

Важные элементы
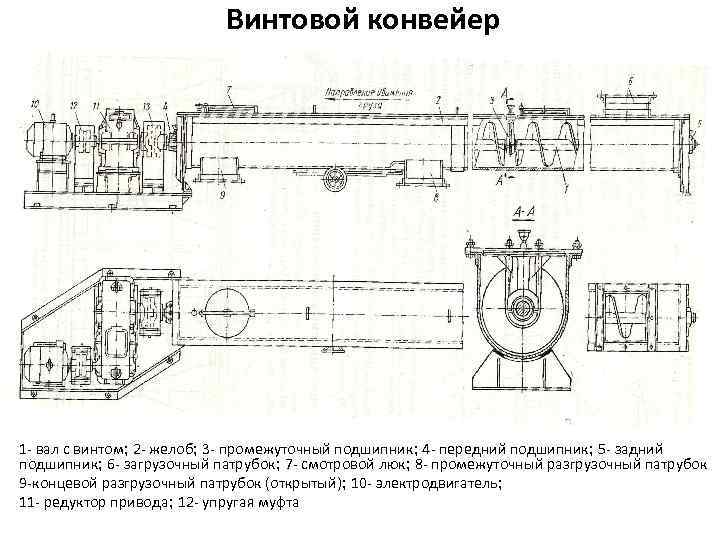
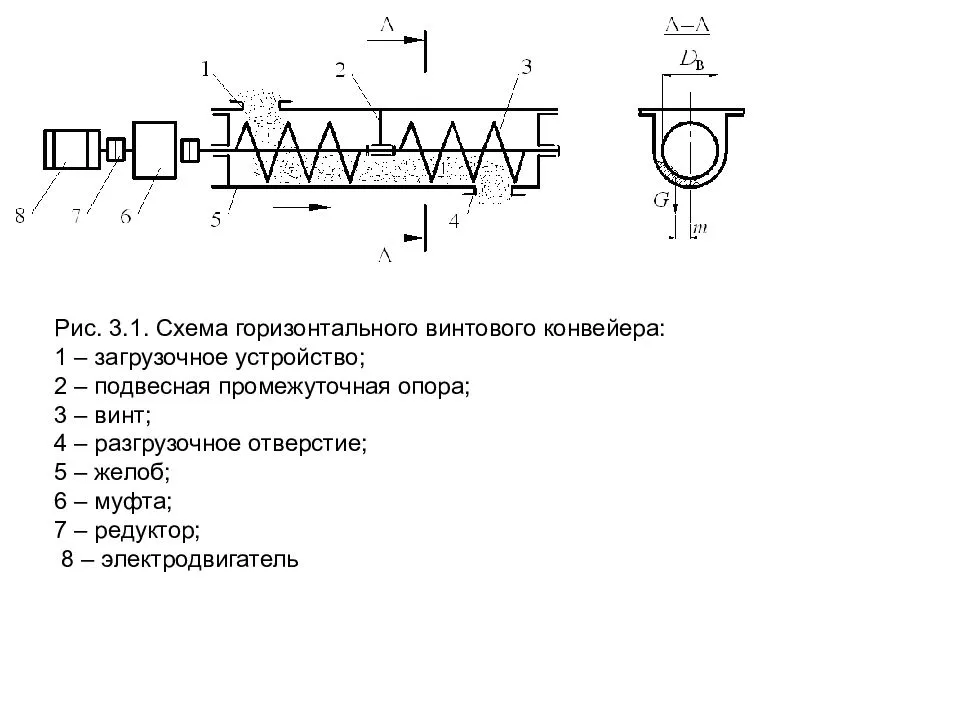
Рассматриваемый механизм для перевозки сыпучих материалов состоит из достаточно немалого количества самых разных компонентов. Схема винтового конвейера отличается следующими характерностями:
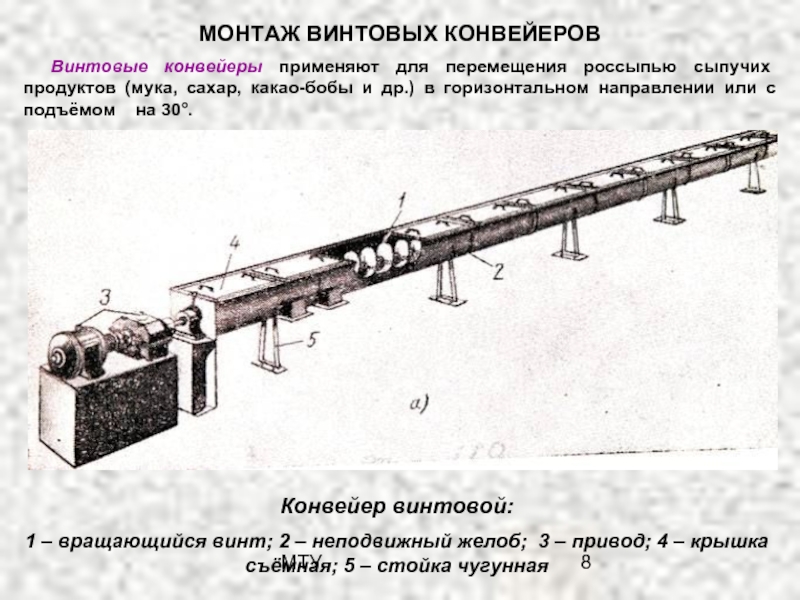
Как раньше было отмечено, винтообразные конвейеры проводят перемещение сыпучих материалов. Собственно поэтому центральным элементом конструкции можно назвать винт или шнек. Он принимает усилие от привода и передает усилие самому материалу. Встречается довольно очень много самых разных вариантов выполнения шнеков: фасонные, сплошные, ленточные, лопастные и остальные. От формы в большинстве случаев зависят характеристики эксплуатации устройства.
Довольно огромную популярность получили сплошные винты, которые собираются путем соединения секций. Для ключевого материала используются листы у которых толщина 2-5 мм. Основой выступает пустотелый вал.
Крепкий винтовой вал может держать очень большую степень влияния. Собственно поэтому его делают длиной до 50 метров. Впрочем, обеспечить требуемые эксплуатационного условия возможно лишь при креплении в нескольких точках.
Желоб представлен корпусом, которые часто делается при использовании листа металла толщиной 2-8 мм. Как раньше было отмечено, часть снизу напоминает форму полуцилиндра. Главным параметром можно назвать емкость конструкции.
По торцам находятся специализированные отверстия, предназначающиеся для установка подшипников.
Желоб закрывается крышкой, благодаря чему обеспечивается требуемая степень герметичности.
Главная составляющая конструкции может собираться из нескольких определенных секций. Ширина цилиндрической части может варьировать в границе от 5 до 10 метров. Значительно увеличить конструкционную жесткость можно благодаря расположению немалого количества жестких ребер.
В средней части также могут быть размещены подшипники, благодаря им увеличивается степень фиксации шнека. Хвостовые подшипники рассчитаны только на восприятие радиальной нагрузки.
Привод винтового конвейера представлен комбинированием достаточно немалого количества самых разных компонентов, которые предназначаются для изменения показателей вращения и его передачи
В качестве важного элемента применяется электро двигатель, который объединен с редуктором или системой шкивов, зубчатых колес. Во многих случаях привод в ответе за уменьшение количества оборотов и увеличения передаваемого усилия.
Подбираются оконные размеры шнекового транспортера в зависимости от того, какое вещество будет перевозиться.
Винтовые конвейеры: основные преимущества
Ключевыми достоинствами конвейерных агрегатов данного типа являются:
– Мобильность. Транспортерный механизм при необходимости можно быстро разобрать, перевезти и собрать на другом объекте. Процедуры монтажа и демонтажа занимают минимум времени.
– Ремонтопригодность. Наиболее уязвимыми узлами устройств являются шнеки и приводные механизмы. Неисправные или изношенные подвижные элементы при необходимости можно заменить.
– Универсальность. Конвейерный агрегат может использоваться в самых разнообразных целях. Оборудование применимо для работы с большинством видов сыпучих изделий.
Основные узлы ленточных конвейеров
Транспортная аналитика » Конвейерные установки подземного транспорта » Основные узлы ленточных конвейеров
Страница 1
В ленточных конвейерах лента с лежащим на ней грузом перемещается по стационарным роликоопорам и служит одновременно грузонесущим и тяговым органом. Лента приводится в движение одним или несколькими приводными барабанами, связанными через редуктор с двигателями.
Ленточный конвейер (рис. 1) состоит из приводного устройства 1, роликового става 2 и натяжного устройства 3. Конвейерная лента 4 служит одновременно тяговым и грузонесущим органом. Ленточные конвейеры оборудуют вспомогательными приспособлениями, к которым относятся очистные и загрузочные устройства. Все конвейеры снабжены аппаратурой управления приводом, а наклонные — устройствами, улавливающими ленту при обрыве (ловителями).
Рисунок 1. Схема ленточного конвейера
Конвейерные ленты выпускают с тканевой основой и с основой из стальных тросов.
Рисунок 2. Основные типы конвейерных лент: а — тканевая; б — резинотросовая.
