

Процесс изготовления трубогиба пошагово
Самым простым в изготовлении получится профилегиб для труб диаметром до 20 мм. Для него нет необходимости в специальных профессиональных знаниях, поскольку у такого приспособления очень простая конструкция, в которой применяются бетонные основания и стальные штыри, зафиксированные в ней. Между этими компонентами и производится прокатывание и гибка металла.
Чтобы изготовить трубогиб по этой схеме, сначала нужно закрепить в землю несколько швеллеров или труб диаметром 7 см и на расстоянии 5 см друг от друга. При этом закрепить швеллеры необходимо перпендикулярно земле (то есть под углом 90 градусов). Дальше можно приступать к заливке бетонной конструкции: утрамбовать грунт так, чтобы он не проседал, сделать насыпь из щебня,разровнять ее и залить бетоном минимум на три дня. Раствор также можно сделать в домашних условиях — смешать песок и цемент в пропорции 4:1. После того, как бетонное основание застыло, можно приступать к работе. Трубу или профиль, который необходимо согнуть, поместите между швеллерами и приложите силу, как рычагом, чтобы воздействовать на металл.
Если изделие, которое нужно изогнуть, в диаметре больше 20 мм, предыдущую конструкцию придется доработать с помощью двух стальных прутов круглого сечения, высотой 40-50 см, которые будут выполнять роль осей для роликов. На этом этапе изготовления станка для гибки профильного металла понадобится приварить стальные пруты и вертикальные стойки для устойчивости.
Затем на сваренной горизонтальной поверхности устанавливаются опорные ролики (в сборе сразу должны быть подшипники и ступицы). Чтобы их закрепить с помощью болтовых соединений, необходимо просверлить отверстия. Причем одна часть сваренной из двух прутов станины должна быть проходной для установления звёздочки для цепной протяжки.
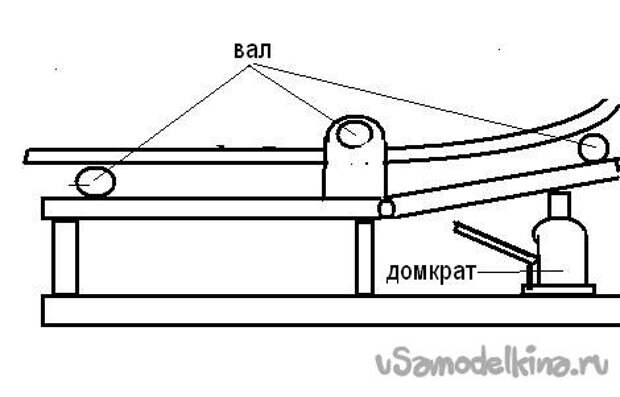
После закрепления опорных роликов нужно установить натяжное устройство. Существует два способа — нижний и верхний. Нижний позволяет добиться экономии высоты, а значит, плеча применения силы. При таком способе используется гидравлический домкрат.
Верхний способ монтажа проще в эксплуатации, хотя требует дополнительных физических усилий для гибки металлопрофиля посредством применения винта с прямоугольной резьбой. Винт устанавливается так, что он давит на натяжной ролик, опуская его вниз.
Далее идёт этап установки звёздочек и цепи. Они должны находиться в одной вертикальной плоскости, чтобы цепь не заедало, и она не рвалась и не соскакивала.
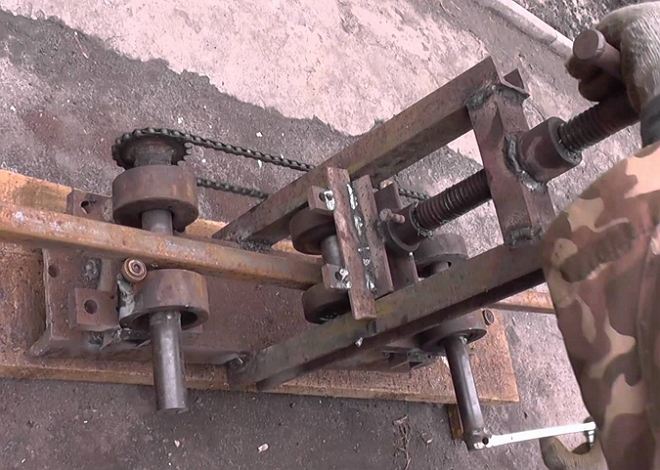
Затем следует присоединить проводной рычаг, который устанавливается на опорные ролики и производится гибка металла (рис. 11).
При изготовлении профилегиба для гибки металла, нужно помнить, что меньшее осевое расстояние между опорными роликами предполагает меньший радиус заготовки, но большее давление на подшипники и сами ролики. Радиус сгиба изделия можно регулировать подъемом и опусканием прижимного ролика, которые зависят от высоты центральной части станины и длиной резьбы нажимного винта.
Такая довольно простая схема может применяться в неизменном виде или с использованием дополнительных деталей, таких как ручка для приведения роликов в действие и ограничитель для цепи, если она большего размера, чем нужно.
Самодельные конструкции станка для гибки арматуры позволят использовать не готовые гнутые изделия на заказ, а производить в домашних условиях самостоятельно необходимые элементы для строительства теплицы, детского шалаша, забора или беседки.
Конструкция трубогибов
 Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Прибор для сгиба профилей может быть разных видов, в любом случае он имеет небольшой вес и размеры. Работа происходит посредством технологии холодного проката, для обработки изделий и гибки используются специальные насадки.
Как уже говорилось, ключевой деталью профилегибов являются ролики. По типу их работы и размещения оборудование подразделяется на такие категории:
- с подвижным роликом сверху — такая разновидность самая распространенная и самая простая. Если конструкция ручная, то ролик двигается посредством редуктора, если гидравлическая, то благодаря гидросистеме. Устройство дает минимальную погрешность;
- с подвижным роликом слева — кроме свойства сгибать детали, устройство может делать спирали. Станки оснащены ЧПУ, с помощью которых можно устанавливать параметры работы;
- с подвижными роликами внизу — используются для обработки крупных изделий. Бывают только гидравлическими и работают на полной автоматизации;
- со всеми подвижными роликами — это устройство самое сложное и совмещает свойства перечисленных ранее видов. Производит полный цикл работ по гибке.
Чертеж для самодельного трубогиба выполняется в зависимости от его разновидности. Однако в каждом обязательно присутствуют:
- трубные упоры;
- рама;
- валы.
Рама нужна для того, чтобы закреплять на ней остальные детали. Для заводских изделий характерна закрытая сложная конструкция, отличающаяся безопасностью использования. А для самодельных профилегибов используется открытая рама, которую просто сделать самому, однако по сравнению с закрытой она будет менее безопасной.
Принцип работы изделия
Профилегибы предназначены для прокатки и деформации заготовок. Независимо от конструкции изделия принцип его работы всегда одинаковый:
- перед работой удалите с прибора сухой тряпкой смазку и вхолостую запустите его примерно на полчаса. За это время можно будет отыскать возможные погрешности или поломки;
- открутите гайки валиков;
- установите и зафиксируйте ролики;
- прижимный валик поднимите;
- заготовку очистите и зафиксируйте болтами.
Затем деталь прокатывается между валами, тем самым обеспечивается ее сгибание. Для регулировки движения нужно передвигать вверх или вниз верхний вал. Если устройство ручное, это происходит посредством поднятия рычага, а если электрическое, то с помощью привода.
Обзор производителей профилегибов
Рассмотрим несколько интересных моделей трубогибов для профильной трубы.
| Название | Характеристики | Описание | |
| Тип привода | Ручной (механический) | Данное устройство предназначено для деформации тру как квадратного, так и прямоугольного сечения. При работе нет необходимости иметь рядом внешний источник питания. |
| Габариты, мм | 650х300х510 | ||
| Вес, кг | 27,8 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 10000 | ||
| Тип привода | Ручной (механический) | Данный профилегиб хорошо подходит для небольшого производства. Имеет небольшие размеры, что очень удобно и возможность менять ролики для сгибов самого разнообразного профиля. |
| Габариты, мм | 1100х620х340 | ||
| Вес, кг | 53,0 | ||
| Максимальное сечение трубы, мм | 60х30 | ||
| Страна производитель | Россия | ||
| Цена, руб. | 17500 | ||
| Электрический трубогиб Blacksmith ETB51-40HV | Тип привода | Электрический | Данный трубогиб может работать как в горизонтальном, так и в вертикальном положении, что позволяет сгибать (при необходимости) достаточно длинные заготовки. |
| Габариты, мм | 1200х750х1210 | ||
| Вес, кг | 282,0 | ||
| Максимальное сечение трубы, мм | 80х40 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 180414 | ||
| Тип привода | Электрический | Данный станок так же имеет возможность работать в горизонтальном и вертикальном положении. Гнет профили на любой угол и в один проход. |
| Габариты, мм | 830х1140х1650 | ||
| Вес, кг | 860,0 | ||
| Максимальное сечение трубы, мм | 40х40 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 832500 | ||
| Тип привода | Электрический | Данное устройство очень удобна, тем что имеет ножное управление и тем самым позволяет оператору держать заготовку обеими руками. Для защиты двигателя от перегрева в корпусе имеется отверстие для отвода горячего воздуха. |
| Габариты, мм | 900x850x1700 | ||
| Вес, кг | 450,0 | ||
| Максимальное сечение трубы, мм | 60х60 | ||
| Страна производитель | Китай | ||
| Цена, руб. | 227400 | ||
| Тип привода | Электрический | Данный профилегиб отлично подходит для небольших частных мастерских. Имеет возможность работы в горизонтальном и вертикальном положении. |
| Габариты, мм | 650х500х1400 | ||
| Вес, кг | 220,0 | ||
| Максимальное сечение трубы, мм | 30х30 | ||
| Страна производитель | Турция | ||
| Цена, руб. | 259800 |





Два варианта простейших самодельных профилегибов
Ручное приспособление для сгибания металлических профилей различного сечения, как уже было сказано выше, легко сделать своими руками. Профилегиб может оказаться полезным во многих бытовых ситуациях. Самодельное устройство, с помощью которого можно гнуть профили небольшого сечения, поможет вам самостоятельно изготовить или отремонтировать конструкции, в которых используются изогнутые под разными углами трубы или профили.
Начнем с самых простых конструкций, простота которых автоматически означает, что функционал таких устройств будет весьма ограниченным. Но в ряде случаев возможностей таких приспособлений вполне хватит, а простота и дешевизна их производства позволят в сжатые сроки приступить к работе.
Для того чтобы сделать приспособление для гибки труб диаметром до 20 мм, вам не придется даже смотреть обучающее видео. Такой профилегиб имеет очень простую конструкцию, состоящую из бетонного основания и зафиксированных в ней стальных штырей, между которыми и производится гибка.
