

Применение трубогиба и меры предосторожности
(1) Ссылка на руководство по эксплуатации электронасоса.
(2) Рабочий цилиндр сначала ввинчивается во внутреннюю резьбу квадратного блока, так что задний конец цилиндра устанавливается на опорное колесо.
(3) В соответствии с диаметром трубы для выбора штамповочной головки, установленной в плунжере, два ролика, соответствующие пазу по направлению к штамповочной головке, затем вставьте соответствующий размер отверстия в цветочной доске, а затем закройте верхнюю часть доску для цветов, вставьте трубу в канавку, а затем потяните активную часть быстрого соединения на конце трубки высокого давления назад и установите на разъем рабочего цилиндра, затяните винты выпуска масла на электрическом масляном насосе, чтобы согнуть трубка. Когда изгиб трубы закончен, ослабьте винт выпуска масла, и плунжер автоматически вернется в исходное положение.
Примечания:
(1) ссылка на руководство по эксплуатации электронасоса.
(2) Не снимайте быстроразъемный соединитель при загрузке.
(3) Машина использует масло в качестве среды, она должна хорошо выполнять работы по очистке и техническому обслуживанию маслогибов и трубогибов, чтобы предотвратить засорение или утечку масла, которые могут повлиять на использование.
Области применения и особенности эксплуатации
Бездорновые трубогибы, реализующие гибку тонкостенных труб обкаткой, предназначены лишь для сравнительно больших радиусов гиба, поскольку в противном случае на внутренней части образующей поверхности образуются складки (гофры). В частности, минимально допустимый радиус гиба не может быть менее 3…4 наружных диаметров заготовки. Проектируемый трубогиб для профильной трубы также должен разрабатываться с учётом этого ограничения. Вместо диаметра в данном случае при расчёте учитывается значение площади поперечного сечения трубы F, с использованием следующего соотношения
Значение dэкв впоследствии применяется при определении минимально допустимого радиуса гибки заготовки.
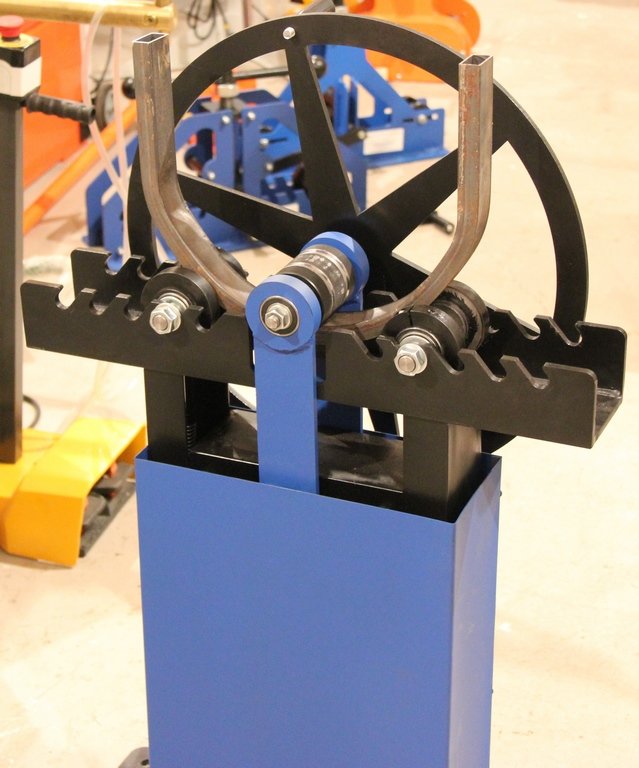
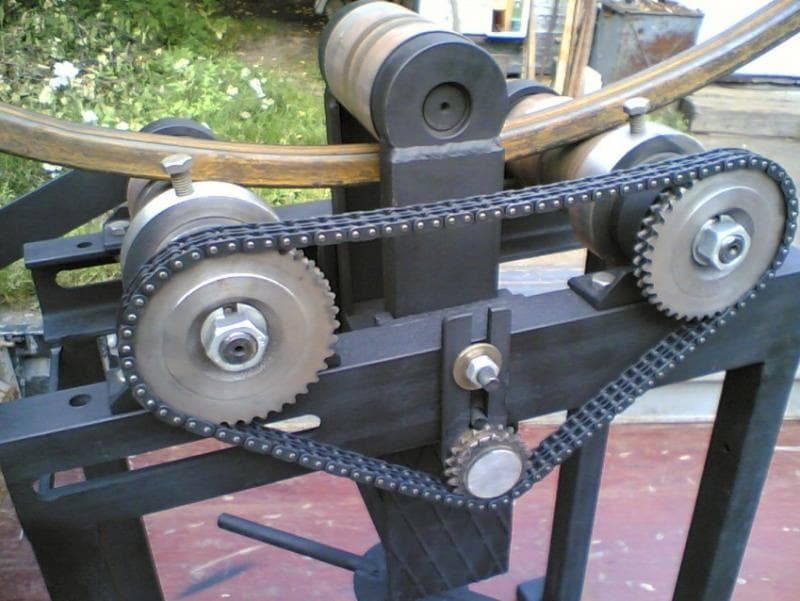
Виды трубогибов включают также и их разновидности, реализующие гибку методом холодной вальцовки. Агрегат, реализующий такую технологию гибки (обычно – трёхроликовый) называется трубогибочными вальцами. Конструкцией такого оборудования предусматривается установка 3-х гибочных роликов, два из которых размещаются в одной плоскости. Подлежащая деформированию заготовка устанавливается в ручьи этих роликов. Расстояние между ними подбирается таким образом, чтобы обеспечить качественный гиб на нужный угол без складкообразования. С увеличением процентного содержания углерода в материале круглой трубы межосевое расстояние между роликами увеличивают, используя данные следующей таблицы:
| Материал | Стали 08, 10, Ст 1,Ст 2 | Стали 15,20, Ст 3 | Стали 25,30, Ст 4 | Стали 45,50, Ст 5 | Медь и её сплавы | Алюминий и его сплавы |
|---|---|---|---|---|---|---|
| Rmin/s | 0,4 | 0,5 | 0,6 | 1,0 | 0,25 …0.3 | 0,4 … 0,6 |
Здесь Rmin— минимальный радиус гибки, мм; s – толщина стенки изделия, мм
Зажим заготовки подвижным роликом обеспечивает её предварительное натяжение до начала гибки, чем предотвращается ничем не ограниченное деформирование трубы в начальный момент вальцовки.

