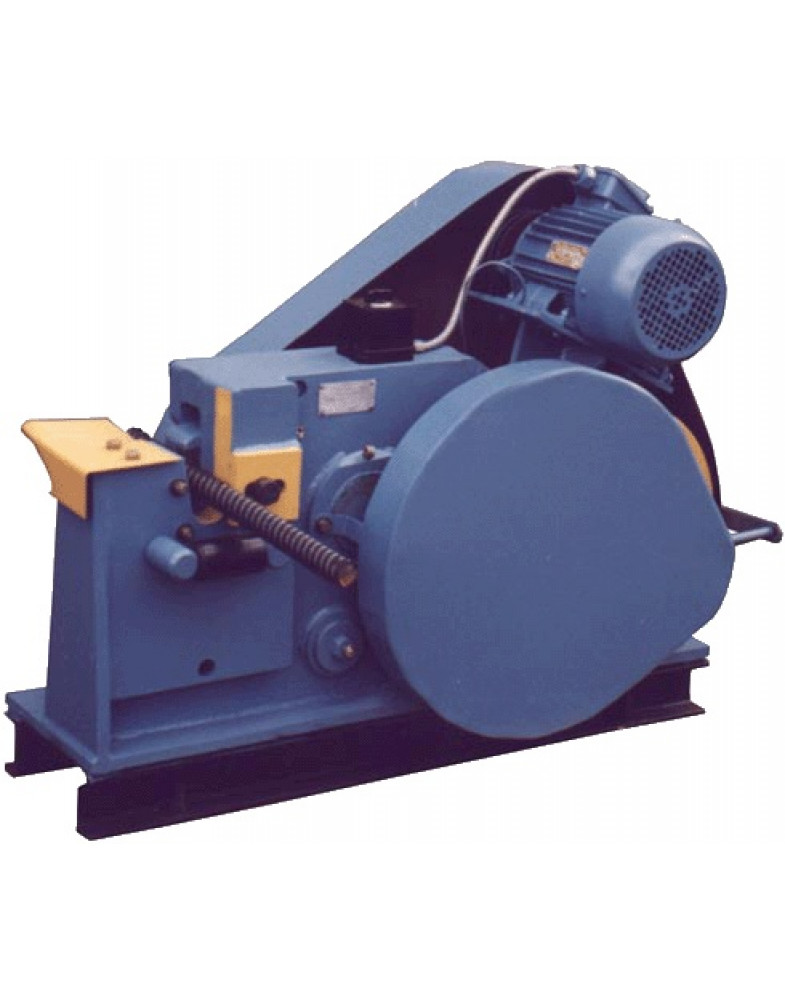
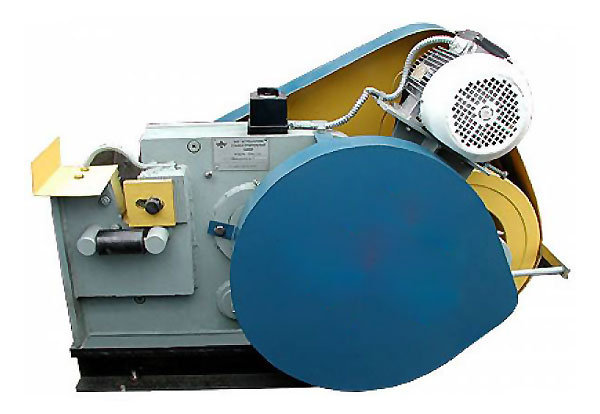
Кинематическая схема станка для резки арматуры СМЖ-172
- Вкладыш
- Вал эксцентриковый
- Зубчатое колесо редуктора
- Маховик
- Электродвигатель
- Зубчатое колесо редуктора
- Нож подвижный
- Нож неподвижный
- Кулиса
Принцип работы устройства
Процесс резки арматуры аналогичен рубке проволоки посредством зубила. Оператор задает режим хода кулисы, после чего металлический прут помещается в ножны станка. Арматура передвигается по кулисе на заданную длину, упираясь в ограничитель. Резка производится при перемещении подвижного лезвия относительно неподвижного ножа, закрепленного на станине. Работая в непрерывном режиме, станок при цикличном движении ножа совершает 33 хода в минуту. Резать металл можно находясь непосредственно у агрегата либо дистанционно, при помощи выносной педали.
