

Облой (подлив, грат)
Причины образования облоя могут быть разные.
Одна из причин заключается в том, что в процессе формования (в период заполнения или нарастания давления) в форме возникают высокие давления. Это особенно характерно для тонкостенных изделий и изделий с длинными путями течения. Усилие, возникающее в форме, может превысить усилие запирания формы.
В этом случае половинки формы приоткрываются и в образовавшийся зазор затекает материал. На изделии образуется облой. Его также называют подливом или гратом.
Такой вид брака приводит к дополнительной обработке изделий (зачистке) и перерасходу материала.
Эффективным способом устранения облоя является организация режима формования со сбросом давления (см. раздел “Режимы со сбросом давления”). Такой режим предотвращает развитие в форме чрезмерно высоких давлений.
Если это не удается реализовать, нужно подобрать машину с большим усилием запирания формы, уменьшить давление литья Рл и время выдержки под давлением tВПД.
Причиной образования облоя может быть чрезмерно низкая вязкость полимера, например при литье под давлением полиамида. В результате этого под действием давления литья полимер проникает в зазоры половинок формы. Это особенно характерно для таких низковязких материалов как полиэтилентерефталат, полиамиды (особенно полиамид 66).
Для устранения облоя в этом случае нужно уменьшить текучесть материала в форме. Для этого можно понизить температуру материала ТЛ и температуру формы Тф. Устранению облоя способствует понижение давления литья Рл и снижениеобъемной скорости впрыска Q.
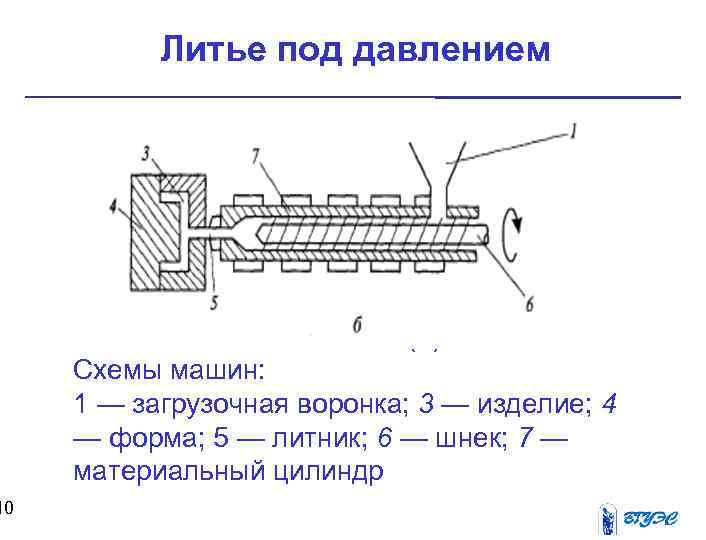
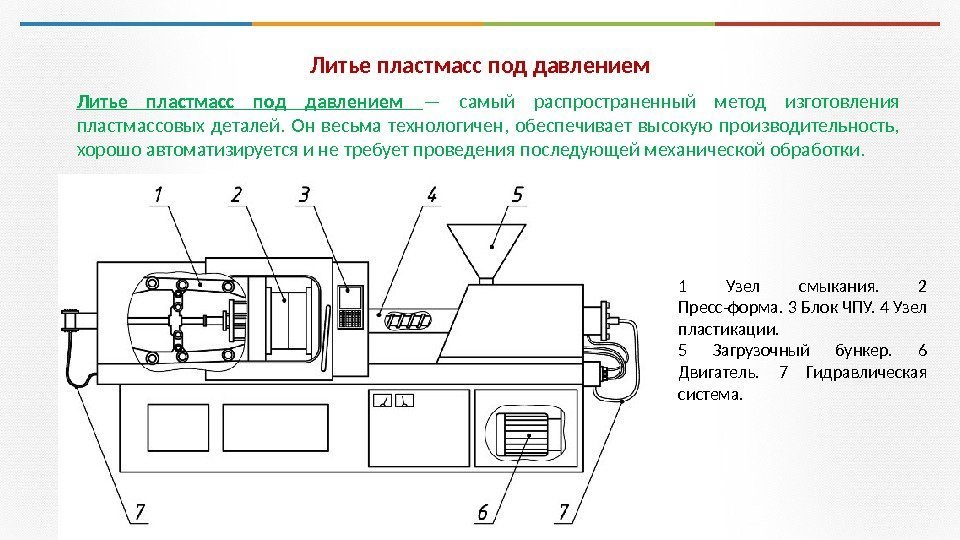
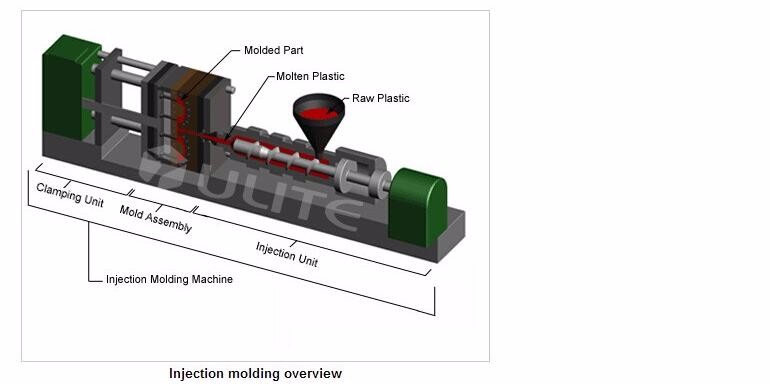
Машина для литья пластмасс под давлением
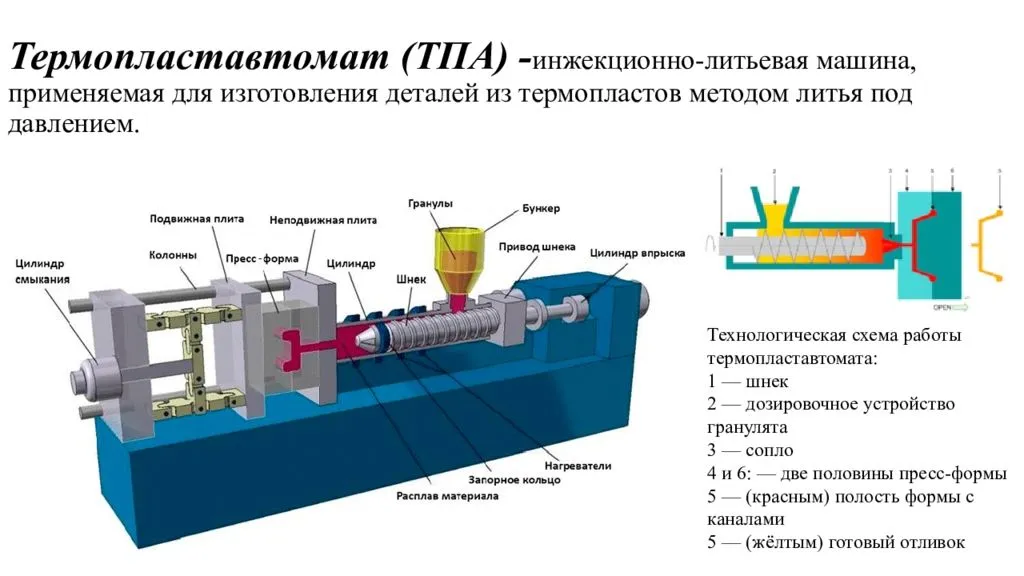
Термопластавтоматы (ТПА) являются важной частью всего процесса формования. Эти машины имеют различные компоненты и разные конфигурации, такие как вертикальная и горизонтальная конфигурация
