

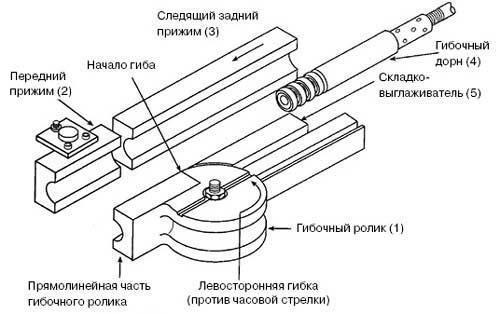
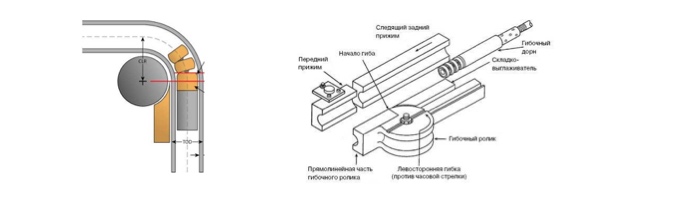
Из чего состоит дорновый станок для гибки труб
Конструкция дорнового станка для гибки труб включает:
- каркас с направляющими – он является рабочей поверхностью прибора;
- чугунный шаблон – об него производится изгиб деталей;
- гидравлический усилитель гибочного шаблона;
- патрон – крепление для заготовки на раме станка;
- ролик – позволяет программировать угол изгиба трубы;
- колодки-зажимы – фиксируют деталь в месте изгиба во избежание ее смещения;
- дорновый оправок и тяги, к которым прикреплены зажимы-колодки;
- кронштейн натяжной – на нем размещаются оправки и тяги.
Раму трубогиба изготавливают из качественной надежной стали, а головка из чугуна позволяет добиться высоких параметров гибочного момента. В автоматических аппаратах схема движения головки отображается на дисплее, так что весь процесс можно контролировать.

Оборудование такого типа может иметь сразу несколько типов зажимов – верхние и пальцевые. В верхних зажимах при креплении образуется зазор между ним и поверхностью заготовки, в связи с чем, она может несколько смещаться в горизонтальном направлении. При пальцевом типе зажимов на гибочный рычаг не оказывается излишняя нагрузка.
Самодельный роликовый трубогиб
Преимуществами роликовых трубогибов являются расширенные технологические возможности и повышенная точность гибки. Конструкция приспособления проста:
- Профилированный сменный ролик, свободно вращающийся на вертикальной (реже – горизонтальной) оси.
- Поворотный рычаг с рукояткой.
- Гибочный сменный ролик, закреплённый на противоположном плече рычага.
- Упор-проводка.
- Станина.
Для снижения усилия оба ролика должны свободно вращаться, для чего они устанавливаются в подшипниках качения. Поскольку каждая пара роликов приспособлена для изгиба труб с определённым внешним диаметром, то они должны быть быстросменными.
Материал деталей выбирают из тех же соображений, что и для предыдущего варианта. С целью повышения жёсткости упор-проводку можно приварить к корпусу. Радиус изгиба (выбираемый по вышеприведенным соотношениям) будет равен радиусу профиля гибочного ролика.
Для обеспечения должного качества деформирования радиальное биение осей роликов должно быть минимальным, а их оси – строго параллельны между собой.
Устройство. Принцип действия
Вид трубогиба во многом определяет его конструкцию. Однако в каждое устройство входит стандартный набор элементов. Ключевым рабочим компонентом является нажимная насадка (нажим), на который производится давление. В результате его воздействия угол изгиба трубы меняется.
Ручной трубогиб характеризуется конструкцией, включающей пружину с фиксатором, в то время как электрические устройства оснащаются электродвигателями. Нажим приводится в действие именно этими элементами.
Независимо от типа трубогиба, в состав агрегата входят несколько валов (шаблонов/роликов). Они выполняют функцию стабилизации и регулирования радиуса изгиба заготовки. Воздействие на трубу предполагает её предварительную фиксацию между нажимной пластиной и валами. Реализуемая величина изгиба регулируется положением валов. Например, если требуется сформировать острый угол, валы размещают близко к нажиму и один к другому.