Автоматизированные линии
Автоматизированная линия 7934/2
Данная линия (рис. 6) предназначена для изготовления арматурных сеток шириной до 3800 мм с продольной арматурой диаметром до 12 мм и поперечной — диаметром до 10 мм. Как поперечная, так и продольная арматура применяется в виде мерных прутков. В состав линии входят столы 3, с которых продольные прутки подаются вручную в начале сварки каждой сетки к электродам сварочной машины 2. Сваренная сетка принимается на пакетировщик 1 марки СМЖ-61В.
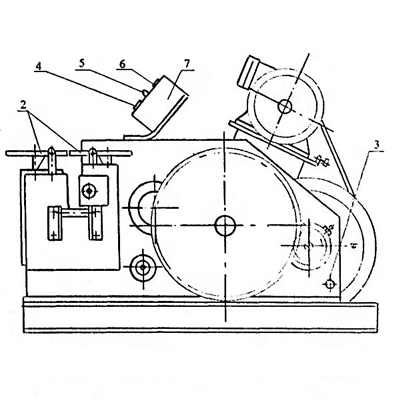
Пакетировщик смж-61в
Имеет две боковины (рис. 7), на каждой из которых с помощью рычагов 5 закреплены направляющие 4, по которым скользит сетка. На каждой боковине установлен пневмоцилиндр 3, который поворотом рычагов 5 в горизонтальной плоскости раздвигает направляющие 4 на расстояние, превышающее ширину сетки. Сетка падает вниз, образуя транспортный пакет. На пакетировщике установлено реле времени, с помощью которого переключаются пневмораспределители для возврата направляющих в рабочее положение и для получения паузы при их раскрытом положении.
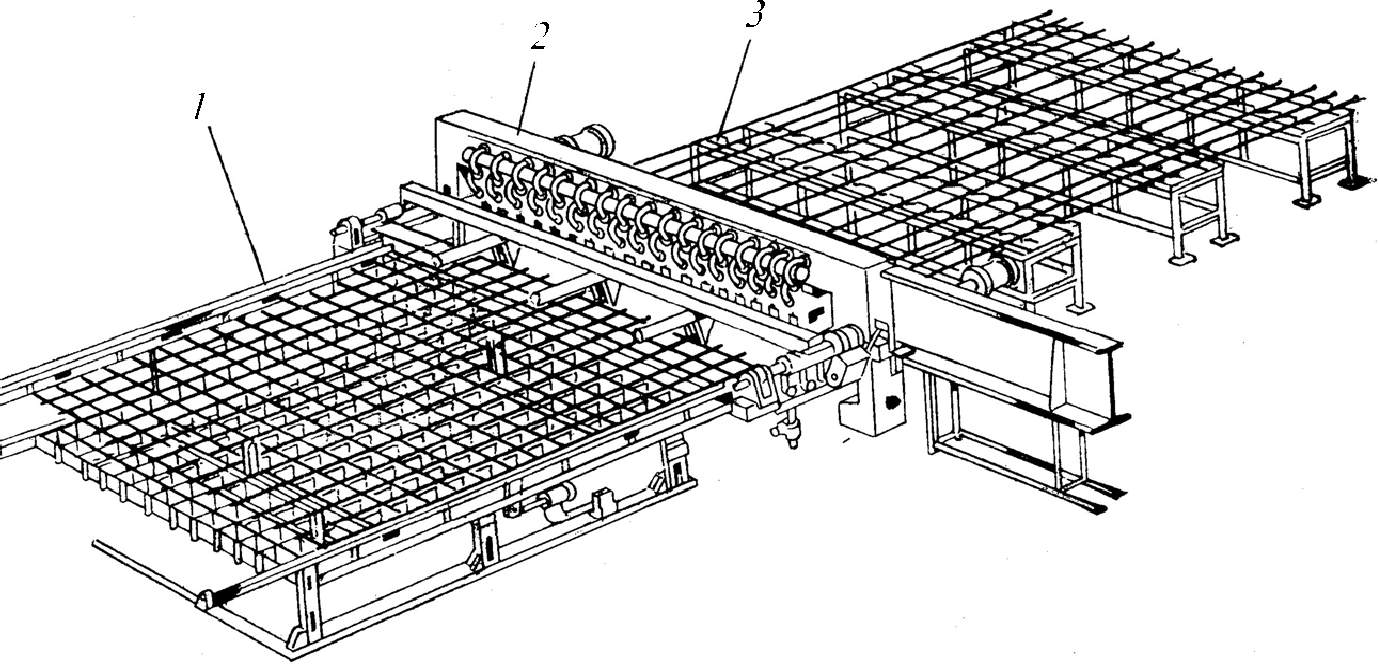
Рис. 6. Автоматизированная линия 7934/2 для изготовления сеток
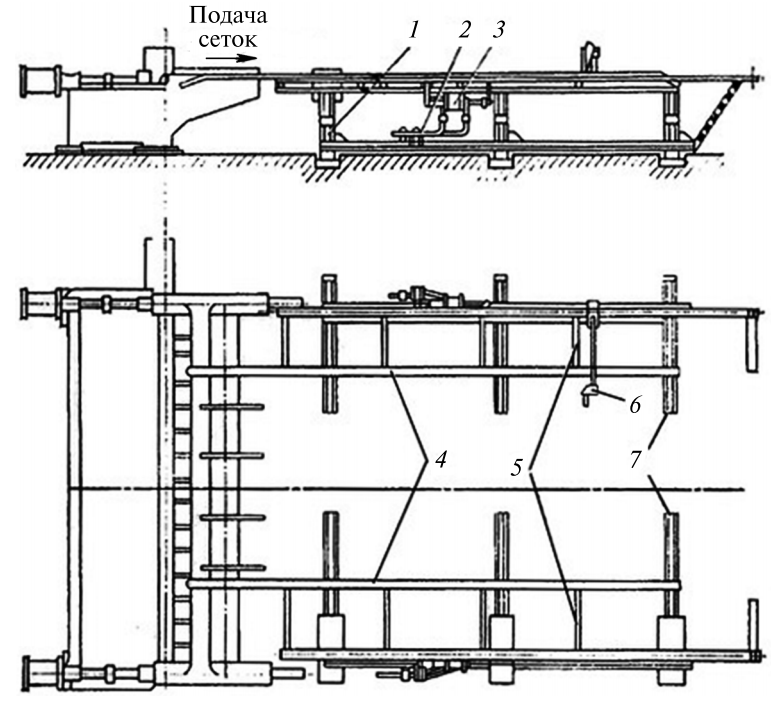
Рис. 7. Пакетировщик СМЖ-61В: 1 — стойка; 2 — пневмоаппаратура; 3 — пневмоцилиндр; 4 — направляющие; 5 — рычаги; 6 — конечный выключатель; 7 — поперечные рамки
Установка смж-117а
Установка СМЖ-117А (рис. 8) предназначена для изготовления арматурных каркасов безнапорных железобетонных труб длиной 5 м с раструбом конической формы и диаметром 400…1500 мм.
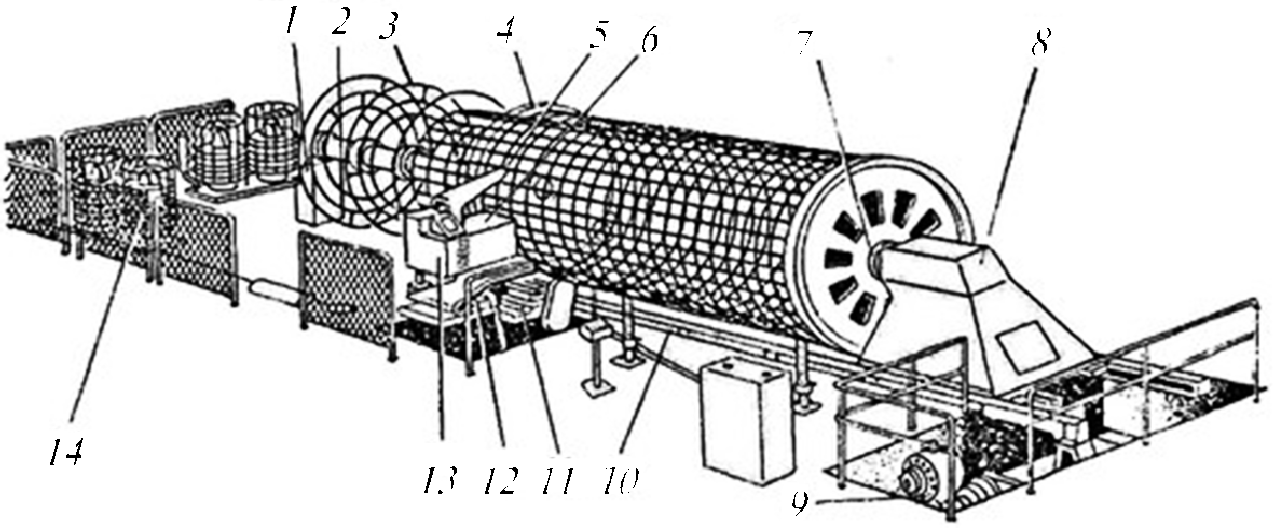
Рис. 8. Установка СМЖ-117А для изготовления арматурных каркасов железобетонных труб