Конвейерные ленты с тканевой основой состоят из каркаса, воспринимающего основные нагрузки на ленту, и обкладок, защищающих каркас от механических повреждений. Каркас представляет собой многослойную конструкцию, состоящую из нескольких слоев тканевых прокладок (толщиной 1,2…1,5 мм), связанных между собой тонкими резиновыми прослойками толщиной 0,2—0,3 мм. Толщина верхней обкладки составляет 3-6 мм, нижней 1-3 мм. Тканевые прокладки делаются из капрона, лавсана, анида, иногда из комбинированных тканей, сотканных из синтетических и хлопчатобумажных нитей.
Обкладки выполняют из резины или поливинилхлорида. Толщина верхней обкладки (на которой лежит груз) больше, чем нижней. Прочность тканевых конвейерных лент характеризуют разрывным усилием (Н/мм) одной прокладки, отнесенным к 1 мм ее ширины. Запас прочности на растяжение тканевых лент 8,5-10.
Мощные конвейеры оборудуют конвейерными лентами с основой из тросов. Каркас этих лент состоит из одного слоя стальных тросов диаметром 2,5—10 мм в количестве до 160 штук. Резиновые обкладки служат для защиты тросов от механических повреждений и коррозии. Запас прочности на растяжение резинотросовых лент 6,5—8,5.
Для конвейеров, используемых на горных предприятиях, принят следующий ряд лент по ширине: 800; 1000; 1200; 1400; 1600; 1800; 2000; 2500; 3000 мм.
В связи с тем, что заводами выпускаются ленты отрезками длиной не более 300 м, при монтаже приходится соединять концы для образования бесконечной ленты. Соединение концов производят как в мастерской, так и непосредственно на конвейере. К соединениям предъявляют требования возможно малого ослабления ленты в месте стыка, отсутствия заметного утолщения, сохранения гибкости стыка и долговечности.
В некоторых случаях для соединения концов применяют шарнирные металлические скобы, крючки или соединение внахлестку заклепками. Прочность и долговечность таких соединений невелика. Наилучшие результаты дает соединение горячей или холодной вулканизацией. Длина стыка как многопрокладочных, так и резинотросовых лент должна быть на 200—400мм больше ширины ленты. Горячая и холодная вулканизация применяется также при профилактическом ремонте поверхности ленты.
Страницы: 1
Схема технологического процесса на объекте проектирования Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и определению предмета труда. Прием приборов в ремонт Схема технологического процесса электротехнического участка Ремонт деталей …
Расчет муфты сцепления Большинство фрикционных муфт сцепления работают в условиях сухого трения, предполагающего отсутствие смазки между поверхностями. В последние годы начинают все шире применяться фрикционные устройства, работающие в масле в условиях граничного или полужидкостного трения. В обоих случаях исходными данн …





Разработка масштабного плана станции Масштабный план станции вычерчивается в масштабе 1:2000. Накладку плана станции начинают с нанесения её продольной и поперечной осей. За продольную ось станции принимаем ось главного пути. За поперечную ось станции принимается линия, проходящая через ось пассажирского здания. Ось главного пути расп …
Виды конвейеров
Существует несколько основных типов конвейеров: ленточные конвейеры, пластинчатые конвейеры, скребковые конвейеры, цепные конвейеры, подвесные конвейеры, винтовые конвейеры, роликовые конвейеры, инерционные конвейеры, качающиеся конвейеры, вибрационные конвейеры. Рассмотрим для чего предназначены данные виды конвейеров.
Пожалуй, наиболее распространенным типом конвейера является ленточный конвейер, предназначенный для перемещения насыпных, кусковых и штучных грузов, как на короткие, так и на дальние расстояния. В конструкции ленточного конвейера тяговым и грузонесущим органом является лента, движущаяся по стационарным роликоопорам. Натяжение ленты производится при помощи приводного и натяжного барабанов. Основными преимуществами ленточных конвейеров является высокая надежность и производительность от нескольких тонн в час до нескольких тысяч тонн в час.
Пластинчатые конвейеры предназначены для перемещения в горизонтальной плоскости или с небольшим уклоном штучных грузов (от 0,5 кг до 500 кг и более) и крупнокусковых грузов. Преимуществом пластинчатого конвейера является возможность транспортировать грузы с острыми кромками, грузы, нагретые до высоких температур. Также пластинчатые конвейеры находят широкое применение в пищевой промышленности.
Скребковые конвейеры — еще один вид конвейеров, предназначенный для перемещения сыпучих или кусковых грузов по желобу или трубе при помощи движущихся скребков. Однако применение скребковых конвейеров ограничено ввиду быстрого износа скребков и желобов, а также большого расхода энергии на преодоление сопротивления материала. Разновидностью скребковых конвейеров являются конвейеры с погруженными скребками. У таких конвейеров скребки перекрывают только часть желоба, при этом груз заполняет желоб целиком или большую его часть. Такие конвейеры используются чаще всего для перемещения мелкосыпучих грузов в горизонтальном, вертикальном или наклонном направлении.
Еще одним крайне распространенным видом конвейеров являются цепные конвейеры или, как они называются по-научному, конвейеры с несущими и ведущими цепями. Такие конвейеры не имеют грузонесущего органа. В таких конвейерах грузы устанавливаются непосредственно на цепи. Цепные конвейеры предназначены для перемещения тяжелых крупногабаритных или горячих грузов. Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
Подвесные конвейеры предназначены для перемещения штучных грузов чаще по замкнутой трассе. Среди подвесных конвейеров выделяют грузонесущие, тянущие и толкающие.
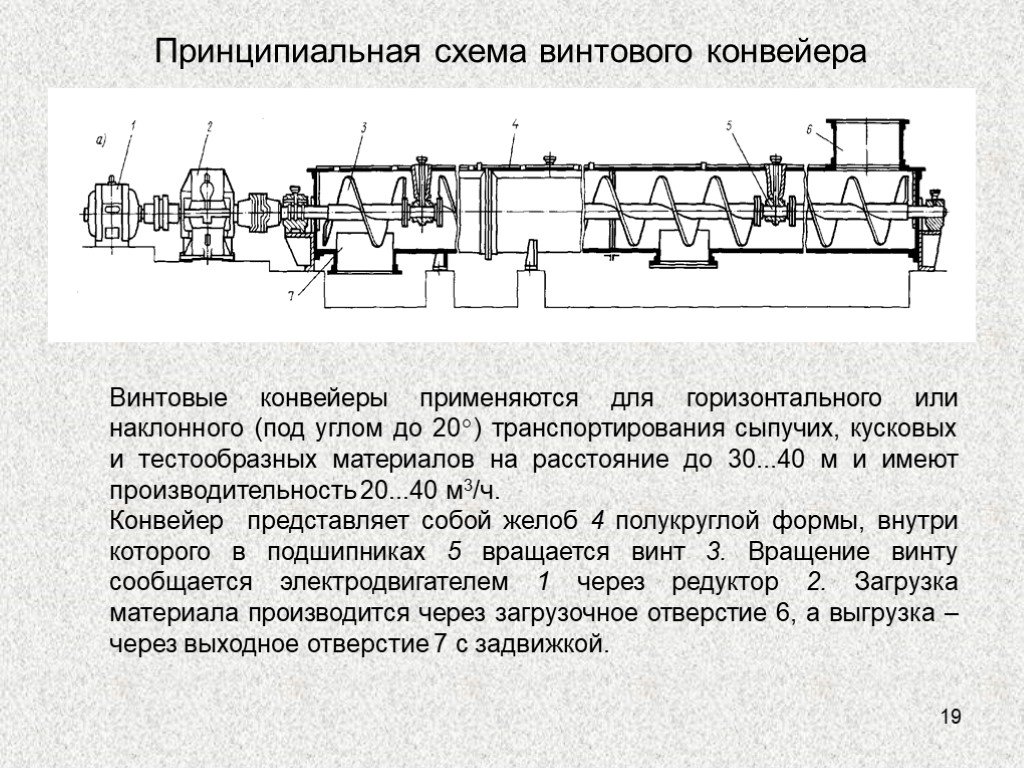
Еще одним крайне распространенным типом конвейеров является винтовой конвейер. Винтовые конвейеры предназначены для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной плоскости с углом наклона до 20 градусов. Как и в скребковых конвейерах лопасти и желоб винтового конвейера быстро изнашиваются, груз измельчается, на его транспортировку расходуется большое количество энергии.
Роликовые конвейеры предназначены для перемещения штучных грузов, имеющих плоскую, цилиндрическую или ребристую поверхность. Ролики могут быть как приводными, так и не приводными. Конвейеры с неприводными роликами (гравитационные) имеют уклон 2-5 градусов, на таких конвейерах груз перемещается под действием силы тяжести.
Еще одним типом конвейеров, объединяющим два подтипа, являются инерционные конвейеры. Инерционные конвейеры предназначены для транспортировки сыпучих или мелкоштучных грузов на небольшие расстояния. Сред инерционных конвейеров выделяют: качающиеся конвейеры и вибрационные конвейеры. Первые характеризуются большой амплитудов и малой частотой колебаний, вторые напротив большой частотой и малой амплитудой.
Компания АЛЬФА ИНЖИНИРИНГ предлагает следующие виды конвейеров:
- цепные конвейеры;
- пластинчатые конвейеры;
- ленточные конвейеры;
- конвейеры на модульной ленте;
- воздушные конвейеры;
- рольганги;
- конвейеры для специального применения.