После этого производится подведение третьего ролика к месту гиба с последующей деформацией заготовки. Трёхроликовый агрегат оснащается одним из следующих вариантов привода:
- гидравлический привод от цилиндра, к штоку которого прикрепляется средний ролик;
- электромеханический привод, при котором станок снабжается червячным редуктором и механизмом типа «винт-гайка»;
- ручной механический (рычажный) привод — для трубогибов с допускаемым внешним диаметром изделия до 25 … 40 мм, причём меньшее значение соответствует стальным заготовкам.
Сколько различных сечений профиля роликов, столько же должно быть и прижимов.
Роликовый трубогиб для профильной трубы позволяет производить по рассмотренной технологии кольца, спиральные элементы и даже пространственные профили, угол гиба которых не превышает соотношений, разрешённых таблицей. Ещё больше возможностей у вальцовочных станков, предназначенных для гибки изделий круглого поперечного сечения. Это объясняется меньшим значением момента сопротивления круглого сечения той же площади, что и квадратное, либо прямоугольное.
Способы гибки металлопластиковых труб
Когда появляется необходимость в сгибании металлопластикового отвода, можно применить несколько приемов. Они имеют свои плюсы и особенности.
Обычно прибегают к следующим способам:
- Ручная гибка.
- Использование трубогиба.
- С применением песка.
- Путем нагрева места изгиба.
Сгибание руками
Вручную трубу МП приходится выгибать уже в начале работы. Отводы продаются в бухтах и поэтому вначале их выравнивают. Берут за один край трубы, наступают ногой на пол и раскатывают отвод по полу. Получают почти ровную трубу.

Если сечение отвода не больше 20 мм, его можно смело гнуть руками. Большие диаметры вручную согнуть сложно.
Техника ручного сгибания следующая:
- Двумя руками захватывают трубу, положив большие пальцы вдоль нижней части трубы так, чтобы они соприкасались.
- Упираясь большими пальцами, сгибают отвод примерно на 20 градусов.
- Передвигают пальцы в сторону по трубе на 2-3 см, и опять сгибают отвод.
- Уже на третий раз отвод может принять изгиб в 90 градусов.
Изгибать трубу на более острый угол, чем 90, опасно: она может сломаться на изгибе.
Использование трубогиба
Самый простое оборудование для гнутья труб в разы ускоряет процесс. При этом существенно уменьшается риск деформации, конструкцию не надо нагревать.
Работать с устройством может любой человек, здесь не надо обладать какими-то навыками, большим опытом или знаниями.
Разновидности современных трубогибов
Приспособления для гибки трубного проката так и называются — трубогибами. Инструмент может быть ручным или представлять собой стационарное оборудование. Переносные трубогибы для медных труб используются на месте монтажа инженерных коммуникаций. Стационарные механизмы применяются на промышленных предприятиях. Это оборудование с повышенной точностью и большим количеством настроек. Все виды приспособлений для гибки медного трубного проката отличаются друг от друга способом действия.
Пружинный
Отличительной чертой трубогиба пружинного для медных труб является простая конструкция. Устройство изготавливается из высокопрочной стали. Пружинное приспособление состоит из плотных упругих витков. Один конец инструмента имеет расширение в виде раструба, чтобы можно было его удобно надевать на трубу. Пружина для гибки подбирается под конкретный диаметр трубного проката.
Приспособление изгибается вместе с трубой на требуемый угол исключительно за счет физической силы человека. После выполнения операции устройство снимается с медного изделия через тот же конец, который ранее использовался для его надевания.

Трубогиб пружинный.
К достоинствам трубогиба в виде пружины относится:
- небольшой вес;
- низкая цена;
- удобное использование даже в стесненных условиях.
Недостатком пружины является трудность получения точного требуемого угла изгиба, потому что он всегда определяется на глаз. К минусам также относится затруднительное надевание и снятие изделия с участка трубопровода, находящегося на большом удалении от открытого (свободного) торца трубного проката.
Видеообзор пружинного трубогиба.
Ручной
Устройство тоже отличается простой конструкцией. С помощью ручного трубогиба изгибается медный прокат диаметром 5-125 мм. Основной деталью изделия является оправка, имеющая конкретный радиус скругления. Он может составлять 43, 60 или 87 мм. Оправка вставляется в трубу или натягивается на нее.





Ручной способ изгибания проката подразумевает использование физической силы. Это является основным минусом данного метода, по этому он не нашёл широкого применения на практике.
Механический
Инструмент механического типа более удобен в эксплуатации, чем ручные приспособления. С его помощью можно с высокой точностью согнуть трубу на необходимый угол, затратив на операцию незначительные физические усилия.
Производители выпускают механические трубогибы следующих видов:
Рычажное изделие — это безотказный инструмент с простой конструкцией, позволяющий согнуть прокат с диаметром от 6 до 22 мм максимум на 90°. В конструкции приспособления присутствуют два рычага. Один из них оснащен башмаком, а другой — шаблоном для гибки. Эти два элемента имеют разметку. Она позволяет точно выставлять угол изгиба.

Рычажный механизм.
Сегментное изделие, сгибающее максимум 42-миллиметровые трубы на угол, предельное значение которого составляет 180°. Конструкция оснащается сменными упорами. Они позволяют гнуть трубный прокат разного диаметра. Он в инструменте размещается между валиком и элементом, представляющим собой половину диска. Когда рукоятка приспособления начинает вращаться, этот сегмент поворачивается. В результате происходит наматывание трубы на его корпус.

Сегментное устройство.
Арбалетное изделие, оснащенное рычажной системой, являющейся частью храпового механизма. Конструкция позволяет изгибать прокат диаметром от 10 до 22 мм на угол, максимальное значение которого равно 90°. В комплект приспособления входят сменные пуансоны. Это опорные башмаки в определенном количестве. Их число влияет на цену устройства.

Трубогиб арбалетный для медных труб.
Гидравлический
Устройство представляет собой один из видов арбалетного инструмента, оснащенного дополнительно гидравлическим приводом. Это приспособление относится к профессиональным изделиям. Его можно использовать для изгиба труб диаметром до 50 мм.
Производители выпускают гидравлические трубогибы с разными вариантами настроек, что позволяет максимально точно выполнять требуемую работу. В конструкции инструмента присутствует толкатель. Он имеет вид домкрата, создающего усилие минимум 6 тонн.
Электрический
Приспособление тоже является профессиональным инструментом. Изделие отличается высокой ценой, громоздкими размерами и наличием системы рычагов. Последний узел приводится в движение с помощью электрического привода.
Для чего используют трубогибы?