На ней используют продольную арматуру в виде мерных прутков, а поперечную — в виде проволоки, сматываемой с мотков. Установка включает в себя приводную планшайбу 4, тележку 8 с конической оправкой, привод тележки 9, синхронизатор планшайбы, сварочный агрегат 13, бухтодержатели 14 для поперечной арматуры и электрооборудование. Планшайба выполнена в виде диска, установленного на роликовые опоры и соединенного с валом 2, задний конец которого опирается на подшипник стойки 1. Привод планшайбы осуществляется от четырехскоростного электродвигателя через промежуточные передачи и зубчатый венец. На приводной планшайбе закреплена сменная цилиндрическая оправка 5, имеющая направляющие для ориентации продольных арматурных стержней, которые поддерживаются также распределительными кольцами 3, установленными на валу планшайбы. Тележка перемещается на катках в продольных направляющих 10 установки. На шпинделе 7 установлены сменные тянущие конические оправки с быстродействующими шариковыми зажимами для закрепления концов продольных стержней каркаса. Для предотвращения скручивания свариваемого каркаса вращение с приводной планшайбы передается на конусную оправку с помощью синхронизирующего вала. Привод тележки осуществляется от электродвигателя постоянного тока и асинхронного электродвигателя для ускоренного возврата тележки в исходное положение. Сварочный агрегат 13 состоит из трансформатора, сварочной головки 6, суппорта 11 продольной подачи головки, поворотной платформы 12, суппорта поперечной подачи с приводом и механизма поворота. Сварочная головка имеет два точечных электрода сопровождения, закрепленных на концах штоков плунжерных гидроцилиндров. Механизм приема каркасов представляет собой две стойки с поворотными рычагами, несущими приемные штанги. Бухтодержатель для поперечной арматуры имеет вертикальную ось, на которую надевается съемная вертушка, и тормозное устройство.