Вид оборудования определяет и способ его воздействия на трубу. Методы бывают такими:
- вальцовка (прокатка). Здесь используются 3 подвижных вала. Радиус изгиба – величина производная от расположения опорных роликов по отношению к центральному валу, который тоже оказывает давление на трубу;
- воздействие на трубную заготовку штоком (арбалетный способ). В этом случае в качестве опоры служат два стационарных ролика, а трубу между ними гнёт шаблон на штоке;
- намотка. При намотке труба специальным зажимом прижимается к вращающемуся ролику. При этом ролик наматывает заготовку, протягивая её между собой и упором;
- обкатка. В этом методе трубогиб зажимает концы трубы, шаблон остаётся неподвижным, в то время как прижимной ролик, перемещаясь, сгибает заготовку.

Регулировать радиус изгиба трубы можно при помощи шаблонов разного диаметра
Следует отметить универсальность данного инструмента: с его помощью можно изгибать различные типы трубных изделий:
- водопроводные;
- газовые;
- котельные и др.
Сами же трубы могут быть изготовлены из:
- металлопластика;
- алюминия;
- меди;
- стали.
Единственное ограничение касается диаметра труб: значение этого параметра не должно превышать два дюйма.
Типы дорновых трубогибов
Трубогибочный станок, изготовленный своими руками, может иметь ручное, полуавтоматическое и – реже — автоматическое управление. Ручной трубогиб потребует индивидуальной регулировки каждого параметра – от огибающего ролика до стержня, на который насаживается составной дорн. Полуавтоматический станок позволяет программировать угол гибки, длину выдвижения дорна, а также – для особо продвинутых моделей – обеспечивать непрерывное смазывание дорна при его перемещении по внутренней образующей трубы. Наконец, дорновый трубогиб с ЧПУ дополнительно позволяет управлять скоростями вращения дорна и дорнодержателя — в зависимости от материала заготовки и значения угла пространственной гибки
Автоматический и полуавтоматический варианты управления позволяет компенсировать пружинение материала, что особенно важно при трёхкоординатной гибке
К параметрам управления режимами работы рассматриваемых агрегатов относятся:
- Радиус гиба (функциональность трубогиба повышается с увеличением количества изгибающих роликов-матриц).
- Скорость вращения огибающего ролика.
- Скорость вращения дорна на оправке.
- Угол гибки детали.
Полуавтоматический трубогибочный станок, работающий по методу дорнования, особенно эффективен при гибке тонкостенных труб. В этом случае минимальный радиус гиба ограничивается только пластичностью деформируемого материала и толщиной стенки изделия.
Как сделать трубогибы разного типа
Принцип работы трубогибов отличается – можно по-разному воздействовать на отрезок трубы. Например, устройство пружинного типа поможет деформировать полимерные трубы, благодаря давлению. Сегментные устройства будут их растягивать, придавая кривизну.
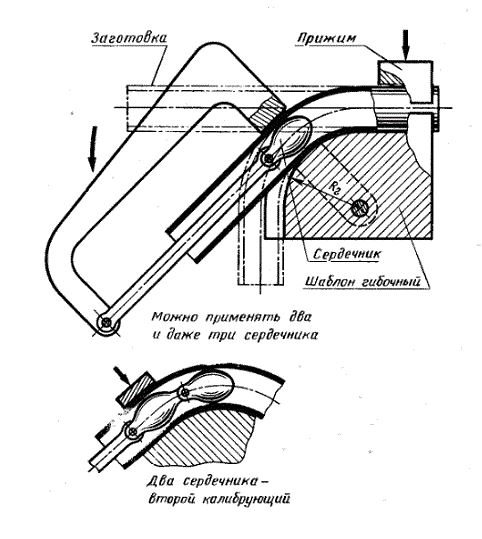
Способ изготовления шаблонного трубогиба доступен даже новичку. Для этого нужно точно вычертить часть окружности требуемого диаметра (или другой тип кривизны). Эту полусферу или другую кривую вычерчивают на деревянной заготовке, как на фото самодельного трубогиба шаблонного типа.

Полученную деталь нужно зафиксировать на устойчивом основании вдоль плоскости (стена, стол).


После того как шаблонный упор готов, нужно разобраться, как пользоваться трубогибом данного типа. Это понятно по рисунку – трубу крепят между шаблоном и упорным брусом.

Воздействием на противоположный конец прогретой алюминиевой или тонкой стальной заготовки получают желаемый изгиб. При необходимости получить отрезки разной кривизны, делают несколько подходящих шаблонов.










Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.
Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.. Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
устройство для гибки труб — патент РФ 2406585
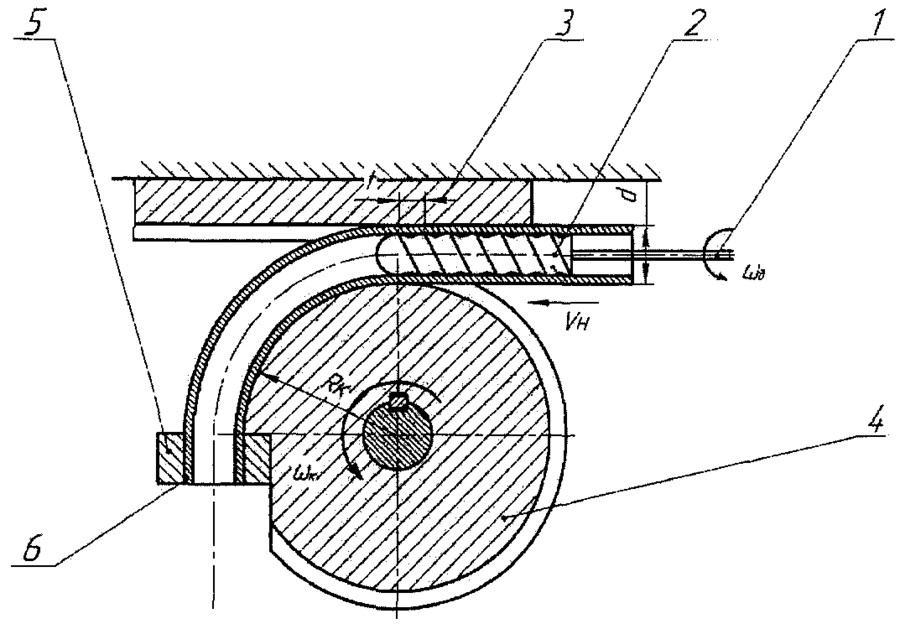
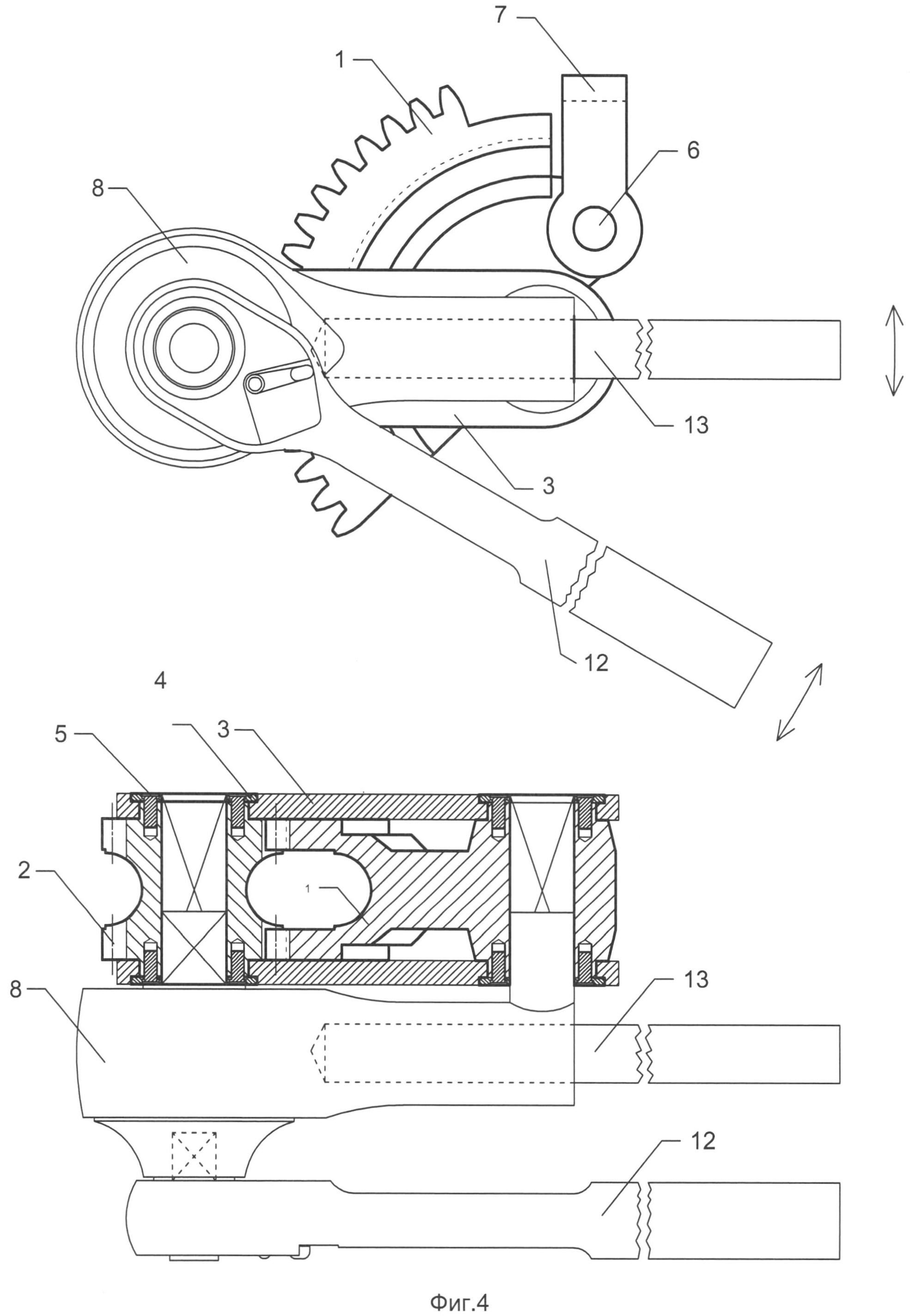
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир. Устройство содержит установленный в трубе дорн, поверхность которого снабжена приводом вращения и выполнена винтовой со скругленными выступами, осевая составляющая скорости которых совпадает по направлению и превосходит по величине линейную скорость наматывания трубы. Повышается прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы. 1 ил.
Изобретение относится к обработке металлов давлением и может быть использовано в оборудовании для гибки труб методом наматывания на копир.
