

Типы швов по форме наружной поверхности
Форма соединительного стыка непосредственно влияет на его физико-механические характеристики, а также на расход электродов. При выпуклости швов практически всегда требуется их дополнительная обработка с использованием абразивных кругов или фрезы.
В таблице ниже приведены разновидности выпуклых стыков и каким образом сварное соединение условно обозначается на проектных чертежах.
| Типы соединений | Как выглядит стык | Изображение | Характеристики |
| Нормальные | _____ | Отличаются экономичностью при создании, обладают высокой выносливостью при постоянных нагрузках | |
| Вогнутые | Эффективны при динамических нагрузках, просты и экономичны в исполнении | ||
| Выпуклые | Если на стыках присутствуют выпуклости, то на них уходит намного больше расходников и экономичными они не являются |
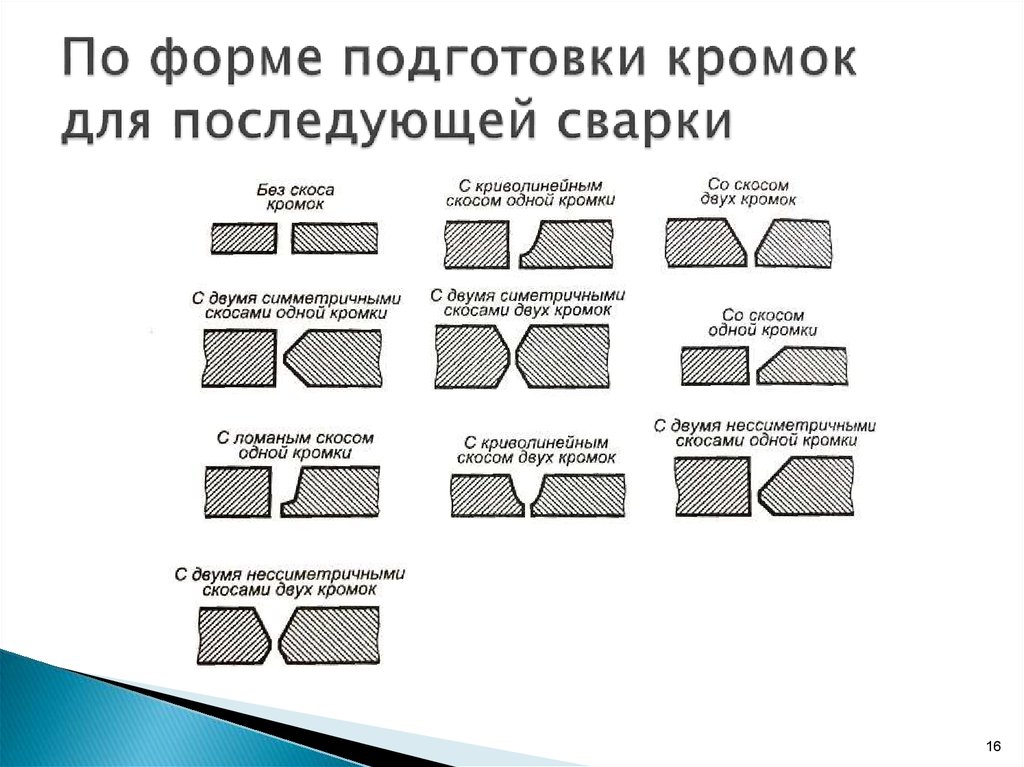
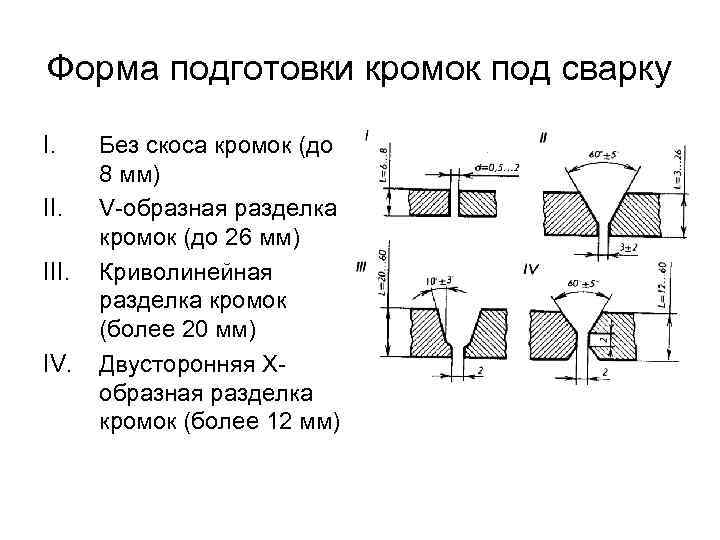
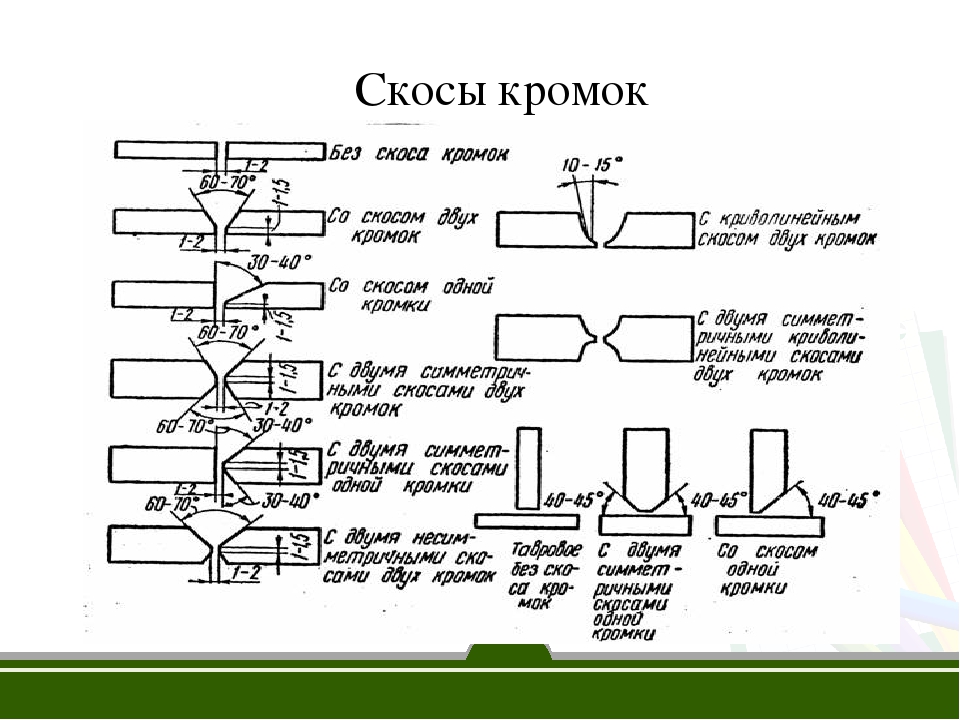
Виды снятия кромок
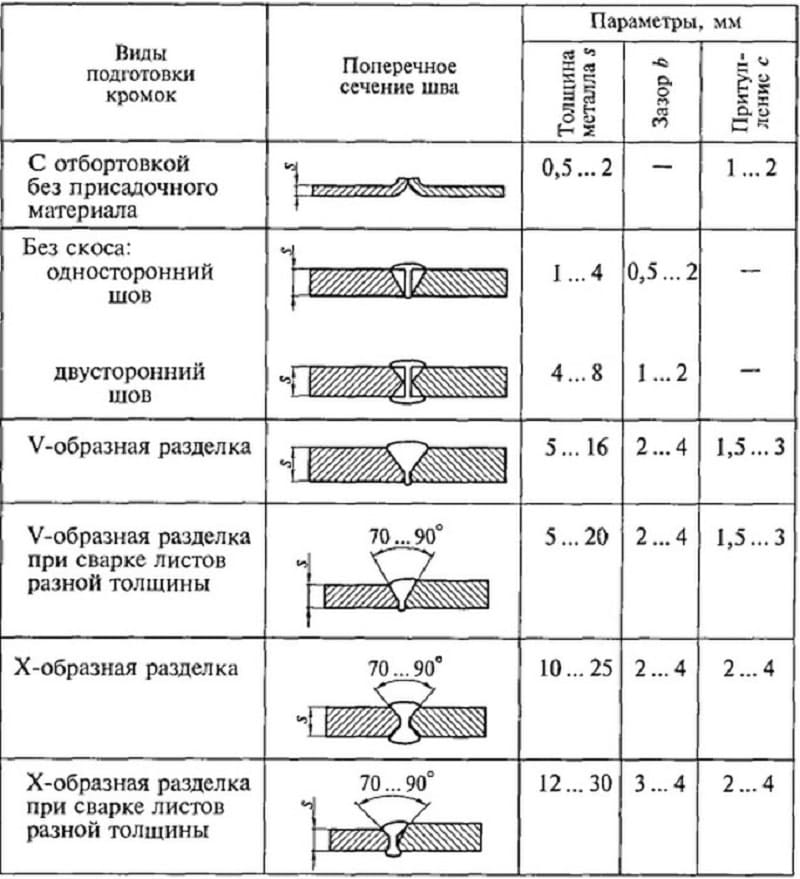
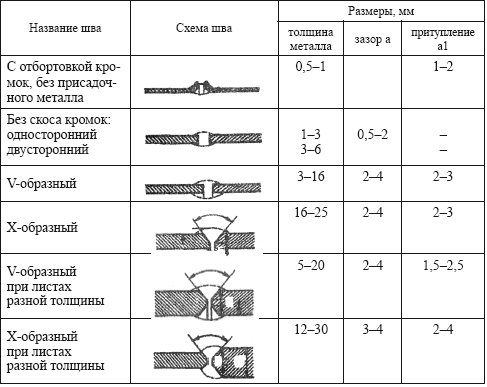
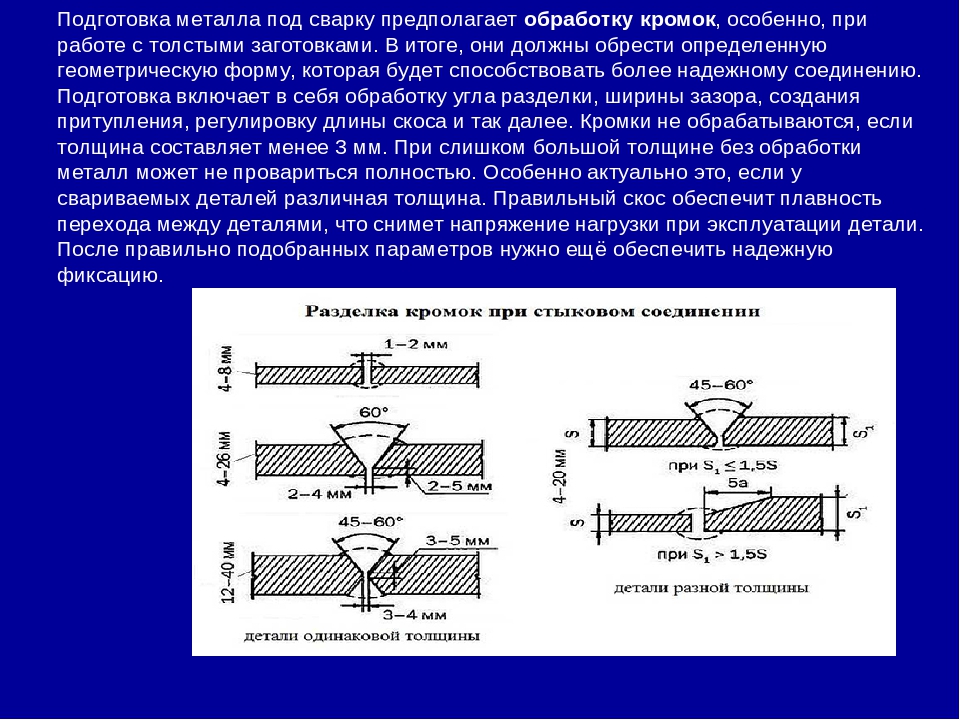
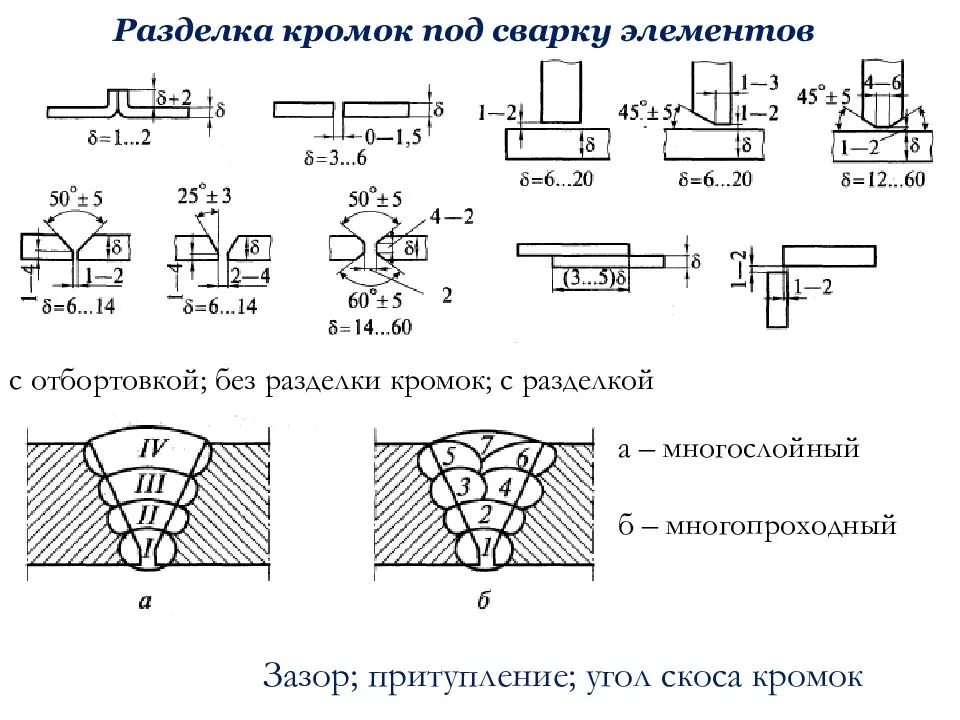
С разных сторон и под разными углами могут выполняться кромки в зависимости от того, металл какой толщины используется при сваривании. Существуют следующие разновидности:
- перпендикулярно под углом 90°: металл не должен превышать 8 мм в толщине при двусторонней сварке, до 3 мм – при одностороннем соединении, 4-8 мм – для стальных листов;
- V-образно с выполнением одностороннего скоса с диапазоном толщины листов в пределах 4-26 мм;
- Х-образно с созданием двухстороннего скоса, при этом 12-40 мм должна быть толщина металла;
- под острым углом, который от 60° уменьшается до 45° при толщине от 20 мм и больше.
Чтобы швы получались прочными и качественными, то расстояние между кромками должно составлять 4 миллиметра.
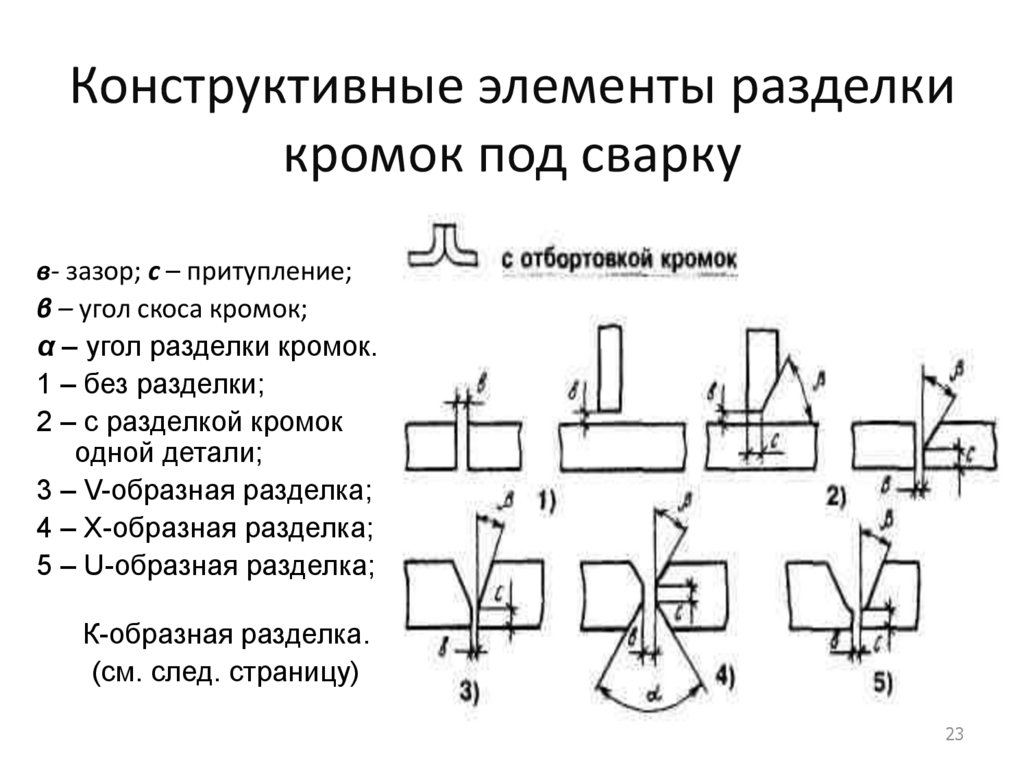
Назначение разделки кромок под сварку
Разделка позволяет решить две основные задачи: провар по всей толщине листа и качественный провар корня шва. Скос, создаваемый при разделке, обеспечивает плавный переход от одной детали к другой, что снижает механические напряжения. Без правильно выполненного скоса электрод не сможет пройти к корню шва и осуществить полноценный провар. Отдельным вопросом стоит разделка при сваривании труб и сосудов, а также приваривание к трубам отводов и штуцеров.
Подготовка кромок под сварку
Процесс подготовки кромок под сварку можно условно разделить на два этапа: зачистку