Профильные трубы, имеющие различные разрезы, считаются сегодня наиболее востребованными металлическими изделиями и используются при сооружении теплиц, навесов, гаражей, для создания ограждений, во время прокладки трубопровода и так далее. И при изготовлении большинства этих изделий трубы необходимо сгибать под тем или иным углом, а без специального оборудования с этим никак не справиться.
Итак, трубогиб – это специальное устройство, посредством которого в большинстве случаев и сгибаются трубы, причем угол изгиба может быть разным (в пределах 0-180 градусов). Привод современного трубогиба зачастую электромеханический или же гидравлический.
Сфера применения трубогиба достаточно широка – его можно встретить на строительных площадках, при создании отопительных/водопроводных сетей, на промышленных объектах, проч. Трубогиб, изготовленный собственноручно – это незаменимая вещь в хозяйстве, которая может быть использована для самых разных работ. Если вы, к примеру, намерены своими руками установить кондиционер, оборудовать вентиляционную или отопительную систему, то обойтись без данного агрегата будет непросто.
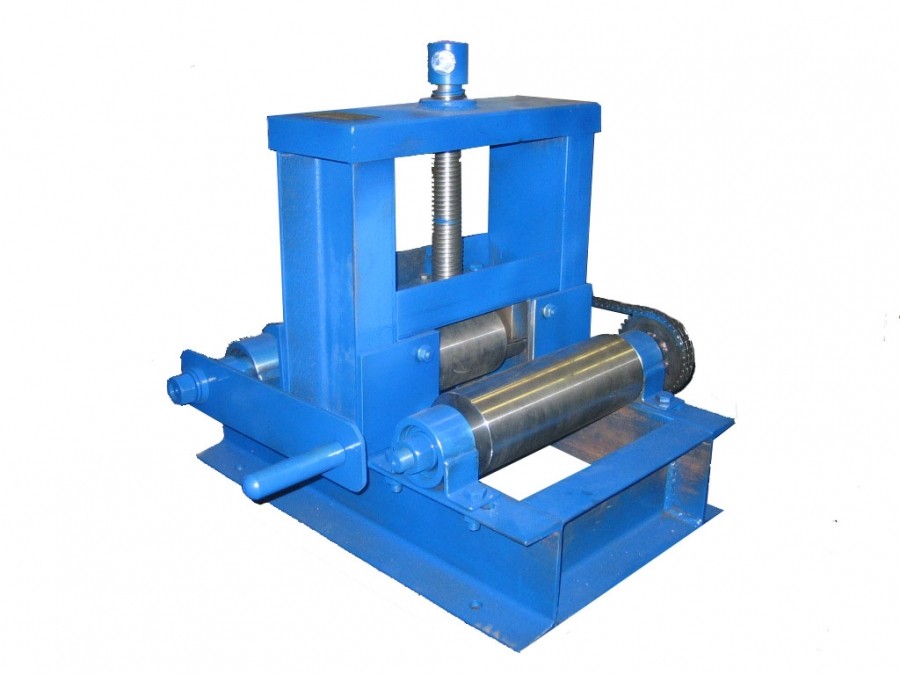
Изготовление улиткового трубогиба
Собирать трубогиб следует четко по схеме. Ознакомьтесь с фото трубогиба, выполненного своими руками, и разными вариантами чертежей. Подберите подходящую схему и при необходимости скорректируйте размеры.

Далее следуйте данной инструкции:
- Сварите станину из швеллеров (можно заменить толстой стальной пластиной или 1 швеллером достаточной ширины).
- Смонтируйте подшипники на валы, которые затем приварите к станине.
- Наденьте звезды на валы и смонтируйте на них цепь.
- Вырежьте направляющие для механизма прижима и приварите на станину.
- Смонтируйте подшипники на вал прижима и соберите пресс-механизм. В качестве боковых ограничителей применяйте швеллеры или толстые стальные полоски.
- Изготовьте основу под втулку и приварите ее к конструкции. Завинтите винт прижима.
- К верхнему концу винта и валу приварите трубчатый вороток.
- Смажьте подшипники и проверьте работу механизма.
После монтажа рекомендуется покрасить механизм, чтобы предотвратить развитие коррозии. Для упрощения работы можно установить пружину, возвращающую пресс в исходное положение.