Просмотров:
1 114
Как согнуть арматуру без специального устройства
Часто бывают случаи, когда использовать станки для осуществления гибки металлической арматуры, даже самодельные, нет возможности, а согнуть арматуру необходимо. Во всех подобных ситуациях следует помнить, что любая попытка согнуть металлический пруток своими руками может привести к серьезным травмам. Арматура при такой гибке может отпружинить и нанести серьезный вред вашему здоровью.

Вариант на скорую руку. Главное — чтобы было чем сделать прорези в швеллере
При хорошей физической подготовке гибка арматуры своими руками может быть выполнена без использования станка, если ее диаметр не превышает 8 мм. Однако следует быть готовым к тому, что радиус сгиба получится слишком большой, и такая гнутая арматура не будет соответствовать всем требованиям, которые к ней предъявляются.
Два отрезка трубы помогут согнуть арматуру при отсутствии других вариантов

Если под рукой есть сварка, то к трубе можно приварить короткий отрезок этой же трубы
Значительно улучшить результат позволяет самодельное устройство, состоящее из двух стальных труб, с помощью которых в домашних условиях можно выполнять даже гнутье прутков большого диаметра. Увеличить диаметр сгибаемой арматуры позволяет использование труб большей длины. Схема, по которой работает такой самодельный гибщик арматуры, достаточно проста: один конец арматуры фиксируют в одной трубе, а вторую трубу надевают на свободный конец прутка. Для того чтобы погнуть пруток, необходимо наступить на одну из труб, а вторую вместе с концом арматуры, которая в ней находится, поднять вверх. Одну из труб с арматурой для более надежного закрепления можно зажать в тиски, вкопать в землю иди даже забетонировать.







