

Тиски в домашних условиях: делаем сами
Разумеется, в крайних случаях можно обойтись самодельными приспособлениями для фиксирования труб. Вот некоторые их них:
- Струбцина – ее можно изготовить из болта, прочного толстого гвоздя и отрезка швеллера
Тиски из шарнирной петли – нужно взять обычную петлю, загнуть ее края и зафиксировать изделие с помощью болта со специальной гайкой.
Простейшее приспособление можно сделать из эспандера и пассатижей. Однако в этом случае нужно позаботиться о том, чтобы оно было надежно прикреплено к прочной основе, поскольку без этого условия не получится обеспечить неподвижность трубы во время сварки.
Наконец, можно использовать обычные слесарные тиски, которые можно фиксировать к любой твердой, ровной поверхности.
Однако используя кустарные методы производства, нужно учитывать технику безопасности:
- Прежде всего, нужно понимать, что сварка – это источник повышенной температуры, а значит, все элементы конструкций не должны быть сделаны из легко воспламеняющихся материалов – например, дерева.
- Главное требование к центратору трубы – это жесткость крепления и надежность конструкции. Стоит помнить, что во время осуществления сварочных работ труба будет неизбежно раскачиваться, следовательно, самодельная система изначально должна быть очень прочной.
- Все кустарные инструменты подходят только для небольших труб, в основном для проведения прямых стыков между ними. Если предстоит работать с большими, тяжелыми по весу трубами или выполнять сложные стыки, то такие инструменты однозначно не подойдут.
Отличительные особенности наружных центраторов
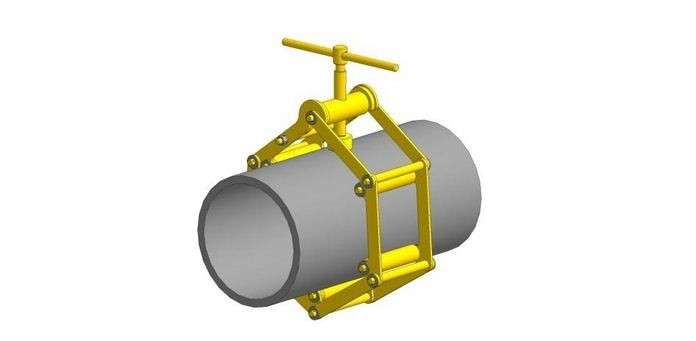
Наружный центратор представляет собой своего рода большой зажим, который способом обхвата цилиндрической конструкции удерживает концы двух труб в фиксировано-соосном положении. По сравнению с внутренним центратором наружный вариант более легок в установке и удобен в эксплуатации.
Еще одной немаловажной характеристикой данного типа центраторов является их способность технически выправлять края трубы, по какой-то причине приобретшие вид неправильного эллипса. Без устранения такого дефекта практически невозможно обеспечить высококачественный и максимально прочный сварочный шов
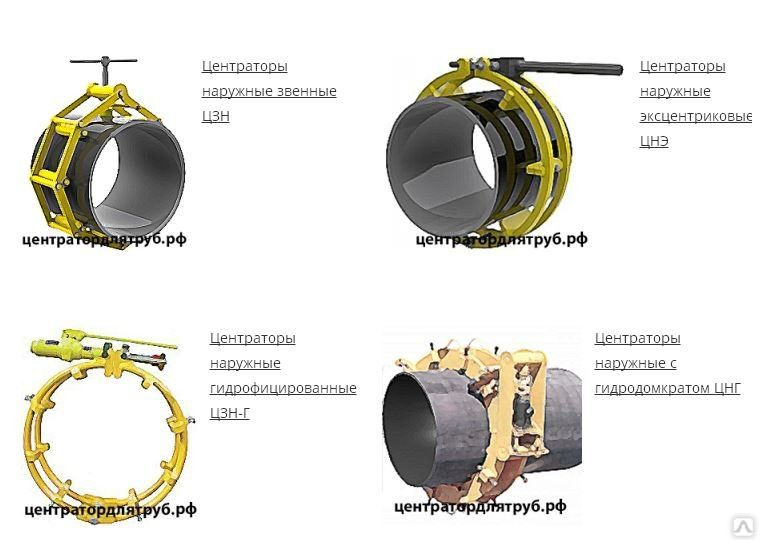
В зависимости от толщины стенок труб и их общих диаметров наружные центрирующие устройства подразделяются на несколько групп.
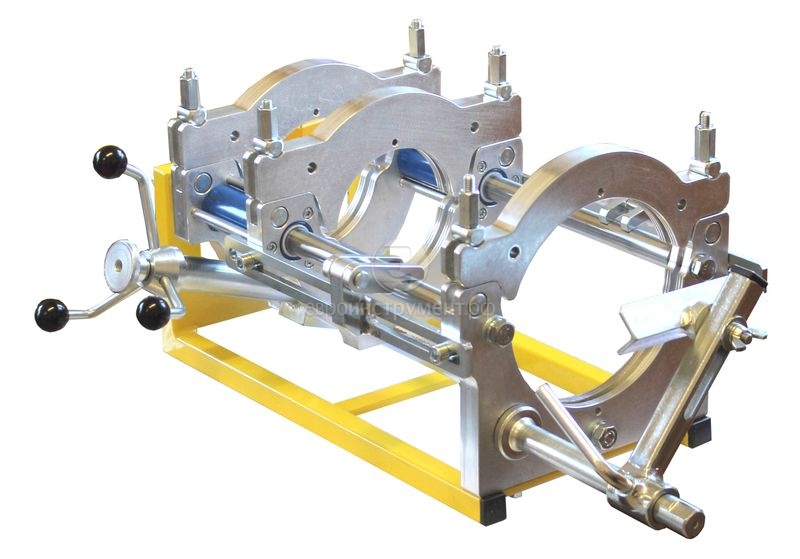
Технически самой простой категорией таких центраторов является категория звенных устройств. Внешне они напоминают многогранник, снабженный внутренней системой колец-звеньев. В зависимости от типа свариваемого объекта эти звенья могут быть либо одинаковой, либо разной длины, а их количество зависит от диаметра трубы.