- Вентилятор своими руками: как сделать самодельный мощный вентилятор. Основные параметры и свойства вентиляторов (130 фото)
- Прикормка своими руками — состав, особенности применения и способы хранения (115 фото и видео)
- Откатные ворота своими руками — как построить простые и автоматические ворота. Схемы, чертежи и обзор лучших идей (90 фото)
Гибка труб в холодном состоянии
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Производство гибкого камня: оборудование, состав, процесс, технология изготовления гибкого камня своими руками в домашних условиях
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии
Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
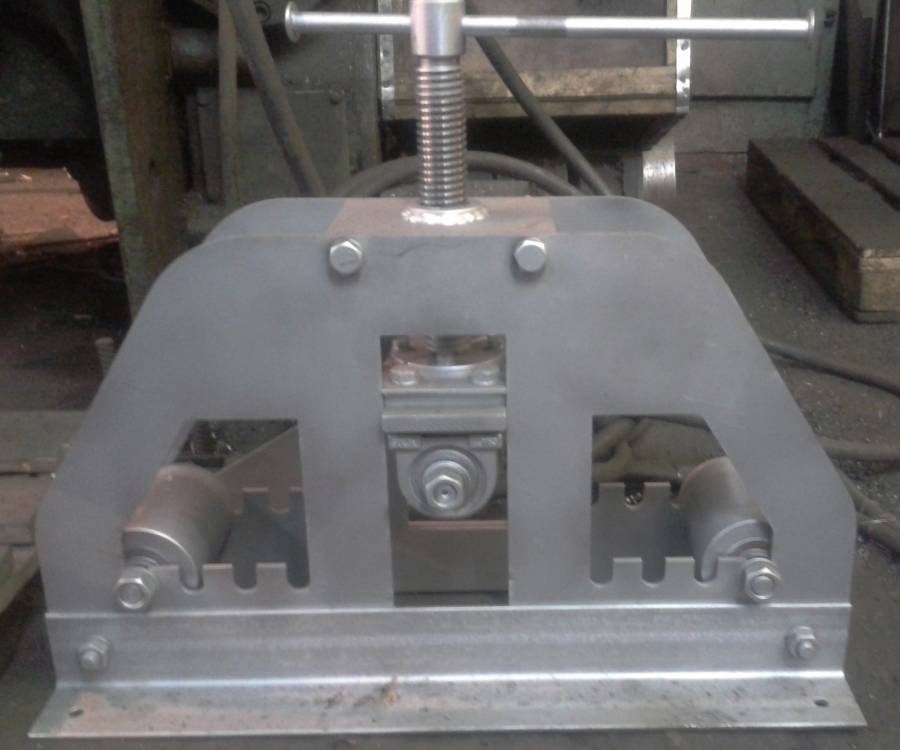

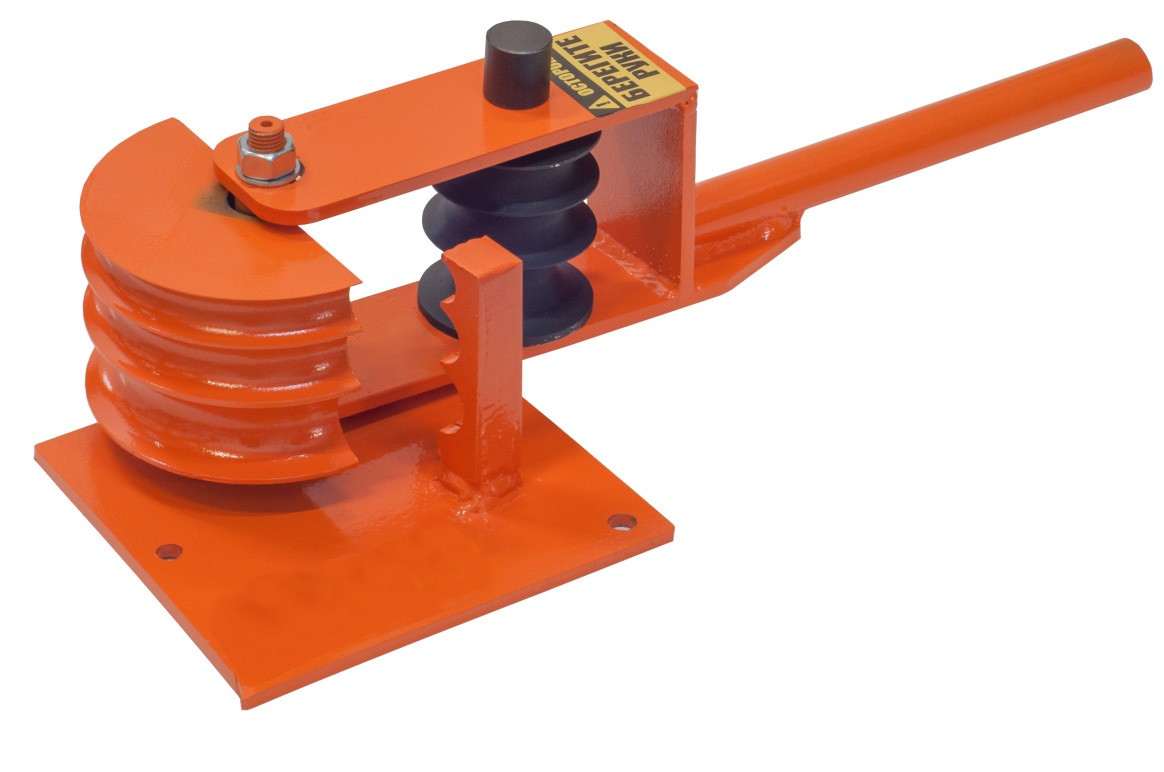
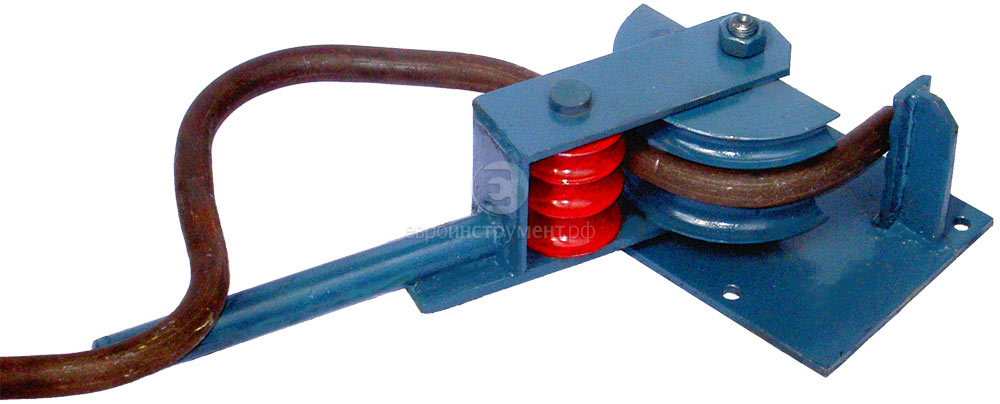


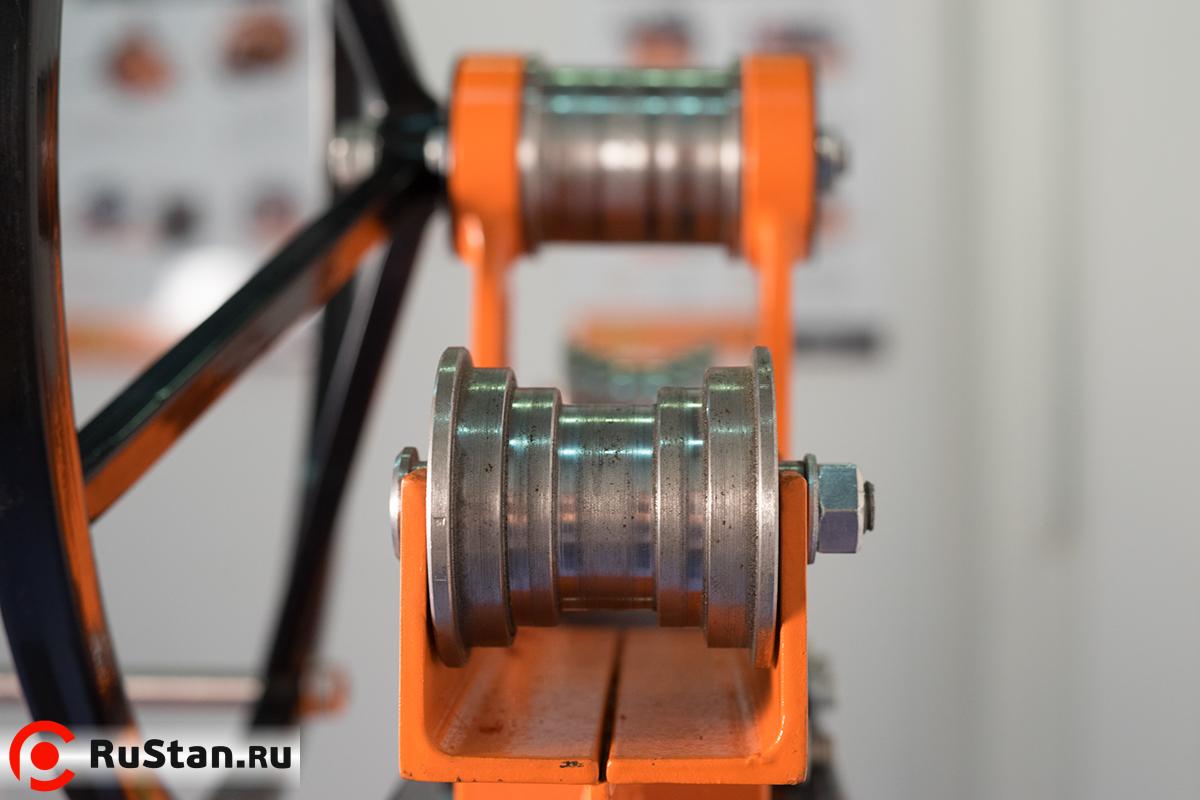



Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
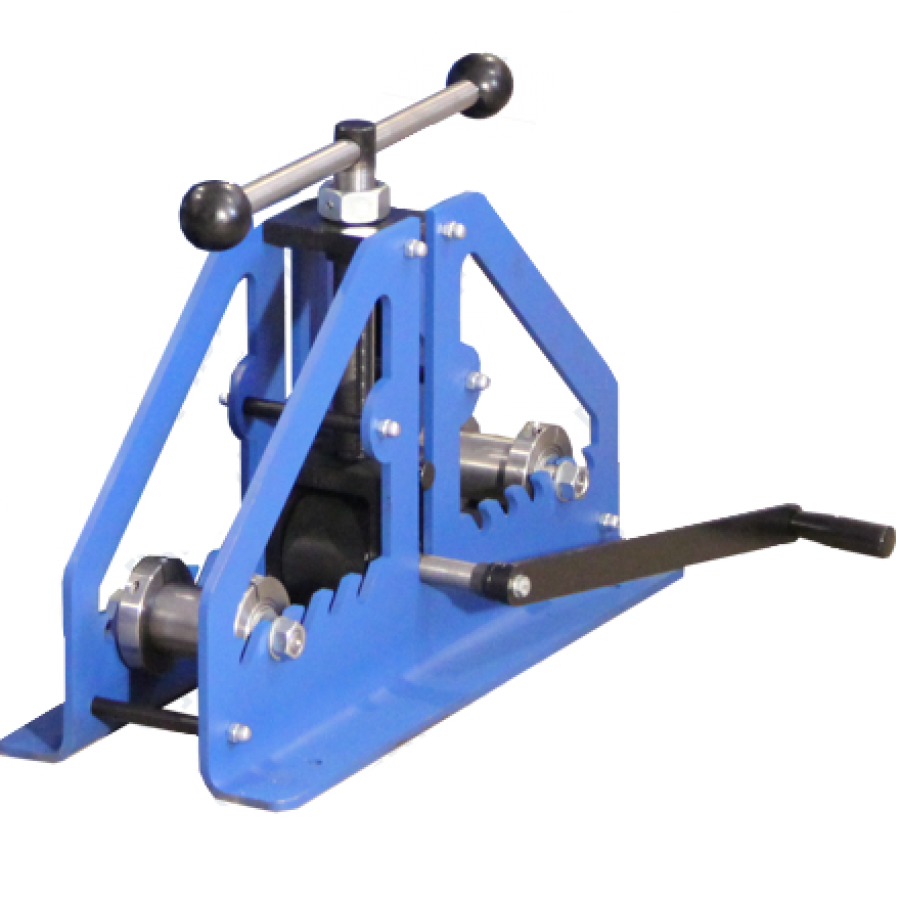
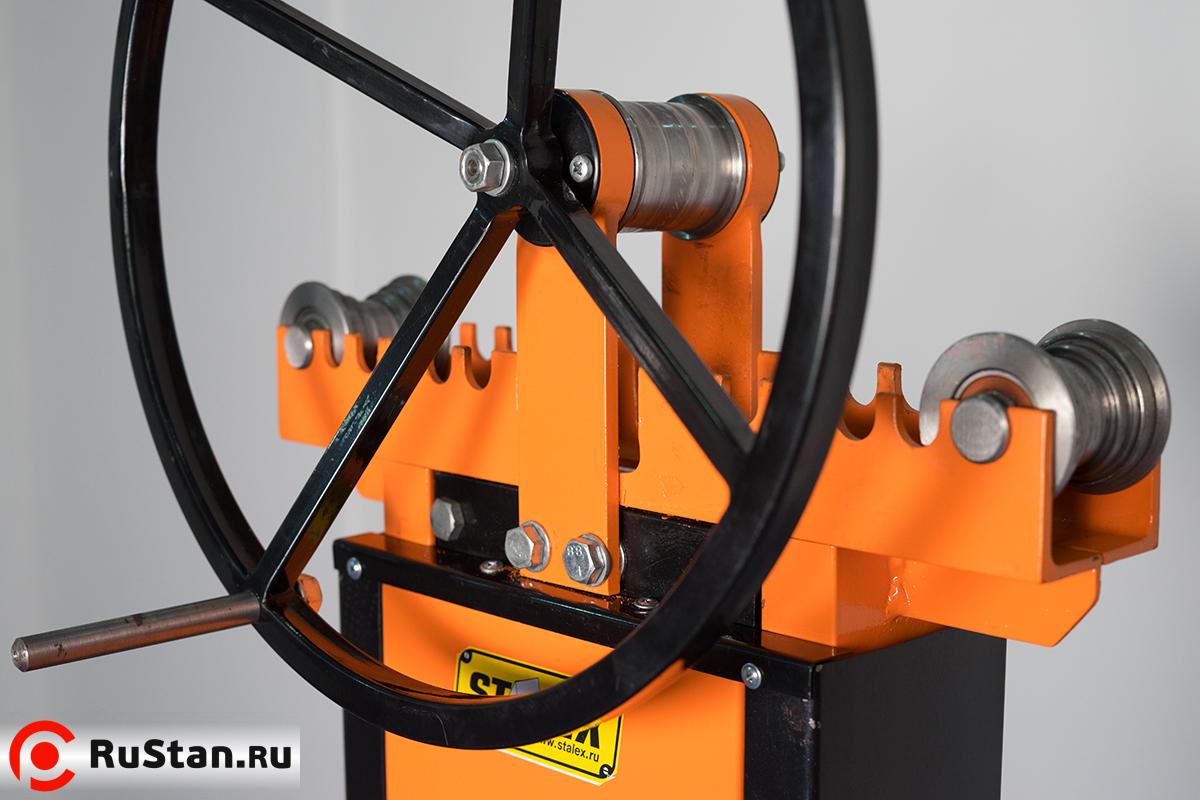
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.