Уже более 15 лет наша компания производит надежные и производительные конвейеры для различных отраслей. Обратитесь в нашу компанию и мы подберем для вас вид конвейера, максимально подходящий под ваши задачи.
Конструкция пластинчатого конвейера
Состоит пластинчатый конвейер из следующих конструкционных компонентов: настил, тяговых цепей, приводной станции, металлоконструкции и натяжной станции. Настил, составляется из отдельно взятых пластин, и прикрепляется подобный элемент устройства к тяговым цепям. В структуру приводной станции входят электродвигатель, редуктор и различные муфты. Металлоконструкция, содержит в себе несущие, для удерживания цепей, элементы. Также пластинчатый конвейер может укомплектовываться загрузочными и разгрузочными приборами, контрольными и измерительными инструментами.
Функционально-рабочие (маршрутные) перемещения данных конвейеров делятся на горизонтальные, наклонные и горизонтально-наклонные. У наклонных перемещений угол равняется 35-45°. Маршруты, такие как у ленточного конвейера. Изгиб пластинчатого конвейера возможен в горизонтальной поверхности радиусом 3-10 м. Темп передвижения ходовой части данного конвейера обусловливается его эффективностью и характеристиками транспортируемого груза. Он равен от 0,01 до 1м/с. Как правило, темп ходовой части задают 0,05-0,2 м/с.
Движущими составляющими пластинчатых конвейеров является пара тяговых цеповых приспособлений. Шаг тяговых цеповых элементов бывает от 63 до 800 мм. Данные цепи существуют в нескольких разновидностях: втулочные, роликовые, катковые с гладкими катками, катковые с ребордами на катках. Любые из этих цеповых механизмов производятся в трех исполнениях: неразборные – индекс М, разборными – индекс М и неразборными с полыми валиками – индекс МС. Применение бескатковых цеповых компонентов вызывает необходимость оборудования катков к звеньям цепи, через 400-800 мм. Подобные катки легки в обслуживании и ремонте. Для смазки таких устройств нет необходимости их демонтировать.
Катки пластинчатого конвейера являются опорными элементами. С их помощью сила тяжести от настила и груза, который перемещается, подается на несущие пути пластинчатого конвейера. Катки существуют с бортами и без бортов. Данные приспособления также могут изготовляться из металлического сырья или пластмассовых элементов.
Настил пластинчатого конвейера является той частью данного оборудования, на которую приходится наибольшая нагрузка. Поэтому в зависимости от перемещаемого груза, настил может иметь различную конструкцию. Например, в легкой промышленности больше всего используют такие виды настилов: плоский разомкнутый, плоский сомкнутый и бортовой волнистый. Плоские настилы, производятся из дерева, стали и других материалов. Основными параметрами настила являются его ширина В и уровень бортов, если они есть.
В конструкции пластинчатого конвейера используют два вида натяжных устройств: винтовое и пружинно-винтовое. Шаговое перемещение ползуна, в натяжном устройстве, зависит от шага тяговой цепи, которая используется. Одну звездочку натяжного устройства вставляют на валовом механизме (на шпонке). Другую звезду, оставляют свободной, для допустимости самоустановки, по месту шарнирных соединений цепи. Концевые части изготовляют в виде привода натяжного устройства. Среднюю часть для основания настила исполняют в виде специальных частей из металла длинной 4-6 м. В качестве несущих для катков тяговых цепей используют уголки или трубы.
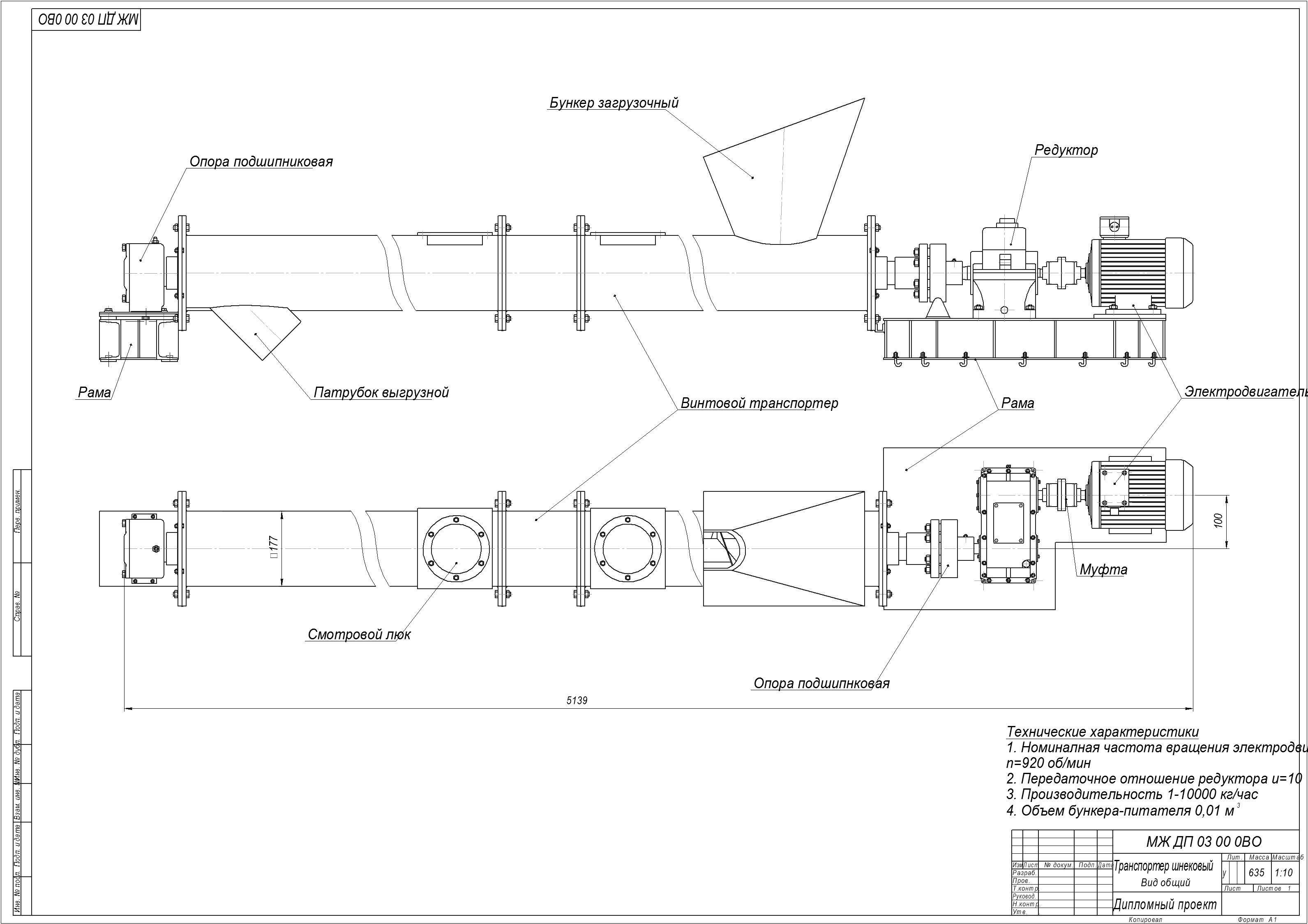
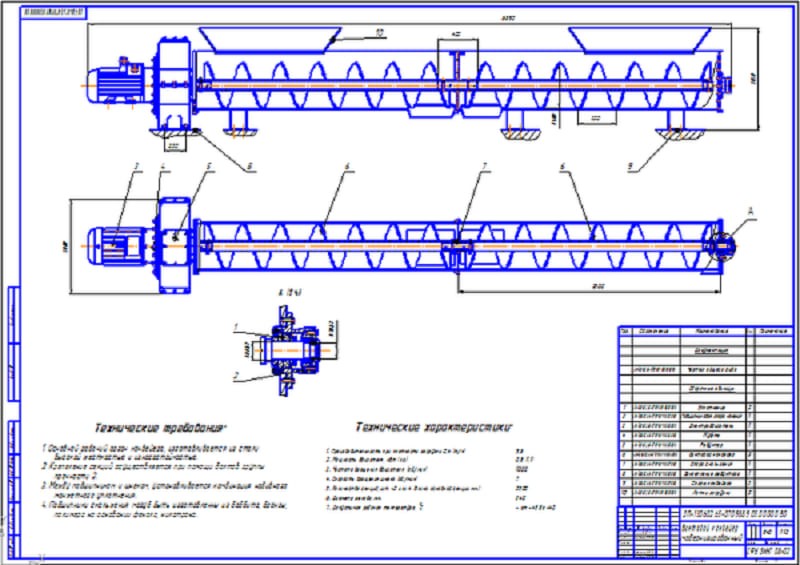
Технические свойства и рабочий принцип винтового конвейера
У рассматриваемого типа конвейеров есть очень большое количество технических специфик. Ключевыми можно назвать приведенные ниже:
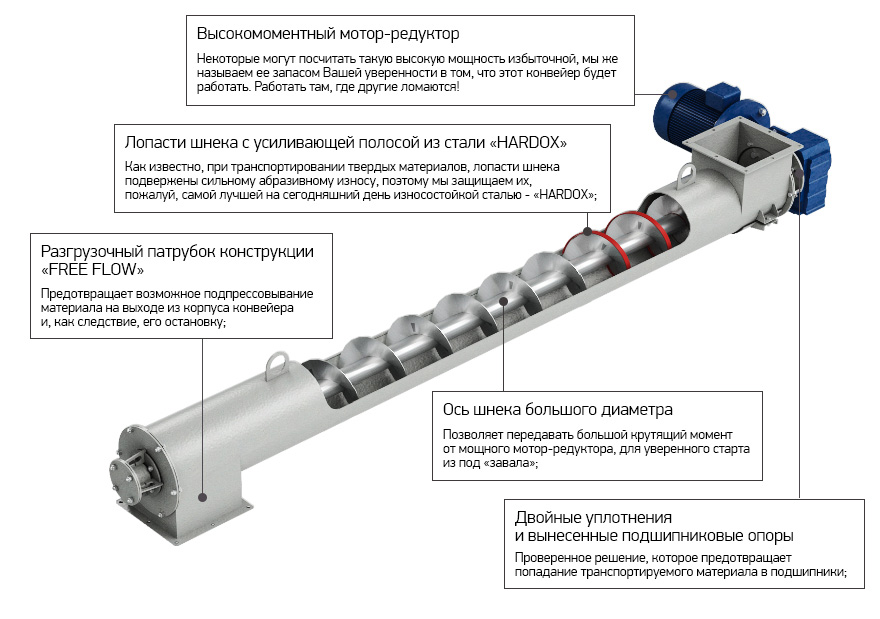
- Мощность устанавливаюемого электрического мотора может варьировать в довольно обширном диапазоне. Слишком пониженный показатель оказывается основой, по которой при нагрузке устройство перегорает.