Данный тип центраторов применяется для работ с трубами диаметром 50-1500 мм. Закрепляется такое приспособление на корпусе трубы с помощью специальных прижимов.
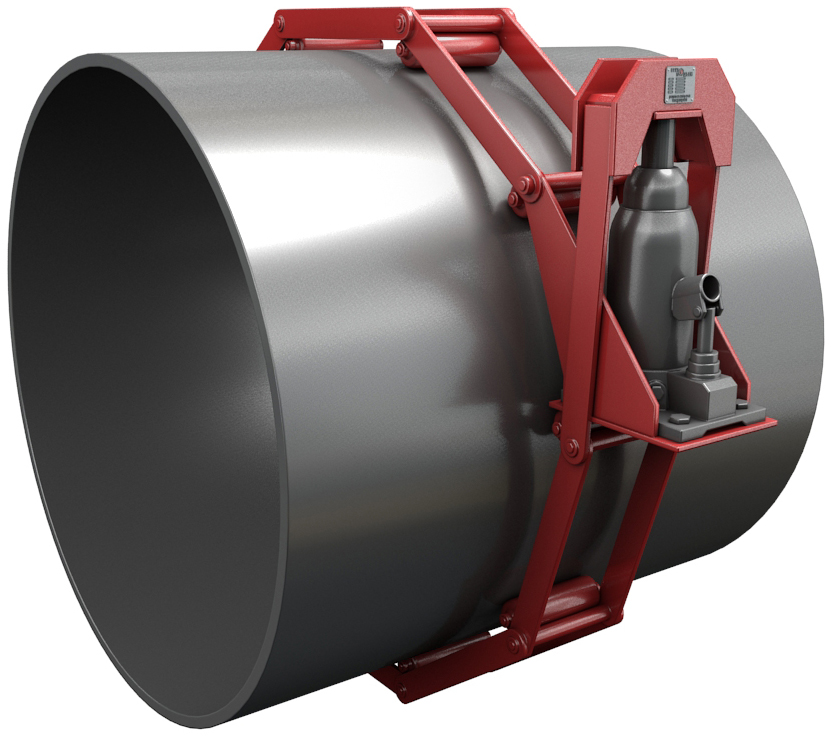
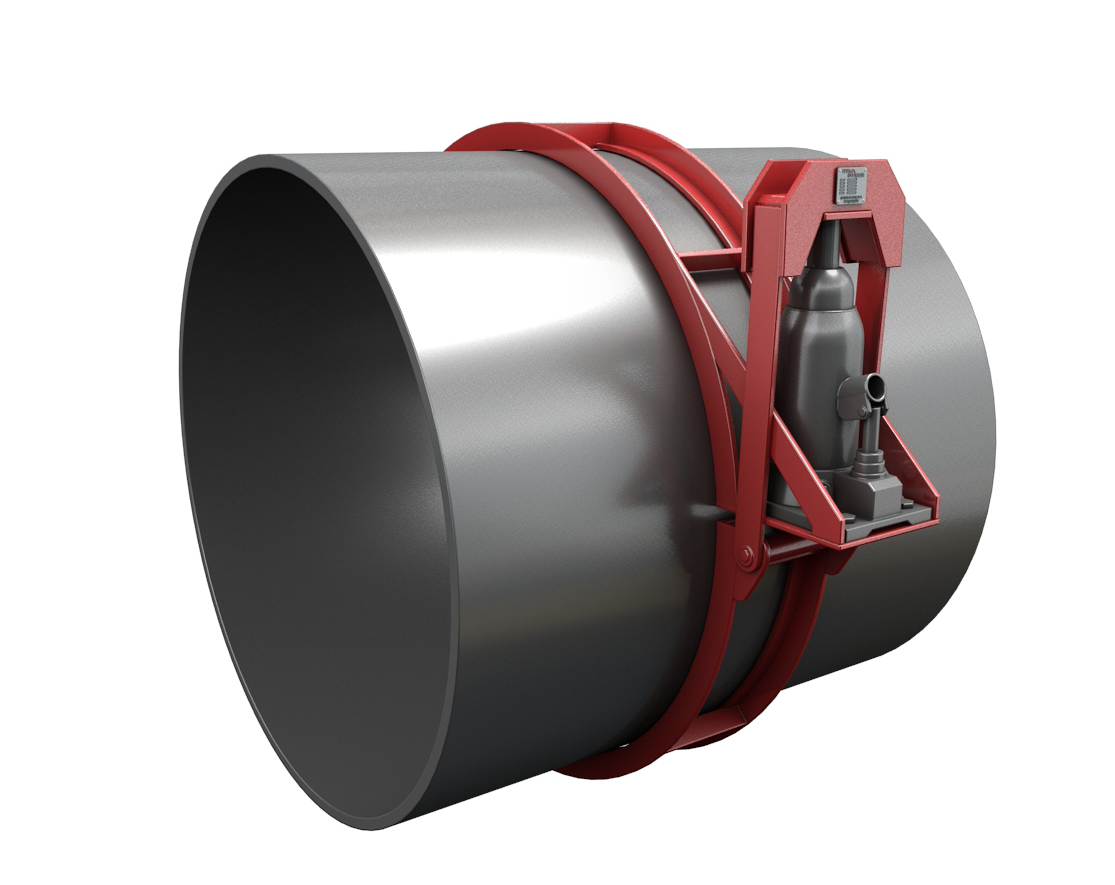
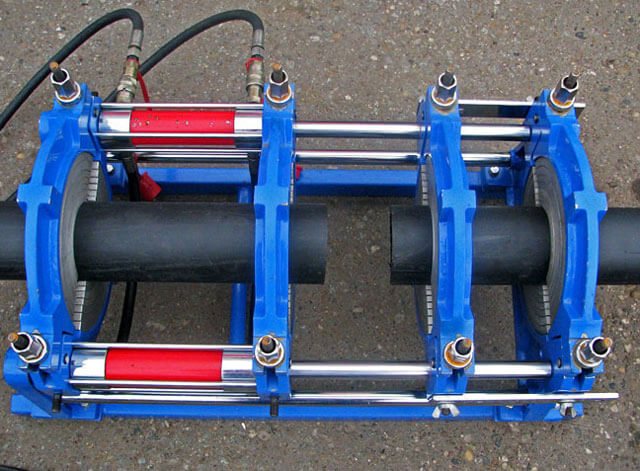
Наружные звенные центраторы гидрофицированные представляют собой продвинутый вариант стандартных звенных устройств. Они отличаются от «основы» тем, что их затягивают на трубе не руками, а с помощью ручного домкрата. Благодаря этому центратор обжимает металлический цилиндр с большим усилием, что положительно сказывается на качестве работы. Отлично стыкует друг с другом трубы в диапазоне диаметров от 72 см до 162 см.