Тем не менее, общие компоненты любой машины для литья под давлением включают следующее:
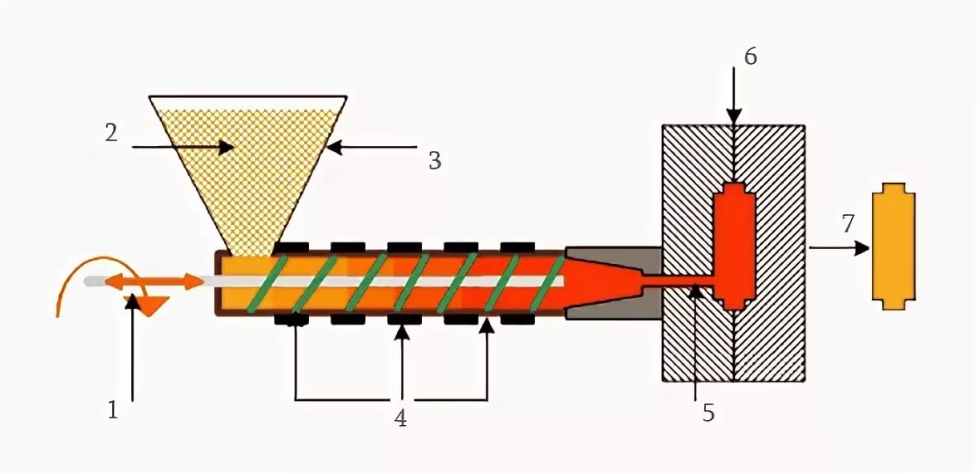
1. Блок впрыска.
Эта часть машины работает как для нагрева, так и для впрыскивания полимеров внутрь пластиковой формы. Устройство состоит из различных частей, таких как бункер, цилиндр, шнек, поршневой инжектор, торпеда и сопло. Бункер представляет собой большую емкость с открытым дном, через которую материал подается в цилиндр. В цилиндре с нагретыми секциями шнек проталкивает материал вперед. Затем расплавленный материал впрыскивается в форму через сопло на конце цилиндра.
2. Зажимной блок.
Формы обычно создаются из двух половинок. Непосредственно перед процессом впрыска формы зажимаются вместе. Каждую половину необходимо прикрепить к плите, которая представляет собой большую пластинчатую конструкцию. После того, как инжектированные расплавленные смолы выдерживают желаемое время охлаждения, формы открываются с помощью зажимного двигателя.
Задняя часть формы имеет выталкивающую систему с выталкивающей планкой, которая выталкивает твердую пластмассовую часть из открытой полости.
3. Основание пресс-формы.
Форма состоит из двух основных частей: стержня формы и полости формы. Эти два вместе прикреплены к плитам основания формы. Основание пресс-формы на передней части имеет опорную пластину, втулку литника и фиксирующее кольцо, которое выравнивает основу пресс-формы с соплом.
Задняя часть пресс-формы имеет систему выталкивания, а также опорную плиту. Как упоминалось ранее, в системе выброса есть штанга выброса. Как следует из названия, он помогает выталкивать застывшие пластиковые формы для литья под давлением из полости формы.
4. Каналы пресс-формы.
Каналы пресс-формы — это пути, по которым пластмассовые смолы попадают в полости пресс-формы. Эти каналы интегрированы в конструкцию пресс-формы и образуют единое целое.