Недостаток существующего устройства заключается в том, что применение дорна, необходимого для сохранения правильной формы проходного сечения, увеличивает пассивные силы трения, в результате крутящий момент на валу копира увеличивается приблизительно на 70%, также возрастает утонение стенки изогнутой трубы.
Известные устройства для гибки труб имеют тот же недостаток: увеличение крутящего момента и утонения стенки трубы вследствие сил трения, затрудняющих осевое перемещение заготовки относительно дорна.
Задача, на решение которой направлено изобретение, состоит в том, чтобы повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.

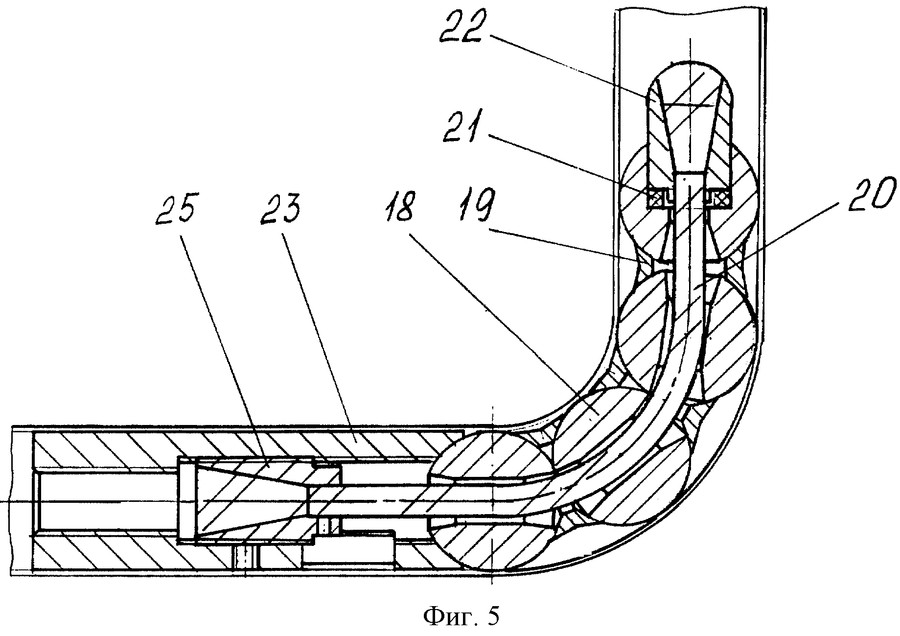
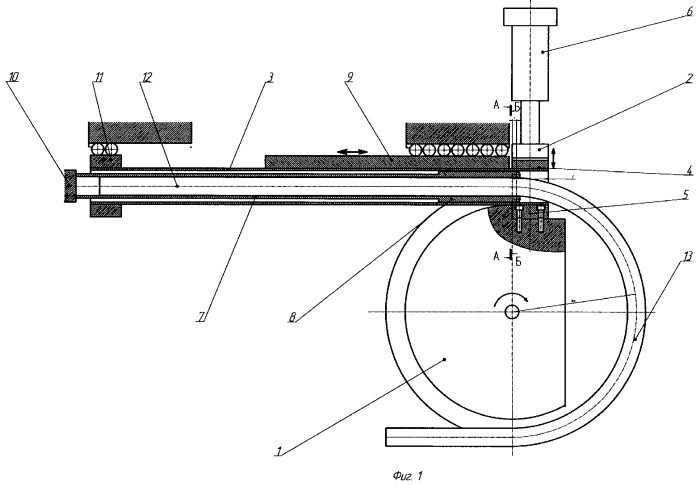
Сущность изобретения поясняется чертежом, на котором представлен общий вид предлагаемого устройства.