Функции
У аппарата СГА-1 предусмотрено два механизма работы, а именно механический и автоматический. При первом варианте работы весь процесс полностью контролируются оператором, а во втором случае исполнитель лишь подает заготовки и снимает готовые изделия.
Для гибки какой арматуры
При помощи СГА-1 можно обрабатывать такие виды арматуры как:
- рабочая;
- конструктивная;
- монтажная;
- анкерная.
Примеры возможностей гибки
Максимальное сечения прутка заготовки:
- А-I – 40 мм;
- А-II – 36 мм;
- А-III – 32 мм.
Резюмируем. Станок может работать с арматурой со средним размером поперечного сечения, которой изготовлена из стандартных углеродистых и легированных сталей. В принципе его мощности будет недостаточно для того, чтобы гнуть очень жесткие металлические прутья, но большинство типов арматуры делаются именно из мягких сталей.
ВНИМАНИЕ! Ни в коем случае не пытайтесь установить одновременно две заготовки между валиками, даже если их суммарная плотность будет меньше, чем указано в спецификации к станку. Дело в том, что валики рассчитываются с учетом нагрузки на одну точку, и установив две заготовки, вы нарушаете режим работы, что приводит к поломке оборудования
Оборудование арматурного цеха
Для предварительной обработки арматуры применяют станки для очистки, упрочнения, волочения, сплющивания, гибки арматуры, правки и резки.
Производство арматурных изделий в арматурных цехах заводов организовано в основном по агрегатно-поточной технологии с частичным использованием конвейерного способа на отдельных участках (линиях), например на линиях по изготовлению сварных арматурных сеток. Степень механизации и автоматизации зависит от номенклатуры арматурных изделий, сложности и объема их производства, типа применяемого оборудования и технико-экономических показателей производства. На рис. 2 показана схема компоновки оборудования арматурного цеха завода ЖБИ.
При изготовлении ненапрягаемой арматуры технологический процесс складывается из следующих операций, выполняемых в определенной последовательности с использованием соответствующего оборудования: разгрузки, складирования и хранения арматурной стали в закрытых складах, оснащенных мостовыми кранами; резания стали по длине на прави´льно-отрезных станках и на ножницах; стыковой сварки на стыкосварочных машинах; гибки стержневой арматуры на универсальных гибочных станках; сварки арматурных плоских сеток на многоили одноточечных сварочных машинах; гибки сеток на гибочных машинах; сборки и сварки объемных арматурных каркасов в кондукторах на сборочно-сварочных установках; комплектации и хранения арматурных изделий в контейнерах; транспортирования арматурных изделий в формовочные цеха с помощью мостовых кранов, кран-балок, консольных кранов, роликовых контейнеров, передаточных тележек, электрокаров или специальных контейнеров; изготовления сварных закладных деталей с помощью пресс-ножниц, прессов, сверлильных и гибочных станков; дуговой сварки, пескоструйных аппаратов и установок противокоррозионного покрытия алюминием или цинком. Покрытие наносят горячим напылением или гальваническим способом.
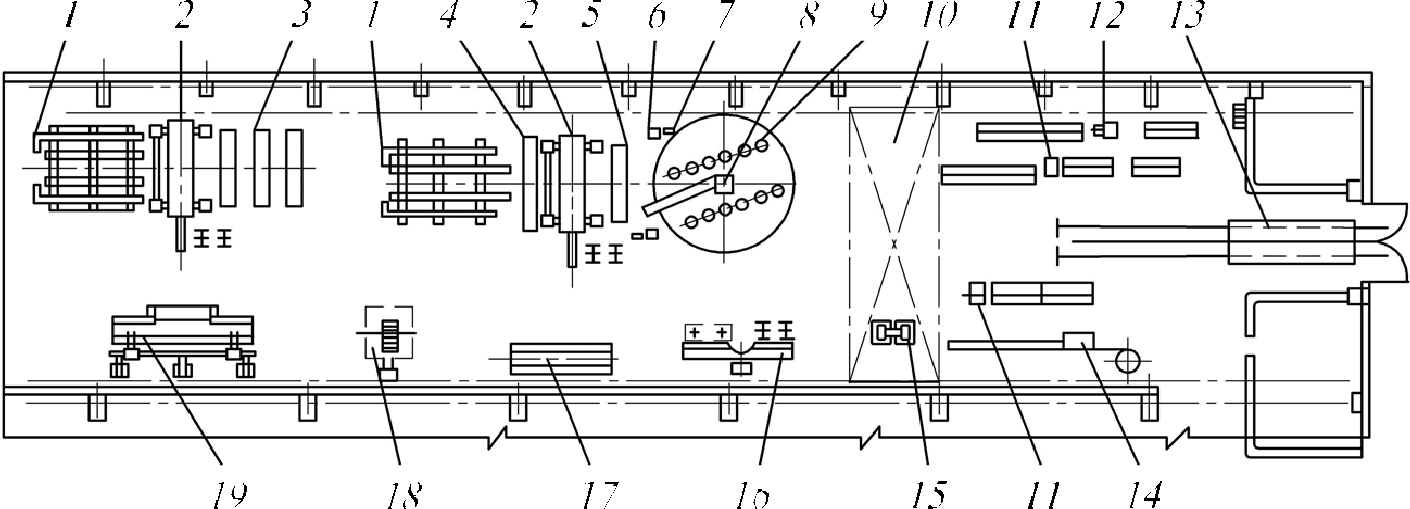