Расплавленный пластик поступает через канал, называемый литником, а затем проходит по другим каналам, называемым ползунами. Бегуны направляют пластиковую смолу через затвор, через который расплавленная смола попадает в полость.
Иногда также создаются охлаждающие каналы, чтобы вода могла циркулировать вдоль стенок формы и ускорить процесс охлаждения расплавленного пластика.
5. Дизайн пресс-форм и оснастка.
При создании пресс-формы необходимо учитывать различные другие конструктивные проблемы, помимо упомянутых выше основания пресс-формы и каналов пресс-формы. Конструкция пресс-формы для литья пластиков под давлением должна включать сложные геометрические формы и такие особенности, как поднутрения. Эти блоки также известны как слайды или боковые действия, поскольку они скользят в полость детали. Некоторые устройства также могут быть вставлены в форму для литья под давлением в направлении разделения.
Кроме того, угол наклона, применяемый к стенкам формы, является важной частью конструкции литья под давлением. Специальная оснастка включает формы из стали или алюминия
Каждый металл имеет свои преимущества и используется в зависимости от типа необходимой пластмассовой детали. Сердечник пресс-формы и полость пресс-формы являются двумя основными компонентами полости детали. Пространство между этими двумя (когда форма закрыта) создает полость детали, в которую впрыскивается расплавленная пластмассовая смола
Специальная оснастка включает формы из стали или алюминия. Каждый металл имеет свои преимущества и используется в зависимости от типа необходимой пластмассовой детали. Сердечник пресс-формы и полость пресс-формы являются двумя основными компонентами полости детали. Пространство между этими двумя (когда форма закрыта) создает полость детали, в которую впрыскивается расплавленная пластмассовая смола.
6. Технические характеристики машины.
Машины для литья пластмасс под давлением имеют различные характеристики, обычно классифицируются по величине усилия зажима, которое они предлагают. Это дополнительно определяется давлением нагнетания расплавленных смол. Для материалов, требующих высокого давления впрыска, требуется большой тоннаж.
Другие важные характеристики, которые следует учитывать при использовании машины для литья пластмасс под давлением, включают в себя пропускную способность, ход зажима, толщину формы и размер плиты.
Литьё пластмасс
Методом литья под давлением производится более трети от общего объема изделий из полимерных материалов. В связи с высокой производительностью и относительно высокой стоимостью оснастки в основном применяется при крупносерийном и массовом производстве изделий из пластмасс. Сырье для литья представляет собой гранулы термопластов, термоэластопластов и термореактивные порошки, обладающих широким диапазоном механических и физических свойств. Термопластичные материалы сохраняют способность к повторной переработке после формования, а термореактивные при переработке претерпевают необратимые химические изменения, приводящие к образованию неплавкого и нерастворимого материала.







В процессе литья специально подготовленный материал поступает в зону шнека машины, где плавится и гомогенизируется, а затем под высоким давлением впрыскивается в пресс-форму через литниковые каналы, заполняя с высокой скоростью её полость, а затем, остывая, образует отливку. Отверждение материала происходит сначала у холодных стенок полости формы, а затем распространяется в глубь тела отливки.
Это интересно: Художественное литье бронзы в домашних условиях — технология
Особенности литья под давлением различных термо- и реактопластов
Сведения, содержащиеся в этом разделе, не включают рекомендации по пуску и наладке процесса, требований к условиям эксплуатации ЛМ и литьевых форм, правил неукоснительного соблюдения параметров метода, назначенных компетентным специалистом, обладающим инженерным уровнем знаний. Таким образом, предлагаемые рекомендации действуют для установившегося режима работы оборудования и оснастки.
ПЭНП (полиэтилен низкой плотности)- перерабатывается легко, при охлаждении способен к кристаллизации с изменением твердости, чувствителен к равномерности распределения температуры в форме. Место входа охлаждающей воды в форму следует располагать рядом с литниковыми каналами, а ее отвода — как можно дальше. Заполнение формы быстрое, в связи с чем необходима ее эффективная вентиляция.
ПЭВП (полиэтилен высокой плотности) по сравнению с предыдущим полимером имеет большую степень кристалличности и менее текуч в расплаве, но позволяет получать изделия с меньшей толщиной стенки при более высокой жесткости.
ПП (полипропилен) кристалличность до 60%, температура переработки для некоторых марок до 2800 С, инжекционное давление до 140 МПа. Вязкость расплава в большей степени зависит от скорости сдвига, чем от температуры. С повышением давления ПТР растет, охлаждается в форме быстро. Процесс ведут при высоких температурах цилиндра и низком давлении литья.
ПС (полистирол) легко течет в расплаве, позволяет получать тонкостенные жесткие изделия, чувствителен к перегреву.
УПС (полистирол ударопрочный) отличается от ПС несколько меньшей текучестью и большей усадкой.
АБС-пластик (акрилонитрил-бутадион-стирольный) относится к конструктивным маркам, имеет большую вязкость в расплаве, труднее перерабатывается в тонкостенные изделия.
ПММА (полиметилметакрилат) имеет невысокую термостабильность, чувствителен к перегреву, требует подсушки и тщательного контроля температуры. При впрыске расплава в холодную форму возможно образование пузырей; переходы в форме должны быть плавными, а их число минимальным.
ПВХ (поливинилхлорид) перерабатывается без особых затруднений, но весьма чувствителен к соблюдению температурного режима и особенно перегреву. Вязкотекучее состояние нестабильно, может сопровождаться автокаталитической деструкцией с изменением цвета от слоновой кости до темно-вишневого. Длительность пластикации должна быть минимальной.