иразделку . Зачистка производится с целью удаления всех посторонних включений и мелких дефектов поверхности детали. Обработка кромок ведется до металлического блеска поверхности. Деталь зачищают с обоих сторон полосой до 20 мм. Далее проводят зачистку торцов и притуплений.
При небольших объемах работ зачистку производят ручными металлическими щетками, напильниками и шлифовальной бумагой. Места, загрязненные маслом и консервирующими составами, соскребаются скребками и протираются растворителями. При больших объемах работ применяют механические проволочные щетки или пескоструйные аппараты. С загрязнениями борются путем протравливания в растворах щелочей и кислот, с последующим промыванием чистой водой.
Разделка кромок
В зависимости от толщины свариваемого металла, разделка осуществляется либо с одной, либо с двух сторон. В любом варианте скосы выполняются без острой кромки, и на последних миллиметрах делают притупление, добиваясь плоской кромки. Разделка может производиться средствами механической обработки с применением следующих операций:
- долбления;
- строгания;
- фрезерования.
Прямые стыки подготавливаются на строгальных станках. Поступательное движение резца позволяет снять лишний металл и получить необходимую форму. Несколько сложнее обрабатывать швы криволинейной формы. В таких случаях приходится применять фрезерные станки. Движением фрезы можно управлять вручную, но чаще используются специальные программы. Таким образом, обработка происходит быстрее и точнее. При сложной конфигурации шва ручное управление движением фрезы невозможно.
При подготовке изделий, которые невозможно установить на станок из-за больших размеров или особенностей формы, используют переносные кромкосниматели. Они устанавливаются непосредственно на заготовке и обрабатывают её. Как нетрудно догадаться, форма и качество поверхности фаски оставляют желать лучшего, и заготовка требует дополнительной обработки.
Абразивная обработка применяется как дополнительная после фрезерования и скалывания, а также при удалении с поверхности незначительных изъянов на мелких деталях.
При разделке кромок термическими методами применяют:
- газовую резку (кислород);
- плазменную резку;
- лазерную резку.
Применение газовой резки к легированным сталям ограничено образованием на поверхности кромки трудноудалимых карбидов. Этот вид резки применяется, в основном, для подготовки изделий из углеродистых сталей. Намного качественнее работает плазменная резка. Высокая температура плазмы позволяет получить качественную кромку на заготовках из любых материалов. Лазерная резка пока встречается крайне редко, дает великолепные результаты, но стоит очень дорого, поэтому применяется только для разделки швов на самых ответственных изделиях.