Профилегиб: вид сбоку
Прежде всего, необходимо утрамбовать участок грунта небольшого размера, засыпать его щебнем и выровнять. Затем этот участок надо залить бетонным раствором, который готовится из смеси песка и цемента (в соотношении 4:1). Прежде чем вы начнете заливать бетонный раствор, на подготовленном основании необходимо укрепить несколько отрезков швеллеров или труб диаметром не меньше 70 мм. При этом зафиксировать их необходимо так, чтобы с поверхностью основания они составляли угол 90°, а между выставленными металлическими отрезками было выдержано расстояние порядка 4–5 см.
Неказистая на вид, но вполне работоспособная самоделка
После того как будет залит бетонный раствор, надо выдержать определенное время. Через 2–3 дня таким самодельным трубогибом уже можно пользоваться. Сгибаемую трубу или профиль помещают между выступающими над бетонным основанием штырями и загибают на требуемый угол. Что удобно, такой трубогиб, сделанный своими руками, можно успешно использовать для сгибания изделий из нержавеющей стали.
Если же вам надо сгибать трубы с диаметром более 20 мм, то самодельное приспособление для этого будет выглядеть несколько сложнее. Чтобы сделать такой трубогиб, вам также необходимо залить бетонное основание и зафиксировать в нем два металлических прутка круглого сечения. Штыри в данном случае будут служить осями для размещения на них роликов, размеры желобков которых должны соответствовать диаметру сгибаемой трубы. Используют такой профилегиб следующим образом: трубу заводят между роликами и один ее конец надежно фиксируют. Второй конец посредством металлического троса крепят к ручной или электрической лебедке, которая и создает необходимое усилие для выполнения изгиба.

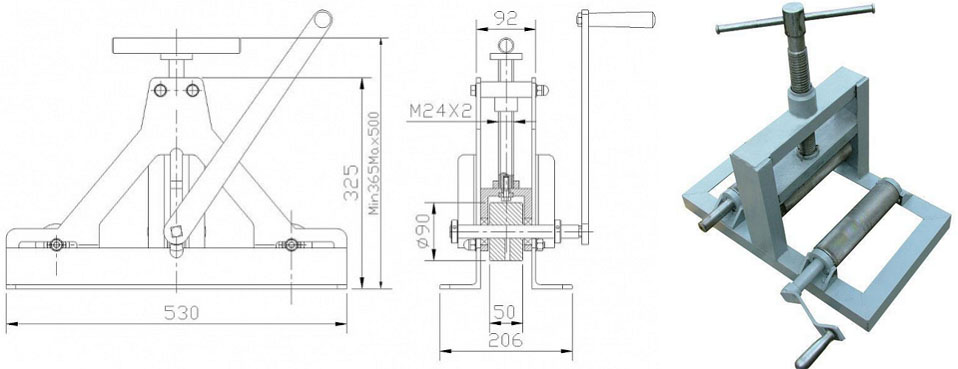
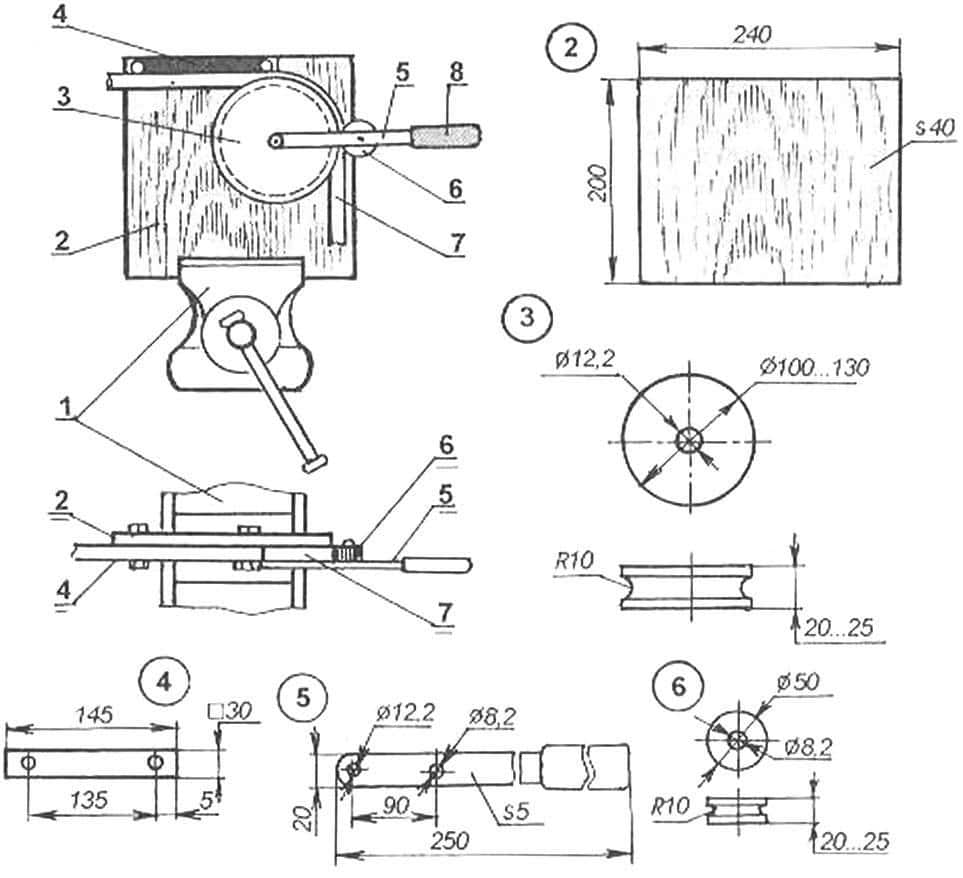
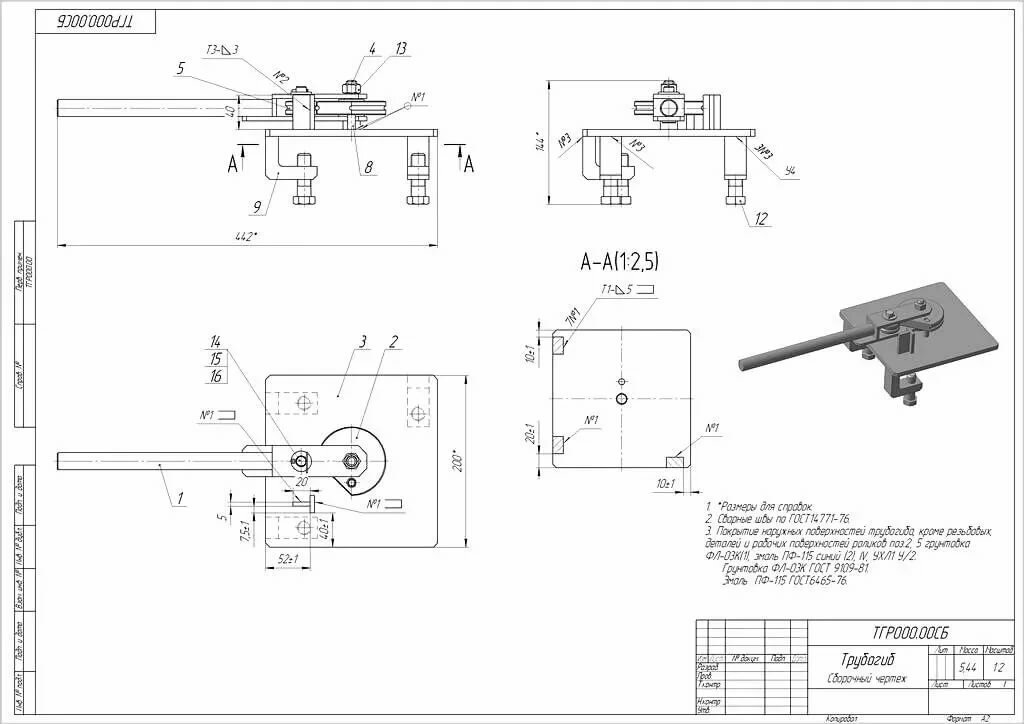
Простой ручной профилегиб для сгибания профтруб на угол 90°
Существует еще один вариант несложного устройства, которое позволит вручную сгибать профильные трубы на угол 90°. Его конструкция вполне понятна по фото, стоит лишь отметить, что невысокая борозда на сгибе значительно упростит работу и уменьшит необходимое усилие, которое нужно будет прикладывать при сгибании профильных труб.
Устройство и принцип работы
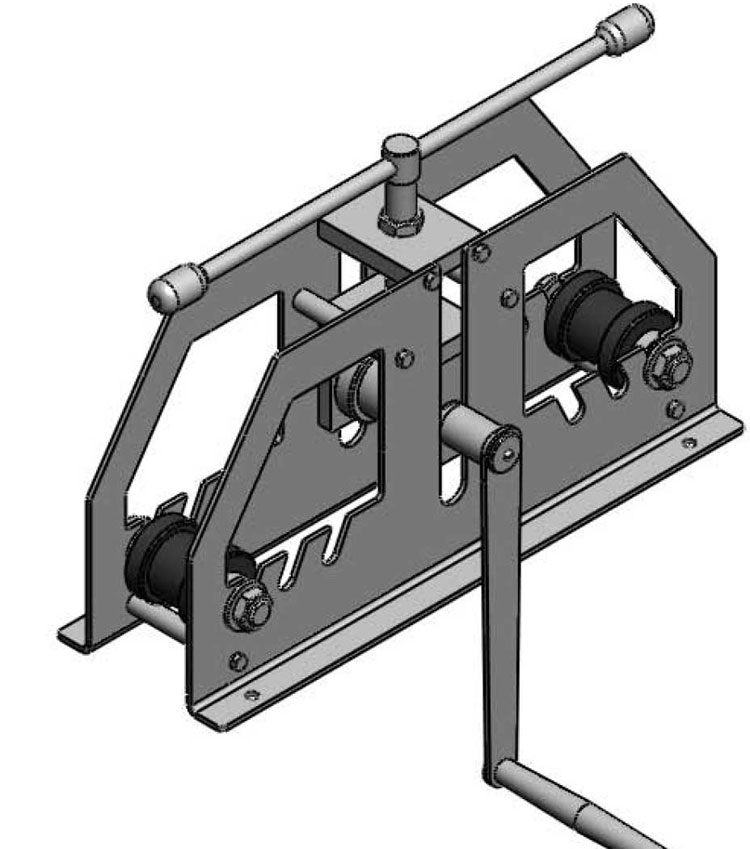
Процесс гнутья детали происходит по принципу приложения усилия к центральной части балки на двух опорах. Профиль прокатывается по двум роликам, между которыми сверху на него давит третий, прижимной. Его положение определяет радиус изгиба. Станок для гибки профиля представляет собой станину, на которой жестко закреплены два вращающихся ролика, обеспечивающих подачу. Сверху на заготовку давит прижимной ролик, положение которого настраивается с помощью того или иного приводного механизма. Это — наиболее распространенная конструкция с верхним прижимным роликом, которую чаще всего используют при самостоятельном изготовлении станка. Существуют и другие виды:
- станки с левым роликом, использующиеся для завивки спиралей;
- станки с нижним роликом для гибки массивных деталей с большим профилем;
- установки со всеми подвижными роликами, способные выполнять сложные операции для образования фигур с множеством изгибов разных форм.