ПА (полиамид) кристаллические, гигроскопичные термопласты с высокой текучестью расплава. При расплавлении объем возрастает до 15%. Термостабильность невысокая, поэтому длительность пластикации ограничена. При нагреве в расплаве образуются пузырьки. Требует обязательной тщательной сушки. Желателен предварительный прогрев. Давление литья до 100 МПа. При литье наполненных ПА возможна ориентация частиц измельченного волокна. Желателен отжиг изделий.
ПК (поликарбонат) относятся к теплостойким полимерам, характерна высокая вязкость расплава, термически стабилен. Вязкость в основном зависит от температуры. Температура формы до 100 °С. Гигроскопичен, требует длительной сушки и предварительного подогрева, в том числе и в бункере ЛМ.
ПЭТФ (полиэтилентерефталат) , ПБТФ (полибутилентерефталат) и ПОМ (полиоксиметилен) относятся к полимерам с повышенной термостойкостью. Требуют тщательной сушки до содержания влаги менее 0,01%. Термостабильны. Вязкость расплавов средняя и низкая с увеличением температуры снижается. Тонкостенность изделий нередко достигается последующим раздувом (ПЭТ-бутылки).
Электрошлаковое литьё
Существуют виды литья металлов, которые в силу своей сложности и дороговизны целесообразно использовать для получения отливок для особо ответственных деталей.

Электрошлаковое литьё
Электрошлаковое литье выполняют в несколько этапов:
- Создание шихты, для этого применяют предварительно подготовленные электроды.
- Затем, электроды подогревают снизу. Для этого через токопроводящий шлак пропускают электричество. Оно разогревает шлак, и полученное тепло прогревает электроды.
- Стальной расплав рафинируют шлаком, который исключает его насыщение кислородом и освобождает его от примесей.
- В этом процессе применяют формы, выполненные из металла и оснащенные системой водяного охлаждения. Именно в ней происходит остужение металла и формирование детали. Если существует необходимость в получении заготовок с внутренними пустотами, то для этого применяют металлическими стержнями.
Основное достоинство этого вида отливки металла заключается в том, получается расплав без посторонних примесей и равномерной структурой стали. Такой вид плавки применяют для получения специальных сплавов, которые, получить другими видами не получается.
Виды стали при металлическом литье металлов
Существует 5 видов стали:
- низкоуглеродистая;
- среднеуглеродистая;
- высокоуглеродистая;
- низколегированная;
- высоколегированная.
В промышленности в основном используется среднеуглеродистая сталь. Легированные элементы применяются для увеличения стойкости стали к коррозии, прочности, пластичности и других физических характеристик.
Чугун может быть использован в видах промышленности, считается хрупким сплавом. Распространен ввиду низкой себестоимости производства.
Существует 3 основных вида чугуна:
- литейный, обладает высокой жесткостью, лучше всего подходит для станкостроения;
- ковкий, содержание углерода от 2 до 4%, используется повсеместно, легко обрабатывается;
- с шаровидным графитом, наиболее пластичный вид чугуна, главный недостаток – низкая ударная прочность.
Области применения литья под давлением
Литье пластмасс применяется более полувека и позволяет осуществлять массовое производство пластиковых деталей весом от сотых долей грамма до десятков килограммов. Самыми малыми продуктами могут быть, например, микроскопические линзы, компоненты небольших механизмов и т.п. Самыми крупными – различные емкости, в том числе баки и ящики объемом в несколько кубометров, пластиковые поддоны, элементы конструкций и т.п.
Изделия, получаемые описываемым способом переработки, помимо своих очевидных явных достоинств, имеют несколько ограничений. Помимо очевидного лимита по габаритным геометрическим размером, обусловленным ограниченными размерами пресс-формы, существует и несколько менее заметных. Например, толщина стенки любого продукта как правило не превышает нескольких миллиметров
Это важно для экономики процесса, т.к. увеличение толщины стенки приводит к резкому удлинению производственного цикла и соответствующему росту себестоимости и снижению производительности
Данное ограничение снимается при использовании специального метода – литья с газом (см. ниже). С другой стороны – давления литьевого оборудования может не хватить для выпуска слишком тонкостенных, либо очень протяженных деталей. Кроме того, изделие должно быть технологичным, то есть соответствовать описываемому методу. Конструкция его должна предполагать более или менее равнотолщинную структуру, равномерное заполнение расплавом полимера и несложное, в большинстве случаев автоматическое извлечение из полости прессформы.
Непрерывное литье
Получение слитков и других изделий, во время перемещения расплава вдоль зон заливки и остывания называют непрерывным литьем. При этом сама литьевая форма может оставаться неподвижной или совершать определенные перемещения.
Такой вид разлива металла позволяет получать отливки неограниченной длины. Но на самом деле длина отливок напрямую зависит от размеров производственного помещения. Качество получаемого металла напрямую зависит от равномерности скорости перемещения и разлива расплавленного металла, времени кристаллизации и вида удаления отливки. Для ускорения процесса кристаллизации применяют водяное охлаждение. Еще одно преимущество непрерывной разливки металла – это небольшое количество отходов, получаемых во время работы. Кроме того, эта технология разливки металла позволяет снизить трудоемкость процесса и уменьшить количество необходимо оснастки и инструмента.
Технология литья под давлением
Технология литья пластмасс под давлением включает в себя следующие производственные процессы:
- Засыпка сырья в вакуумный загрузчик. При этом используемое сырье может быть в виде гранул, порошков или таблеток.
- Подача сырья в бункер термопластавтомата.
- Нагрев. Нагретая поверхность шнека, находящегося в бункере расплавляет полимеры, а также при необходимости осуществляет их смешивание с наполнителями.