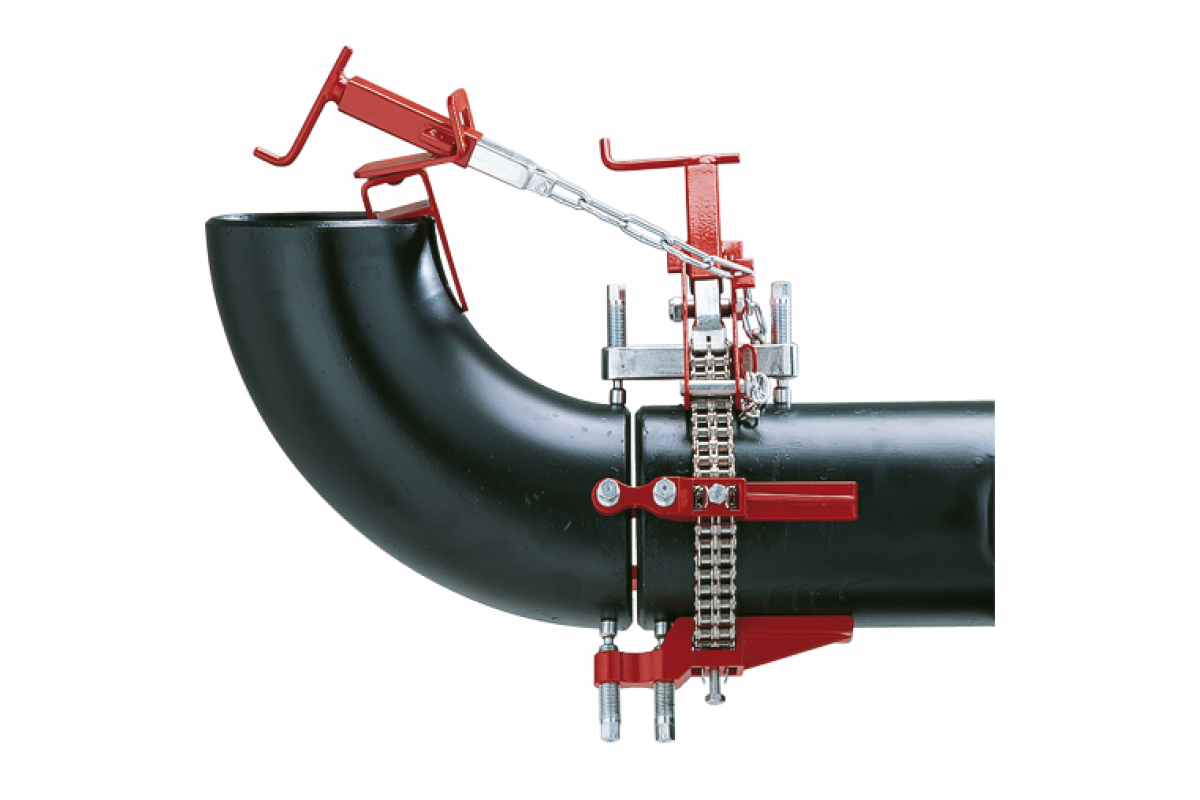
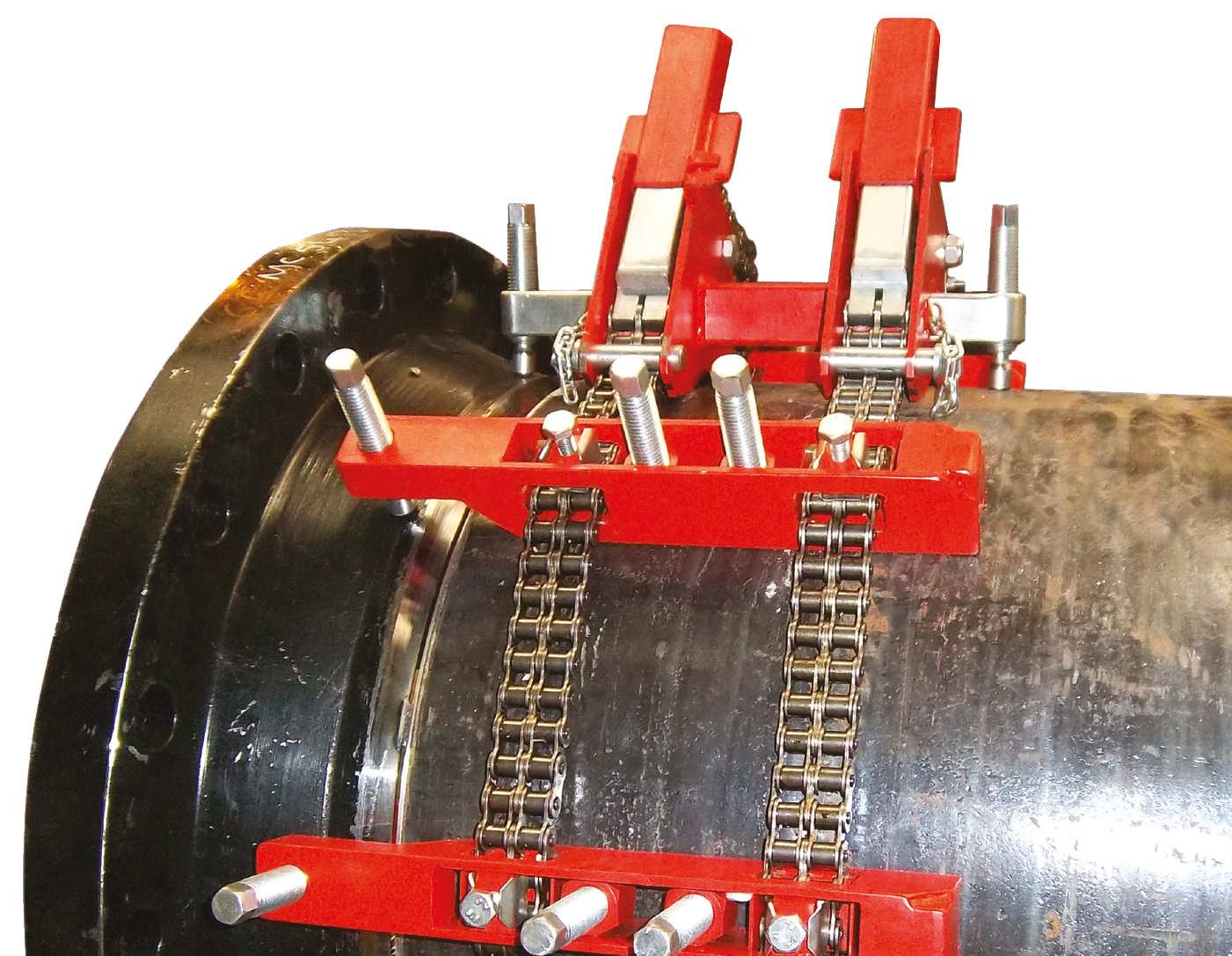
Целям устранения нежелательной эллипсности труб служит модернизованный вариант звенных гидрофицированных центраторов. Он предполагает использование в данном приспособлении электрического или пневматического домкрата. Группа цепных центраторов объединяет приспособления, работа которых основана на применении цепи, затягиваемой вокруг свариваемых труб. Достоинством данного вида является его универсальность. Цепные центраторы способны работать с трубами самых разных диаметров в пределах от 90 мм до 1000 мм.
Эксцентриковые центраторы применяются для сварки труб большого сечения. Основу их составляют две стальные дуги. В отличие от звенных центраторов, в которых фиксация звеньев осуществляется специальными крюками, дуги в эксцентриковых устройствах при настройке под заданную трубу стягиваются дополнительной регулировочной перемычкой. Стоит отметить, что один и тот же центратор с эксцентриком может использоваться в работе с трубами нескольких диаметров. Этот фактор делает указанное приспособление более удобным, но и более дорогостоящим.
(полуавтоматическая сварка)
Теперь речь пойдет о том, как сделать сварные швы с помощью полуавтомата, если вы варите ответственные конструкции или собираетесь их передать под контроль для аттестации НАКС.
Вот как это делается на примере двух заготовок (пластин) толщиной 12 мм, свариваемых встык в вертикальном положении инвертором SKYWAY 330.