Отличие станков состоит в том, что трубогиб именно изгибает деталь, неподвижно закрепленную в оправке. Профилегиб воздействует на нее с помощью проката, что дает возможность изгибать протяженные по длине детали с постоянным радиусом изгиба. Трубогиб делает точечное изменение формы, а профилегиб обрабатывает деталь по всей длине, сохраняя форму сечения и предохраняя поверхность от образования складок или смятых участков.
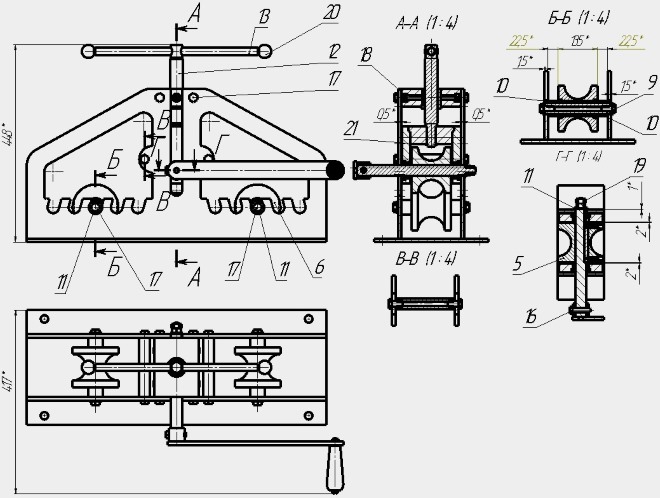
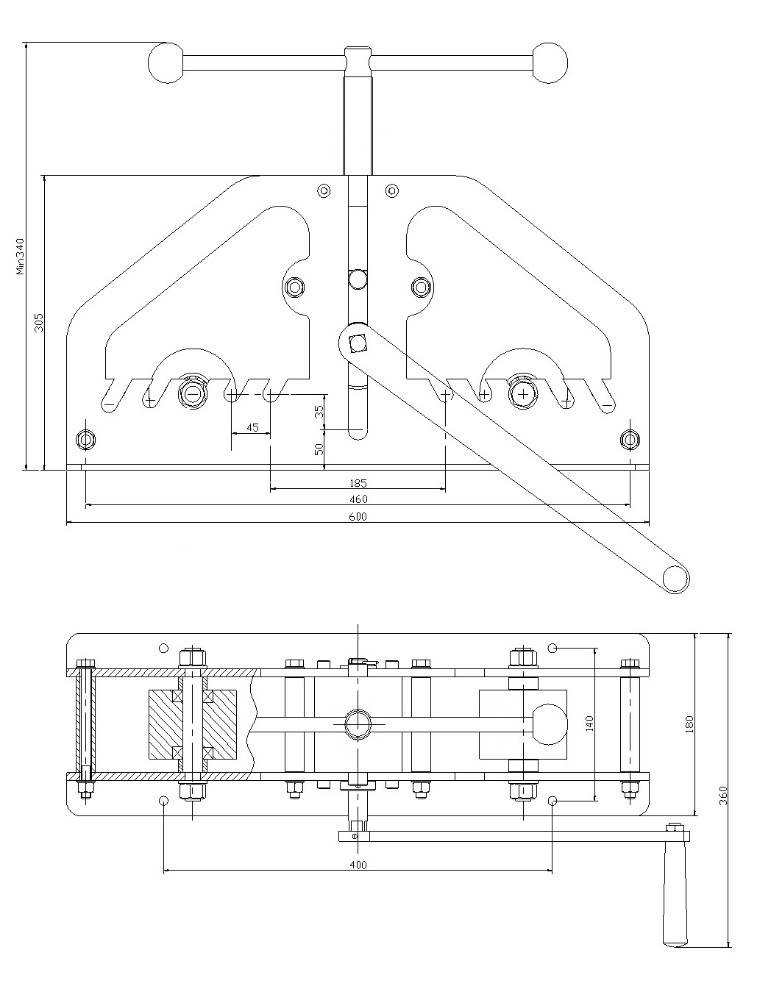
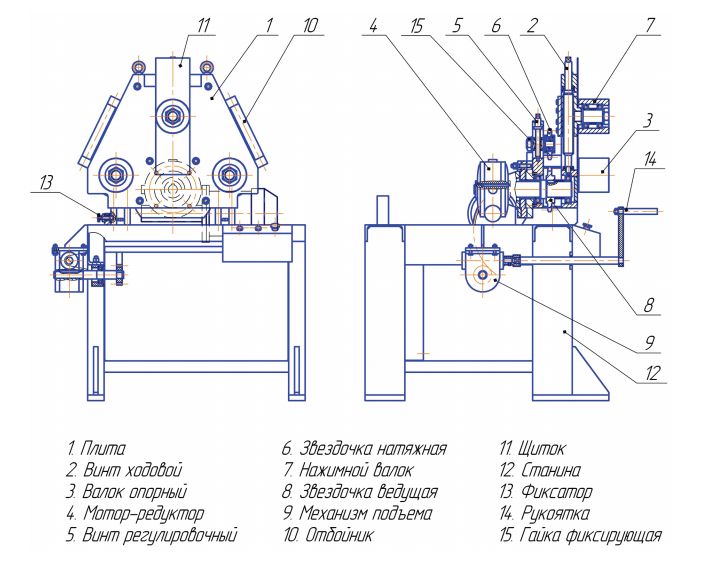
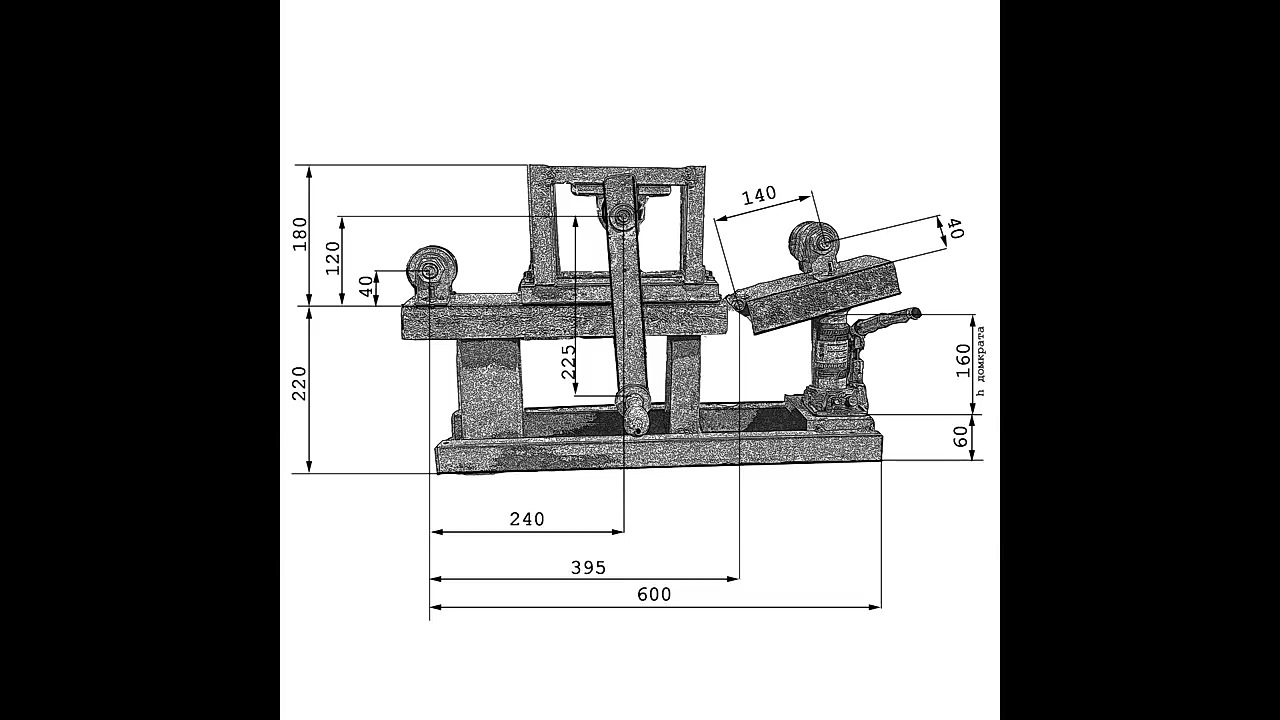
Чертеж типового станка
Сейчас можно встретить немало конструкций ручных профилегибов, которые можно сделать из простых деталей своими руками и без наличия специальных навыков. Один из самых простых чертежей станка профилегибочного типа позволяет осуществлять радиальный загиб труб и прямоугольного профиля. Необходимость именно в таком загибе материала возникает наиболее часто.
Чертежи самодельного профилегиба
Принцип работы такого самодельного оборудования базируется на использовании трех роликов – двух опорных и основного рабочего. Именно этот рабочий ролик будет деформировать трубу в процессе работы самодельного оборудования.
Главный рабочий вал должен иметь небольшой свободный ход, который будут ограничивать параметры направляющих. Для изготовления таких элементов конструкции используются:
- стальные пластины толщиной до 8 миллиметров;
- одна большая пластина;
- стальной уголок длиной 30 см – таких элементов нужно 4;
- вспомогательные ролики.
К большой пластине прикрепляются вспомогательные ролики с использованием болтов, а с применением сварочного аппарата – уголки, что будут играть роль направляющих.
Чтобы повысить прочность и надежность основания, к его низу следует приварить два стальных уголка. Для усиления направляющих сверху к ним прикрепляется с помощью сварочного аппарата металлическая пластина с отверстием. Ее диаметр должен превышать сечение винта, который будет оказывать основную нагрузку на рабочий вал сделанного своими руками ручного профилегиба.
После завершения установки направляющих роликов гибочный станок будет готов к работе, и на нем своими руками трубам и прямоугольному профилю можно будет придавать любую конфигурацию.
Cоветы по эффективной сборке простого и сложного агрегата для изгиба трубы
Квалифицированные специалисты разъясняют основные моменты о том, какие методы наиболее продуктивно использовать для проведения изгиба по новейшим технологиям.