- Налитее пластика в пресс-форму. Под действием осевой силы расплавленные полимеры выдавливаются в форму.
К достоинствам этого вида литья можно отнести следующее:
- Высокое качество изделий.
- Высокие показатели производительности.
- Процесс литья может быть полностью автоматизированным.
Литье по замораживаемым ртутным моделям
Еще один вид литья выполняют по замораживаемым ртутным моделям. По сути, этот вид повторяет технологию литья по восковым моделям. Но есть и некоторые отличия. Так, ртуть обладает меньшим объемным расширением, чем воск 3,4% против 9%. Ртутные модели применяют для работы с титаном, особо прочными сталями и некоторыми цветными металлами. Такой вид литья позволяет получать отливки диаметром порядка одного метра и весом до 140 кг. Порядок производства формы по ртутной модели включает в себя:







Ртуть
- Заливку ртути, в форму, изготовленную из стали. Такая форма собирается из двух частей и плиты их разделяющей. Такой подход позволяет получить модель по частям.
- После того как ртуть заполнила форму, ее погружают в смесь, состоящую из сухого льда и ацетона. Температура смеси составляет -73 °C. Погружение должно происходить с небольшой скоростью. Это позволяет не допустить образование пустот, заполнить все углубления и точно повторить все очертания модели.
- По окончании процесса заморозки, разделяющую плиту удаляют и модель становиться одним целым.
- Формирование литниковой системы и ее присоединение к полученной модели.
- Полученную модель погружают в раствор керамики. Так, происходит получение начального слоя оболочки формы.
- По мере просыхания первого слоя комплект погружают в керамический раствор более высокой плотности. Так получают второй слой. Для получения следующих слоев эту операцию необходимо выполнить несколько раз.
- После того как форма готова из нее удаляют ртуть. Для этого в форму заливают этот же материал, но имеющим комнатную температуру.
- Готовая форма должна быть помещена в печь, разогретую до 1010 °C и находится там, в течение двух часов. За это время из нее будут удалены летучие составляющие. После термической обработки форму охлаждают на воздухе.

Процесс литья в формы
Перед тем как заливать металлический расплав в такие формы, ее необходимо подогреть. Заливку такой формы выполняют в вакууме. Это обусловлено тем, в ней остаются пары ртути небезопасные для человека.
Использование такого вида литья позволяет получать отливки с небольшой толщиной стен.
Выбор необходимого оборудования
После решения организационных моментов и выбора помещения можно приступать к выбору и приобретению оборудования. Оно представлено моделями как отечественного, так и импортного производства. Достоинством первых чаще всего является только цена. Импортное оборудование хоть и стоит значительно дороже, но зато оно значительно более качественное и надежное.
При организации производства понадобится следующее оборудование для литья пластмасс:
Термопластавтомат
Представляет собой инжекционно-литьевую машину, предназначенную для изготовления штучных изделий. Термопластавтоматы или экструдеры – это наиболее используемый вид оборудования, с помощью них производится более 2/3 всех пластиковых изделий в мире. В независимости от модели каждая машина для литья пластмасс обязательно состоит из следующих конструктивных узлов:
- Инжекционного. В нем происходит расплав и подача пластика.
- Смыкания. Он отвечает за смыкание и разведение формы в процессе литья.
- Привода, отвечающего за работу всех подвижных узлов.

Все существующие на данный момент экструдеры по типу механизма, создающего давление можно классифицировать на следующие типы:
- Одночервячные. Их основным достоинством является простота конструкции и небольшой размер материальной камеры.
- Двухчервячные. Отличаются более качественным перемешиванием полимером и улучшенными производственными характеристиками.
- Червячно-поршневые.
- Поршневые.
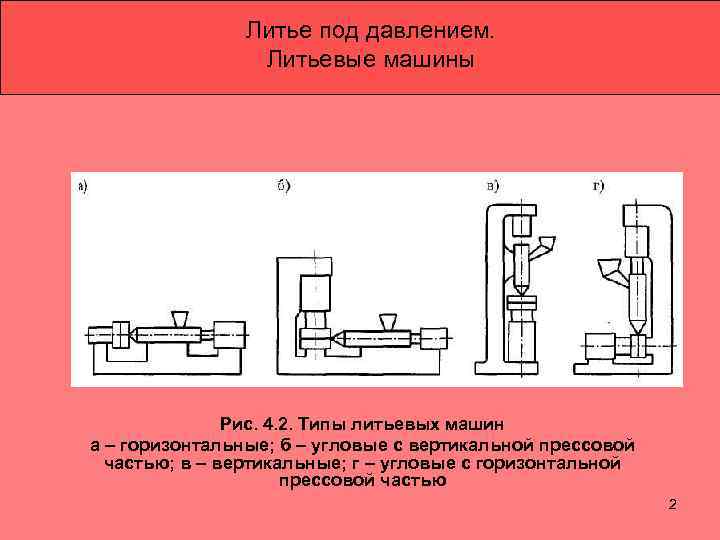
Также в зависимости от расположения прессовой части различают следующие типы литьевых машин:
- горизонтальные;
- угловые с вертикальным прессом;
- вертикальные;
- угловые с горизонтальным прессом.
Цена на такие агрегаты колеблется от 200 тысяч рублей за бывшие в употреблении, до 1-2 млн. руб. за новые.