- Критерий продуктивности или пропускной способности также бывает очень разным. Он зависит от мощности мотора, размера шнека и множества прочих факторов.
- Главная составляющая предоставлена корпусом, во время изготовления которого применяется сталь с очень высокой защитой от влияния внешней среды.
- Винт как правило имеет самую разную форму, отличается осью, а еще конкретным диаметральным размером.
Рабочий принцип отличается тем, что транспортируемое вещество насыпается В первые часть, после этого включается винт. За счёт вращения происходит перемещение вещества сыпучего типа. Основное вращение создается электродвигателем, который связан со шнеком с помощью специализированного привода, предоставленного во многих случаях редуктором или комбинированием шкивов с ремнем.
Классификация скребковых конвейеров
Встречается просто огромное количество различных вариантов исполнения скребковых конвейеров. Классификация скребковых конвейеров проводится по самым различным признакам. Основной заключается в назначении. Выделяют следующие варианты исполнения:
- Подземные. Они устанавливаются на угольных и рудных шахтах. Особенность заключается в применении материалов, которые могут выдерживать влияние окружающей среды. Скребковый конвейер 53 может быть расположен под углом.
- Общего назначения. Это вариант исполнения получил весьма широкое распространение. Часто устанавливается на поверхностных шахтах и обогатительных фабриках. Устройства общего назначения можно назвать универсальным вариантом, который идеально подходит для установки при самых различных эксплуатационных условиях
- Специальные устройства. Подобный вариант исполнения производится в зависимости от того, какие требуются эксплуатационные характеристики. Часто устанавливаются в горнотранспортной промышленности.
Также классификация проводится по характеру выполняемых функций. Она выглядит следующим образом:
- Доставочные. Этот вариант исполнения предназначен исключительно для транспортировки вещества на различные расстояния.
- Агрегатные установки. Как правило, подобный механизм работает совместно с другими выемочными агрегатами. Однако, в этой связке редко проводится установка других транспортировочных элементов.
- Тормозные устройства. Их предназначение заключается в спуске гуля с большой высоты при определенном угле наклона.
Важным признаком классификации можно назвать тип устанавливаемого привода. По этом признаку выделяют следующие варианты исполнения:
- С электрическим. Этот тип привода на сегодняшний день весьма распространен, так как характеризуется повышенной эффективностью. Кроме этого, электрический привод зачастую обладает компактными размерами, за счет чего упрощается установка и обслуживание. Однако у этого варианта есть существенный недостаток – он весьма восприимчив к перегрузкам, из-за которых происходит перегрев устройства. Именно поэтому устанавливается электрический привод должен снабжаться предохранительными элементами.
- Пневматические. Этот вариант исполнения работает на основе подачи сжатого воздуха под давлением. Характеризуется тем, что может применяться для передачи существенного усилия. Недостаток заключается в потери мощности даже при появлении несущественного дефекта магистрали, по которой проводится подача воздуха. Также не стоит забывать о том, что при работе компрессора может возникать довольно много шума.
- Гидравлическим. Подобный привод представлен системой, в которой транспортируется жидкость под давлением. За счет свойства несжимаемости может передаваться большое усилие.

Как ранее было отмечено, основным элементом механизма можно назвать цепь. Ее предназначение заключается в непосредственной передаче усилия от привода к исполнительному органу. По типу тяги цепи выделяют следующие варианты исполнения:
- С разборной.
- С круглозвенной.
- С роликовтулочной.
Рабочая ветвь, по которой проводится перемещение грунта, также может располагаться самым различным образом. Примером можно назвать верхнее и нижнее расположение. Для существенного повышения производительности проводится установка оборудования с двумя рабочими ветвями. По способу перемещения выделяют следующие варианты исполнения конвейеров:
- Переносные.
- Передвижные.
Кроме этого, классификация проводится по типу устанавливаемого двигателя и некоторым другим признакам. Выбор наиболее подходящего варианта исполнения скребкового конвейера проводится в зависимости от поставленной задачи.
Виды винтового конвейера
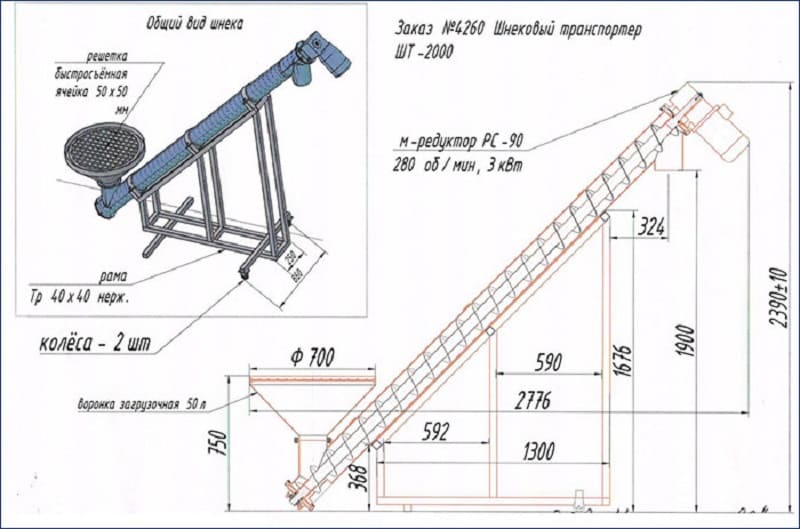
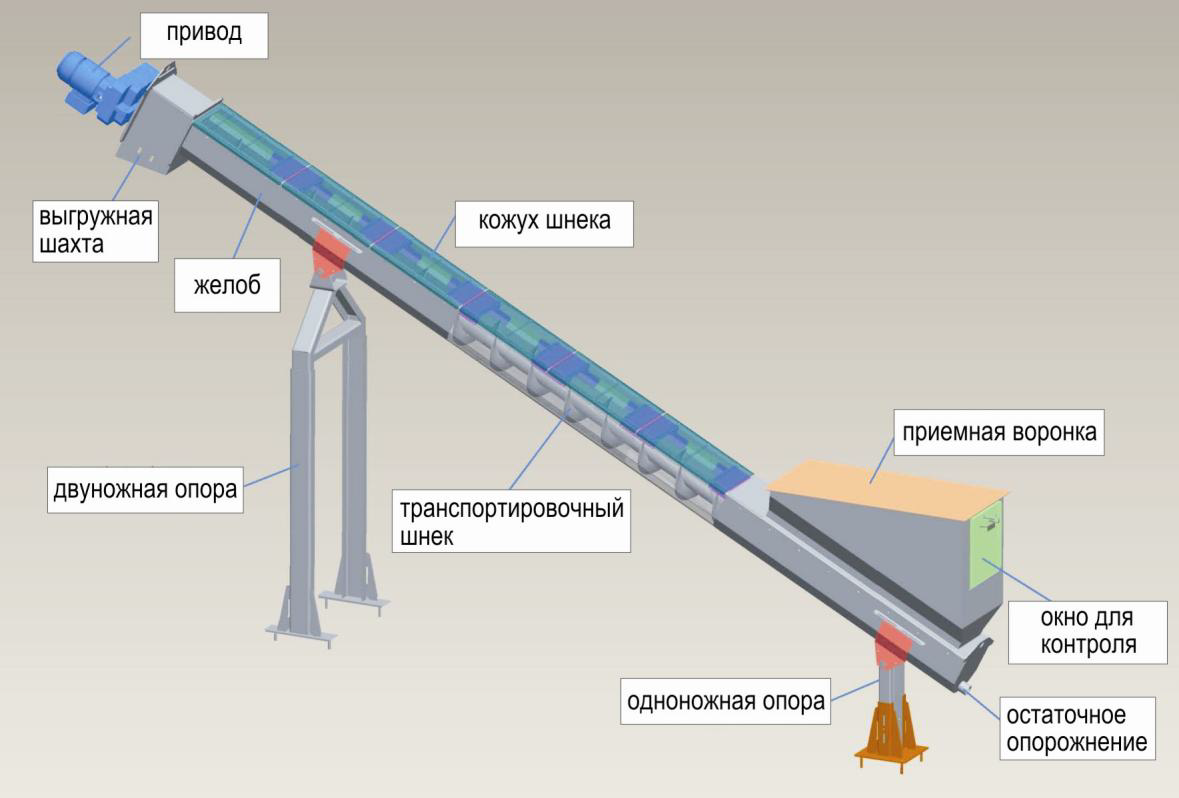
Проектировать шнековый транспортер необходимо, учитывая его виды и назначение.