- В простых ручных механизмах необязательно использовать звездочки, а сделать коллект из сопутствующих материалов на основе ролика для приводного механизма. Вместо устройства для прижима чаще всего используют мощь домкратного агрегата. Это более дешево и продуктивно.
- В случае шаблонной оснастки наилучшим вариантом является использование простых крючков из металла.
- Как правило, используют трубогиб на основе трех роликов для изготовления профильной трубы под значительным радиусным углом.
- При изготовлении более подвижных роликов есть возможность изменять угол изгиба трубы под воздействием движущихся роликовых оснований.
- Сборку такого механизма лучше всего доверять действительно квалифицированному персоналу во избежание значительных дополнительных трат на ремонтные операции.
Совет: для того чтобы в полной мере соблюсти размер изделия и выпустить по-настоящему надежный гидравлический профилегибочный станок, лучше всего для начала произвести необходимую операцию по изгибу на основе деревянного либо пластикового шаблона.
Даже самый простой загиб трубы для профиля возможно сделать на основе точно продуманных параметров шага. Именно так чаще всего и применяют механизмы и станки для гибки в случае простейшей гибки металла, в том числе из самодельного деревянного и пластикового каркаса.
Republished by Blog Post Promoter
Принцип работы профилегиба
Работа заключается в механическом воздействии на металл для его холодной деформации. Разные станки воздействуют на профиль при помощи определенной направленности механического усилия:
- Вал для прижимания заготовки движется по направлению сверху вниз. Такое воздействие заложено в основе работы многих гибочных станков, применение силы домкрата в большинстве случаев не требуется.
- Прижимной вал профилегиба работает по направлению снизу вверх, и сила давления действует так же. Этот простой принцип работы применяется в устройствах с применением гидравлического домкрата. Характерно движение серединного вала, а самые боковые валы остаются стационарно неподвижными.
Работа профилегибочного станка по обоим принципам сама по себе является эффективной.
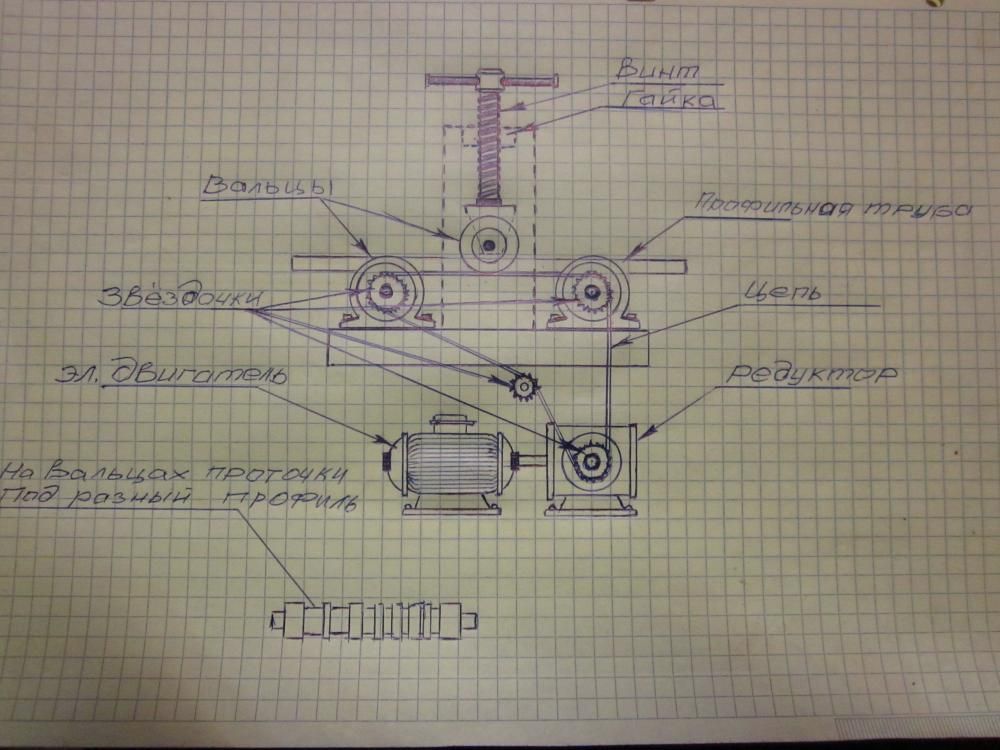
Конструкция самодельного гибочного станка на чертеже
Для изготовления профилегиба своими руками чертежи просто необходимы. Сборка станины и расположение валов нельзя сделать самому «на глазок», так как гибка профиля отличается тем, что нужно выдерживать размер, радиус. В неправильном расположении узлов кроется опасность выпуска бракованных арочных конструкций, которые придется еще раз пропускать через вальцы для исправления.
Помимо неправильного радиуса, есть опасность скручивания профиля, если продвижение заготовки не выровнено в одной плоскости. Как изготовить чертежи можно посмотреть на видео, но актуальным такое копирование будет только в случае:
- если чертежи предназначаются именно для гнутья того вида профиля, что требуется гнуть на самодельном станке, причем даже материал должен совпадать;
- если предлагаемая схема в интернете или другом информационном поле технически совершенна и будет работать, для этого следует досконально разобраться в конструкции или показать чертеж ручного профилегиба специалисту;
- если искомый чертеж содержит описание технологического процесса сборки, а изображения на чертеже имеют все размеры, сечения, диаметры, информацию о расположении узлов и деталей;
- если детали, заготовки и узлы чертежа имеются в свободной продаже, и не возникнет сложностей с их изготовлением или поиском аналогов для самодельного станка.
Изготовление самодельных схем
 Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Чаще всего те мастера, которые изготавливают гибочный станок для профиля своими руками, стараются разработать свои чертежи для работы. При черчении узлов, деталей учитывают вышеизложенные принципы составления схем, а для основы берут готовую конструкцию. При этом проектируют детали и заготовки, которые легко доступны в продаже и без проблем изготавливаются своими руками.
Вальцы или ролики, пропускающие профиль, должны иметь торцевые поверхности, повторяющие сечение профиля, который будет допущен к обработке гнутьем. Для некоторых профилей, например, уголок или усеченный тавр учитывается направление требуемого изгиба, например, в сторону полки или по внутреннему ребру жесткости. Некоторые специалисты при изгибании полого профиля наполняют его сыпучим материалом, песком, концы при этом закрывают заглушками. Эта процедура помогает избежать сминания или разрыва сечения при прохождении через вальцы.
С учетом типажа своего изгибаемого профиля
Рабочие поверхности вальцов, через которые проходит заготовка профиля в процессе изгибания, выполняются своими руками в полном соответствии с сечением проката. Для сложных конфигураций желательно повторить все мельчайшие элементы конструкционных особенностей. Выработаны стандартные формы торцевых поверхностей роликов для:
- трубы круглого или овального сечения, арматуры, прута – в форме желоба по диаметру профиля или круглой канавки по форме изделия;
- квадратной или прямоугольной трубы — в виде правильного сечения соответствующей формы с размерами по внешним габаритам проката;
- уголка для гибки по наружной стороне (когда снаружи арки окажется внутренняя сторона уголка) – торец вальца делается плоским, предусмотрен удерживающий кант в виде борта;
- в предыдущем случае изгибающий и прижимающий элементы должны работать в паре, так, что борт первого четко прижимал металлическую полку к боковой поверхности другого;
- уголка, если гибка осуществляется по внутренней поверхности, тогда удерживающий борт располагается на опорном ролике, а изгибающий имеет плоский торец;
- швеллера, который гнется так же, как и уголок, для него применяется похожая система;
- двутавра – по принципу гладкой торцевой поверхности вальцов, и поперечным сечением, равным по размеру внутреннему габариту профиля, чтобы ролик при пропуске профиля проходил внутри проката.
Разновидности профилегибов
 Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Конструкции для деформации профилей имеют несколько классификаций. Они могут отличаться друг от друга по степени мобильности, типу привода и передаточного механизма. По типу привода изделие может быть: гидравлическим; ручным; электрическим.
Прибор гидравлического типа больше всего распространен в промышленных сферах, он способен быстро и качественно обрабатывать конструкции разных размеров. Также он актуален при работе с канализацией или трубопроводом. Гидравлические трубогибы бывают как заводскими, так и самодельными. Однако если вы собираетесь их делать своими руками, нужно иметь достаточный опыт работы с промышленным оборудованием.
Электрический трубогиб
 Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Такая конструкция не очень габаритная и тяжелая, но должна устанавливаться стационарно. Благодаря им можно проделывать качественные и точные работы. Профилегибы такого типа могут быть как целиком электрическими, так и частично механическими. Второй вариант будет стоить дешевле, но управление им будет частично ручным. А приборы с автоматикой для долгой автономной работы обойдутся намного дороже.
Их используют в промышленных целях и чаще приобретают в готовом виде. Но некоторые изготавливают электрические конструкции самостоятельно на основе листовых металлов и обрезков судовой корпусной стали. Корпус делается с помощью фрезерного станка, для шкивов используется старый корабельный вал.
Для привода берется электрический мотор с мощностью в 1500 Вт. Оптимальные показатели скорости и крутящего момента достигаются благодаря подбору шестерен. Прокат профиля упрощается за счет того, что двигатель имеет два направления движения.
Однако такая конструкция очень сложная. Наиболее простой метод механизации ручного профилегиба — это подключить его к рабочему валу перфоратора или же дрели с регулятором оборотов.
Ручная конструкция
Ручной трубогиб наиболее распространен среди тех, кто занимается гибкой труб для частных целей. Это изделие имеет такие преимущества:
- низкую цену. Готовое изделие очень простое и недорогое в производстве;
- мобильность или малый вес;
- поломки случаются очень редко — в устройстве отсутствует электроника, поэтому снижается риск поломок;
- возможность собрать изделие своими руками из подручных средств.
Ручные трубогибы для профилей — самые распространенные. Однако и они имеют свои минусы:
- точность работы не будет высокой, поскольку отсутствует аппаратное управление;
- потребуется прилагать физические усилия;
- невозможность обрабатывать крупные детали, поскольку максимально допустимый размер деталей для гибки составляет 4 на 4 см;
- чтобы результат был точнее, требуется потратить больше времени.
Обычно для домашних нужд такого прибора вполне достаточно. Однако если объем будет большим, а сами заготовки очень крупными, то лучше отдать предпочтение гидравлическим и электронным устройствам.
Рекомендации по разработке боковых сторон
Профиля относительно простого сечения, например, квадратного или круглого (трубы) не требуют усложнения боковых плоскостей. В таком случае наружность выполняется плоской и ровной, а если гнут сложные сечения, то выбирают следующие решения:
- Круглая или овальная форма прутка диктует формирование на боковой плоскости ролика канавки или своеобразного желоба с сечением соответствующего вида.