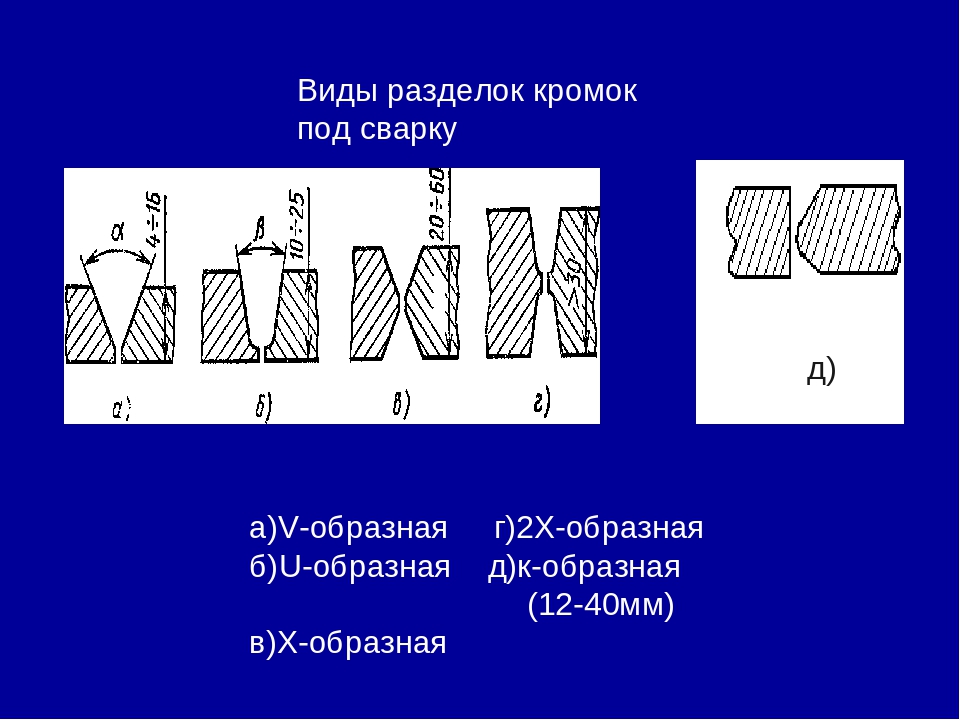
Применяются следующие формы скосов кромок: V-образная, X-образная, U-образная
иK-образная .
V-образная форма
Это самый популярный вид разделки. Популярность легко объясняется сравнительной простотой исполнения и возможностью применения на металлах различной толщины.
U-образная форма
Этот сложный для выполнения скос применяется для сварки толстостенных металлов. Наиболее часто его применяют при ручной дуговой сварке, так как здесь получается существенная экономия электродов.
К – образный скос
применяется крайне редко. Напоминает собой Х – образный скос, выполненный на одной половине заготовки.
Как обозначают типы сварок
Огромное количество возможностей перед мастером открывают современные разновидности сварки, позволяющие любые задумки воплощать в действительности. Но чтобы применять на практике какую-либо сварочную технологию необходимо понимать обозначение сварки и научиться составлять чертежи.
В зависимости от технологии условное обозначение сварки на чертежах следующее:
- Э – электродуговая;
- Kт – контактная;
- Г – газовая;
- З – выполняемая в среде защитных газов.
В чертежах содержится вся информация, которая может понадобиться мастеру в процессе сваривания металлоконструкций, поэтому обязательным условием для каждого профессионального сварщика является умение читать и составлять сварочные чертежи.
Как варить
Перед тем как приступить к свариванию производится технологическая подготовка. Детали следует разметить, произвести резку, поверхности зачищаются от загрязнений, ржавчины и высушиваются при наличии влаги.
Две свариваемые детали должны лежать на ровной поверхности и иметь между собой зазор 2-3 мм, ударом или “чиркнув” как спичку, выполняем две прихватки, что бы избежать деформации свариваемого соединения.
Видео
В ролике ниже показано, к чему может привести сваривание, если не делать прихватки (что нужно знать про прихватки тут).

с подкладкой (съемной или остающейся)
Вести электрод можно на себя, от себя, справа налево и слева направо. В зависимости от толщины металла и рекомендованного пространственного положения электрода выбирается способ движения электрода для лучшего сваривания, так же электрод во время работы держится под углом 45 градусов.
После выполнения шва убирается шлак и зачищается поверхность. Что бы избежать прожегов применяют подкладки, с ними работа складывается более уверенно, можно увеличить ток и не варить с другой стороны шва (см. фото слева).
Сварка в нижнем положении
Детали зачищаются, для тонкого металла разделка кромок не выполняется, зазор между свариваемыми деталями составляет 1-3 мм. Производится сборка, устанавливаются прихватки (после прихватки зачищаются), далее сварку производим с обратной стороны прихваток.


Толщина валика не должна превышать 9 мм, а высота 1,5 мм. Сварку осуществляем слева направо, выполняем кольцевые колебательные движения против часовой стрелки, так же завариваем вторую сторону, на второй стороне можно увеличить ток, после сварки зачищаем поверхности.

стыковое соединение с отбортовкой кромок (для тонкого металла)
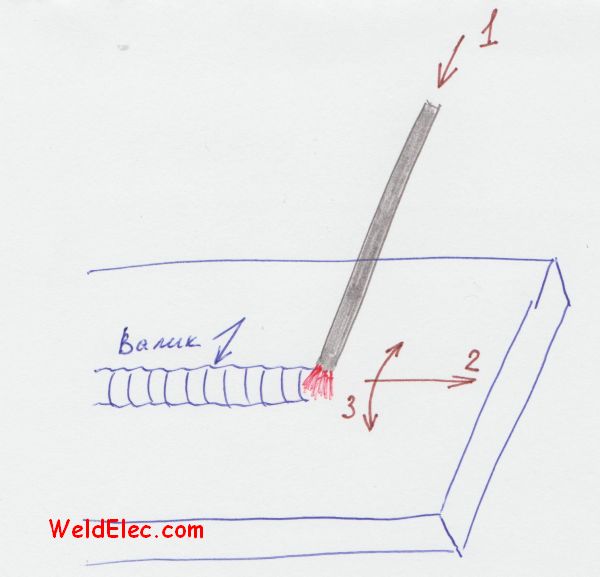
В процессе сварки электродом совершается 2-3 движения.
- Электрод опускают вниз по мере его плавления обеспечивая стабильное горения сварочной дуги.
- Электрод перемещают с равномерной скоростью наклонив его под углом 15-30 градусов от вертикали. В другой плоскости электрод перпендикулярен поверхности соединения.
- В случае необходимости получения сварного шва увеличенной ширины применяют различные колебательные движения.
Видео
Короткий ролик, без особых объяснений, зато быстро, для нетерпеливых.
https://www.youtube.com/watch?v=t87r-9QEz7g
Более длинный, но и более подробный ролик.
Сварка в вертикальном положении
- Сварочный ток снижается на 10-15% в сравнении с нижним положением (нужно снизить тепловую мощность дуги).
- Сварка как правило ведется снизу вверх с отрывом дуги что бы жидкий металл не вытекал из сварочной ванны.
- Электрод в одной плоскости расположен перпендикулярно к поверхности деталей, а в другой наклонен чуть ниже горизонтали.
- Возможна так же сварка сверху вниз и снизу вверх без обрыва сварочной дуги. Это требует применение определенной марки электродов с подходящим типом покрытия.
- Если соединение с разделкой кромок, то сварка в вертикальном положении выполняется в несколько проходов с зачисткой каждого прохода от шлака.
СОВЕТ! Сварщики, имеющие мало опыта, часто сталкиваются с залипанием электрода в процессе зажигания дуги на поверхности металла, особенно на сниженном сварочном токе. В данном случае возможно разжечь дугу на рядом положенной пластине (разогреть кончик электрода), а затем перенести дугу на стык деталей. Плавное касание разогретого электрода о деталь обеспечит легкое зажигание дуги без залипания, в том числе позволит избежать непровара в начале сварки стыка.
Процесс сварки заканчивается контролем качества. Сварные швы после очистки от различных загрязнений (шлака, брызг металла и копоти) визуально осматриваются на наличие наружных дефектов.
Правка металлического полотна
Существует два способа выполнения правки: ручной – с использованием кувалды или молотка на наковальне и машинный – с использованием специальных машинных приспособлений.
Ручная правка предполагает использование молотка с круглым бойком. Тонкие листовые заготовки и детали из цветных металлов необходимо выравнивать, используя молотки, имеющие вставки из мягких металлов. Существуют металлические и деревянные гладилки, которые используются при правке тонкого листового металла.
Машинную обработку обычно проводят с помощью правильных валиков и прессов. При использовании правильных валиков заготовка проходит между цилиндрическими валиками, которые вращаются в различном направлении, таким образом происходит выравнивание детали. При использовании пресса заготовка располагается на две опоры, после чего на выпуклую часть детали давят ползуном пресса. В результате такого воздействия неровная заготовка выправляется.
Виды разделки кромок
Рассмотрим все виды разделки кромок, которые встречаются в нормативных документах на сварку.
V – образная
V-образная разделка кромок самая распространенная и самая простая для выполнения. Торцы деталей стачиваются и если смотреть в сечении кромки как бы создают контур латинской буквы – V.
При выполнении такой разделки также выполняют притупление кромок, которое предотвращает прожег и вытекание металла сварочной ванны.
X – образная
Теперь рассмотрим такой вид разделки как х-образная разделка. Она так же как и V-образная разделка применяется достаточно часто. Представляет из себя фактически V- образную разделку верхней и нижней части детали образующую как бы букву Х.
Применяется она в тех случаях когда толщины превышают 8 мм, это при сварки листовых и профильных конструкций. Если речь идёт о сварке трубопроводов, то Х-образная разделка применяется уже при толщине 3 миллиметра и более (для примера соединение С56 по ГОСТу 16037). Её использование обеспечивает менее широкий шов чем если бы применялась V-образная разделка. Это соответственно снизит напряжение в металле сварочного шва.
U – образная
U-образная разделка кромок применяется в тех случаях когда одновременно требуется и высокое качество сварки (минимальный сварочное деформации конструкция) и в то же время свариваемые детали имеет достаточно большую толщину от 15 мм и более согласно ГОСТу 5264. Данная разделка чаще всего выполняется в заводских условиях, на монтаже его выполнить достаточно сложно.
К – образная
К-Образная разделка кромок очень похоже на Х-образную за исключением только того что разделка производится лишь одной стенке детали. Применяется она случай сварки изделий с толщиной стенки от 12 мм вплоть до 100 мм.
Сделаем небольшое резюме: V и U-образная разделка выполняют с одной стороны, К и Х-образные варится с 2 сторон. Это нужно учитывать до начала работ и на этапе проектирования, потому как если не будет доступа к обратной стороне, то нет никакого смысла закладывать выполнение подобной разделки.