Пресс-формы
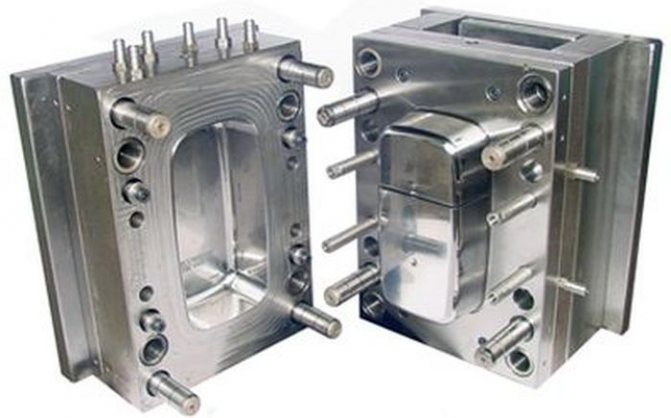
Пресс-формы для литья пластмасс – это основной вид оснастки термопластавтоматов. Для производства каждого изделия изготавливается своя индивидуальная форма. Принцип ее работы очень прост. Литьевая машина осуществляет впрыск расплавленного пластика в форму. После его охлаждения она размыкает форму и выталкивает из нее уже готовое изделие. Формы для литья пластмасс могут изготавливаться из различных марок стали. Это сказывается на количестве их производственных циклов. Оно может колебаться от 100000 до 1 млн.
Вакуумный загрузчик сырья
Вакуумные автозагрузчики полимерного сырья – вид периферийного оборудования, позволяющий значительно ускорить и облегчить процесс подачи полимерных материалов в загрузочные бункеры термопластавтоматов. По своим конструктивным особенностям могут разделяться на вертикальные и раздельные модели. Первые – выполняют стандартные функции, вторые – используются при транспортировке полимеров на дальние расстояния.
Холодильный агрегат
Холодильные агрегаты или по-другому чиллеры используются для охлаждения воды при производстве пластмасс под давлением. Они позволяют существенно снизить продолжительность производственного цикла.
Все вышеперечисленное оборудование используется для литья в условиях массового производства. Но что делать, если вам не нужны тысячи идентичных изделий? Выход из этого положения – это мелкосерийное литье пластмасс в домашних условиях.
Выбор необходимого оборудования
После решения организационных моментов и выбора помещения можно приступать к выбору и приобретению оборудования. Оно представлено моделями как отечественного, так и импортного производства. Достоинством первых чаще всего является только цена. Импортное оборудование хоть и стоит значительно дороже, но зато оно значительно более качественное и надежное.
При организации производства понадобится следующее оборудование для литья пластмасс:
Термопластавтомат
Представляет собой инжекционно-литьевую машину, предназначенную для изготовления штучных изделий. Термопластавтоматы или экструдеры – это наиболее используемый вид оборудования, с помощью них производится более 2/3 всех пластиковых изделий в мире. В независимости от модели каждая машина для литья пластмасс обязательно состоит из следующих конструктивных узлов:
- Инжекционного. В нем происходит расплав и подача пластика.
- Смыкания. Он отвечает за смыкание и разведение формы в процессе литья.
- Привода, отвечающего за работу всех подвижных узлов.

Все существующие на данный момент экструдеры по типу механизма, создающего давление можно классифицировать на следующие типы:
- Одночервячные. Их основным достоинством является простота конструкции и небольшой размер материальной камеры.
- Двухчервячные. Отличаются более качественным перемешиванием полимером и улучшенными производственными характеристиками.
- Червячно-поршневые.
- Поршневые.
Также в зависимости от расположения прессовой части различают следующие типы литьевых машин:
- горизонтальные;
- угловые с вертикальным прессом;
- вертикальные;
- угловые с горизонтальным прессом.
Цена на такие агрегаты колеблется от 200 тысяч рублей за бывшие в употреблении, до 1-2 млн. руб. за новые.
Пресс-формы

Пресс-формы для литья пластмасс – это основной вид оснастки термопластавтоматов. Для производства каждого изделия изготавливается своя индивидуальная форма. Принцип ее работы очень прост. Литьевая машина осуществляет впрыск расплавленного пластика в форму. После его охлаждения она размыкает форму и выталкивает из нее уже готовое изделие. Формы для литья пластмасс могут изготавливаться из различных марок стали. Это сказывается на количестве их производственных циклов. Оно может колебаться от 100000 до 1 млн.
Вакуумный загрузчик сырья
Вакуумные автозагрузчики полимерного сырья – вид периферийного оборудования, позволяющий значительно ускорить и облегчить процесс подачи полимерных материалов в загрузочные бункеры термопластавтоматов. По своим конструктивным особенностям могут разделяться на вертикальные и раздельные модели. Первые – выполняют стандартные функции, вторые – используются при транспортировке полимеров на дальние расстояния.
Холодильный агрегат
Холодильные агрегаты или по-другому чиллеры используются для охлаждения воды при производстве пластмасс под давлением. Они позволяют существенно снизить продолжительность производственного цикла.
Все вышеперечисленное оборудование используется для литья в условиях массового производства. Но что делать, если вам не нужны тысячи идентичных изделий? Выход из этого положения – это мелкосерийное литье пластмасс в домашних условиях.