Пластины нужно подготовить: вырезать с помощью плазмореза или болгарки.
Также для корректного хода работы понадобятся: • выводные планки (2 шт.) – необходимы для начала и завершения сварки, так как трудно получить качественный шов на данных этапах. Планки технологические и впоследствии срезаются;
• приспособления, препятствующие обратному выгибанию наших заготовок (2 шт.);
• шаблон для контроля зазора (любая железка, позволяющая выставить зазор, в нашем случае 2 мм).
Для того, чтобы правильно подготовить наше соединение к проведению дальнейших сварочных работ, нужно ознакомиться с требованиями ГОСТ 5264-80 (кликните, чтобы загрузить страницу с текстом). Ищите в нем соединение, с которым вы будете работать, в в нашем варианте это С17. В ГОСТе указано, как это соединение подготовить: нужно выполнить скос кромок под углом 30 о и притупить их. Пластины нужно зачистить от окислов, грязи и ржавчины на расстоянии не менее 10 мм от границ будущего сварного шва.
Для правильной сборки удобно использовать магнитный угольник. Он выровняет пластины относительно друг друга и предупредит их смещение в процессе постановки прихваток.
Двухмиллиметровый зазор контролируем шаблоном, роль которого может выполнять любой подходящий по размерам кусок металла. Приложите шаблон к месту предполагаемого начала сварки и выставите зазор точно по нему. В месте конца сварки зазор нужно немного увеличить, из-за того, что пластины будут стягиваться во время кристаллизации наплавленного металла.