Электронно-лучевая и лазерная резка
Находят применение и лучевые методы резки. Если в пятне нагрева концентрируется удельная мощность порядка 1х103 — 1х107 Вт/см2 то в нем происходит интенсивный разогрев металла выше его температуры плавления. Электронно-лучевая и лазерная резка металлов основана на эффекте воздействия концентрированного потока энергии на поверхность тел. При этом часть потока энергии частично отражается от поверхности, а остальная часть энергии поглощается в тонком поверхностном слое, вызывая его нагрев, последующее плавление, горение, испарение и удаление расплава из зоны реза.
Резка водяной струей — альтернативный вид резки материалов, использующий кинетическую и динамическую энергию водяного потока. Поток формируется в специальном устройстве, основным элементом которого является сопло равного сопротивления. Вода подается в резак под возможно большим давлением. При резке развивается реактивная сила отдачи. В связи с этим резаки комплектуются различными устройствами для уравновешивания или скользящими креплениями к разрезаемому материалу. Могут использоваться различные — активные жидкости или добавки твердых дисперсных частиц, которые повышают производительность процесса.
Основные типы сварных швов и их краткие характеристики
В ГОСТе описываются три разновидности сварных соединений стальных трубопроводов, и приводятся их условные обозначения. Это:
- Стыковые – «с».
- Угловые – «у».
- Нахлесточные – «н».
Внутри каждого типа в стандарте выделяются различные подтипы в зависимости от разных параметров. В их числе диаметр и толщина свариваемой трубы, вид сварного шва, число сторон проварки, конфигурация для прокладки и возможность ее съема, наличие скоса кромок (скос одной или двух кромок), форма сечения кромок или шовного материала, способ сварки.
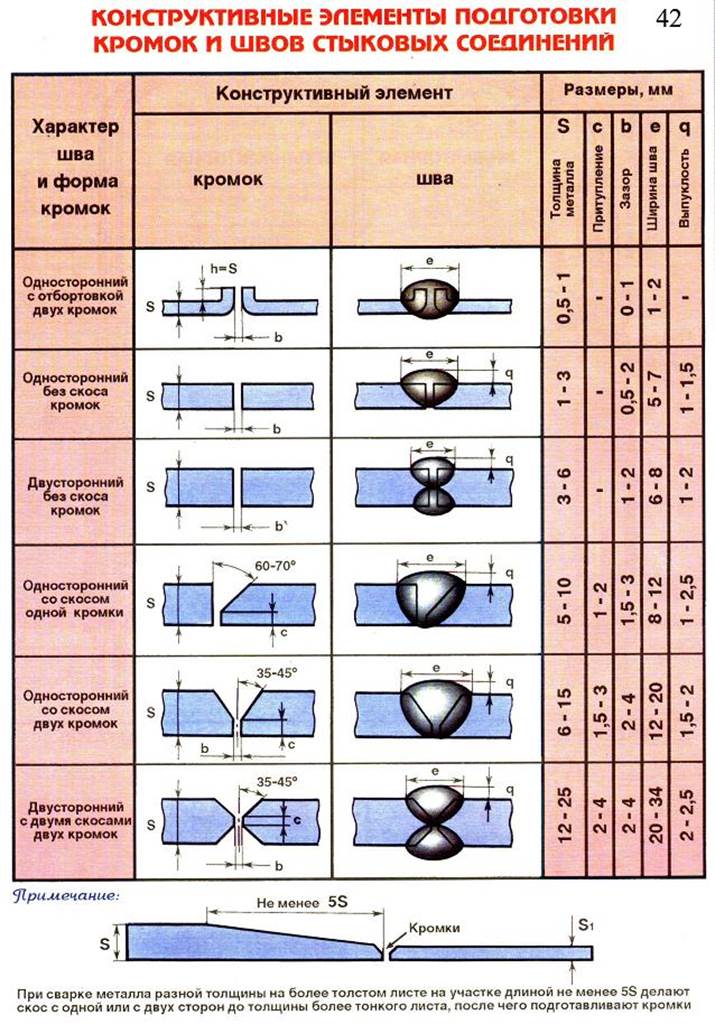
Для определения технологических параметров сварки в ГОСТ 16037-80 рекомендовано учитывать следующие параметры (документ содержит конкретные значения в зависимости от типа сварки):
- толщина заготовок (s);
- ширина шва (e);
- расстояние между кромками (b);
- выпуклость (g);
- толщина шва (а);
- притупление кромки (с);
- глубина нахлеста (В);
- катет углового шва (K);
- диаметр трубы (Dn);
- размер фланцевой фаски (f).
Все указанные параметры актуальны не для всех типов швов.
Односторонние швы могут предполагать съемную или остающуюся подкладку, а также плавящуюся вставку.
При соединении секторов на поворотах соединения могут выполняться со скосом кромок и имеют условное обозначение С54-С55.
При соединении фланца с трубопроводом применяется обозначение С56.
Угловые швы прописываются в стандарте как У5-У21, нахлесточные – Н1-Н4.
Сварочный чертеж: типы швов и их расшифровка
ГОСТы по ручной дуговой сварке и сварке в среде защитного газа выделяют различные типы сварных швов и их расшифровки.
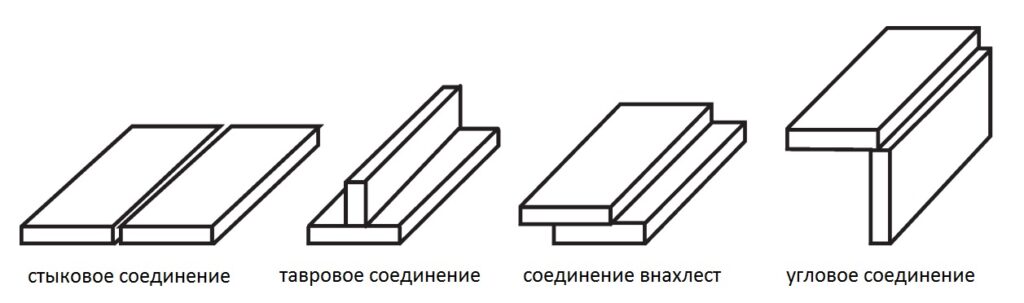
Виды сварных соединений обозначаются буквами для более удобной записи и экономии места. Есть стыковой шов (обозначается буквой «С»), торцевой (тоже буква «С»), нахлесточный («Н»), тавровый («Т») и угловой («У»).
Давайте подробнее остановимся на каждом типе соединения.
Стыковое сварное соединение выполняется по смежным торцам, а свариваемые детали находятся в одной плоскости. Такой тип шва наиболее прочный и долговечный, он широко применяется при сварке особо ответственных металлических конструкций.
Перед сваркой стыкового соединения необходимо тщательно подготовить поверхность металла и убедиться, что все детали будут сварены в соответствии со сварочным чертежом.
 Торцевое соединение
Торцевое соединение
Торцевой шов, понятно по названию, формируется по торцам деталей. Боковые поверхности деталей надежно соединяются друг с другом. Торцевой шов зачастую используется при сварке тонких металлов.
Нахлесточный шов менее требовательный к качеству работы, чем предыдущие. Но при этом он не обладает такими хорошими прочностными характеристиками и хуже переносит нагрузки.
Чтобы сделать нахлесточный шов расположите детали параллельно, но с небольшим смещением в сторону и частичным перекрыванием друг друга.
 Нахлесточный шов
Нахлесточный шов
Тавровое сварное соединение — одно из самых жестких и долговечных, но плохо переносящих нагрузки на изгиб. Чтобы сделать тавровый шов расположите одну деталь горизонтально, а вторую вертикально и сварите с первой торцом к поверхности.
 Тавровое соединение
Тавровое соединение
Угловой шов используется не так часто, как другие типы соединений. Такой шов относительно надежный и долговечный. Одна деталь относительно другой может быть повернуть торцом и располагаться под разным углом, в зависимости от чертежа.
 Угловой шов
Угловой шов
Любые сварные соединения, вне зависимости от их типа, могут быть односторонними (или как их еще называют «SS»; эта аббревиатура используется в чертежах по всему миру) или двусторонними (аббревиатура «BS»).
Односторонние швы получаются при сварке с одной стороны детали, а двусторонние — при сварке с обеих сторон.