Разновидности пластикации
Пластикация, то есть расплавление полимерного материала под давлением, во мно¬гом определяет качество изделия. Различают червячную пластикацию и поршневую
Червячные пластикаторы имеют высокую производительность, обеспечивают отличную гомогенизацию расплава, что особенно важно при использовании дробленки или суперконцентрата, и поэтому имеют наибольшее распространение. Поршневые пластикаторы используются значительно реже, поскольку они не обладают перечисленными выше качествами
Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс
Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией. На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе



Но и они не без достоинств, среди которых: способность обеспечивать высокую скорость инжекции расплава в форму, возможность реализовывать эффект мрамора или, если необходимо, яшмы, пластикацией смеси разных по цвету пластмасс. Иногда применяют раздельную пластикацию, при которой полимер сначала поступает из бункера в вышеуказанный червячный предпластикатор, приготавливающий расплав, а затем через регулирующий кран расплав направляется в поршневой пластикатор, осуществляющий дозирование и высокоскоростную инжекцию в форму. Заметим, что такое нехитрое изделие как расческа, наиболее эффективно производится на литьевых машинах с раздельной червячно-поршневой пластикацией. На этапе пластикации основными технологическими параметрами являются: температура расплава по длине цилиндрической части материального цилиндра, температура сопла, установленного на выходе из материального цилиндра, скорость вращения червяка и величина противодавления при его отходе.
Инжекционный метод
Название ведёт начало от латинского слова inject, что означает впрыснуть. При формовке пластическая масса впрыскивается в литейную форму и там застывает. Во время затвердевания для получения необходимой прочности литой продукции надо обязательно поддерживать определённое сжатие. Для обеспечения этого требования процесс должен проходить быстро, чтобы успели заполниться все уголки полости до начала застывания смеси. Это обязательное условие достижения качественного формования. Таким способом получают детали с различной толщиной стенок и мелким рельефом поверхности.
При изготовлении крупногабаритных отливок с тонкими стенками вязкость расплава может препятствовать его нормальному растеканию с требуемым для обеспечения качества давлением. В этом случае рекомендуется применять подачу смеси в полость одновременно с нескольких точек – через разные литники. Иногда для этого могут быть задействованы несколько инъекционных установок.
Это увеличивает стоимость оборудования и оправдано в крупносерийном и массовом производстве. Например, изготовление пластиковых панелей салона в автомобилестроении.
Составляющие впрыскиваются в пресс-форму из так называемого материального цилиндра (ЛМ), усилие создаётся поршнем. Объём изначально рассчитывается так, чтобы расплав без остатка заполнил полость и литниковую систему.
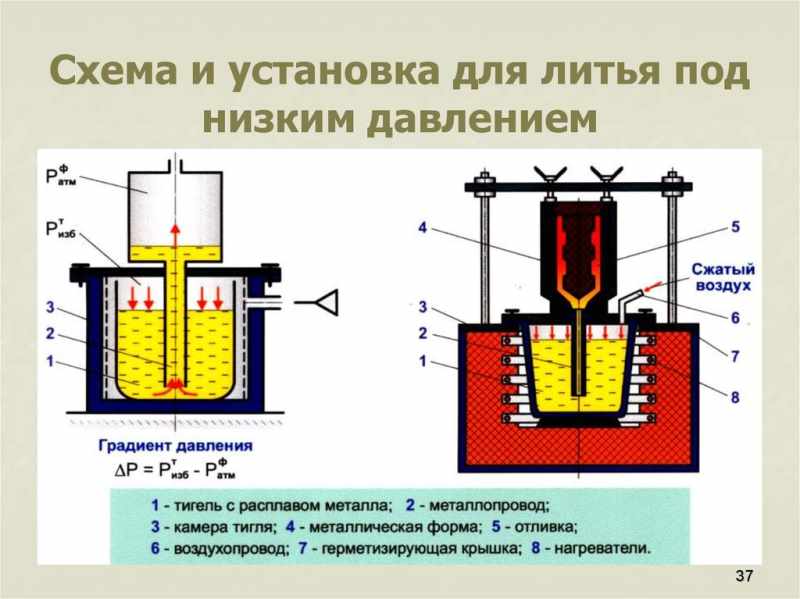
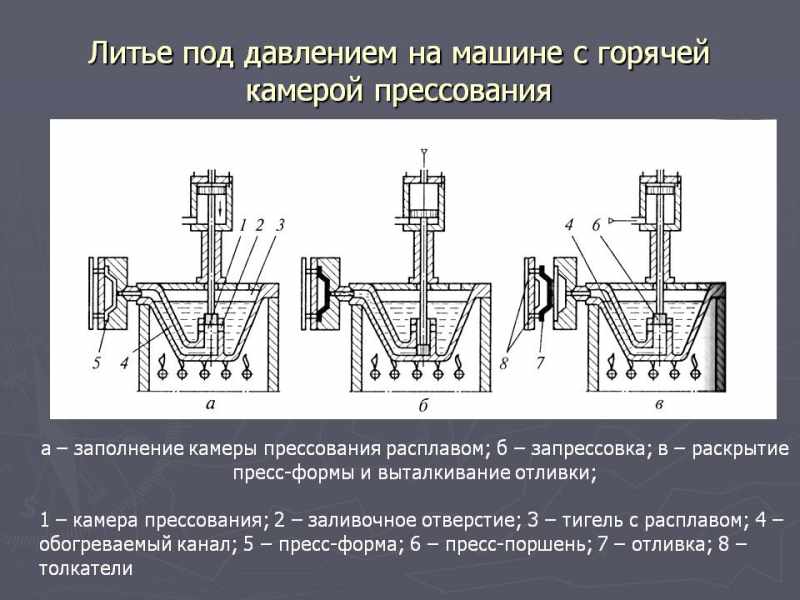
Под давлением
Технология литья под давлением предполагает быструю подачу расплава в форму путем использования компрессорных или поршневых механизмов. Благодаря автоматизации процесса литье под давлением считается высокопроизводительным.