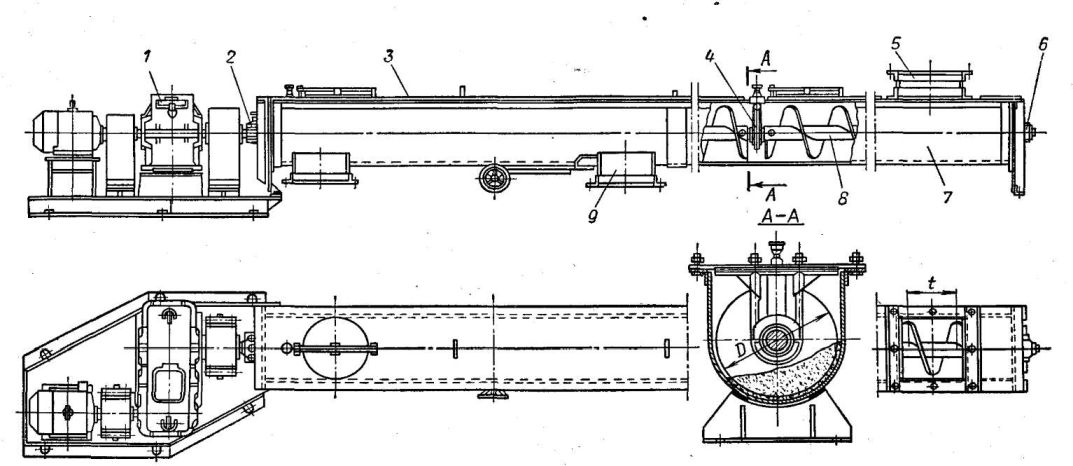
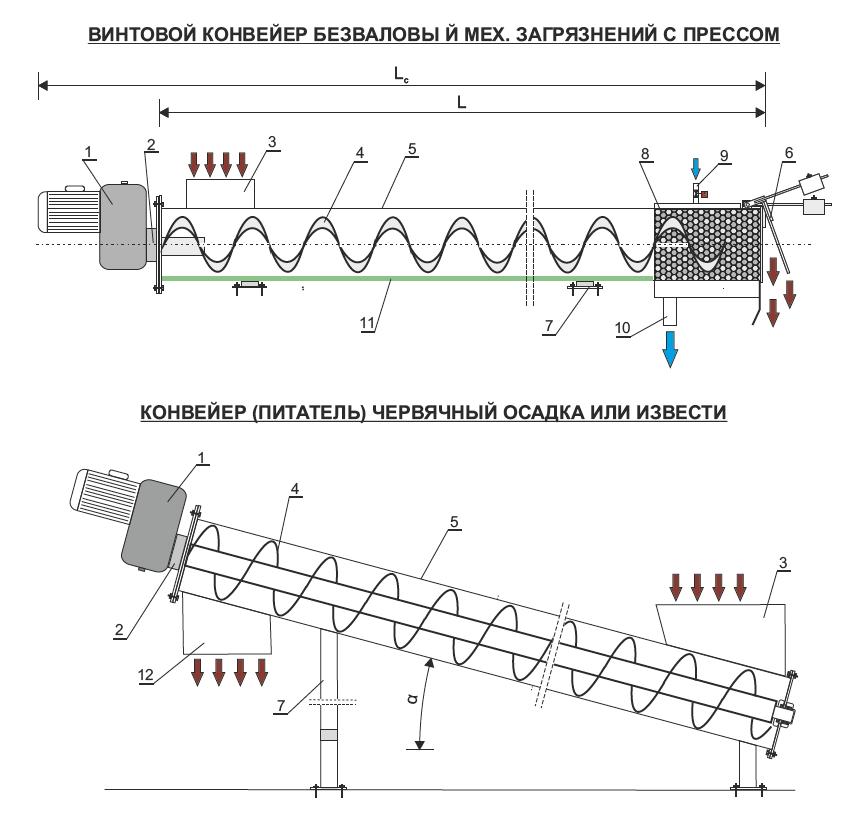
Шнековые транспортёры бывают закрытого типа (корпус ─ труба) и открытого типа (корпус ─ жёлоб).
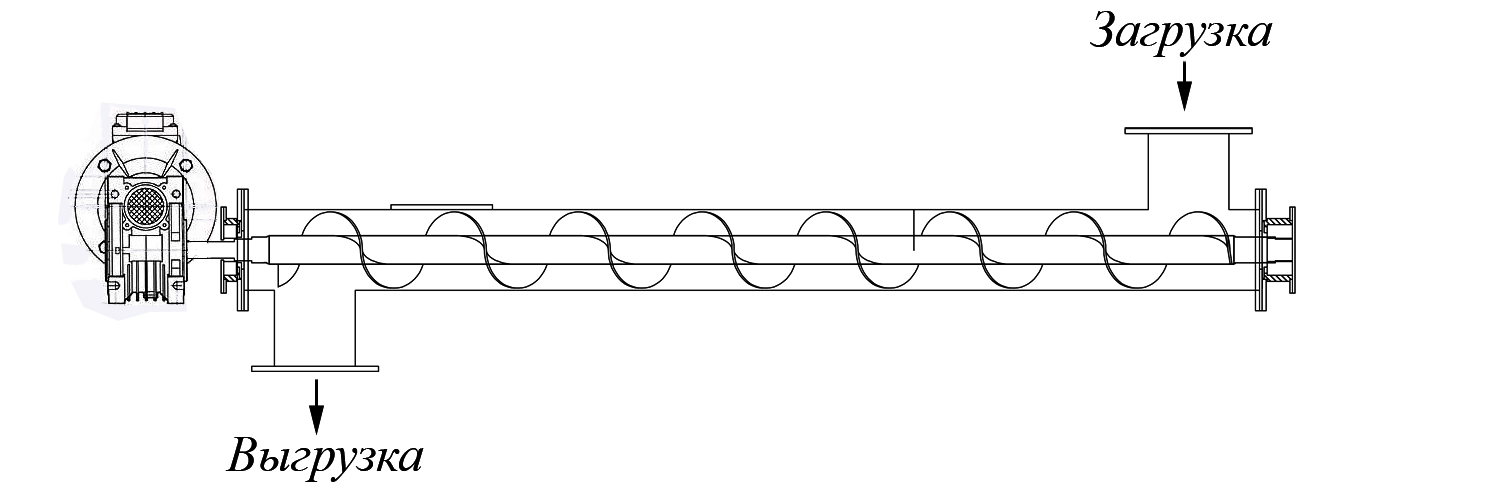
В конвейере закрытого типа шнек вмонтирован в герметичной трубе. В начале линии установлен приемный лоток, который укомплектован крышкой. Отверстие на противоположном конце линии ─ разгрузочный патрубок, который закрыт задвижкой. Такие транспортёры отличаются водонепроницаемостью и воздухонепроницаемость, высокой производительностью, скорость перемещения продукции. Они применяются в помещении и на улице для транспортировки пылеобразных грузов.
Разновидности цилиндрических конвейеров (закрытого типа)

Цилиндрический шнековый конвейер является одним из самых распространённых. Его корпус в виде трубы отличается жёсткостью, а сам агрегат компактный и прост в использовании. Он подходит практически для всех отраслей промышленности
Обратим внимание на его особенности и дополнительные функии:
- Конвейеры бывают прямые, с регулируемым углом наклона, вертикальные.
- Стационарные или передвижные.
- Материал корпуса и шнека ─ нержавеющая или оцинкованная сталь.
- Оснащаются дозаторами.
- Возможны регулировка скорости и реверсивное вращение шнека.
Конвейер открытого типа ─ это желоба или половина трубы, внутри которой вращается винт. Прямоугольного контейнера также может быть корпусом открытого транспортера. Механизм эксплуатируется только в помещении, так как не является герметичным: возможно попадание влаги и пыли. Желательно, чтобы перемещаемые материалы не имели запаха, не разлетались и не создавали пыль в процессе транспортировки.
Классификация винтовых конвейеров
Шнековые транспортеры различаются и классифицируются по основным параметрам:
- наклон жёлоба
- направление спирали;
- шаг и диаметр винта;
- конструкция винта.