Далее ставят приспособление, препятствующее изгибанию и стягиванию заготовок. Прихватывают одно приспособление, затем контролируют смещение и устанавливают зазор, как и было сказано, чуть более 2 мм, например, 2,2 …2,3 мм. После ставят точечные прихватки на второй «приспособе».
Присп-я, препятствующие деформации пластин, прихваченные точками
После того, как вы поставили прихватки, нужно посмотреть, не сместились ли пластины. Для этого можно использовать тот же шаблон для выставления зазора. Если он имеет ровный край, им можно контролировать, насколько свариваемые пластины ровно выставлены относительно друг друга – просто приложить ровный край к соединению и посмотреть отсутствие просветов.








Проверка смещения шаблоном
Если такие будут обнаружены – на данном этапе всегда можно подрихтовать с помощью молотка или других спец. приспособлений.
Теперь можно варить сплошной шов. Надеваем перчатки, маску, вооружаемся горелкой полуавтомата. Обваривать нужно не сильно, потому что приспособления против выгиба заготовок выполняют технологическую роль и их нужно будет выбить.
Приварка выводных планок
Подготовка планок такая же, как и для основного металла. Выполняется скос кромок, толщина их тоже должна соответствовать толщине свариваемой конструкции. Их устанавливают на прихватках.
Выводная планка, прихваченная к основному металлу
Для того, чтобы повысить уровень сложности задачи, сварщику лучше выполнить вертикальный шов соединения, это позволит в полной мере проверить его навыки и умения. Также необходимо правильно настроить параметры сварки на источнике питания SKYWAY 330. Параметры можно настроить путем проб и ошибок. В нашем случае, для толщины заготовок 12 мм были выбраны следующий сварочный режим: U = 17В; Vподачи= 3 метра; Uкорректир.=-5; L=0, где L-индуктивность. Расходные материалы (они оптимальны для приведенного случая): Электродная проволока Ø1 мм; Газовая смесь 82% Ar+18% CО2.
По правилам, чтобы избежать наводораживания сварного шва, приводящего к появлению пор, пластины нужно подогреть до Т = 100 … 120 оС. Правила, на то они и правила, чтобы их обходить. Несомненно, поры представляют собой дефекты шва и являются браковочным признаком. Однако следует предположить, что в процессе прохождения шва имеющаяся на поверхности металла влага немедленно испарится. В конце концов, никому не приходит в голову подогревать проволоку перед сваркой. Тем не менее, если вы сдаете экзамен на аттестацию НАКС, вам следует о существовании такой операции знать — это требование обязательное. В производственных условиях операцию можно выполнить в печи, в остальных случаях — с помощью ацетилено-кислородного резака или горелки.
Виды центраторов
Существует два способа деления трубных центраторов на подвиды. Их подразделяют исходя из области фиксации и способа закрепления.
По области фиксации направляющий механизм для труб ППУ или металлических может быть внутренний и наружный.
- Внутренние устройства устанавливают внутри соединяемых отрезков для фиксации в правильном положении труб ППУ или из любых других материалов. Данное оборудование используют, как правило, на трубопроводах большого диаметра. Оно имеет достаточно сложную конструкцию и предусматривает наличие гидравлических насосов, двигателя и фиксирующих механизмов.
- Наружный центратор обхватывает сварной стык снаружи. Он представляет собой довольно массивный зажим универсальной конструкции. Он более прост и удобен в применении.

Центратор внутренний
Если внутренние механизмы могут работать только за счет гидравлических насосов, то наружные можно подразделить еще на несколько категорий по способу крепления на стыках труб ППУ или любых других изделий большого и малого диаметра.
- цепные. Вокруг стыка с помощью специальных натяжных закрепляется цепь, которая и фиксирует отрезки для сварки;
- звеньевые. Данное устройство состоит из набора звеньев, которые могут передвигаться и регулироваться, исходя из диаметра трубы;
- эксцентриковые. Такие центраторы состоят из двух металлических дуг, которые стягиваются перемычкой.
Кроме основных, наиболее часто используемых направляющих, существует еще несколько менее популярных устройств:
- наружный центратор пружинный обсадной. Используется, как правило, при вертикальном бурении, для соединения труб скважины ППУ. Такое оборудование имеет вид разрезанной по периметру металлической трубы с выпуклостью в местах разрезов. Именно эта выпуклость придает оборудованию пружинный эффект;
- мобильные бытовые устройства для соединения труб ППУ малого диаметра.
Установка агрегата
Установка внешних центраторов несколько отличается от внутренних. Она выполняется более просто и быстро.

Процесс сварки металлических труб с помощью внутреннего центратора
Порядок монтажа внутреннего устройства:
- Зачищаем соединяемые стыки.
- Фиксируем агрегат в одном из элементов.
- Фиксируем пружинный центратор возле края одного из отрезков.
- Устанавливаем второй элемент вплотную к первому.
- Запускаем двигатель. Гидравлические насосы сжимают отрезки, выравнивая по уровню за счет внутреннего диаметра.
- Варим стык.
Порядок монтажа наружного устройства:
- Подготавливаем стыки.
- Устанавливаем агрегат.
- Выравниваем отрезки по уровню.
- Поджимаем болты центратора.
- Проверяем правильность соединения.
- Зажимаем натяжные до упора.
- Приступаем к сварным работам.
Как выбрать центратор?
Выбор центратора для сварки труб, пожалуй, одна из главных задач при обустройстве водопровода, канализации или теплопровода.

Центратор для сварки полипропиленовых труб
Именно это оборудование позволит герметично соединить трубы и выдержать правильный угол уклона, что является залогом надежности и долговечности любого трубопровода. Нюансы таковы:
- Определитесь, с трубами какого сечения вам придется иметь дело. Для работы с элементами малого диаметра (до 500 мм) вполне подойдет открытый агрегат. Для соединения изделий от 500 мм лучше использовать закрытое устройство. Оно более сложно в управлении, но обеспечивает более надежную фиксацию.