- Для изгибания профиля прямоугольного или квадратного сечения без выступающих полок боковую наружность дисков делают правильной прямоугольной формы с бортиками. При этом толщина диска выбирается с учетом того, что наружные размеры проката точно входят во внутреннее пространство между бортами, которые прочно удерживают изделие.
- Если нужно гнуть уголок так, что у полученной арки внутренняя сторона профиля будет снаружи (гнутье по наружной стороне), то поверхность рабочего диска выполняется плоской, но ставится борт для удерживания. Опорный диск делается с плоской наружностью, а диски сдвигаются один от другого на расстояние толщины полочки уголка.
- В случае гнутья уголка по внутренней стороне, рабочий ролик изготавливается плоским, а борта предусмотрены на дисках стационарных валов.
- При изгибании швеллера ситуация почти аналогична варианту с уголком. Гнутье по наружной стороне требует выполнения борта на плоскости рабочего ролика, при этом стационарные диски делают плоскими. Обратное гнутье требует удерживающих бортов на опорных дисках, а рабочий выполняют с плоской наружностью.
- Для работы с двутавровой балкой поперечное боковое сечение рабочего и стационарных дисков делают по размеру таким, что соответствует внутреннему размеру между полками профиля. Торцы дисков должны плотно помещаться внутри двутаврового профиля и предупреждать его деформацию.