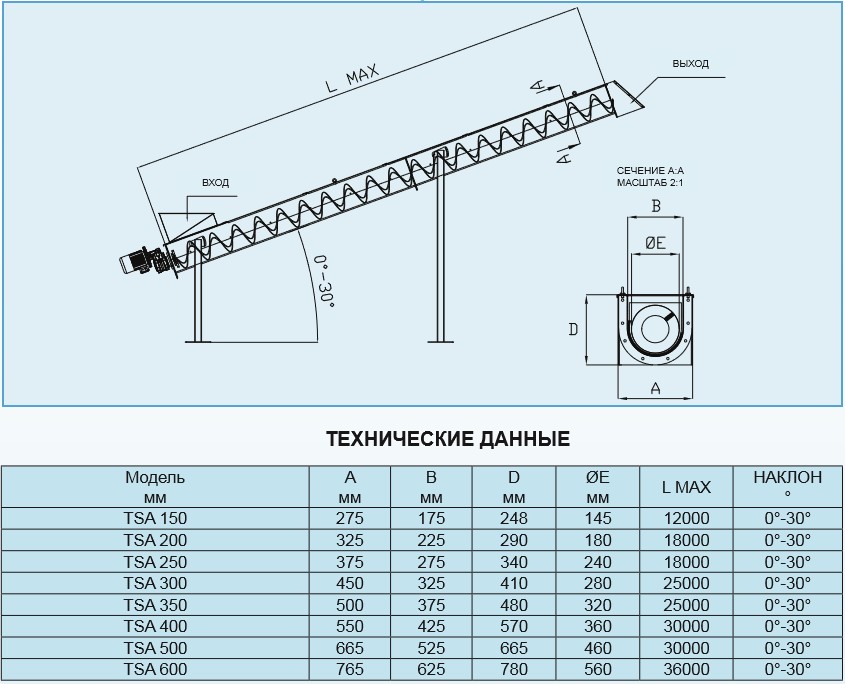
Классификация по углу наклона жёлоба. Определяют горизонтальные, пологонаклонные, крутонаклонные и вертикальные транспортеры.
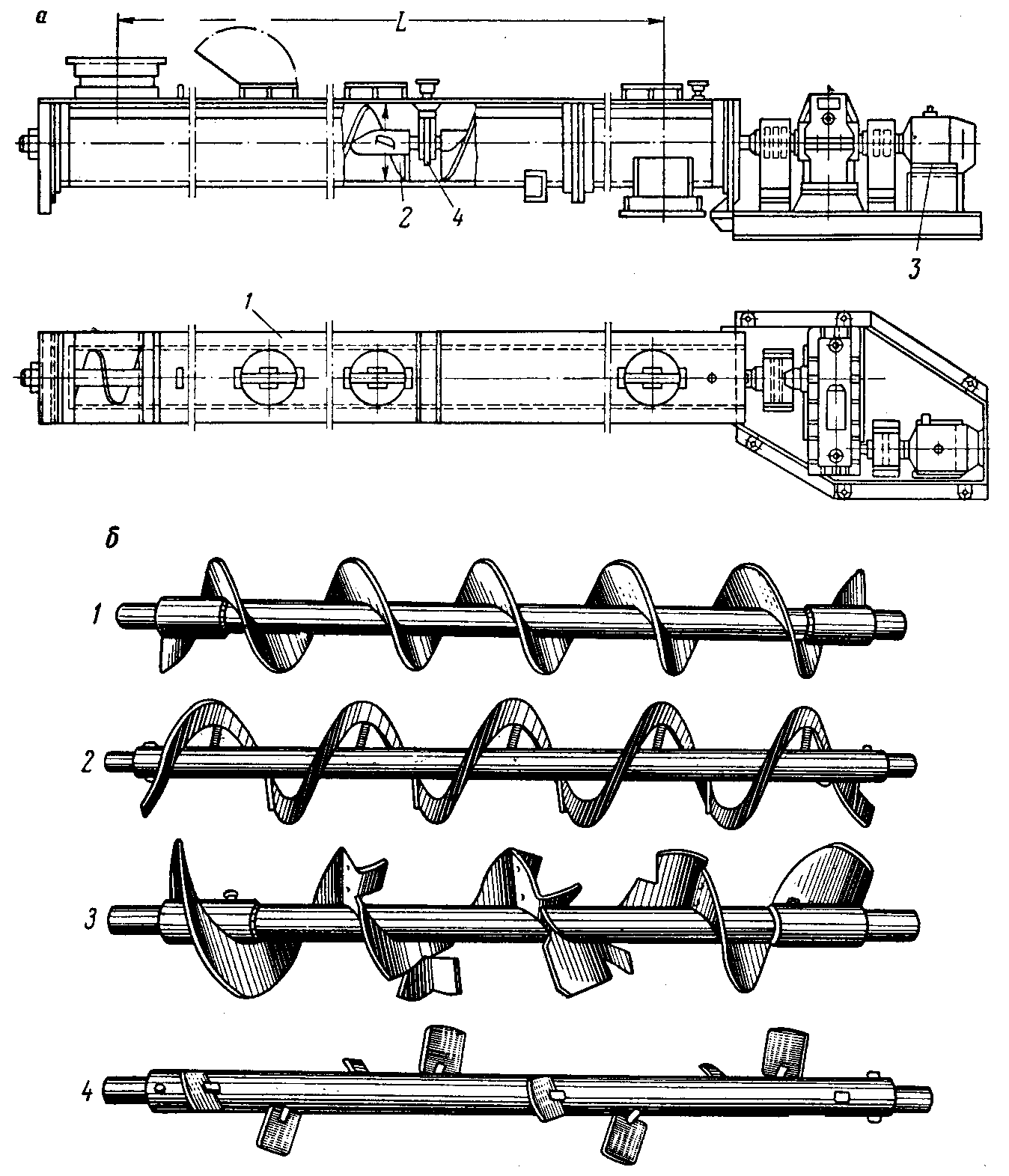
От типа транспортируемого груза и производительности конвейера зависит вид лопастей шнека:
- сплошные предназначены для перемещения сыпучих (порошкообразных) материалов;
- ленточные подойдут для мелко кусковых материалов;
- лопасти в виде отдельных лопаток изготовлены для транспортировки материалов, которые характеризируются липкостью и вязкостью;
- фасонные лопасти подойдут при необходимости перемешивать материал во время транспртировки.
Форма винта выбирается в зависимости от вида транспортируемого груза.
В зависимости от типа конвейера и назначения, его лопасти перемещают материалы под уклоном (угол 45о) до 30 метров, а по горизонтали на расстояние до 40-60 метров.
Цепные конвейеры для крупных промышленных и портовых элеваторов TCM
Портовый элеваторы должны обладать повышенной функциональностью. Основными характеристиками моделей TCM можно назвать следующее:
- Для повышения степени защиты поверхности от воздействия окружающей среды проводится оцинковка.
- Устанавливаются подшипники фланцевого типа.
- Устанавливаются винтовые натяжные устройства.
- Привод, цепь и многие другие элементы производятся с контролем качества на каждом этапе.
Устройство характеризуется также повышенной степенью мобильности, может применяться для перемещения самых различных материалов. Скребковые цепные транспортеры этого бренда могут иметь различную мощность и производительность, протяженность.

Разновидности
Виды шнековых транспортёров бывают разные. Они есть закрытого типа (труба) или открытого типа (жёлоб), а также могут различаться по своей длине или диаметру трубы. Отличаются способом вращения шнека, стационарные и подвижные по ходу вращения, тихоходные и быстроходные. Для правильного подбора нужного по типу шнекового конвейера следует учесть, какие материалы надо будет перемещать, направление, производительность оборудования, расстояние, на которое запланировано переместить материалы и что будет служить приёмным лотком, как будет производиться загрузка материалов.
При помощи наклонных агрегатов можно экономить пространство, по сравнению с горизонтальными шнековыми конвейерами при одинаковой их длине, наклонные транспортёры занимают места намного меньше. У передвижных винтовых конвейеров конструкция разборная, их можно разбирать и перевозить на другое место работы. Все части шнекового агрегата состоят из отдельных частей, все эти части соединяются между собой флянцевыми соединениями. Это позволяет менять длину транспортёра. Применение в пищевой промышленности винтовых конвейеров, сделанных из нержавеющей стали, исключает возможность окисления пищевых продуктов.
Закрытый транспортер
- Винтовой агрегат закрытого типа состоит из герметичной трубы, в которой вмонтирован шнек. Этот шнек крутится при помощи работы электрического двигателя. Такие шнеки бывают сплошными, фасонными или ленточными, все зависит от вида лопастей. Лопасти определяют производительность конвейера и вид материала для перемещения этим оборудованием. На конце устройства в верхней его части поставлен приемный лоток, в который забрасывают сыпучие материалы. Такой лоток по условиям технике безопасности должен быть оснащен крышкой. Внизу на другом конце конвейера расположено ещё одно отверстие, это разгрузочный патрубок, и он снабжён задвижкой. Отверстия, которые служат для засыпки сыпучих материалов могут располагаться на любом расстоянии трубы транспортёра.
- Закрытые шнековые транспортёры водонепроницаемые, а также воздухонепроницаемые, и поэтому хорошо подходят для транспортировки пылеобразных материалов. Их возможно применять как в помещении, так и под открытым небом. Такое оборудование имеет высокую производительность и скорость перемещения материалов. Минус в сложности обслуживания и проведения ремонтных работ, потому как все основные механизмы спрятаны в трубе.
Открытый шнековый транспортер
Шнековый транспортёр открытого типа состоит из желоба или половины трубы, внутри конструкции вращается шнек. Есть также модели открытых конвейеров в виде прямоугольного контейнера. Лопасти шнека открытых конвейеров, как и закрытых могут быть сплошные, фасонные или ленточные, шнек в движение приводится также электрическим двигателем. Такой конвейер преимущественно подойдёт для эксплуатации в помещении, для того чтобы исключить попадание влаги, пыли или мусора к перемещаемым материалам.