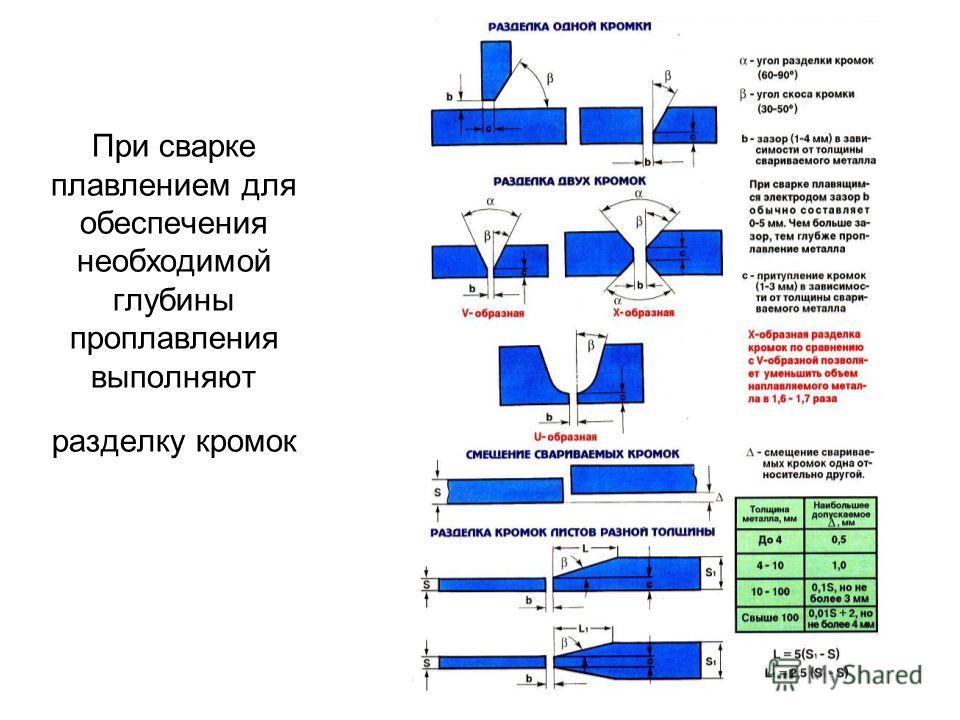
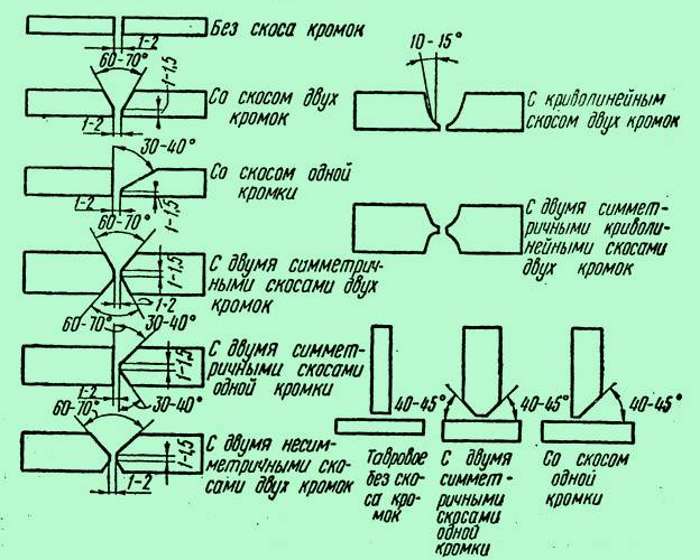
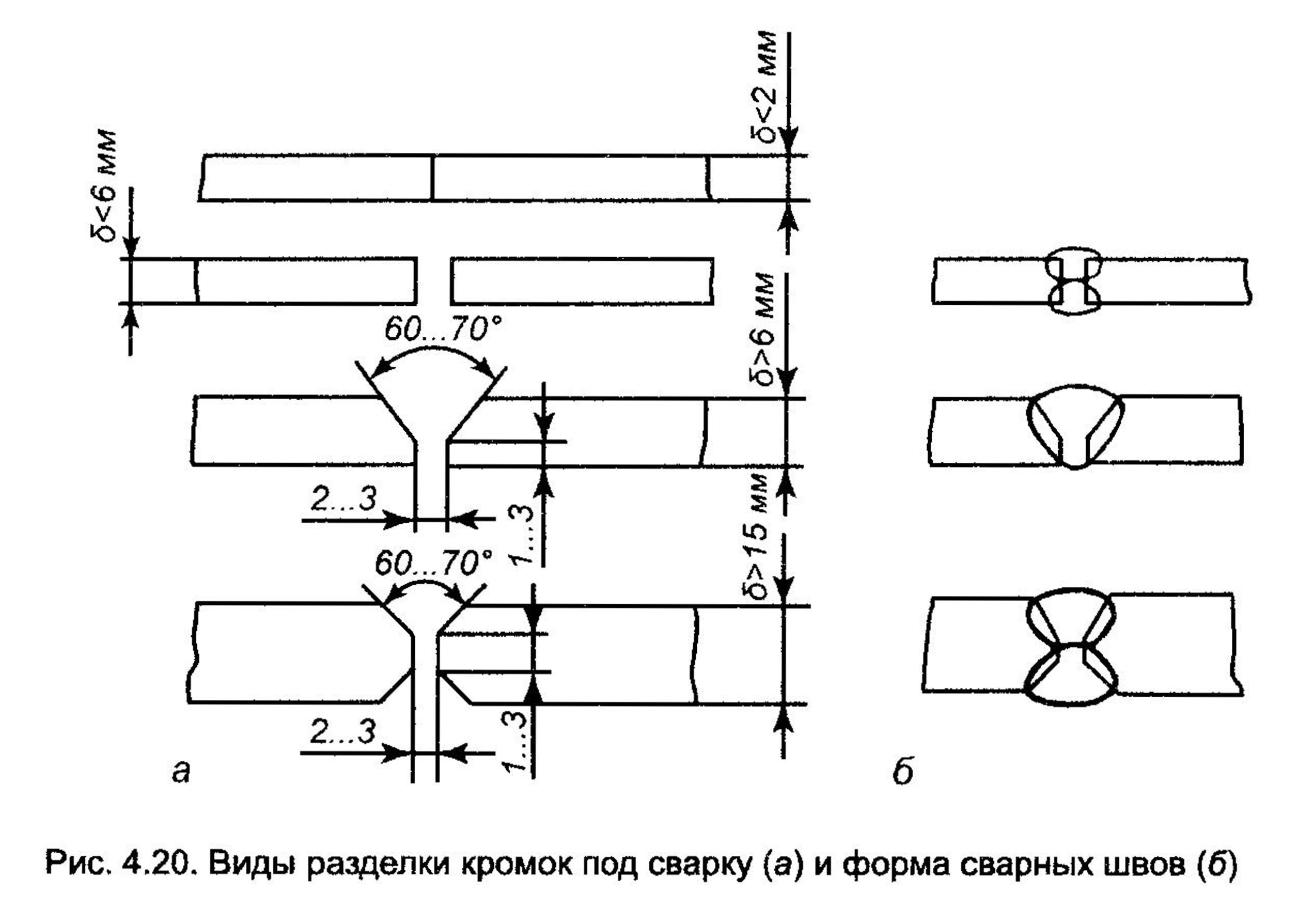
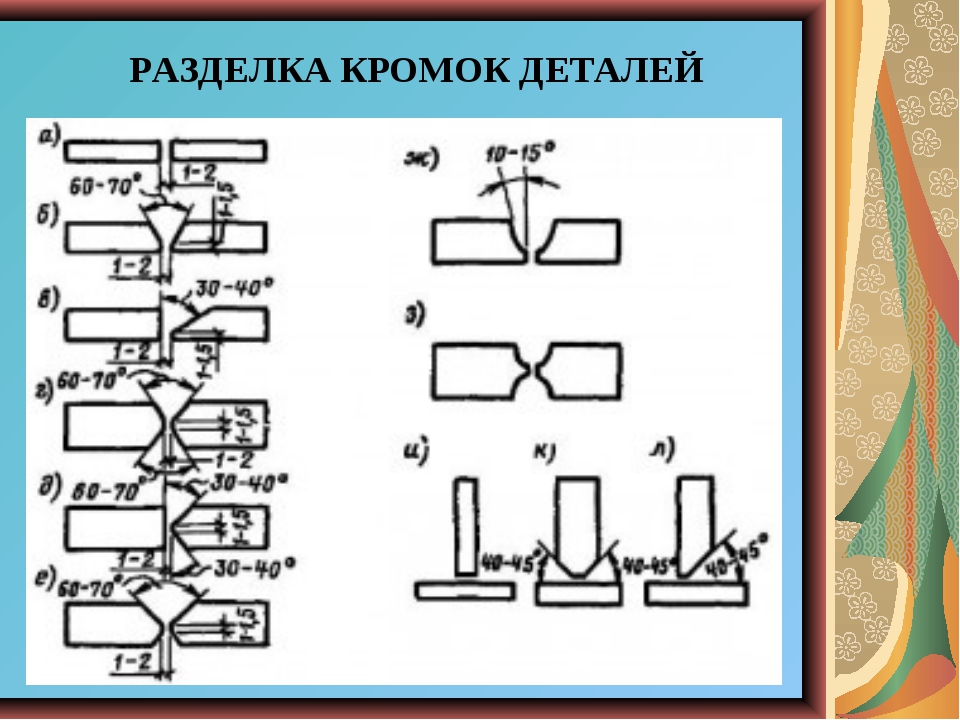
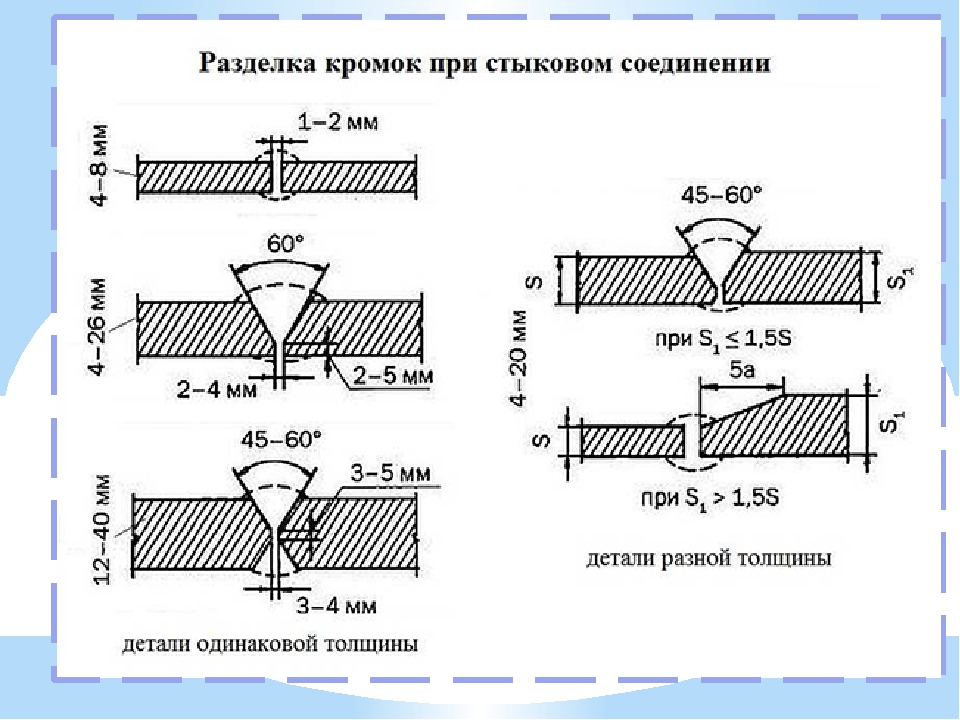
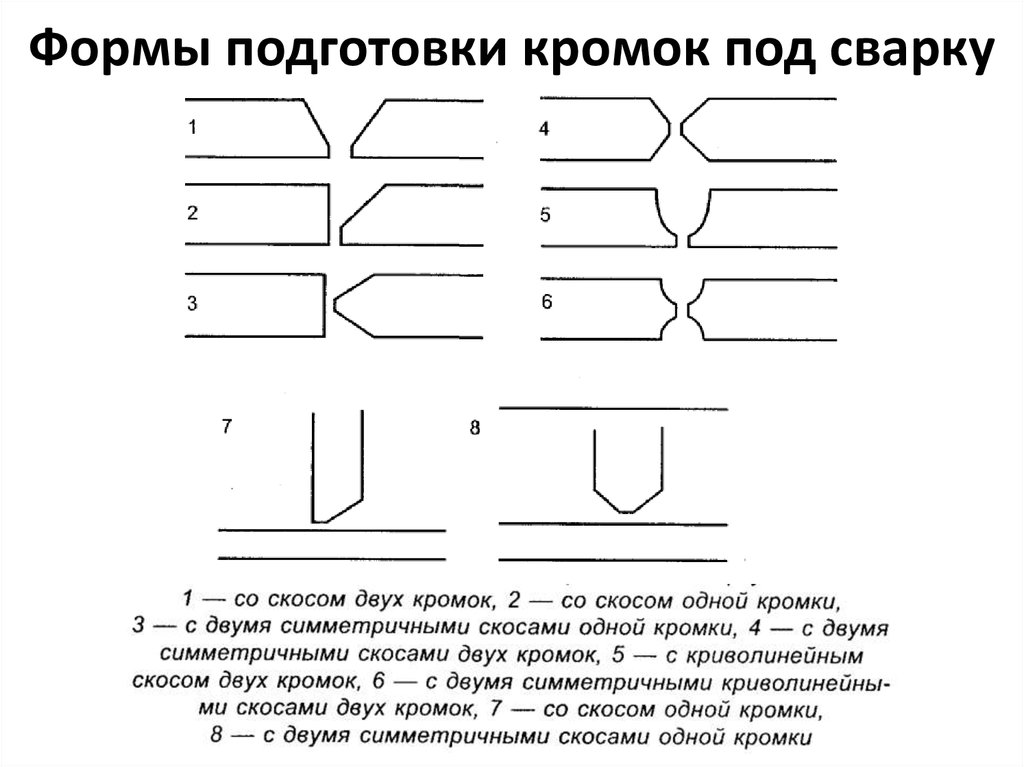
Если вам нужно сварить детали методом плавления, то необходимо разделать кромки. Существует множество форм раздела кромок, они характеризуются разными показателями угла, величины зазора и так далее.