Устройство состоит из штанги 1, дорна 2 с шагом винтовой поверхности t, прижимной колодки 3, копира 4 и замка 5. Линейная скорость наматывания трубы на копир обозначена vH.
Устройство работает следующим образом. Дорн 2, установленный внутри трубы 6, вращается с угловой скоростью wд. Направление вращения правой винтовой поверхности дорна — против часовой стрелки со стороны незакрепленной части трубы. При этом осевая составляющая сил трения выступов винтовой поверхности дорна действует на трубу в направлении ее части, закрепленной в замке.
Данное устройство позволяет повысить прочность и качество труб за счет уменьшения утонения стенки изгибаемой трубы.
Источники информации
1. Авторское свидетельство СССР № 818707, кл. В21D 9/14, 1981.
2. Авторское свидетельство СССР № 619248, кл. В21D 7/02, 1978.
3. Аверкиев Ю.А., Аверкиев А.Ю. Технология холодной штамповки: Учебник для вузов по специальностям «Машины и технология об работки металлов давлением» и «Обработка металлов давлением». — М.: Машиностроение, 1989. — 304 с. — ил. — прототип.
Материалы и инструмент
Чтобы понять сколько материалов нужно для изготовления самодельного агрегата, необходимо найти чертеж трубогиба с размерами. Нужно досконально изучить все ключевые элементы, их соединение с другими частями, ход рабочих механизмов. Для изготовления простейшего гибочного станка, понадобятся следующие детали:
- Цепь для соединения рабочих частей.
- Пружины из высокопрочной стали — 4 штуки.
- Профиля из металла, для изготовления каркаса.
- Гидравлический домкрат.
- Ролики для трубогиба — 3 штуки.
Для изготовления понадобится набор инструментов:
- Маленькая болгарка.
- Сварочный аппарат.
- Дрель со сверлами по металлу.
- Набор гаечных ключей.
Если нет возможности найти сварочный аппарат, можно использовать болты с гайками. Заранее необходимо продумать как будут расположены крепежные элементы, чтобы они не мешали проведению рабочего процесса.



Как правильно согнуть трубу без специального оборудования
Если изготовить самодельный трубосгибающий станок нет возможности, то реализовать поставленную задачу можно без специального станка или оборудования. Как согнуть круглую трубу или профиль без применения трубогибов, рассмотрим далее. Для этого есть следующие способы:
- Самый простой — это зажать трубу между двумя столбиками (они должны быть крепче, чем сгибаемый материал), и произвести сгибание до необходимой величины
- Заполнить трубу или профиль песком, и разогреть место изгиба паяльной лампой, после чего произвести изгибание ручным способом. Нагретый металл легко поддается деформациям, но здесь главное не переусердствовать. Этот метод популярен среди монтажников систем отопления, когда изгибы стальных труб получали именно таким способом
- Воспользоваться болгаркой и сваркой. Если труба имеет большой диаметр, то самый простой способ ее согнуть — это сделать пропилы в месте будущего изгиба, и произвести сгибание. Чтобы восстановить прочность материала, оставшееся пространство области прореза следует заварить
Способов для сгибания труб и профиля достаточное количество, и для их реализации не понадобится предварительно изготавливать гибочные приспособления. Однако такие методы рациональны только в одном случае, когда необходимо выполнить работы в единичном количестве.