- Чтобы выбрать между цепными, звеньевыми и эксцентричными моделями – определитесь с объемом работы и толщиной своего кошелька. Цепные модели – самые дешевые, наиболее функциональные, но наименее надежные. Средними по всем параметрам являются звеньевые устройства. Наиболее дорогие, но наиболее надежные – эксцентричные центраторы. Однако для бытовых трубопроводов выбрасывать 150-200 долларов на вспомогательное оборудование – как минимум не рационально.
Станки для электромуфтовой сварки ПНД труб
Все виды устройств, необходимых для электромуфтовой сварки, имеют небольшой вес и отличаются низкой степенью энергопотребления. Самые продвинутые аппараты данного типа позволяют обрабатывать даже тонкие трубы в автоматическом режиме. Это возможно благодаря микропроцессору, встроенному в сварочный аппарат – за счет этого элемента происходит цифровая регулировка всех рабочих параметров и подгонка их под необходимые значения.
Впрочем, разные аппараты могут отличаться по следующим пунктам:
- Вид и размеры используемых фитингов. Муфта, устанавливаемая в аппарат, напрямую зависит от того, как расположена греющая спираль, которая может быть открытой или закрытой. Крупные фитинги обычно используются в сочетании с обжимными пластинами, которые позволяют привести в нормальное состояние края труб, деформированные в процессе обрезки.
- Функции, контролирующие рабочий процесс. Электромуфта имеет на своей поверхности штрих-код, после считывания которого в памяти микропроцессора появляются данные, задающие режим работы оборудования. Дисплей сварочного станка в процессе работы показывает все рабочие параметры: время и температуру нагрева, напряжение, силу тока и др. В хорошем оборудовании эти данные сохраняются, что позволяет использовать сварочный аппарат для такой же сварки без дополнительной настройки. Кроме того, многие аппараты оборудованы звуковой сигнализацией, которая оповещает о начале и завершении работы.
- Количество рабочих режимов. Наличие разных режимов работы позволяет оптимизировать работы и снизить затраты расходных материалов, которых для данного метода требуется немало. Впрочем, большие расходы оправдываются простотой работы и возможностью сварки труб, находящихся в труднодоступном месте.

Разнообразные возможности и уникальные характеристики сделали электромуфтовую сварку оптимальным вариантом для ремонта пластикового трубопровода. Одним из важнейших преимуществ такого оборудования, высоко оцененным профессионалами, является универсальность – аппарат для электромуфтовой сварки ПНД труб позволяет соединять как изделия разных размеров, так и трубы, выполненные из разных марок полимеров.
Способы обработки кромок под сварку
Существует несколько способов как обработать кромку детали:
- Ручной – для этого используют такие инструменты, как зубило, наждачная бумага или напильник;
- Механический – различаются по типу используемого оборудования: 1) при помощи токарного или расточного станка деталь обтачивают на оси, которая вращается; 2) другие заготовки обрабатывают на фрезерных, шлифовальных, строгальных и других машинах; 3) фрезерные или универсальные станки используются для обработки криволинейных краев.
- Термический – 1) при помощи газового резака, которая переходит в ручную сварку; 2) плазмотроном – одна из самых точный обработок.
Наружные и внутренние центраторы

Внутренний центратор
от 2 метров
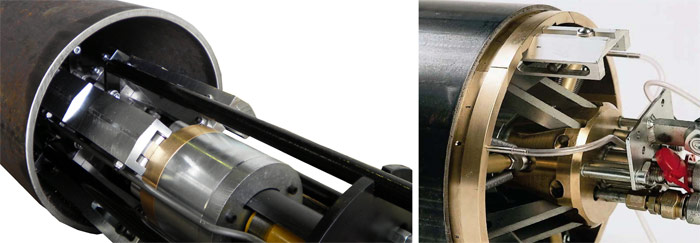
Конструктивно внутренний центратор представляет собой подвижный гидравлический домкрат с электроприводом. Он с помощью полуцилиндров-распорок изнутри фиксирует обе трубы. Кроме того он может (некоторые дорогие модели) осуществлять и внутреннее воздушное охлаждение накладываемого сварного соединения.







Подробности работы с внутренним центратором труб также можно увидеть на прилагаемом видео.
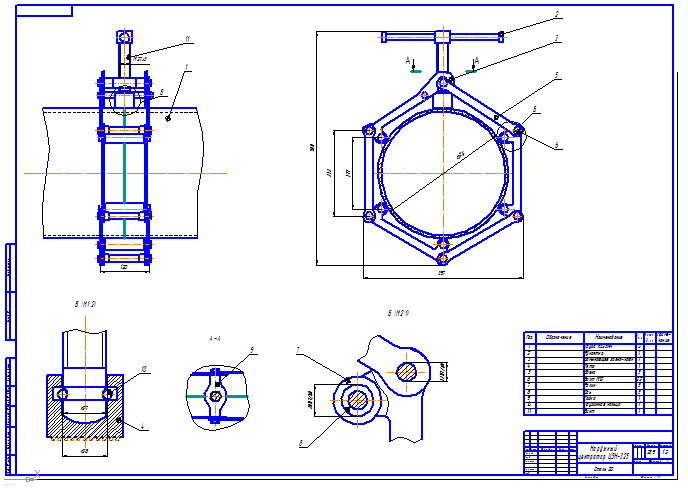
Чертежи устройства
Приведем базовые чертежи наиболее распространенных в производственной практике наружных центрирующих устройств.