Особенности трубогиба
- Трубогиб использует сенсорный экран для добавления модуля числового управления , операции диалогового типа, простой настройки программы;
- Конструкция устойчива, не деформируется;
- Для каждого файла можно установить 16 углов изгиба, в памяти можно сохранить 16 наборов файлов;
- Функция медленного позиционирования, стабильный угол изгиба, точность повторения достигает ± 0,1 °;
- Сообщение об ошибке отображается на экране, помогите оператору немедленно устранить;
- Обеспечить собственные исследования и разработки координат преобразования стоимости обработки трубы, программное обеспечение можно приобрести и установить на настольный компьютер для редактирования расчета.
Правила эксплуатации
Использую самодельный трубогиб или покупную модель, необходимо придерживаться правил эксплуатации:
- Проверять как расположены ролики до начала работ.
- Не пытаться сгибать трубы с большой толщиной стенок на самодельном оборудовании.
- Если нужно согнуть шовную трубу, шов должен быть направлен в сторону изгиба. Иначе это приведет к разрыву трубы.
Если пробовать сделать изгиб трубы, изготовленной из высокопрочного сплава без нагревания, могут появиться следующие дефекты:
- На внешней стороне изгиба уменьшается толщина стенок.
- Появляются складки на внутренней стороне после сгибания.
- Форма искажается. Из цилиндрической она превращается в овальную.
Чтобы исключить риск появления таких дефектов, необходимо использовать дорн. Это специальное приспособление, которое располагается внутри трубы на месте изгиба. Он может быть гибким или жестким. Когда технологический процесс завершен, дорн выталкивают наружу. Форма изделия остается неизменной.
Инструменты для изгиба труб, сделанные своими руками
Поскольку изготовить самодельное приспособление для гибки труб можно и из подручных, и б/у комплектующих, стоимость такого инструмента будет довольно низкой (подробнее: «Как сделать самодельный трубогиб – оптимальные способы»). Причем для изготовления самых простых трубогибов для круглой трубы своими руками чертежи не требуются. Для примера рассмотрим довольно простую конструкцию данного приспособления.
Основой для него будет служить плита из бетона, в которой были предварительно просверлены отверстия, а в них вбили штыри из металла, диаметром в 1″. Эти элементы нужно разместить с удалением не более 50 см друг от друга.
Создание самодельной конструкции
Перед самостоятельным изготовлением механизма нужно выяснить, какой нужен радиус изгиба. Это поможет правильно выбрать нужное вам устройство. Необходимо помнить, что для работы с любым из них надо знать максимально допустимые угол и радиус сгибания, а также учитывать толщину и общий диаметр изгибаемой трубы.
Изготовление прокатного механизма
Вальцовочный механизм можно изготовить из дерева, причем можно обойтись даже без прижимного ролика, если требуется сгибать тонкостенные трубы. В качестве шаблона можно применять доску, главное — чтобы ее толщина была больше диаметра трубы.
Шаблон в данном трубогибе фиксируют на основании, а с левой стороны от него закрепляют упор. Изгибаемую заготовку помещают между шаблоном и упором и сгибают. Нужно смотреть за тем, чтобы труба не выскочила.
Применение в данном механизме ручной лебедки поможет расширить возможности трубогиба за счет большего тягового усилия.
Делаем трубогиб с прижимным роликом
 При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