Особенности самодельного трубогиба
Чтобы изделие получилось качественным, сечение профиля не должно изменяться при изгибании. Поэтому конструкция трубогиба должна быть внимательно просчитана.
Простой трубогиб должен включать такие узлы:
- Рама. Лучше всего делать из швеллера.
- Ролики для подачи трубы, смонтированные с разных сторон рамы.
- Подающий узел из винта и рукоятки.
- Опорные детали, смонтированные посередине рамы.
- Подающая рукоять, соединённая с роликами.
Соорудить подобный инструмент достаточно легко и в домашних условиях. Крепить детали лучше болтами для увеличения надёжности. Оптимальное основание для инструмента – слесарный верстак.
Прижимной узел нужно делать на основе винта, чтобы точно контролировать угол изгиба. Таким образом можно в домашней мастерской выполнять качественную и точную гибку практически любых труб.
Основные элементы конструкции
Принцип работы
Для изготовления той или иной конструкции станка следует просмотреть несколько схем, чтобы определиться с набором деталей. Дело в том, что при необходимости все составляющие узлов можно приобрести за деньги, но также можно использовать те материалы, которые есть в вашем хозяйстве и ничего за это не платить. В большинстве случаев домашние умельцы останавливаются на фронтальных конструкциях и для этого у вас должно быть в наличии:
- три металлических валика (вальца);
- цепь для привода;
- оси вращения;
- механизм для привода;
- металлические профили (швеллеры) для рамы.
Иногда при отсутствии металлических валиков их заменяют деревянными или полиуретановыми, но… Такой прокатный механизм не выдержит длительной нагрузки, то есть, станок послужит своей цели, но недолго. Есть ли смысл растрачивать свой труд для кратковременной пользы, если, приложив усилия или даже заплатив определённую сумму, можно найти стальные валики?
Схема простого трубогиба с размерами в мм
Как вы поняли, процесс деформирования профиля происходит при помощи вальцовки, то есть, труба прокатывается по валикам (вальцам), что исключает излом и растрескивание. Для проката (изгиба) профиля его вставляют в прокатную линию (между валиками) и прижимают сверху винтовым приспособлением или домкратом до нужного радиуса изгиба. Затем при вращении ручки подачи труба перемещается, и изгиб проходит по всей длине. Получается, что это ручной привод, который приводится в движение мускульной силой, но в домашних условиях такой механизм очень удобен.
Прижим профиля производится домкратом
Для сборки простого трубогиба своими руками, о котором идёт речь, вам понадобится:
- домкрат (желательно реечного типа);
- металлические профили с полкой для горизонтальной и вертикальной рамы;
- пружины из легированной стали (их отличает высокая прочность);
- три стальных вала с подшипниками;
- цепь для привода (можно от велосипеда или мопеда);
- шестерёнки (ведущая и ведомая);
- толстая арматура для осей и приводной ручки.
Видео: процесс работы по изгибанию трубы
Как видите, сделать профилегиб своими руками легче по имеющимся чертежам, а фото и видео материалы в этом только помогают. Профилегиб, представленный на картинке, приводится в движение ручкой, которая вращает вал с ведущей шестерёнкой. При помощи цепи вращение передаётся на вал с ведомой шестерёнкой, а третий вал прижимает профиль сверху до необходимого угла изгиба. Всё очень просто.
Процесс изготовления механизма
Чертежи устройства для изгибания
Если вас интересует, как сделать профилегиб, то вам придётся выполнить ряд действий, которые обеспечат эту надёжность механизма, а это:
- изготовление мощной рамы, собранной при помощи сварки и болтовых стяжек;
- по условиям чертежа (технического задания) сделать и установить оси вращения для валиков. Их три штуки – два прокатных и один прижимной;
- для вращения прокатных валиков нужно обеспечить цепную передачу, то есть, приварить (ровно) ведущую и ведомую шестерёнки;
- на ведущую шестерёнку наварить ручку для вращения.
Нюансы изготовления
Готовый трубогиб
Если у вас есть в наличии все необходимые детали, то изготовить механизм для выгибания профиля несложно. В первую очередь нужно учесть, что все валики должны вращаться на подшипниках – точность вращения обеспечит правильный прокат, без сбоев и изломов. Ведущая и ведомая шестерёнки должны быть правильно оцентрованы – сбой от центра хотя бы на 0,5 мм приведёт к неправильной деформации (изгиб получится неравномерным).