- Чтобы сделать арку из двутавровой балки, в которой снизу и вверху будут полки (гнутье поперек полок), требуется выполнить сложную конфигурацию на боковых плоскостях ролика, при этом на опорном и движущемся ролике выполняют по два борта.
Профилегибочный агрегат, универсальный для всех видов профилей, сделать не удастся. Вариантом для мастерской, которая предлагает гибочные услуги, станет изготовление отдельных комплектов из трех дисков, крепящихся к валам болтовым соединением и заменяющихся другими при необходимости.
Originally posted 2018-03-28 15:20:26.
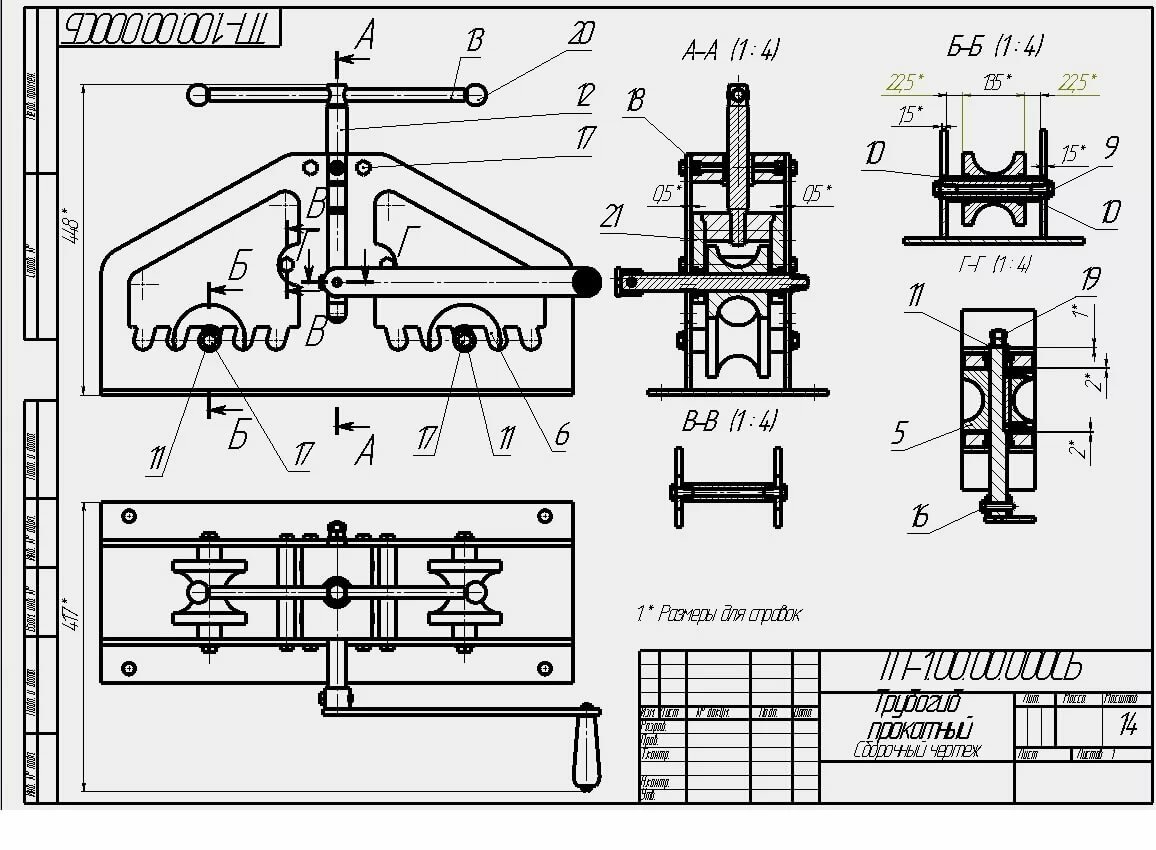
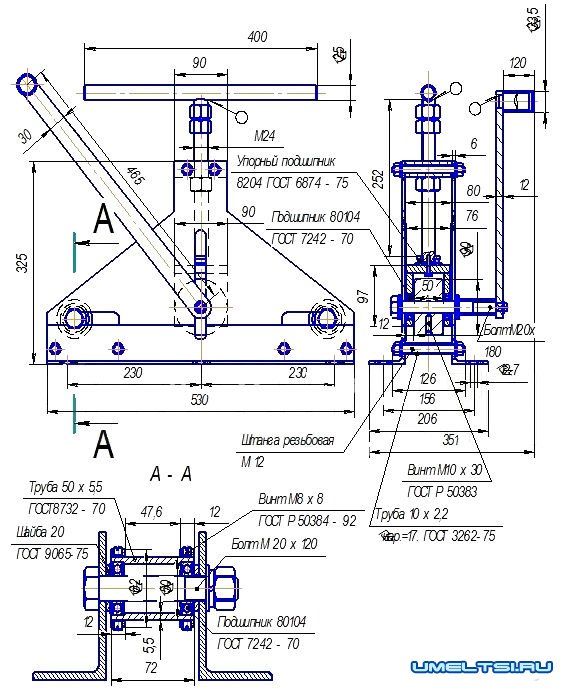
Чертежи для изготовления самодельного гибочного устройства
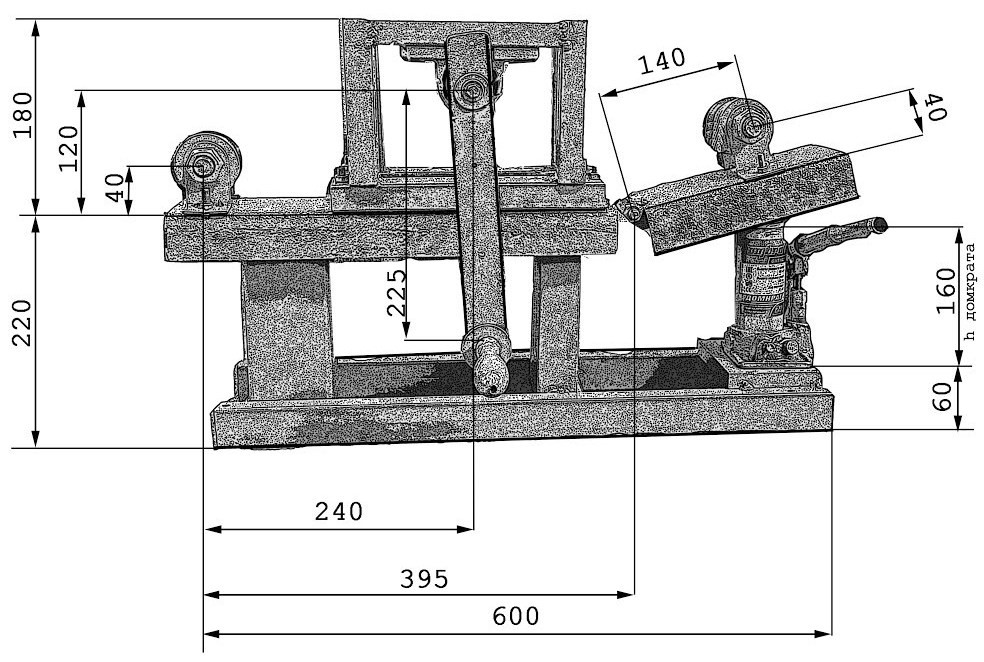
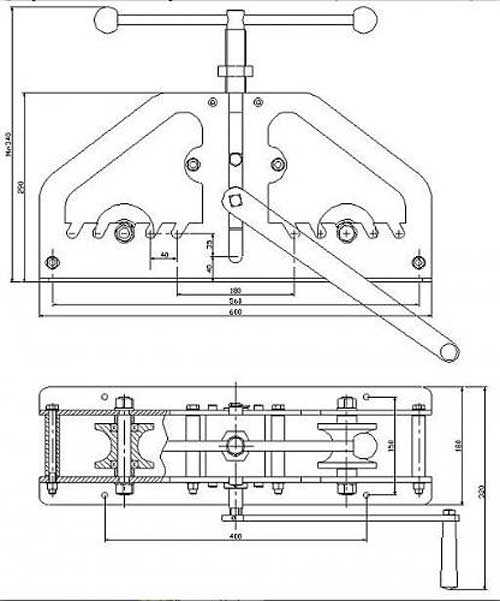
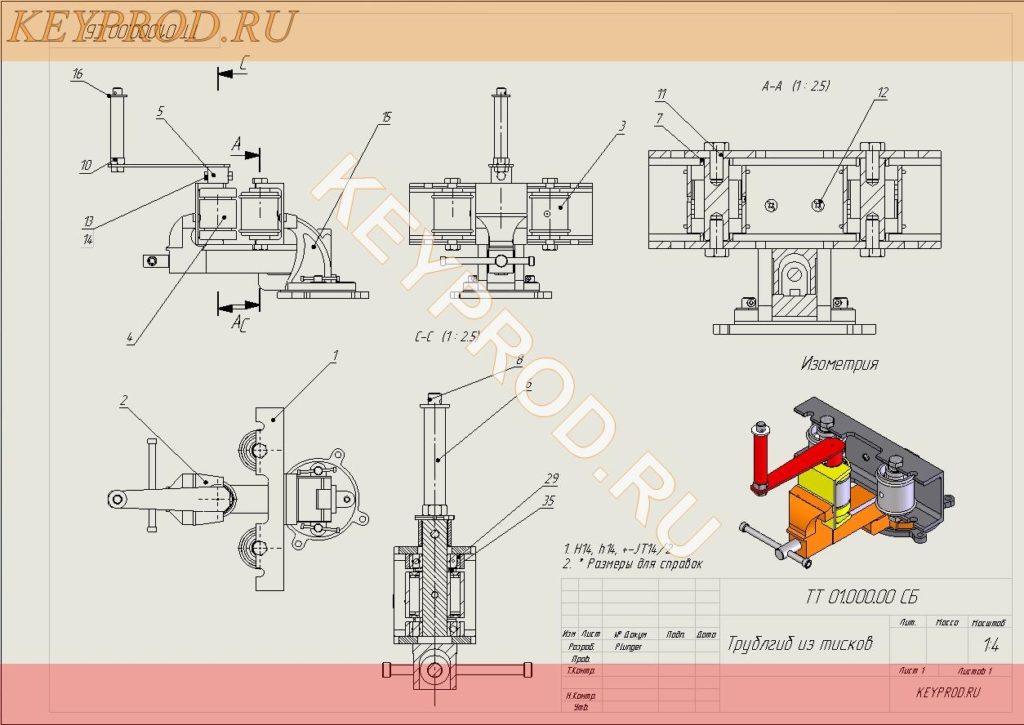
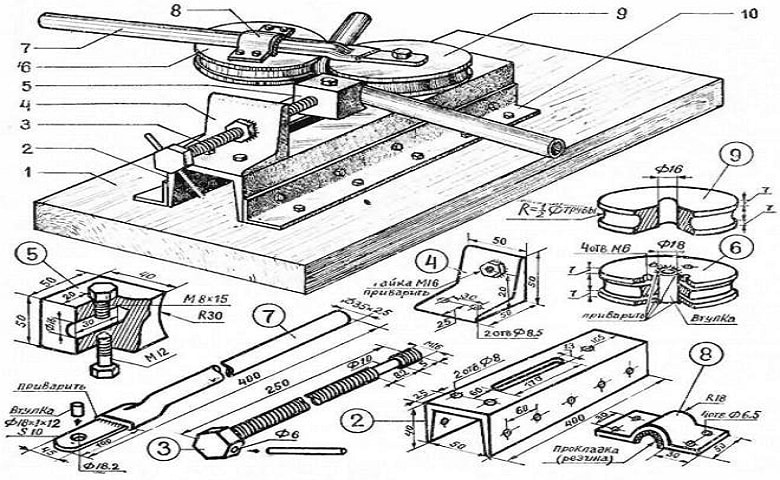
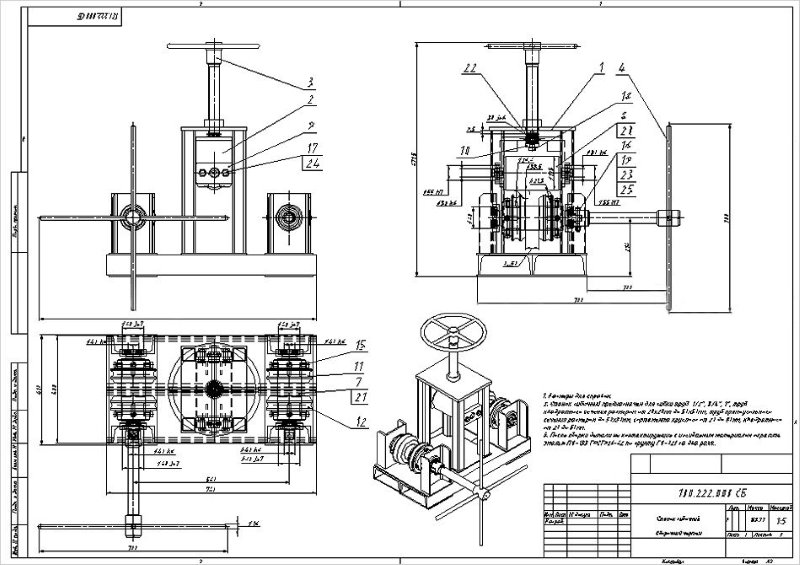
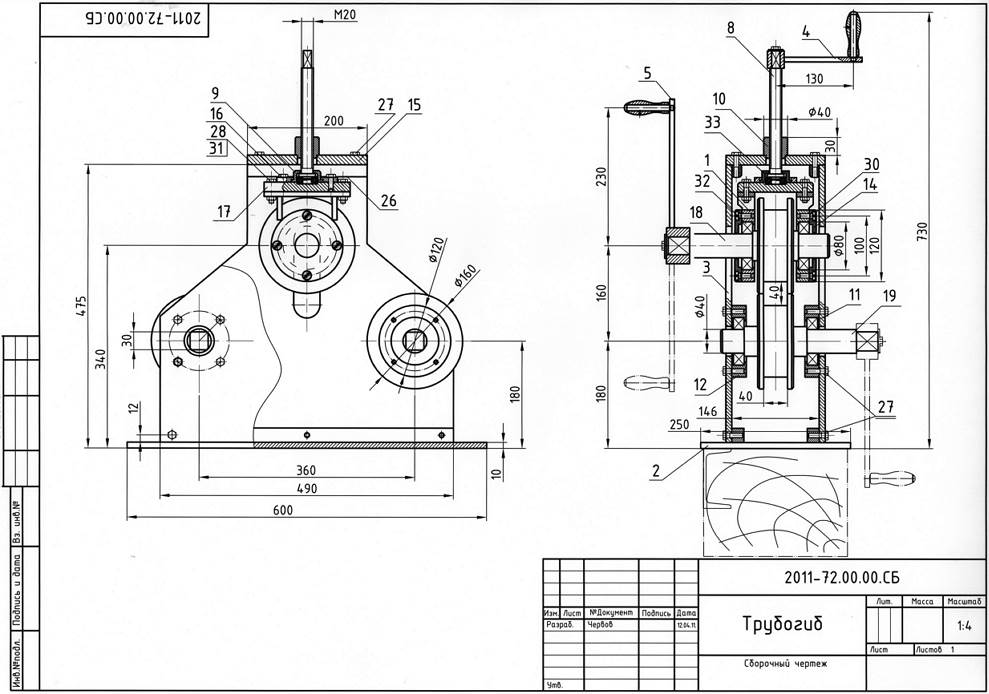
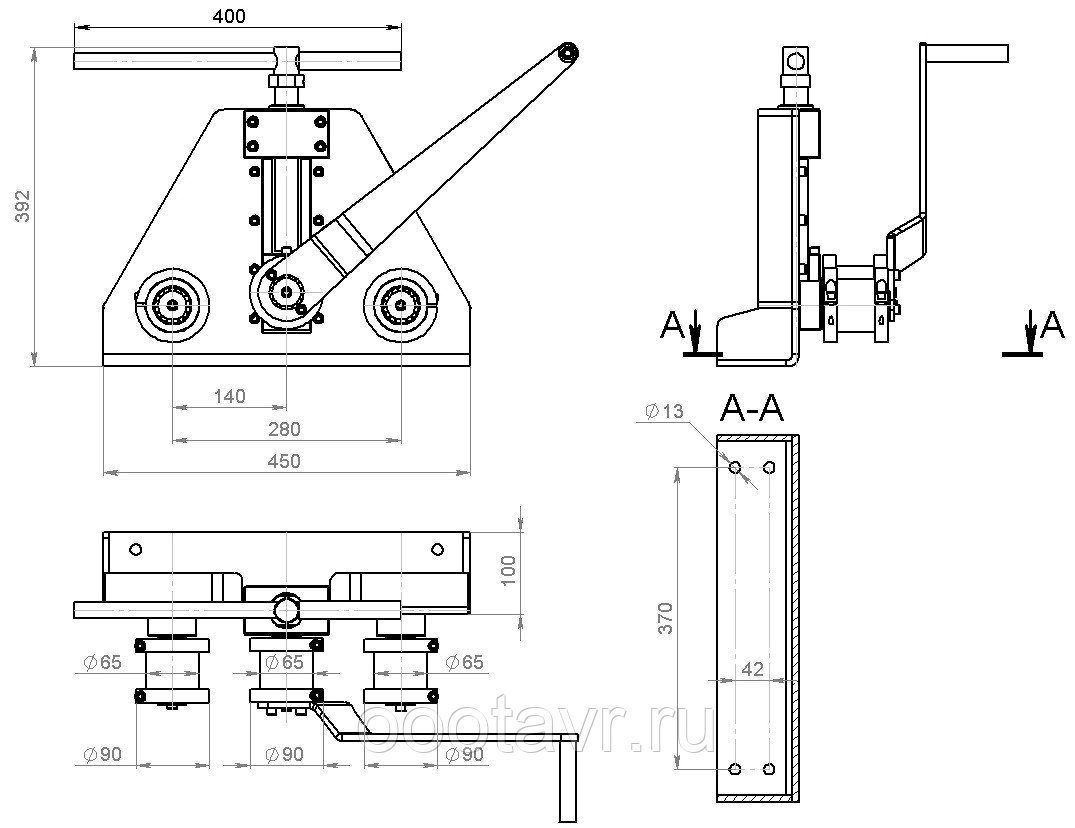
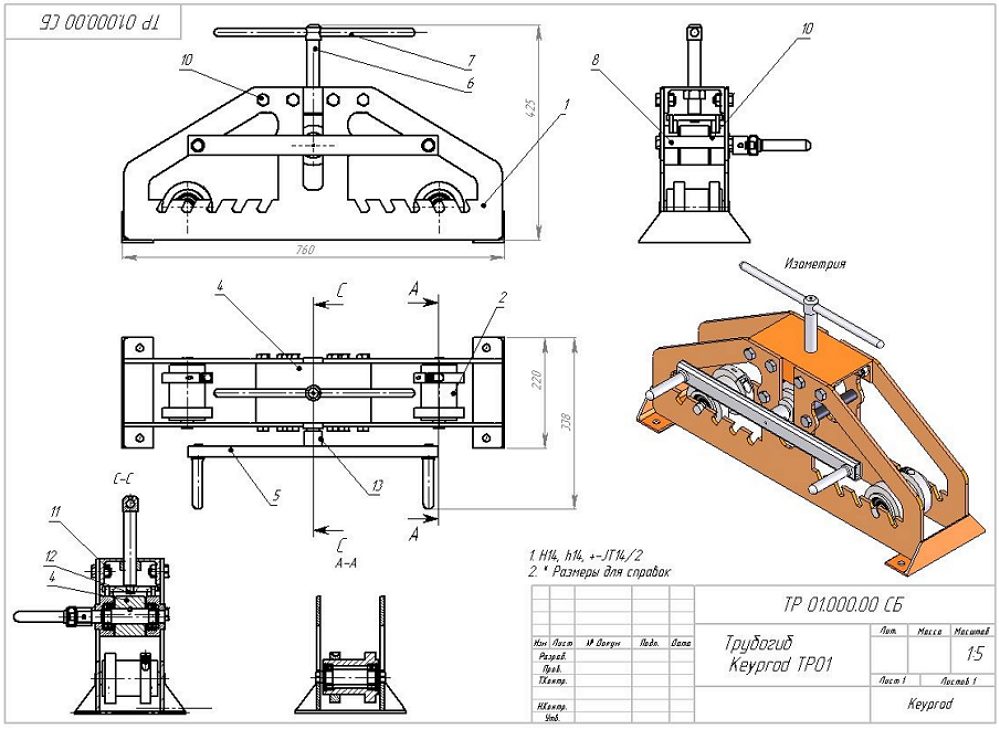
Для того чтобы сделать качественный и работоспособный трубогиб, лучше всего использовать чертеж (его можно как начертить, так и найти в интернете). В качестве примера рассмотрим схему одного из таких приспособлений, которое можно сделать своими руками для гибки труб квадратного или прямоугольного сечения.