Разделка труб под сварку: этапы
Ранее уже говорилось, что разделка труб под сварку должна регулироваться ГОСТ, и мы уже определили, что тип соединения труб может быть:
- стыковым;
- под углом;
- внахлест, если диаметр трубы/трубопровода изменяется или к нему приваривается фланец.

Перед выполнением сварочных процедур проводятся подготовительные мероприятия, для труб это механическая зачистка, которая удаляет загрязнения, далее химобработка и, непосредственно, сама разделка труб под сварку.
Разделка кромки выполняется путем механической обработки. Для монтажа труб используют предназначенное для этого оборудование. Допускается использование угловых шлифовальных машин.
Разделка кромок труб под сварку выполняется только в случае, если толщина труба будет более 4 мм. Скашивание выполняется под углом 45 градусов 1-ой или двух кромок.
Стыки на трубах можно разделить на поворотные и неповоротные. Но в рекомендациях ГОСТ указано применение именно поворотных стыков, так как их сварка более удобна в нижней позиции, а разделка происходит по всей длине стыка.
Прежде, чем приступить к дуговой сварке под флюсом, нужно прихватить торцы труб:
- 4 прихватки для труб диаметром менее 300мм;
- каждые 200-300мм прихватка, если диаметр свыше 300мм.
В случае, когда толщь стенки трубопровода больше 12 мм включительно, то проварка должна осуществляться в 3 этапа. На первом формируется валик с возвышением от 1,5 до 3 миллиметров, который распределяется на протяжении всего стыка.
По ГОСТ для труб регламентирована U-образная разделка кромки – это, если толщина заготовки большая. А все делается для того, чтобы уменьшить площадь сечения шва, тем самым, снизив объемы расходников и увеличивая скорость выполнения работы. Какой скос использовать, если толщина трубы составляет:
- Х или V–образная — 3-25 миллиметров;
- U–образная — 26-60 миллиметров;
- другие специальные формы — более 60 миллиметров.
Разделка труб пол сварку подразумевает следующие способы:
- Газовый резак. Имеет низкую точностью и не совсем качественное покрытие. Нуждается во вспомогательной мехобработке.
- Механический способ обработки труб. Благодаря строгальным или фрезерным станкам получается в результате чистая поверхность.
Торцовочные машины предназначены для разделки кромок труб под сварку значительного диаметра. В то время, когда на магистралях отопления полным ходом идет ремонт, разделку выполняют шлифовальными машинами.
При разделке кромок труб большого диаметра используются специальные торцовочные аппараты. Во время ремонтных работ на магистралях отопления разделка часто выполняется вручную шлифмашинами.
Производители ручных аппаратов для электромуфтовой сварки
На рынке сварочных аппаратов для пайки ПНД труб наибольшим спросом пользуются изделия следующих производителей:
- Rothenberger. Данная компания была основана в Германии в 1949 году. За все прошедшие годы компания смогла добиться очень больших успехов, став одним из ведущих производителей сварочных аппаратов. Продукция, выпущенная под брендом Rothenberger, отличается максимально возможным качеством и крайней степенью надежности.
- Ritmo. Итальянская компания Ritmo была образована в 1979 году. На сегодняшний день она относится к категории ведущих компаний, занимающихся обработкой полимеров и изделий из них. В своей деятельности Ritmo постоянно следует наиболее современным и строгим стандартам. Бизнес компании поставлен на очень высоком уровне, и то же самое можно сказать о продукции – изделия Ritmo отличаются разнообразием, универсальностью и высочайшим качеством.
- DYTRON. На фоне старших аналогов продукция чешской компании DYTRON, основанной в 1992 году, не кажется недостаточно качественной – с этим все в порядке. Ассортимент продукции необычайно широк – компания выпускает как ручное, так и автоматическое оборудование, позволяющее соединять ПНД трубы. Кроме того, модельные ряды постоянно расширяются и дополняются, поэтому подобрать хорошее оборудование на стендах этого бренда проблемы не составит. Также стоит отметить и соответствие выпущенных устройств самым современным требованиям.
Выбрав сварочный аппарат для пайки полиэтиленовых труб, на котором будет значиться логотип одной из описанных компаний, можно не переживать о качестве оборудования – оно будет ожидаемо высоким.
Из чего состоит и как работает устройство
По своей сути центратор представляет собой устройство соединяющее в идеально ровном положении свариваемые стыки двух труб. Конструкция позволяет использовать его для работы с трубами различного размера. Он легко и быстро монтируется, весит относительно немного.
Центратор наружный для труб любого типа состоит из соединяющего устройства (пластин, струбцин или цепи) и стягивающей части (винтовой ворот, болтовое соединение, гидравлический привод).
Для соединения двух труб следуют простому алгоритму:
- Зачищают их стыки с помощью угловой шлифмашины, очищают от ржавчины и других загрязнителей соответствующими химическими веществами (нейтрализатор ржавчины, ацетон, уайт-спирит и тому подобное)
- Одевают центратор на одну из труб, но не затягивают его крепления.
- Подводят вторую в стык к первой.
- Передвигают центрирующее устройство на вторую и затягивают с равномерным усилием крепежные элементы
- Проводится визуальная проверка правильности положения трубопровода и надежности центрирующего устройства.
- Накладываются швы с помощью газовой или электрической сварки.
По мере наложения шва центрирующее устройство нужно осторожно ослаблять и проворачивать – освобождая рабочую площадь для сварки. Во время этой процедуры нужно быть особо осторожными, так как легко деформировать недоделанный сварочный шов
Виды аппаратов для сварки полиэтиленовых труб
Сварочные аппараты для полиэтиленовых труб классифицируются по 4 вышеперечисленным методам выполнения соединения. Каждый из них требует применения конкретного аппарата. Однако существует еще одна градация по степени автоматизации.