Прижимной вал тоже должен быть оцентрован – от этого зависит точность угла изгиба. Лучше всего, когда размерывсех трёх валов одинаковы – прокат получается наиболее чётким. От жёсткости прижима тоже зависит точность проката, поэтому вал должен хорошо фиксироваться.



Дорновый трубогиб своими руками — Металлы, оборудование, инструкции

В практике выполнения монтажных работ по сборке сантехнических коммуникаций, а также в процессе прокладки трубопроводов сложной пространственной формы требуется двух-, а то и трёхмерная гибка труб. Лучше всего с поставленными задачами справится дорновый трубогиб.
Дорновой трубогиб
Как использовать дорновый трубогиб правильно – правила эксплуатации
Наличие специального оборудования для быстрого и качественного сгибания труб под нужную конфигурацию делает процесс монтажа водопроводных, канализационных, отопительных и прочих систем намного проще и удобнее. В данной статье мы расскажем о таком современном станке, как дорновый трубогиб, о его особенностях, преимуществах и способе обслуживания.
Конструкция такого трубогиба предполагает наличие дорна – детали, размещенной в месте осуществления изгиба трубы, которая исключает заломы, трещины и деформацию изделия.
В этом и состоит основное отличие трубогиба с дорном от прочих типов станков – работы выполняются быстро, с минимальным процентом брака и с высоким качеством. На промышленных предприятиях трубогибы данного типа пользуются спросом, ведь изгиб получается очень ровным.
Тонкости изгибания труб станком с дорном
Сфера применения труб весьма разнообразна – это и оборудование спортивных площадок, и прокладка коммуникаций с водой или жидким топливом, и создание деталей для автомобилестроительного процесса, и множество других направлений.
При этом минимальное количество швов и соединений делает всю конструкцию более монолитной, герметичной и надежной. Нередки случаи, когда в местах швов трубопроводы или иные металлоконструкции лопались, что приводило к утечкам, представляющим опасность для жизни и здоровья людей.
Чтобы этого избежать производится дорновая гибка труб, которая позволяет придать цельному изделию нужную форму и задать определенный угол наклона. Примечательно, что изгиб трубы на станке с дорном получается практически идеальным, чего нельзя сказать о более простых моделях инструмента.
Стоит отметить, что чертежи дорна для трубогиба, а также материалы его исполнения могут быть абсолютно разными – все зависит от конкретного предназначения оборудования. В частности, дорны могут быть как стальными, так и из латуни или пластика.
Разновидности дорновых станков для гибки труб
По способу управления дорновый трубогибочный станок может быть полуавтоматическим или автоматическим. Если это полуавтомат, то оперировать им придется частично вручную, то есть потребуются физические трудозатраты.
А вот работа автоматического оборудования регулируется машиной ЧПУ со встроенным компьютером (подробнее: «Разновидности трубогибов с ЧПУ, преимущества и правила использования»). Туда вносят данные о схеме изгиба, его числовых показателях, поэтому для контроля функционирования аппарата достаточного одного работника.
Хотя конфигурация трубы может быть самой различной, все же радиус загиба трубы не должен быть больше двойного радиуса трубы. В то же время, надежность и герметичность конструкции, в которой вместо изгибания труб использованы фитинговые соединения, будет существенно ниже.
Разновидности конструкции трубогибочного станка с дорном:
- Арбалетный – оснащен Т-образной рамой. Он состоит из держателя для труб и подвижного рычага, установленного перпендикулярно. Ручной инструмент такого типа способен выполнять изгиб трубы на угол до 180º. А применяется он, как правило, для сборки систем отопления и водопровода.
- Гидравлического типа – встречаются ручные и стационарные модели. Используя ручной дорновый трубогиб, можно придать форму трубам с маленьким сечением, а вот для работы с изделиями с диаметром до 100 мм в условиях промышленного производства используют стационарные модели. Согнуть заготовку на таком станке можно до значения в 90º.
- Оборудование с электропитанием. Трубогибы данного типа имеют самое широкое применение в различных сферах жизнедеятельности, поскольку они имеют полностью автоматическое управление и могут придавать трубам самую различную конфигурацию с высоким качеством и точностью.