При создании такого механизма можно применять дерево и металл. Деревянные ролики не деформируют заготовки, поэтому хорошо подходят для работы с трубами из мягких металлов, например, меди. Кроме того их изготовление не вызывает затруднений. В зависимости от предполагаемых нагрузок выбирается материал для изготовления основания. Держатель, на котором находятся ролики, делают из металла. Он должен хорошо вращаться относительно центрального ролика. С обратной его стороны закрепляют рычаг. От его длины зависит усилие, прилагаемое на заготовку.
Изготовление намоточного устройства
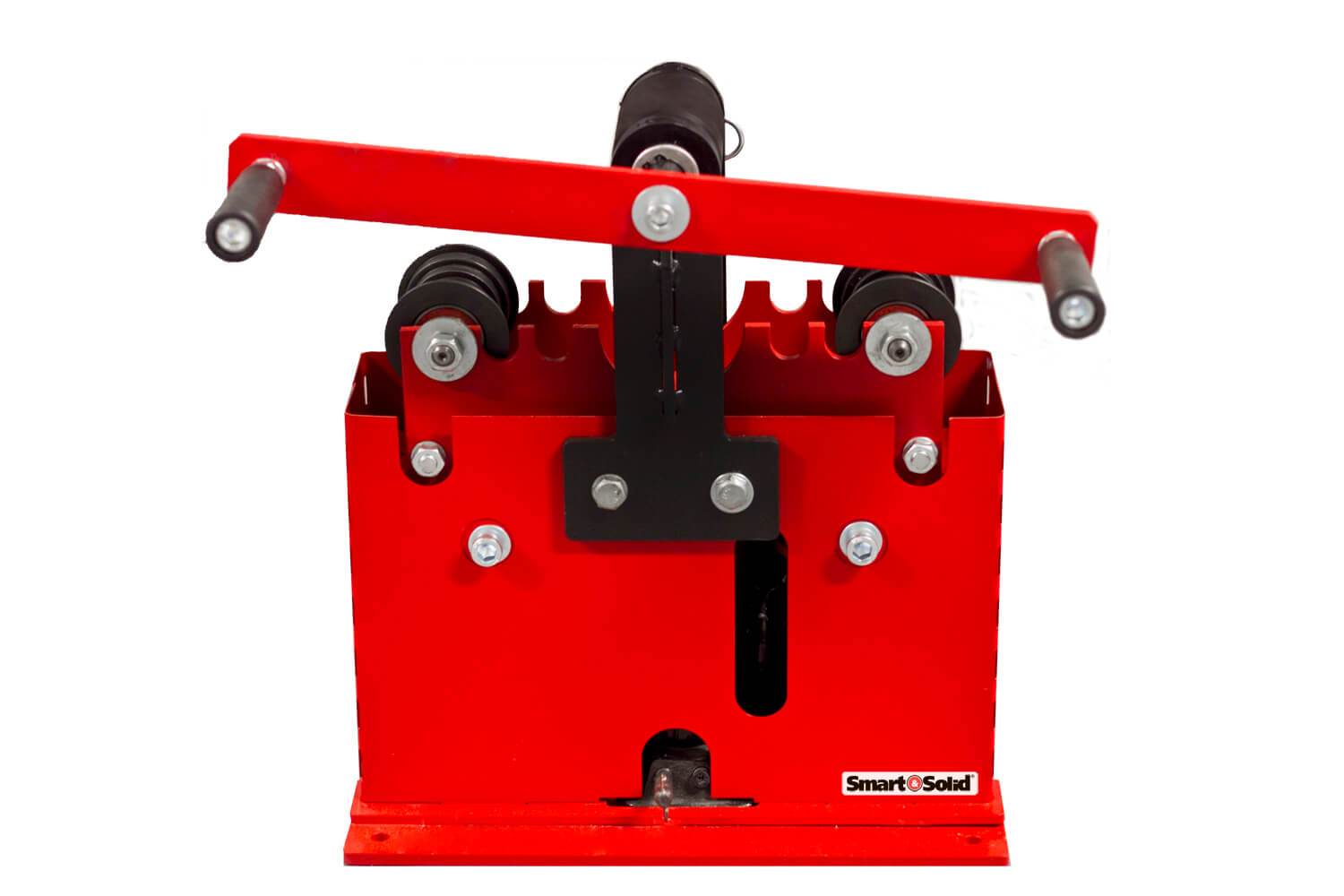
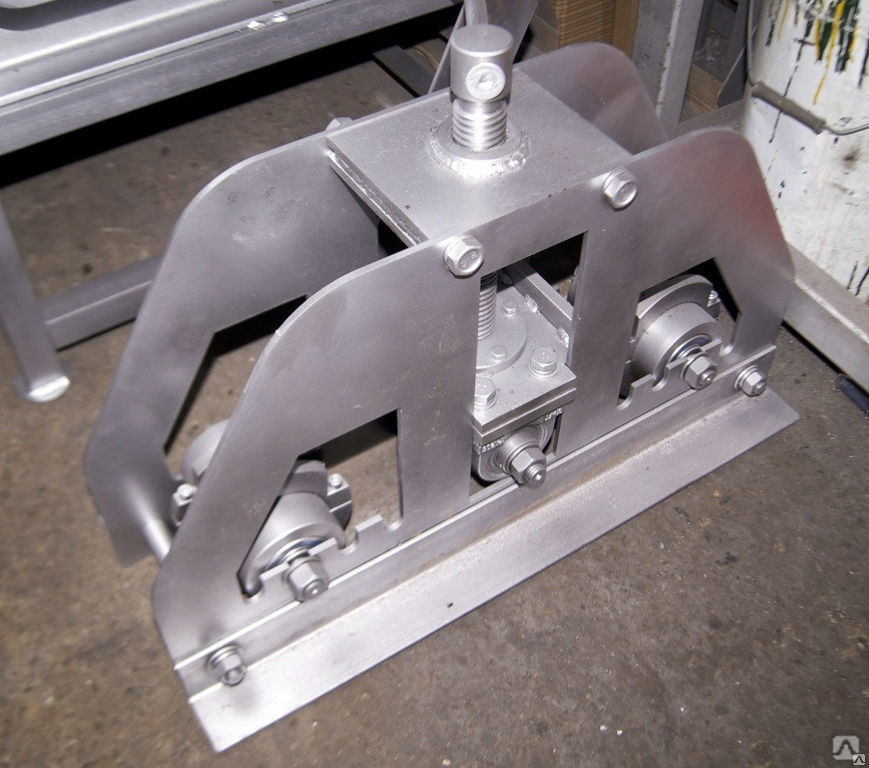
Для работы с мягкими материалами пригоден ручной намоточный трубогиб. В основе этого приспособления находятся 2 колеса, рама с прижимным валиком, рычаг и прочная станина. Сгибание при помощи этого устройства происходит по принципу оборота зажатой хомутом заготовки вокруг шаблона с помощью рычага и неподвижного ролика.
Существует намоточный трубогиб гидравлического типа. Он состоит из фрикционного колеса, к которому крепится трубка в точке изгиба. Колесо фиксируется на станине. В ее основании находится шток, приводимый в работу домкратом. На стержень подается серьезное усилие, которое передается рычагу, оборачивающему трубу вокруг шкива.
На приспособления намоточного типа нужно прикладывать много физических усилий, поэтому подвижный вращающийся ролик значительно уменьшит силу требуемого усилия.
Как создать трубогиб арбалетного типа
 Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Эти устройства внешне схожи с арбалетом, поэтому и получили это название. Основу механизма составляет рама, которую сваривают из уголков и чернопрокатного профиля. Внутри рамы располагаются два подвижных ролика и домкрат, который при помощи башмачка создает усилие, прилагаемое к трубе. Данные устройства лучше использовать для толстостенных заготовок, так как тонкие заготовки можно запросто деформировать.
Самыми популярными и технологичными являются прокаточные трубогибы. Эти устройства просты в применении и позволяют регулировать радиус изгиба. Зачастую они оснащены электроприводом, который также позволяет уменьшить физические усилия. Помимо этого существует множество вариантов конструктивного изготовления данных устройств.
Любой трубогиб является относительно простым механизмом, и при желании можно создать устройство любого вида воздействия. Можно найти довольно много чертежей и фото самодельных устройств, которые легко повторить самостоятельно.
Дефекты гибки и как их избежать
Для облегчения гибочного процесса профильной трубы, и, чтобы избежать образования дефектов, мы решили поделиться с вами моментами, которые их вызывают.
Нередко в бытовых самодельных трубогибах присутствует тянучка и волна, в самом узком месте — в месте уменьшения площади
Это в свою очередь может привести к образованию микротрещин, хотя для сооружения парников и беседок это не важно
Ещё один дефект, который возникает при гибки квадратной профтрубы — в процессе происходит её закручивание по оси. Исправить такую трубу для использования в качестве арки теплицы будет невозможно. Причиной «пропеллера» является несимметричное распределение нагрузки при проведении загибочных работ.
«Хвостик» не только надёжно фиксирует профильную трубу, но также поглощает отдачу технологического напряжения.