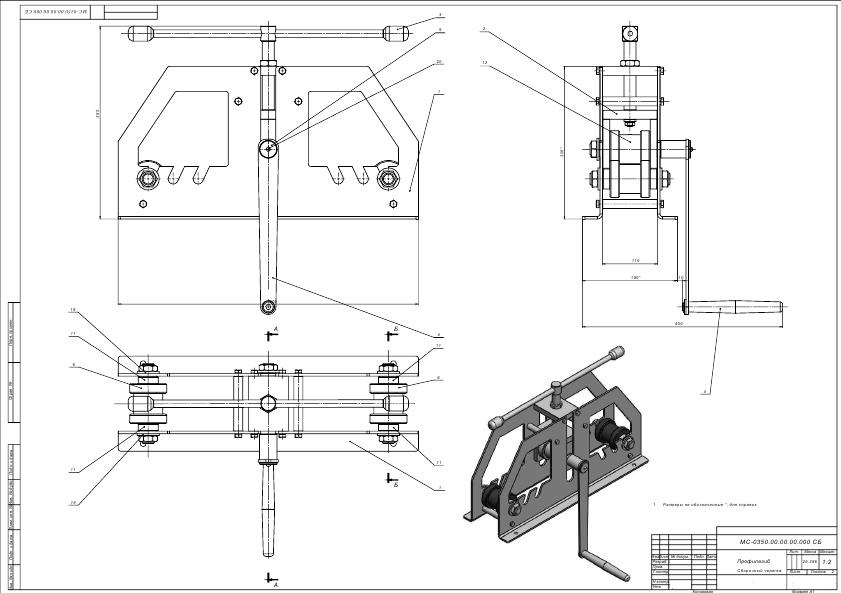
Чертеж ручного профилегиба с тремя роликами
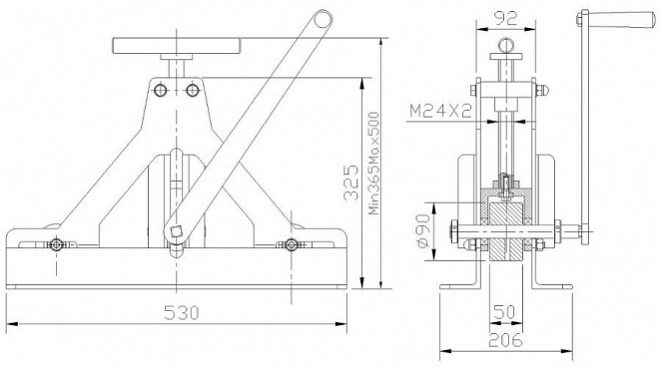
Упрощенный самодельный вариант приведенного выше чертежа
Основными элементами такого устройства являются три ролика, два из которых используются в качестве опор, а третий является рабочим валом. Чтобы облегчить гибку трубы, рабочий ролик профилегиба деформирует ее постепенно, пока не будет получен изгиб с требуемыми параметрами. Постепенное воздействие на сгибаемую трубу обеспечивается тем, что рабочий вал обладает некоторым свободным ходом, который ограничивается специальными направляющими.
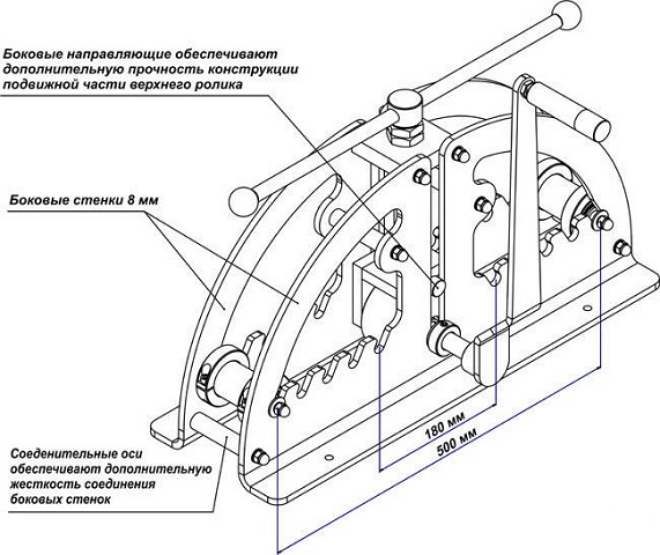
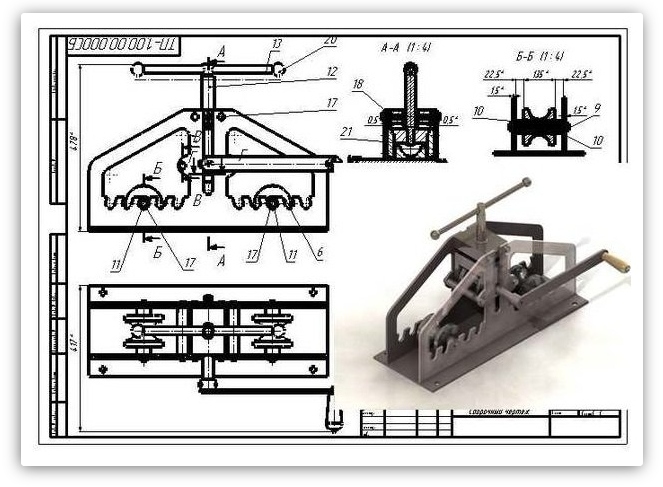
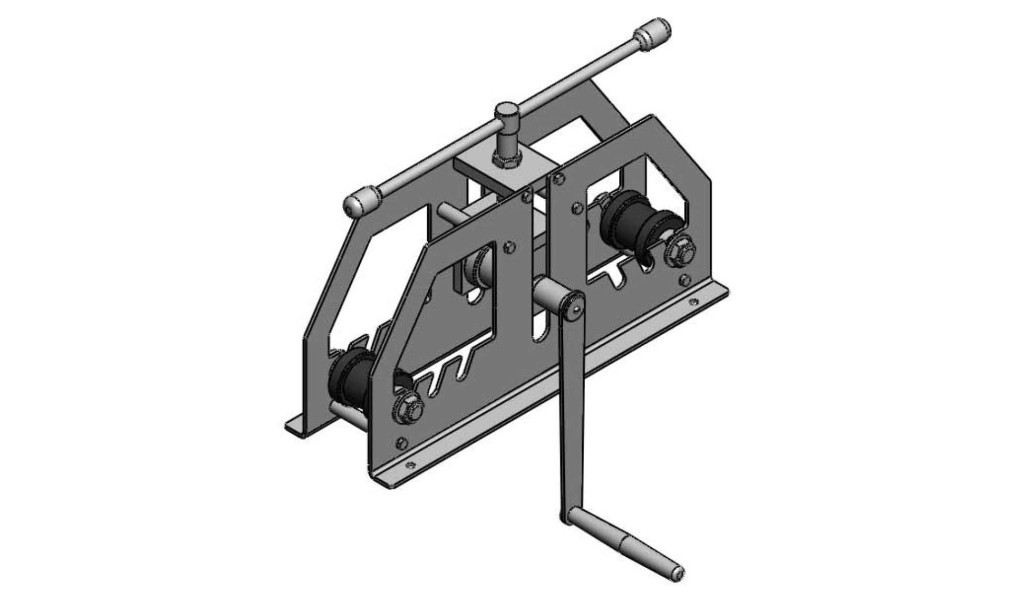
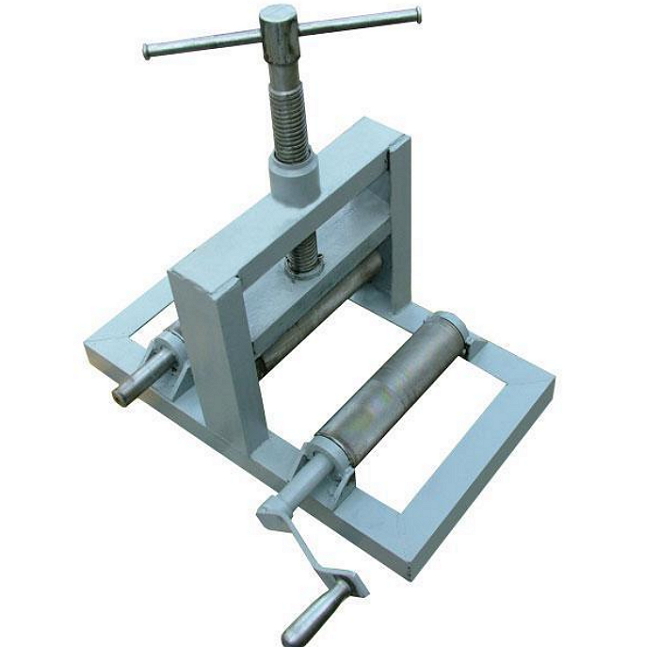
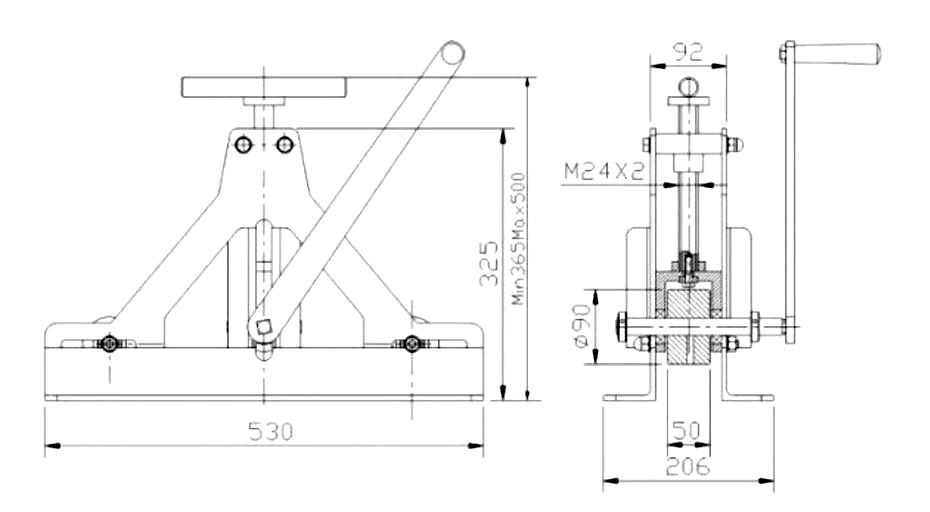
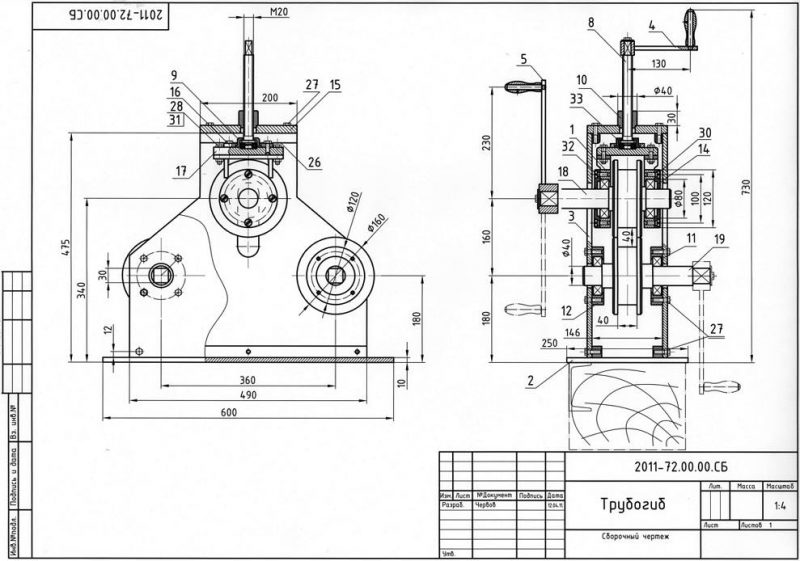
Схема профилегиба в заводском исполнении, который можно взять за основу для самодельного устройства

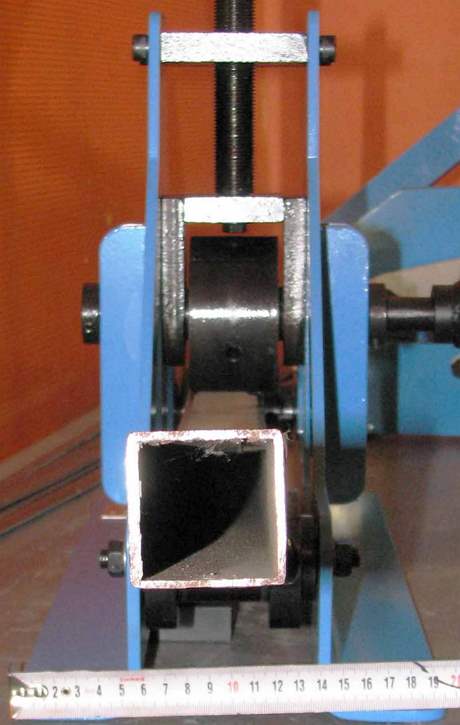
Внешний вид готового заводского профилегиба
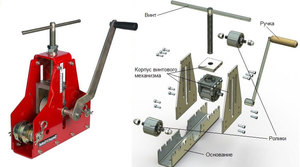
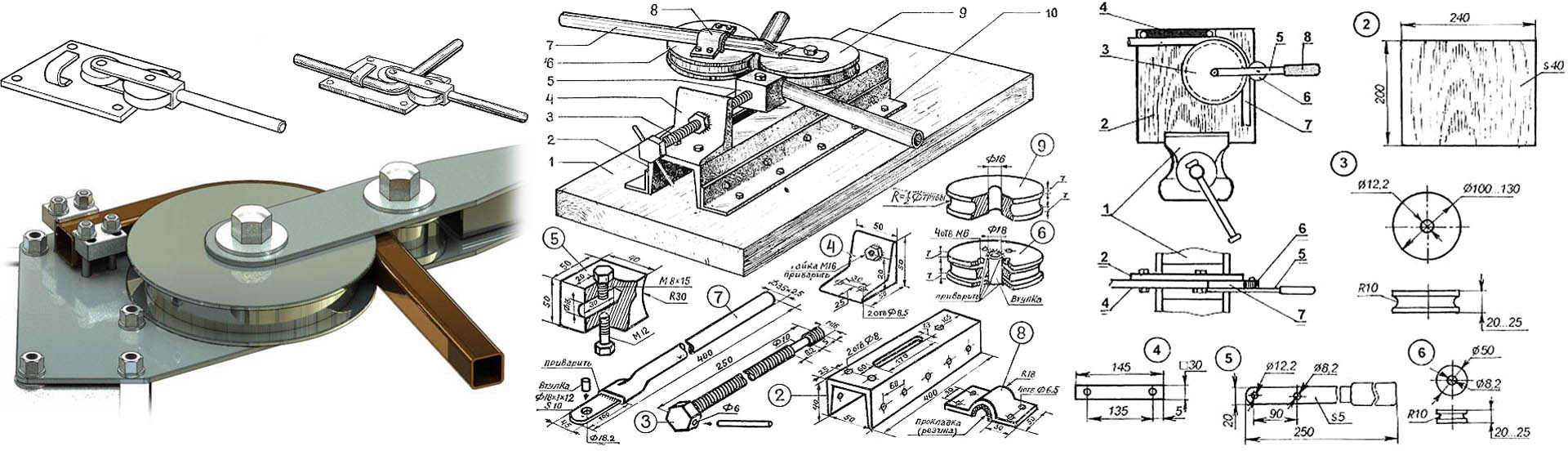
Конструкция такого самодельного трубогиба включает в себя следующие элементы:
- пластины толщиной 5–8 мм;
- массивную несущую пластину;
- четыре уголка длиной 30 см, с размером полок 5 см;
- вспомогательные ролики.
На массивную пластину приваривают два уголка, которые будут выполнять роль направляющих, и при помощи болтов фиксируют вспомогательные ролики. К нижней части основания для придания ему большей жесткости приваривают два уголка. К верхним торцам направляющих уголков приваривают пластину с отверстием, диаметр которого должен быть больше, чем сечение винта, используемого для оказания требуемого давления на сгибаемую трубу.