Ручные сварочные аппараты — безусловно, самые дешевые и низкопроизводительные. Как следствие, применяются при необходимости проведения небольших объемов работ, например, для прокладки нового водопровода в квартире или создания канализации в частном доме. Стыковая и раструбная сварка — область применения такого оборудования. Экструзионные варианты встречаются крайне редко, а терморезисторные вообще никогда. Там важна точность выставления рабочего тока, что в ручном режиме принципиально невозможно.
Полуавтоматы — понятно, что подобного рода устройства обходятся гораздо дороже ручных аналогов. Однако производительность таких аппаратов несравненно выше, как и мощность. Человеческий фактор в их работе сведен к минимуму. Работа оператора заключается в предварительных настройках режимов работы и последующей корректировке. Применяются во всех видах сварочных процессов. В более широком формате представлены в терморезисторной сварке.






Автоматические аппараты — управляются микропроцессорной техникой (оператору необходимо ввести только базовые параметры, такие как размеры и характеристики свариваемых труб). Качество шва в этом случае максимальное, как и производительность, но цена — высокая.
Внутренние центраторы для сварки труб
Конструкции таких приспособлений более сложные, поскольку должны обеспечивать соосность внутренних диаметров труб. Внутренние центраторы (обозначаются ЦВ), кроме внешней фиксации, должны обеспечивать ещё и внутреннюю, поэтому применяются при соединении труб, имеющих пенополиуретановое покрытие (ППУ).
Отличительной особенностью таких труб, широко применяемых в магистральных системах водяного отопления и горячего водоснабжения, является наличие защитного слоя пенополиуретановой изоляции, в котором размещается кабель, обеспечивающий дистанционный контроль за состоянием трубопровода. Сверху ППУ-изоляция покрывается термостойкой неметаллической оболочкой, поэтому сварка стыков стальных труб в данном случае возможна только изнутри.
Особенностью использования внутренних центраторов является то, что они могут использоваться в длительном режиме эксплуатации трубопровода. Как правило, они включают в себя гидравлический привод, который обеспечивает не только центровку, но и устраняет прогиб трубы под собственным весом или в результате просадки грунта в месте прокладки трубопровода. Система управления гидроприводом внутреннего центратора базируется на использовании двигателей постоянного тока, поскольку предполагает регулирование скорости перемещения гидрозажимов.
Для труб с внутренним диаметром до 300 мм возможно использование внутренних центраторов с ручным приводом.
Внутренние центраторы действуют так. Приспособление вводится в один из торцов трубы, в то время как второй надвигается при помощи грузозахватного приспособления. Гидравликой создаётся необходимое усилие прижима, после чего производится сварка. В процессе сварки труба сильно нагревается, поэтому обязательным является наличие охлаждающего вентилятора.
К специализированным конструкциям относят центраторы для узких труб. Они имеют пружинный прижим, и являются разновидностью наружных центраторов, используемых при бурении глубоких скважин под воду или нефть.

Преимущества использования
- Снижение трудозатрат. Центраторы позволяют установить в проектное положение трубы без значительных усилий. За счет точности позиционирования можно использовать механизированную сварку.
- Прочность соединения. Центраторы помогают добиться одинаковой ширины шва по всей окружности трубы без подрезов, наплывов и непроваров.
- Сохранение гидравлических параметров. Внутренняя поверхность трубы в месте сварки не имеет ступенек, препятствующих прохождению транспортируемой среды. Применение центратора позволяет избежать возникновения турбулентности и увеличения гидравлического сопротивления.
Наши предложения
ООО «ТД МОССВАРКА» поставляет качественный инструмент и
приспособления ведущих производителей, например отечественной компании «Сфера».
В каталоге представлен широкий ассортимент цепных и многозвенных центраторов для сварки труб
диаметром от 12 до 1220 мм. Оборудование произведено в соответствии с техническими
условиями, а его качество подтверждается паспортами и сертификатами. Для приобретения
сварочного центратора для труб воспользуйтесь «Корзиной».
Получить помощь в выборе оборудования, уточнить условия доставки и оплаты Вы можете
по контактному телефону или электронной почте, представленным вверху страницы.
Трубы больших размеров (диаметров, длины) сложно состыковать вручную так, чтобы кромки сошлись точно и без перекосов. Для этой цели применяют механические приспособления – центраторы для сварки труб. Они обеспечивают идеальную состыковку, которая позволяет сделать качественный сварочный шов. В основном их используют при проведении магистральных и местных трубопроводов. Диапазон размеров труб, соединяемых при помощи центраторов, находятся в пределах от 25 мм до 6000 мм.
Преимущества использования центраторов:
- надежная фиксация труб;
- можно с высокой точностью состыковать кромки;
- быстрота и простота использования;
- долговечность приспособления.
Центраторы незаменимы во время сооружения громоздких магистральных трубопроводов для перекачки газа, нефти, химических веществ и других, опасных жидкостей и газов. Это несколько увеличивает расходы, но обеспечивает надлежащее качество сварного соединения. Трубы в секции собирают на стендах, линиях, передвижных трубосварочных базах.
По технологическому назначению и месту применения центраторы делятся на две группы:
- для внутренней установки;
- для наружной установки.
Выполняют они одни и те же функции, но могут использоваться не везде, а только в определенных условиях, заменяя друг друга. Например, при соединении прямых отрезков труб одинакового диаметра можно использовать как наружный, так и внутренний центратор. При соединении трубы с коленом внутрь устройство установить невозможно, а для фиксации элементов используют наружное устройство. Центраторы повышают производительность и качество сборки как больших, так и малых трубопроводов. Их можно использовать для сварки любых типов соединений (прямых, поворотов, тройников, запорной арматуры, фланцев).