Технология трубогибов
Трубогиб аналогичен листогибу. В случае чистого изгиба, если внешний диаметр равен D, толщина стенки равна T, когда труба изгибается под действием внешнего крутящего момента M, внешняя боковая стенка трубы нейтрального слоя находится под растягивающим напряжением σ1, и стенка трубы становится равной тоньше. Внутренняя стенка нейтрального слоя испытывает растягивающее напряжение σ1, и стенка становится толстой.
А форма поперечного сечения превращается в приблизительный эллипс из-за результирующей силы F1 и F2, когда деформация слишком велика, внешняя сторона стены будет давать трещины, внутренняя стенка трубы будет казаться морщинистой.
Степень деформации трубы зависит от относительного радиуса изгиба R / D и значения относительной толщины T / D, чем меньше значение R / D и T / D, тем больше степень деформации.
Чтобы обеспечить качество формовки трубопроводной арматуры, степень деформации должна контролироваться в допустимом диапазоне, а предел изгиба трубы зависит не только от механических свойств и методов изгиба материала, но также и от требований трубы. арматура.
Как изготовить трубогиб самостоятельно?
В первую очередь нужно сделать хорошее основание Лучше для этого использовать трубу, которая имеет толщину стенок не менее 3 мм.
После того как нужная труба найдена, с одного края нужно отложить 2 см и на этом расстоянии просверлить отверстие, которое должно соответствовать будущей оси.
После этого необходимо определиться с радиусом изгиба, но обязательно нужно брать с запасом на 5 см.
Для изготовления рукоятки необходимо соединить две пластины вместе, но их толщина должна быть не менее 4 мм. Ручка закрепляется на ось, поэтому ее также нужно выполнять с запасом 5-10 мм с каждой стороны.







Как изготовлена ручка, можно начать полностью собирать инструмент. Основание нужно хорошо зафиксировать, на ось прикрепляется одна пластина, вторая на главный шкив. Гайка, имеющаяся на основание фиксируется шпилька фиксатора. Шкив необходимо закрепить на оси и закрепить болтом.
Сделанный своими руками трубогиб подойдет для использования в быту и будет не заменим в некоторых случаях
При сборке этого инструмента важно действовать четко по инструкции, чтобы изделия получилось правильным и пригодным для использования
Используя данное устройство можно будет построить навес или теплицу, а также проложить газопровод или трубопровод. Пользуясь этим устройством можно согнуть трубу по нужным углом, причем место сгиба будет иметь такие же прочностные характеристики как и на прямом участке трубы.
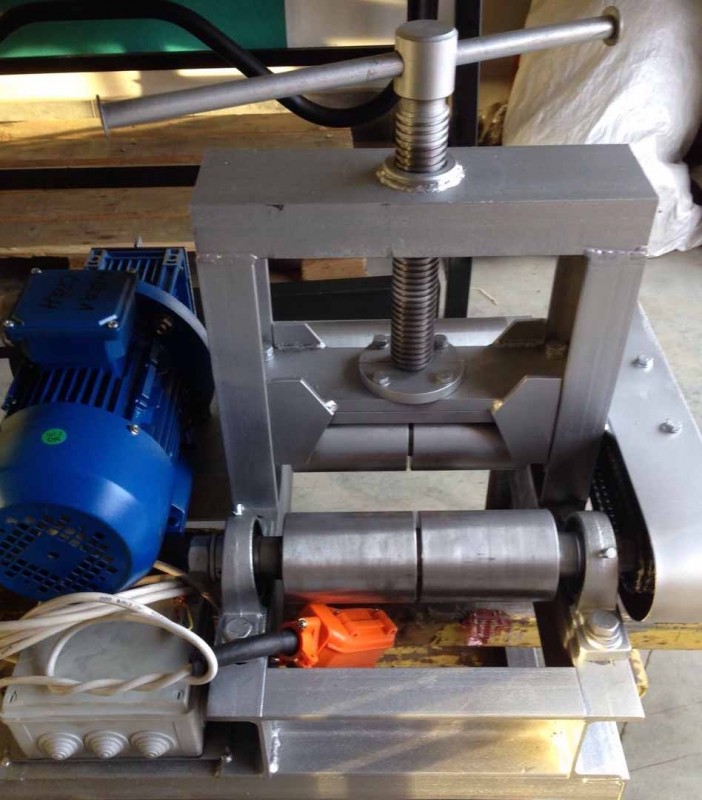
Гидравлический трубогиб
Использование гидравлики существенно упрощает как эксплуатацию трубогиба, так и его конструкцию. Простейшее устройство представляет собой раму с двумя опорными роликами. Механическое воздействие на профиль оказывает домкрат с насадкой-башмаком.
Гидравлическое приспособление предназначено для угловой гибки труб, так как деформирующее усилие передается на участок небольшой длины.
Инструменты, материалы и чертеж
Для самостоятельного изготовления гидравлического трубогиба потребуются:
- «болгарка»;
- сварочный аппарат;
- гидравлический домкрат;
- швеллер и уголок для силовой рамы;
- башмак для упора;
- ролики или направляющие.
Чертеж трубогиба с домкратом
Этапы сборки
Схема для сборки простого гидравлического трубогиба:
- Нарезать по размерам уголок и сварить раму в виде опорной площадки со стойками.
- Приварить к раме горизонтальную станину из швеллера.
Для регулирования радиуса изгиба в станине просверлить несколько отверстий.
- Установить ролики в нужную позицию.
- Надеть башмак на шток домкрата, установить гидромеханизм в нижнюю часть рамы.
Чтобы согнуть заготовку, ее помещают между сегментом и опорными роликами. Плавно увеличивают нагрузку рычагом домкрата.
Когда нужный угол изгиба получен, открывают перепускной клапан гидроцилиндра, опускают поршень домкрата и вынимают готовую деталь.
Процесс гибки трубы
Для тонкостенных профилей применяют механизмы грузоподъемностью 5-8 т. Чтобы согнуть мощные трубы, гидравлика должна иметь большие возможности — до 12 т.
Видео об изготовлении гидравлического трубогиба:
Гидравлический самодельный трубогиб легко разбирается. Домкрат можно заменить более удобным или мощным. Чтобы проще совершать все операции, конструкцию иногда приспосабливают для горизонтальной работы.
Самые распространенные дефекты гибки гидравлическим трубогибом — образование впадин, гофры, трещин или поломка профиля. Чтобы этого не случилось, рекомендуется применять башмаки заводского изготовления. Они сделаны из прочной стали, отцентрированы и равномерно передают нагрузку на стенки трубы.