![Профилегиб своими руками: [чертежи, порядок сборки, принцип]](https://domdetaley.ru/wp-content/uploads/9/b/7/9b7ff4ecdb94479e907d64c81a44225e.jpeg)
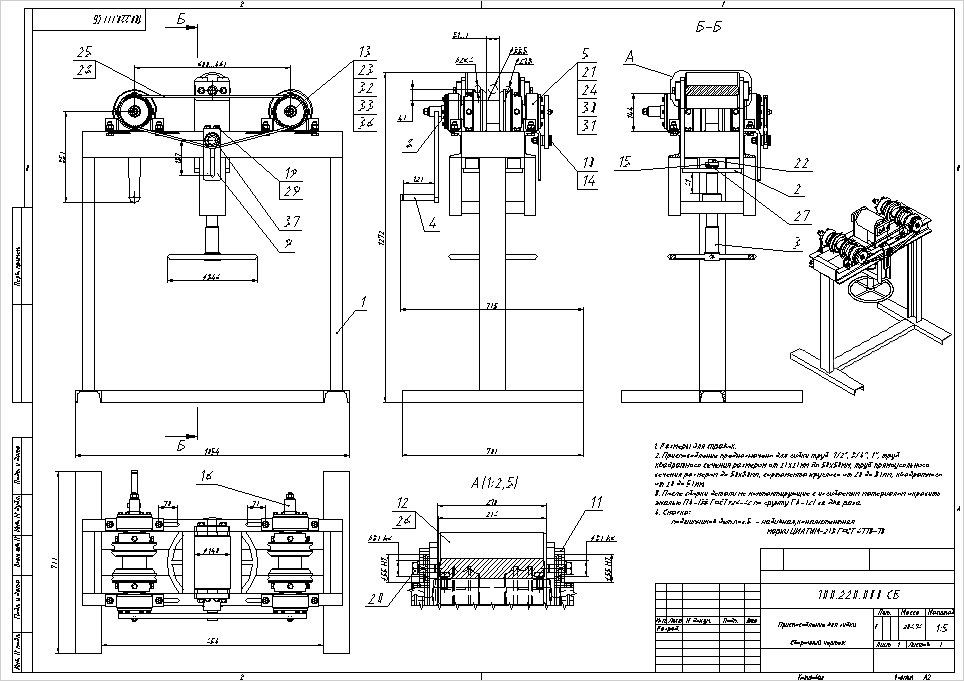
Чертеж еще одного варианта профилегиба (нажмите, чтобы увеличить)

Вариант с основанием из швеллеров
В завершение остается выполнить монтаж рабочего винта, нижняя часть которого жестко соединена с рабочим роликом, формирующим требуемый изгиб трубы. Для того чтобы обрабатываемая труба перемещалась по вспомогательным роликам, можно использовать ручной (при помощи специальной рукоятки) или электрический привод.
Заключение
В данной статье систематизированы и рассмотрены наиболее распространённые конструкции трубогибов, преимущественно – с ручным приводом. Все они могут быть изготовлены с применением недефицитных материалов, узлов и инструментов, имеющихся в распоряжении домашних мастеров. Не претендуя на полное освещение вопроса, ждём от пользователей новых эффективных конструкций данных приспособлений.
Источники
- https://gidropnevm.ru/gidravlicheskij-instrument/ostalnoj-instrument/vse-varianty-trubogibov-sdelannyh-svoimi-rukami
- https://svoimirykami.info/kak-sdelat-trubogib-svoimi-rukami/
- https://TrubaNet.ru/instrumenty-dlya-trub/kak-izgotovit-trubogib-svoimi-rukami.html
- https://tehnikaportal.ru/kak-sdelat-trubogib-svoimi-rukami/
- http://met-all.org/oborudovanie/prochee/trubogib-svoimi-rukami.html
- https://trubarik.ru/montazh/trubogib-svoimi-rukami-samodelnyj
- https://svoimirykamiinfo.ru/trubogib-svoimi-rukami/
- https://trubypro.ru/kak-razrezat/trubogib-dlya-krugloy-truby.html
- https://metalloy.ru/stanki/trubogib-dlya-krugloj-truby