Рис. 2. Схема компоновки оборудования арматурного цеха завода ЖБИ: 1 — пакетировщик; 2 — многоточечная сварочная машина; 3 — стол; 4 — ножницы для поперечной резки сеток; 5 — прави´льное устройство; 6, 12 — стыкосварочная машина; 7 — электроточило для зачистки грата; 8 — консольный кран для установки мотков; 9 — бухтодержатели; 10 — мостовой кран; 11 — станок для резки прутков; 13 — самоходная тележка; 14 — прави´льно-отрезной станок; 15 — станок для гибки арматурных стержней; 16 — одноточечная сварочная машина; 17 — машина для гибки арматурных сеток; 18, 19 — соответственно горизонтальная и вертикальная установки для сборки арматурных каркасов
При заготовке напрягаемой арматуры первые три операции совпадают с операциями изготовления ненапряженной арматуры. Однако сталь из мотков, как правило, перерабатывается не на правильно-отрезных станках, а на специальных линиях, обеспечивающих заданную точность по длине прутков. Остальные операции следующие: высадка анкерных головок или изготовление анкеров других типов; натяжение арматуры с помощью электронагрева или гидродомкратов; отрезка концов арматуры после твердения бетона с помощью газорезки или машин с вращающимися дисками. В некоторых случаях для повышения механической характеристики стали ее упрочняют вытяжкой на специальных линиях, оснащенных гидродомкратами или специальными машинами. При разработке технологической схемы изготовления арматурных изделий в арматурном цехе завода необходимо учитывать поточность производства отдельных видов рабочих операций и по возможности не допускать встречных потоков. Наибольшее распространение получили арматурные цехи мощностью 1…3 тыс. т арматуры в год, которые оснащаются линиями и станками, позволяющими механизировать все основные процессы изготовления арматурных изделий.
Популярные модели
Цена ручного гибочного оборудования зависит от производительности, скорости выполнения операций, формы и толщины изделий, которые на нем можно обрабатывать. Опишем коротко наиболее востребованные модели РСГА, продающиеся в наших строительных магазинах:
- DR-12, DR-20 и DR-25 (производитель Diam-Almaz) — ручные гибщики арматуры российского производства. Использоваться могут в домашних условиях и на строительных объектах, где нужно гнуть арматуру и прутья из углеродистой стали и прочих сплавов. Любой станок марки Diam-Almaz имеет надежные ограничители длины подачи и угла сгиба изделий. Данный инструмент свободно фиксирует детали зажимом, а установить его можно на любой верстак.
- СО-350 (производитель МИСОМ) — белорусское производство. На станках данной марки можно гнуть арматуру с сечением 12, 25, 20,30 мм. Прочные простые конструкции, позволяющие гнуть одновременно 2−4 прутка. Весят мало — 10−30 кг, гарантируют получение максимально ровных точных изгибов.
- Alba — гибочные профессиональные станки, которые предназначаются для применения в промышленных цехах и на стройке. Позволяют работать с арматурой А-III и А-I до Ø30 мм. Безотказны, имеют длительный срок службы, высокомобильны и прочны.
Популярны также российские станки УО-120, 12Е и 10Е турецкой фирмы Afagan.