Выбор формы разделки зависит от толщины металла и метода сварки. Мы привели некоторые примеры раздела кромок на изображении. Вы можете использовать любой, как на картинке ниже.
Подготовка заготовок под разделку
Процедура состоит из таких этапов:
- Расчет конфигурации и угла фаски. Угол разделки кромок определяется типом соединения, назначением детали и толщиной металла.
- Зачистка торцевых поверхностей. Эта операция выполняется для снятия ржавчины, оксидного слоя, окалины и других твердых загрязнений. Плохая очистка заготовок приводит к возникновению пор, непроваров, шлаковых включений и наплывов. Слой оксидов можно удалять как механическим, так и химическим способом. В большинстве случаев для обработки используют стальные щетки, шлифовальные станки, наждачную бумагу или напильник. При механической зачистке снимают до 2 мм металла.
- Удаление загрязнений. Следующим этапом подготовки является тщательная очистка торцов от масла и других веществ, которые могут привести к необратимым дефектам шва. Для обезжиривания поверхностей применяют органические растворители. Для очистки кромок от оксидной пленки – сильные кислоты.
- Разделочные операции. Последний этап обеспечивает доступ ко всей поверхности стыка и корректирует форму кромок.
На производстве используют такие типы технологических операций:
- правка молотком вручную: применяется для подготовки металлических плит;
- механическая отделка: выполняется правильными валиками, которые устраняют коробления, неровности и другие дефекты поверхности;
- разметка детали: проводится, если сварка необходима в ходе ремонтных работ или шов имеет сложную криволинейную форму;
- термообработка: применяется для снятия термических напряжений, диффузионного выравнивания состава и повышения пластичности металла.
Чтобы избежать образования трещин и высоких остаточных напряжений, используют метод предварительного подогрева деталей.
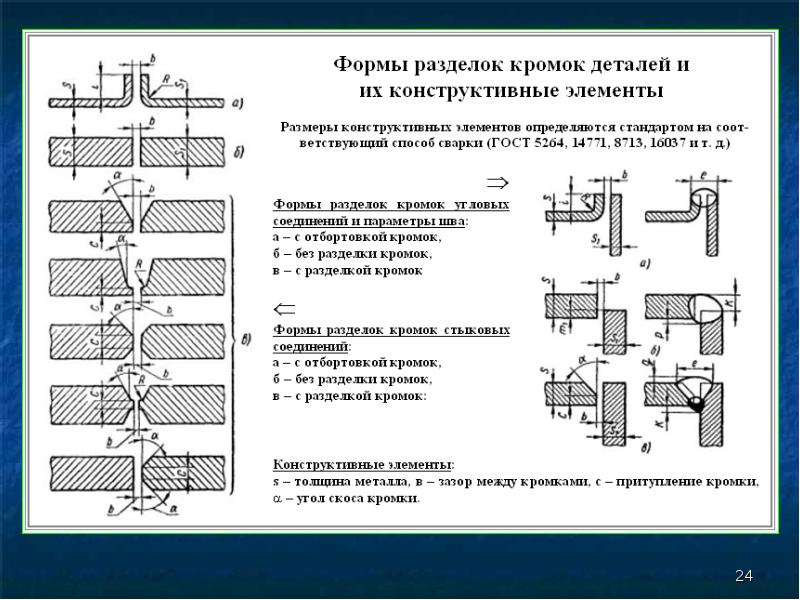
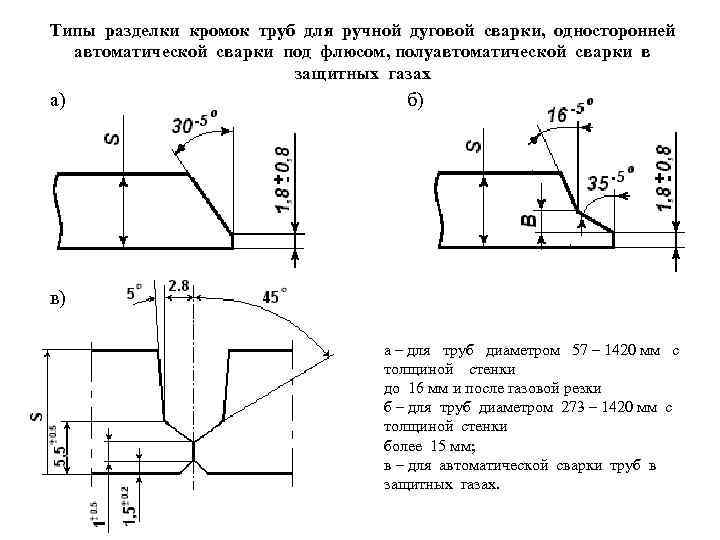
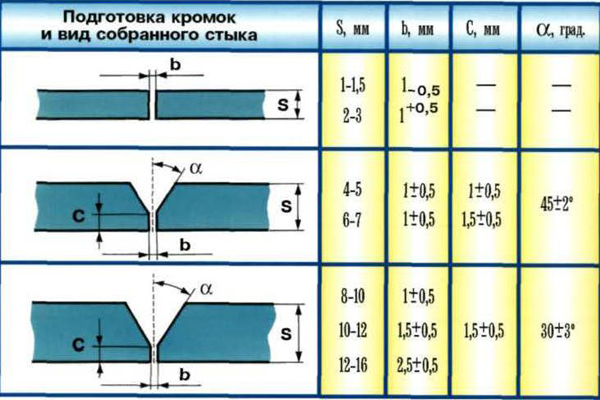
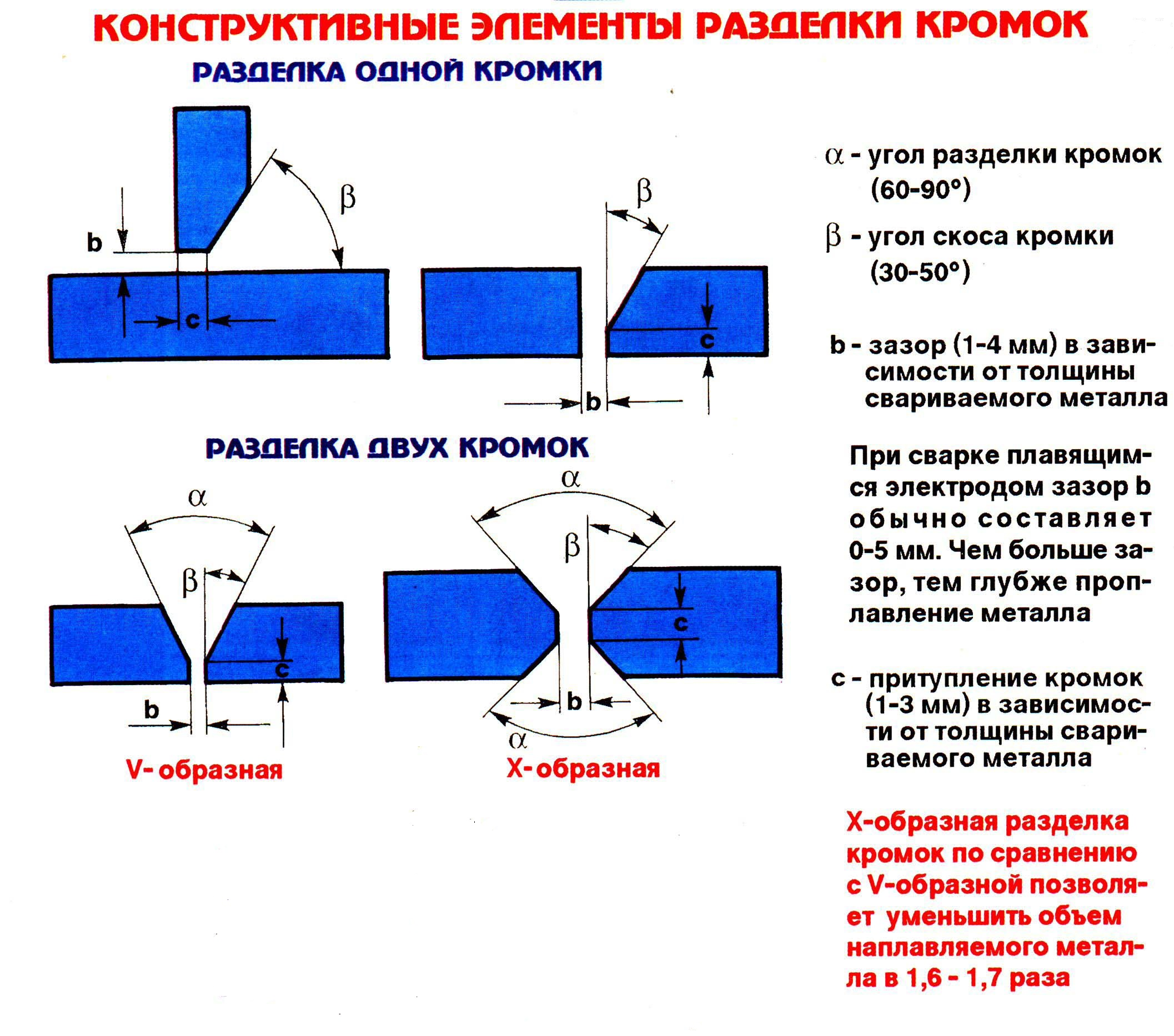
Фаски под сварку
При соединении толстых трубных заготовок сформированный шов следует делать толще, чем сама деталь. Для формирования соединения с заданными геометрическими параметрами требуется выполнить разделку кромок, сняв фаску. После этого электроду будет обеспечен доступ для качественной проварки шва на всю глубину.