С помощью открытого транспортёра рекомендуют перемещать материалы, которые не имеют запаха, не будут разлетаться и создавать пыль в процессе транспортировки. В отличие от закрытых транспортёров, открытые легко ремонтировать и обслуживать, все рабочие органы находятся на видном месте.
Устройство цепных транспортеров
Основные узлы, или секции, входящие в конструкцию устройства, следующие:
- Приводная. Это рама, на которой закреплены ведущий вал и ведущая шестерня. Здесь же размещен привод- электромотор и редуктор шестеренчатого типа, передающий крутящий момент на ведущий вал.
- Натяжная. Это противоположный по отношению к ведущему конец рамы. Ведомый ваз и шестерня закреплены в специальном подпружиненном кронштейне. Его расстояние от ведущего вала регулируется с помощью червячного привода. Чем дальше ведомый вал отодвигается от ведущего — тем выше натяжение цепи.
- Промежуточная. Представляет собой секции рамы между приводной и натяжной секциями. При значительной длине конвейера на ней могут устанавливаться пассивные опорные валы с поддерживающими цепь шестернями. Это позволяет избежать провисания цепи. Количество опорных валов определяет во время проведения инженерного расчета и построения чертежа транспортера. В устройствах скребкового типа необходимости в опорных валах нет.
- Рабочий орган. Это сама цепь. Ее звенья бывают коваными, сварными или сборными, наподобие велосипедной цепи. На скребковых цепных транспортерах к цепи крепятся перпендикулярные ей щитки, которые, двигаясь в массе продукта, увлекают его за собой.
Для транспортеров, работающих в горячих цехах, применяются специальные марки сталей, электрооборудование, редуктор и подшипники валов также должны быть выбраны в термостойком исполнении.
Груз на цепном конвейере может размещаться как сверху от рабочей ветви, на площадках, контейнерах и т.п., так и снизу- на крюках или магнитных подвесах.
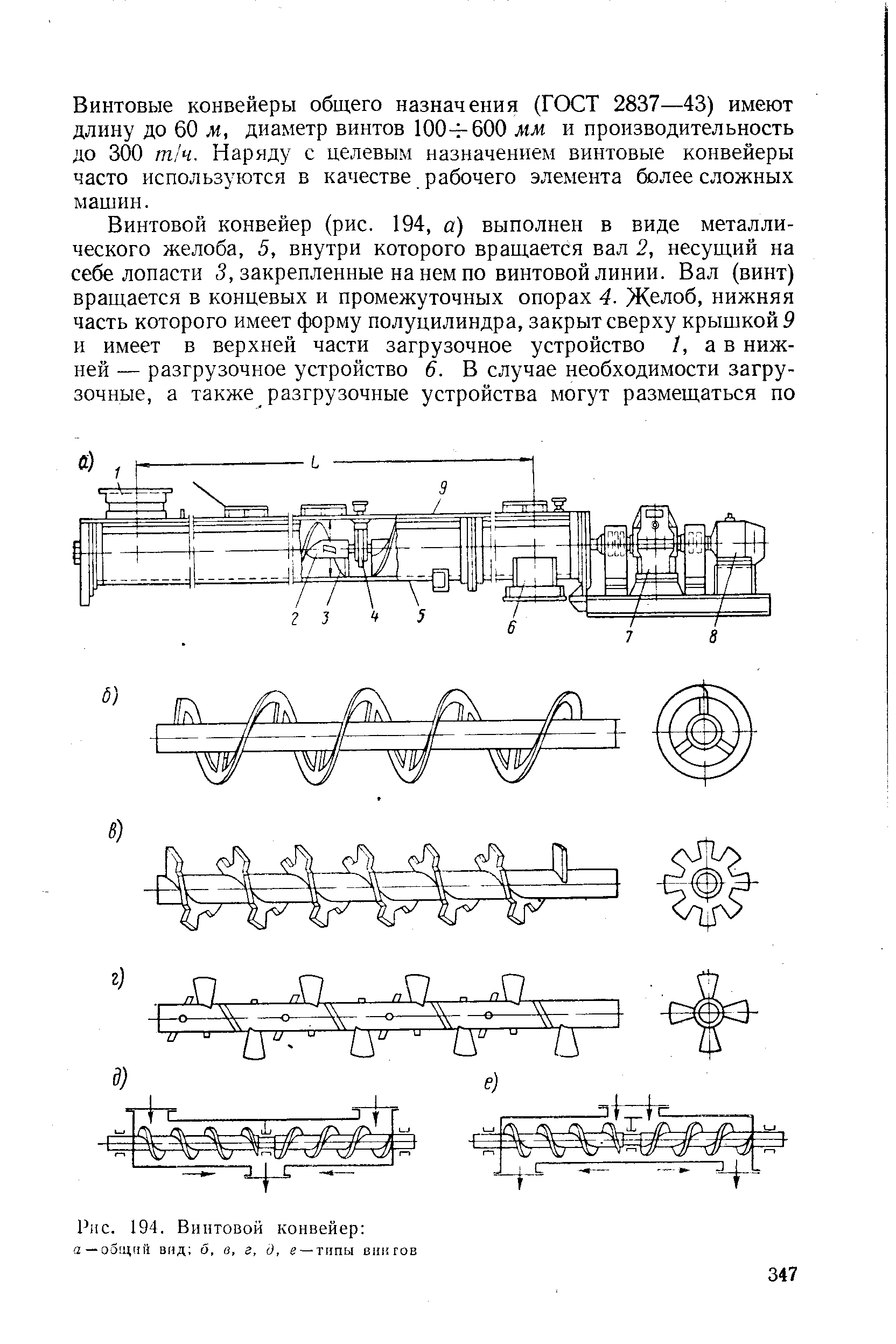
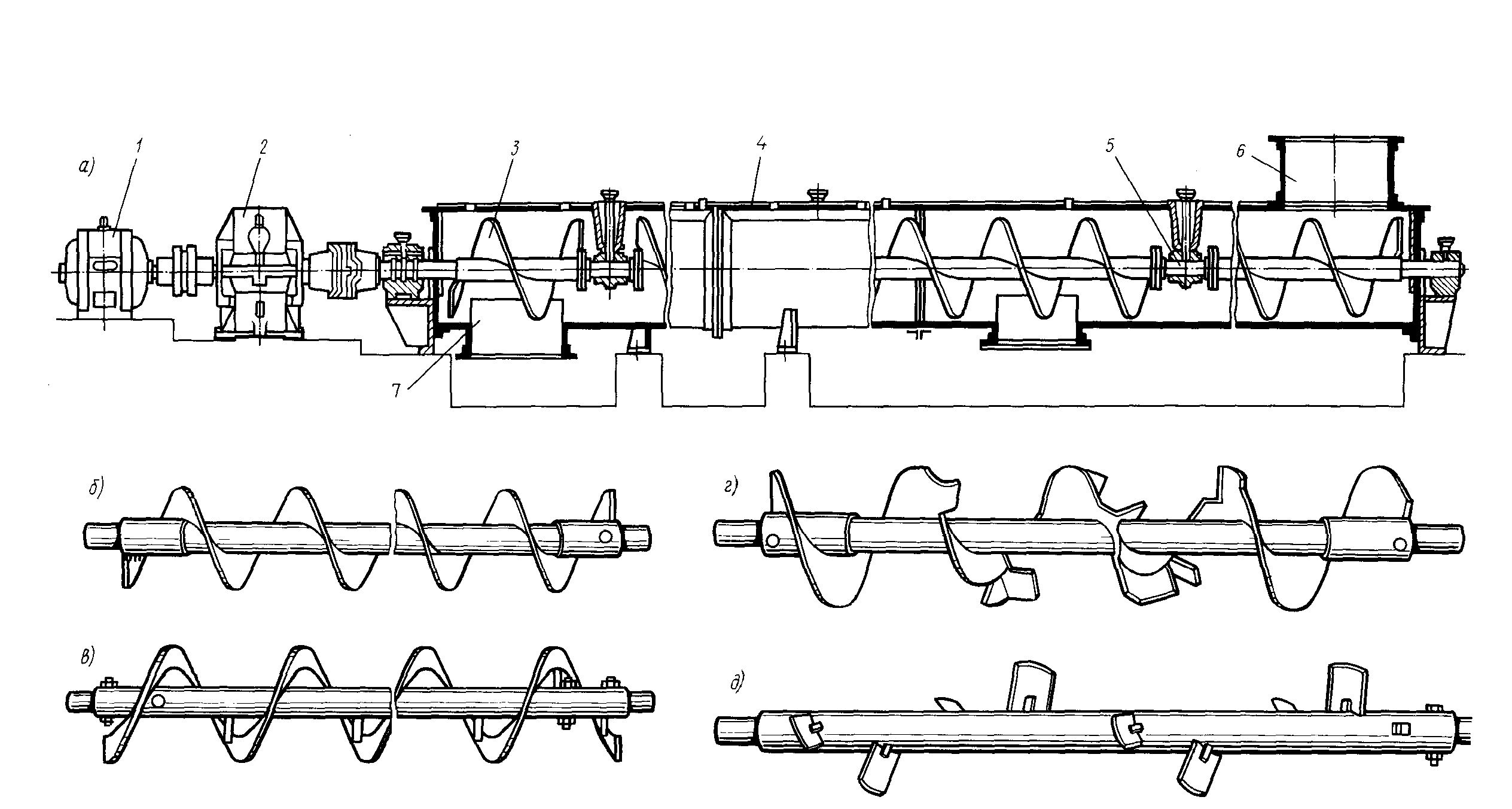
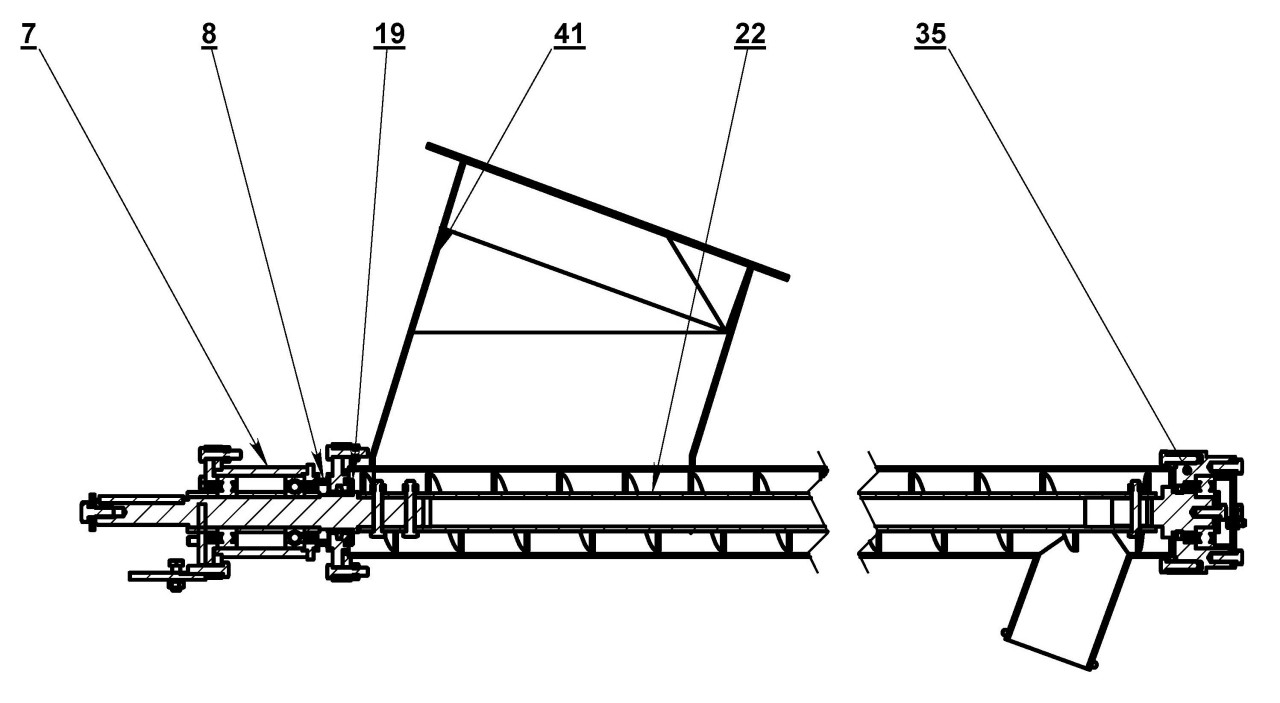
Винт
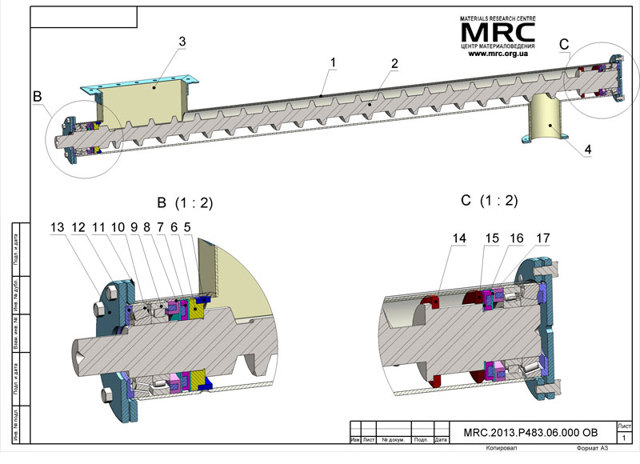
Винт состоит в основном из вала и винтовой поверхности — непрерывной стальной ленты, приваренной к валу, наклон которой ограничен внутренним и внешним диаметрами вала. Вал винта — обычно бесшовная толстостенная труба с высокой прочностью на разрыв, небольшой массой и незначительным прогибом. Приводная часть и хвостовик приварены к валу. Винты небольшого диаметра или очень короткие винты имеют сплошной вал с затянутым на резьбе концом. После монтажа винтовой поверхности вал необходимо отцентровать и при необходимости снизить биение. При более длинном вале соединительные муфты секций вала имеют промежуточные подшипники.