Таким способом можно получать детали:
- сложной геометрической формы;
- с достаточно тонкими стенками;
- высокой точности;
- с повышенной шероховатостью.
Способ литья под давлением применяется для получения деталей в автомобилестроении. Они получаются небольшого веса, достаточной прочности, что позволяет снизить общую массу агрегата.
Стоит отметить, что метод литья под высоким давлением имеет следующие достоинства:
- возможность получения размеров 9 класса и грубее;
- достигаемая шероховатость поверхности — 1,25 мкм;
- минимальная размер стенок — 0,6 мм;
- минимальным диаметром отверстий — 1 мм;
- формирование наружной резьбы;
- накатки, надписей на внешней стороне.
К недостаткам относят следующее:
- высока цена на сами формы;
- разлив металлов с низкой температурой плавления;
- повышенная вероятность образования внутренних дефектов в виде трещин и напряжений.

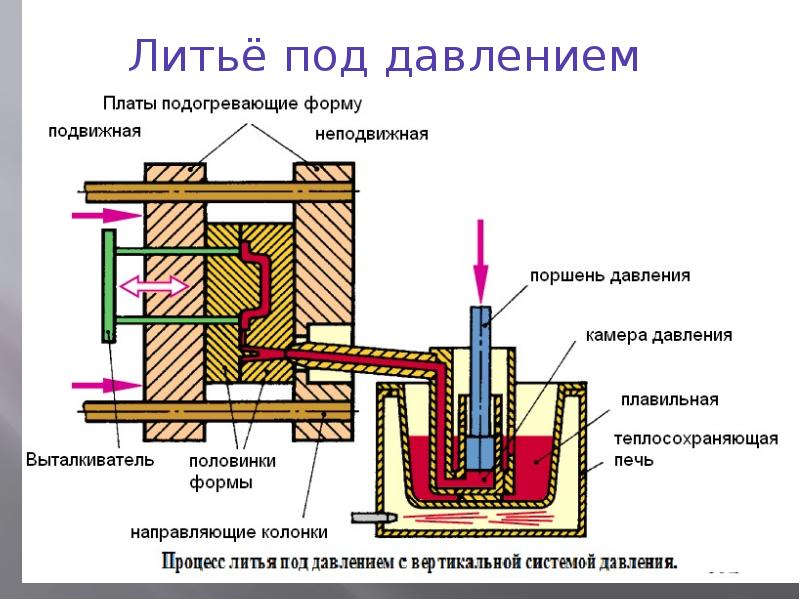
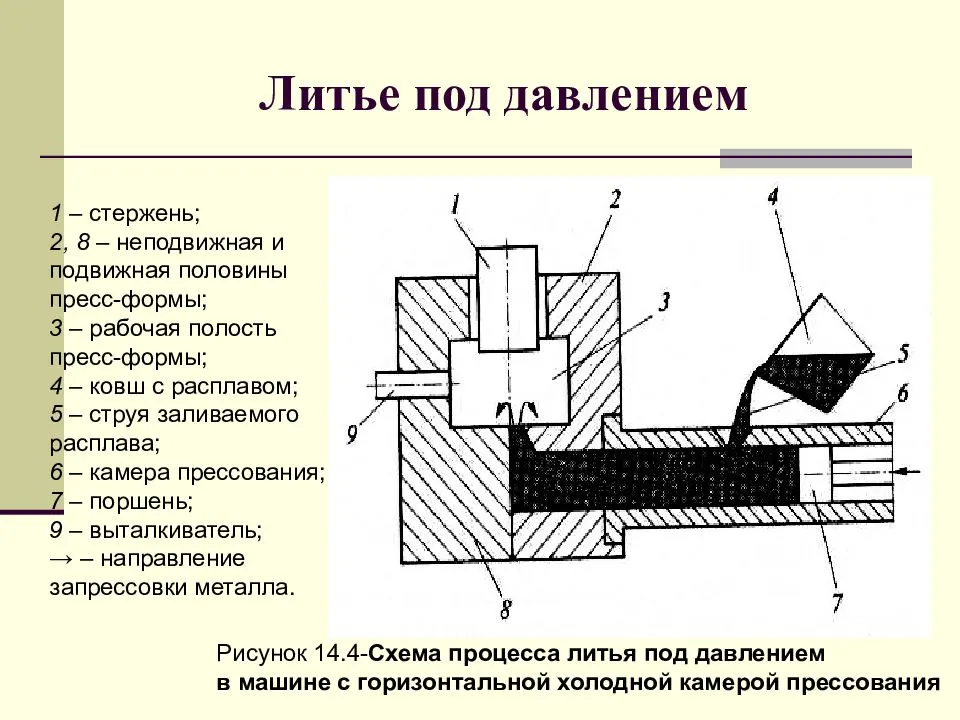
Схема литья под давлением
Широкое использование литья алюминия под давлением обусловлено:
- малым значениями температуры в период кристаллизации;
- пластичностью сплава;
- хорошей жидкотекучестью;
- инертностью к химическим реакциям;
- невысоким объемом усадки.
Рассматривая способы технологию поделить следующим образом:
- камера прессования:
- горячая;
- холодная;
- способ разливки:
- горизонтальный;
- вертикальный;
- механизм подачи сплава:
- поршневой;
- компрессорный.
Протекание процесса
Расплав подается в специальную полость. Поршневым пальцем жидкий металл на большой скорости вгоняется во внутреннюю полость пресс-формы. После чего происходит охлаждение без снятия давления. После затвердевания пресс-форма разъединяется, и отливка извлекается. Для облегчения извлечения конструкция оборудуется толкателями.