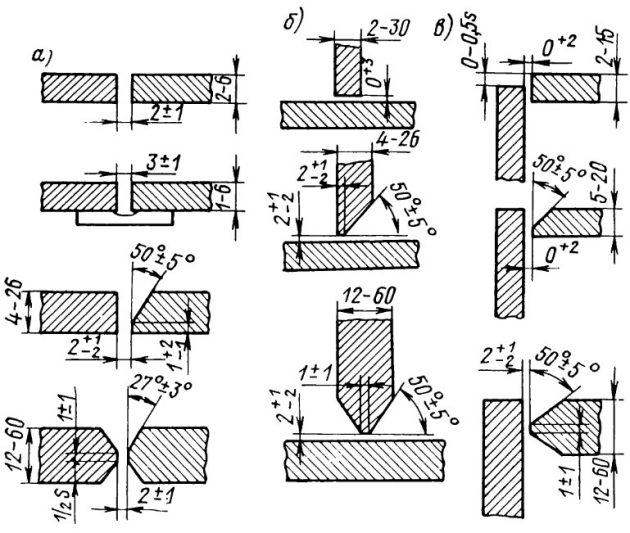
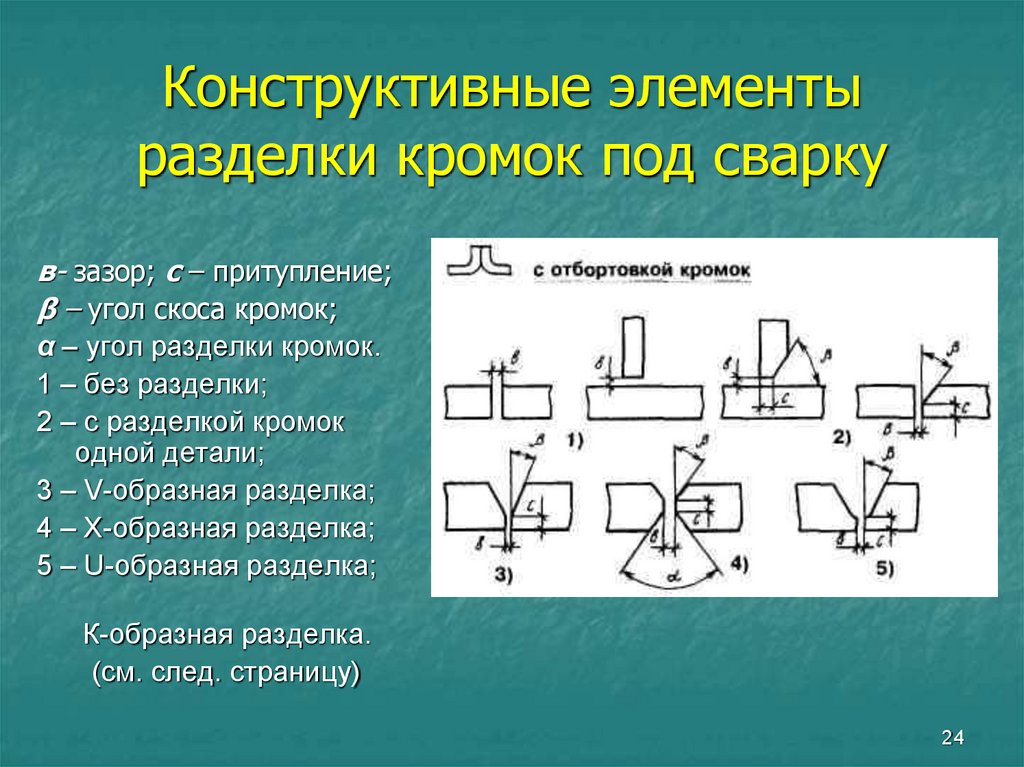
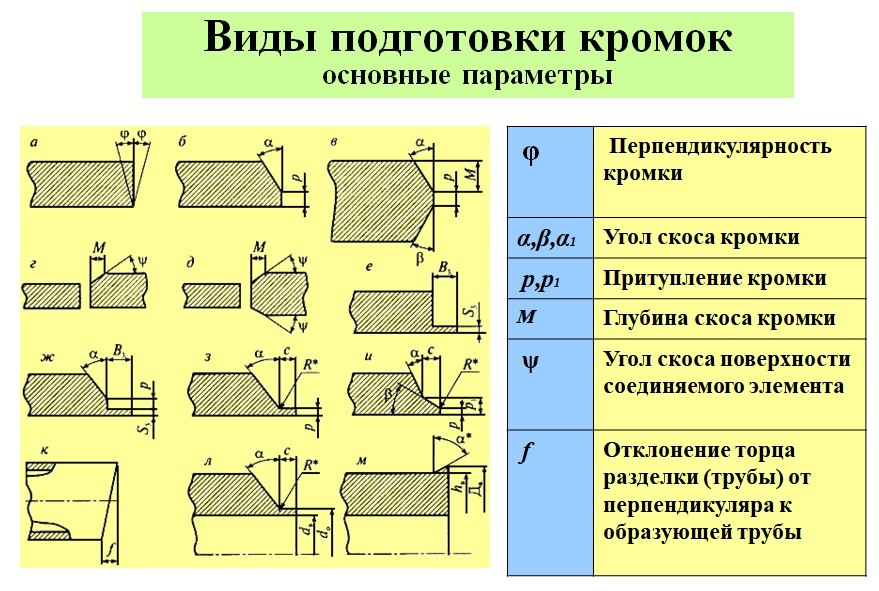
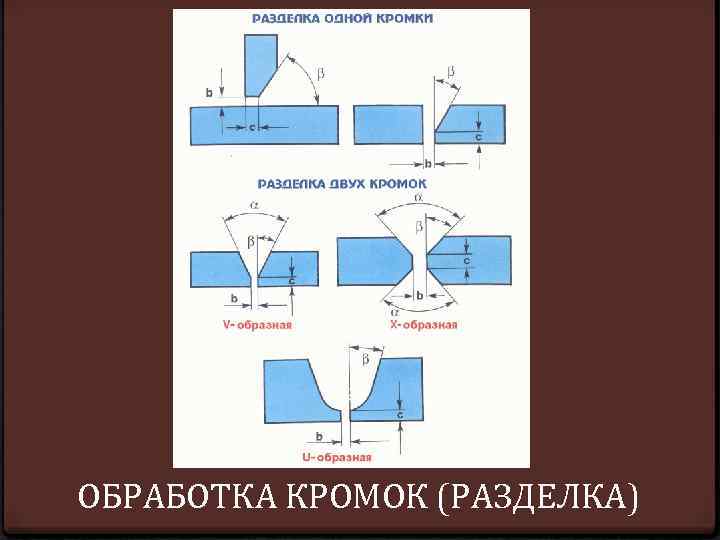
Основными параметрами фаски являются:
- Зазор b. расстояние меду заготовками, до 2-3 мм.
- Притупление C. Не скошенная часть кромки. ее оставляют, чтобы снизить вероятность прожога корня шва..
- Угол скоса β. При двусторонней разделке острый угол принимает значения 15-30 о, при односторонней- до 45о.
- Угол разделки α. Тупой угол равен двойному значению угла скоса, обеспечивает должный доступ к корню шва для сварочного оборудования.
Параметры фаски.
Если значение притупления невелико или его вовсе нет, то прожог предотвращают такими методами, как:
- использование подкладок, препятствующих вытеканию расплавленного металла;
- сварка на флюсовой подушке;
- предварительное подваривание;
- выполнение замка.
Технологам следует обращать особое внимание на корректный расчет и соблюдение оптимальных значений параметров разделки. Это позволяет снизить трудоемкость, экономно расходовать материалы и сохранять контроль над себестоимостью
При подготовке стыковых соединений вид фаски зависит от толщины деталей:
- 3-25мм: одностороння фаска;
- 26-60мм: двухсторонняя;
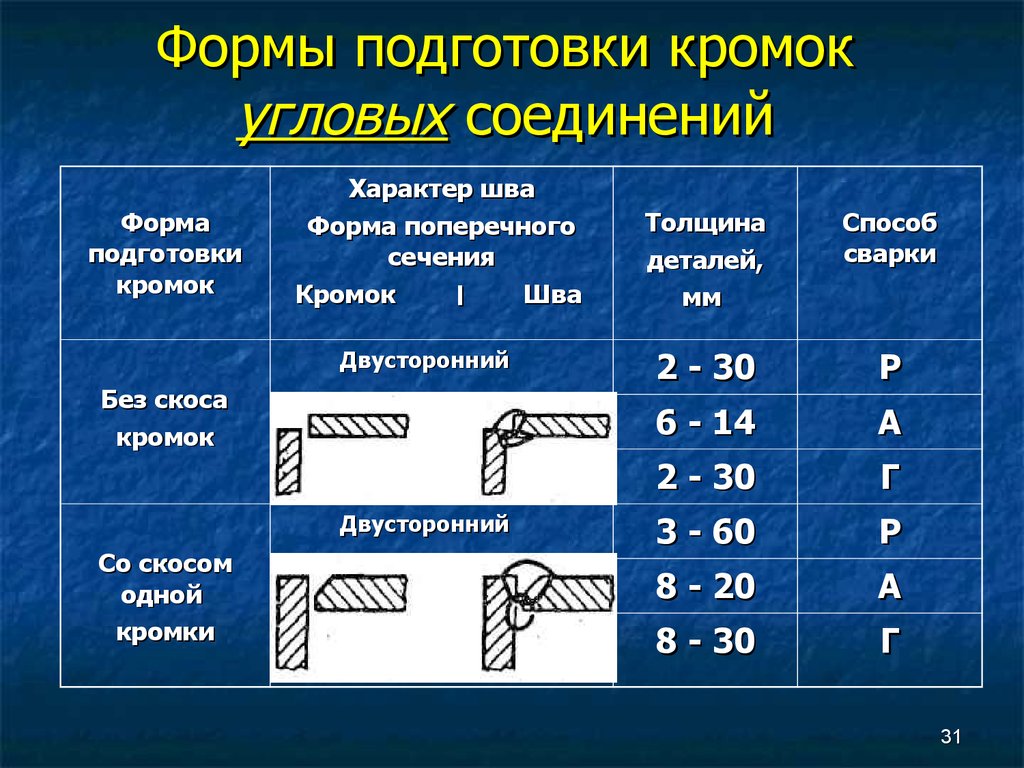
Для угловых устанавливаются следующие границы:
- 3-20мм: одностороння;
- 21-50 мм: двухстороння.