Таким образом легко обеспечивается взаимозаменяемость секций, что особенно важно для цилиндрических валов. Шаг винта обычно такой же, как диаметр винта
Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого
Шаг винта обычно такой же, как диаметр винта. Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого.
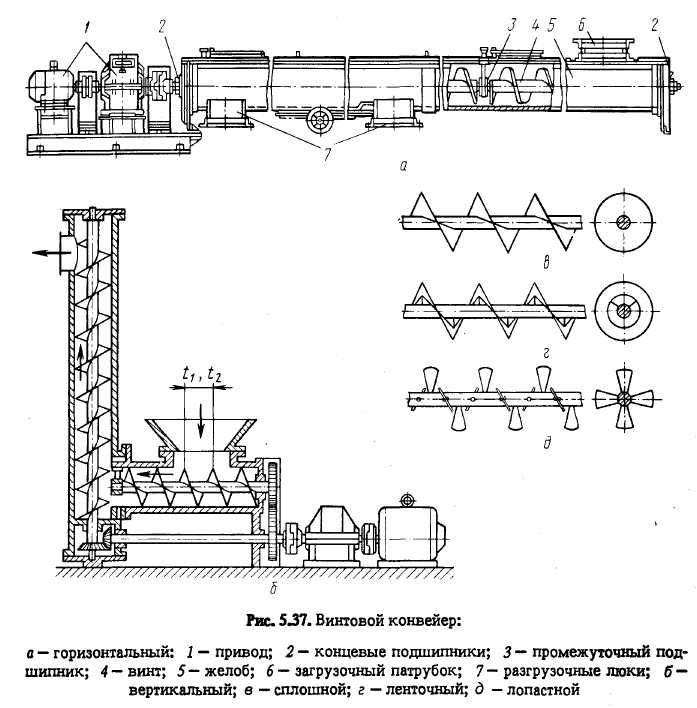
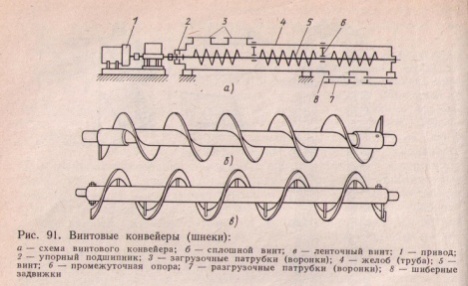
Винты могут иметь различную конструкцию. Показан двухзаходный винт, имеются две винтовые поверхности — одна внутри другой. Преимущество такого винта в том, что он препятствует движению назад продуктов с хорошей сыпучестью. Многозаходные винты обычно используют на вертикальных винтовых конвейерах.
Показан винт, состоящий из ленточной поверхности, проходящей на некотором расстоянии от вала и вблизи стенок желоба. Этот тип винта используют при транспортировании продуктов для обеспечения определенного смешивания. Их производительность почти равна производительности винта со сплошной поверхностью.
Показана коническая винтовая поверхность с увеличением диаметра к выпускному отверстию. Приемное отверстие размещено в стороне винта с наименьшим диаметром. Конические винты используют для трудносыпучих продуктов, которые могут уплотняться; продукт разрыхляется в процессе транспортирования.
Помимо описанных, существуют некоторые другие варианты смешивания или перемешивания продукта в процессе транспортирования. В этом случае винтовую поверхность делают прерывистой или составляют из ряда износостойких смешивающих перьев.
Из-за невозможности полностью опорожнить желоб горизонтального винтового конвейера вследствие зазора между кромкой винтовой поверхности и стенкой желоба, могут смешиваться несколько продуктов. Существует также опасность повреждения продукта, так как он может защемляться между кромкой винтовой поверхности и стенкой желоба; продукт также подвергается непрерывному трению о стенки. Помимо этого, посторонние предметы в массе продукта могут вызвать значительное повреждение винтовой поверхности или даже закупорку винтового конвейера. Иногда винт можно освободить, повернув его в противоположном направлении.
Винтовую поверхность необходимо периодически проверять на наличие повреждений. Длинные винты обычно делают составными, из отдельных секций, которые можно легко снимать или ремонтировать. Осевое давление и прогиб винта, вызывающие контакт винта с желобом и его износ, необходимо проверять у очень длинных конвейеров. Обычно привод винтового конвейера располагается на разгрузочном конце; в этом месте вал работает на растяжение, а не на сжатие, что может вызвать искривление вала.