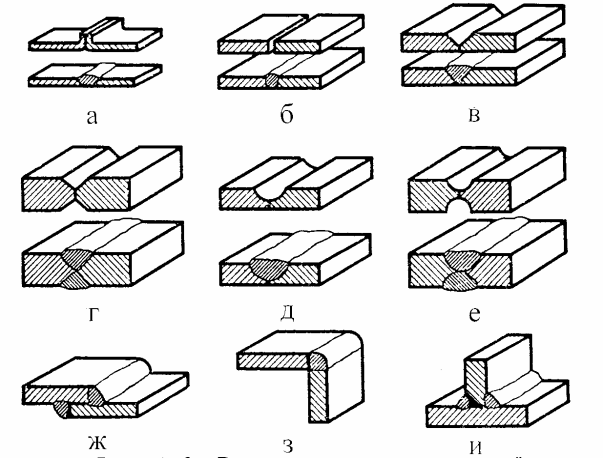
Исходя из геометрической формы профиля поперечного сечения, выделяют такие типы разделки:
- обычный скос, профиль представляет собой трапецию,
- Х-образная, два скоса сделаны навстречу друг другу таким образом, что профиль поперечного сечения двусторонней разделки визуально напоминает очертания буквы Х;
- U-образная, профиль поперечного сечения криволинейный и напоминает очертания буквы U.
ГОСТ на сварку труб рекомендует применять U-образную разделку при больших толщинах заготовок, с целью снизить площадь сечения шва и, следовательно, снизить расход материалов и повысить скорость работы.
Форму разделки выбирают, руководствуясь толщиной труб:
- 3-25мм: Х-образная или V–образная;
- 26-60мм- U–образная;
- более 60 мм- специальные формы.
Они представляют собой:
- уступы;
- сложные криволинейные профили, призванные сохранить доступ электрода к корню шва и понизить площадь поперечного сечения.
Для разделки используются следующие способы:
- Газовый резак. Характеризуется низкой точностью и недостаточным качеством поверхности. Требует дополнительной обработки механическими способами.
- Мехобработка. Строгальная или фрезерная обработка дает достаточную чистоту и форму поверхности. Долбежная обработка также требует финишной мехобработки.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.

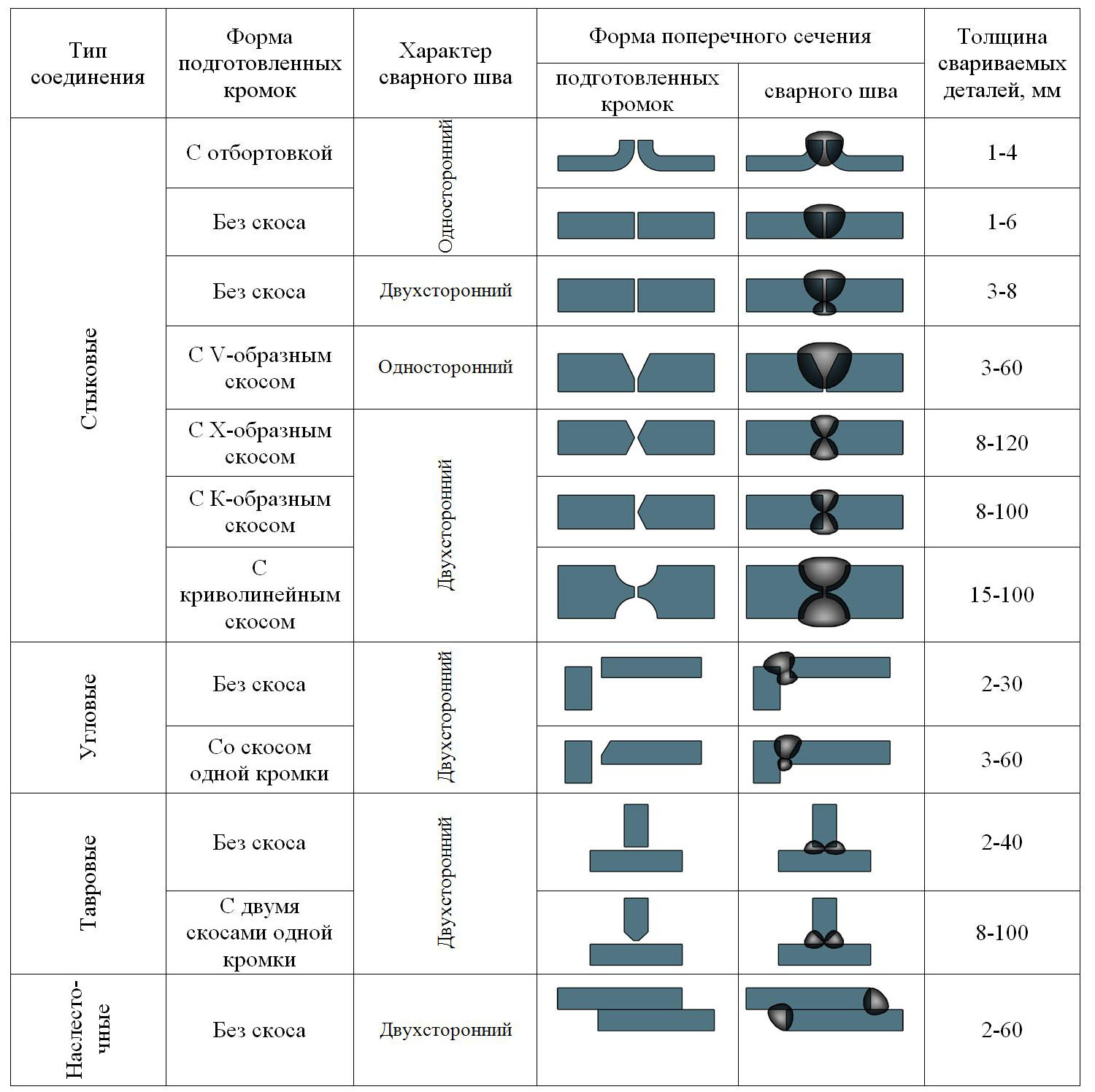
Типы сварных стыков
Вид определяется взаиморасположением соединяемых деталей. Согласно ГОСТ 5264-80 и ГОСТ 14771-76, различают пять видов сварных стыков:
| № п/п | Наименование | Описание | Маркировка |
| 1 | Стыковой | Соединяемые элементы помещаются в одной плоскости, свариваются по прилегающим торцам, возможна обработка кромок. Требует точной подгонки стыкуемых деталей, отличается высокой прочностью. | С |
| 2 | Нахлесточный | Параллельные плоскости деталей накладываются друг на друга. Уступают стыковым в надежности при нагрузке, не так требовательны к точности подгонки. | Н |
| 3 | Тавровый | Торец детали приваривается к поверхности другой части конструкции вертикально или под углом. Не рекомендуются при изгибающих нагрузках. | Т |
| 4 | Угловой | Поверхности соединяемых узлов наклонены по отношению друг к другу (угол соприкосновения кромок — более 300), сварку проводят по торцам изделий. | У |
| 5 | Торцевой | Соединяются торцы узлов, чьи боковые поверхности соприкасаются. Для этого на торцы наплавляется слой металла. Применяется при соединении тонких элементов, чтобы избежать прожигания. | С |
| 6 | Особые виды швов, не предусмотренные ГОСТ | О |
По ГОСТ сварные стыки могут иметь одностороннюю (SS) или двустороннюю обработку (BS), в зависимости от наплавления металла с одной или двух сторон. Различают также однослойную и многослойную сварку.
Выбор сварочного шва определяется конструктивными требованиями к соединению.
Виды швов по ГОСТам (квадраты 2 и 3 примера)
Возможные способы соединения двух элементов вплотную рассматриваются в ГОСТах 14771-76 и 5264-80. Есть такие виды сварочных соединений:
- С – стыковой шов. Два соединяемые элемента находятся в одной плоскости и на одном и том же уровне. Они состыкуются между собой смежными торцами. Это один из наиболее востребованных вариантов соединения. Его особенность заключается в том, что механические характеристики сварного шва очень высоки, а внешний вид готовой конструкции эстетичен. Наряду с положительными сторонами есть и отрицательные. Такой вид соединения остается сложным в техническом плане. Качественно он может быть исполнен только опытными специалистами.
- Т – тавровый шов. Подразумевается соединение двух элементов, расположенных один относительно другого под углом 90 градусов, а место соединения имеет Т-образную конфигурацию. Это наиболее жесткий вариант соединения из всех рассматриваемых. Поэтому его не применяют в случаях, когда для готовой конструкции важна некоторая эластичность.
- Н – нахлесточный шов. Две заготовки располагаются параллельно, но не в одной плоскости. Они соприкасаются с некоторым перекрыванием плоскости. Достаточно прочный и надежный способ соединения, но по жесткости уступает тавровому варианту.
- У – угловой шов. Две заготовки торцами располагаются под углом 90 градусов. Плавятся торцы, в результате чего образуется достаточно прочное и жесткое соединение.
- О – особые типы. Так обозначаются все другие варианты сваривания заготовок, которые не описаны в стандарте.
Оба упомянутые в начале раздела ГОСТа имеют общие черты и перекликаются между собой. Для ручного дугового соединения по ГОСТу 5264-80:
- С1 – С40 стыковые;
- У1 – У10 угловые;
- Н1 – Н2 нахлесточные;
- Т1 – Т9 тавровые.
Выполнение сварочных работ в инертной среде по ГОСТу 14771-76:
- У1 – У10 угловые;
- С1 – С27 стыковые;
- Н1 – Н4 нахлесточные;
- Т1 – Т10 тавровые.





