

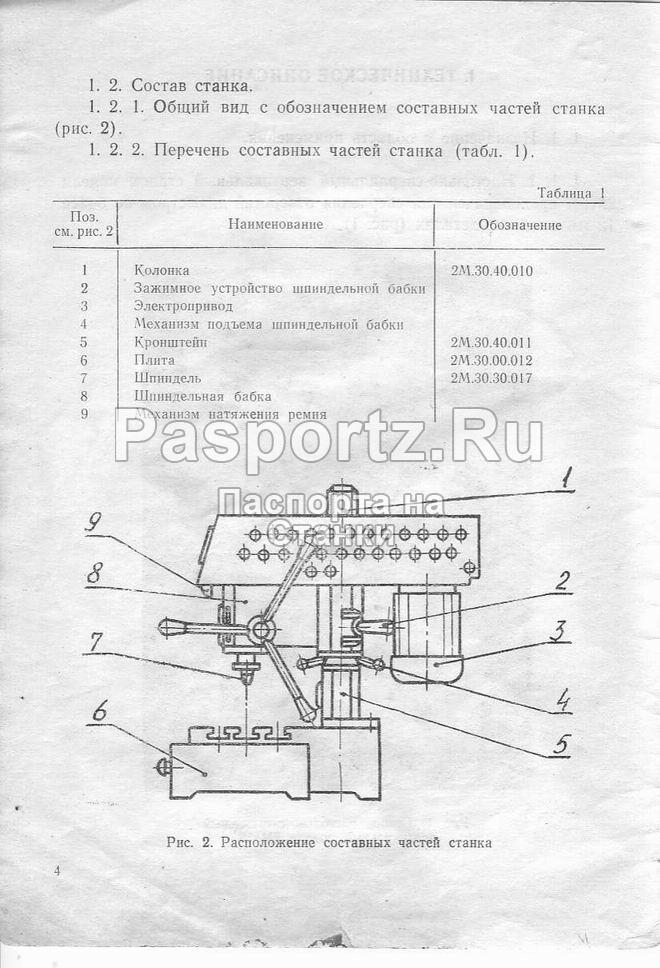
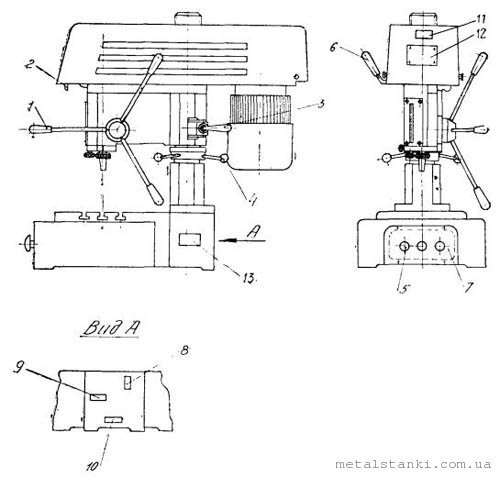
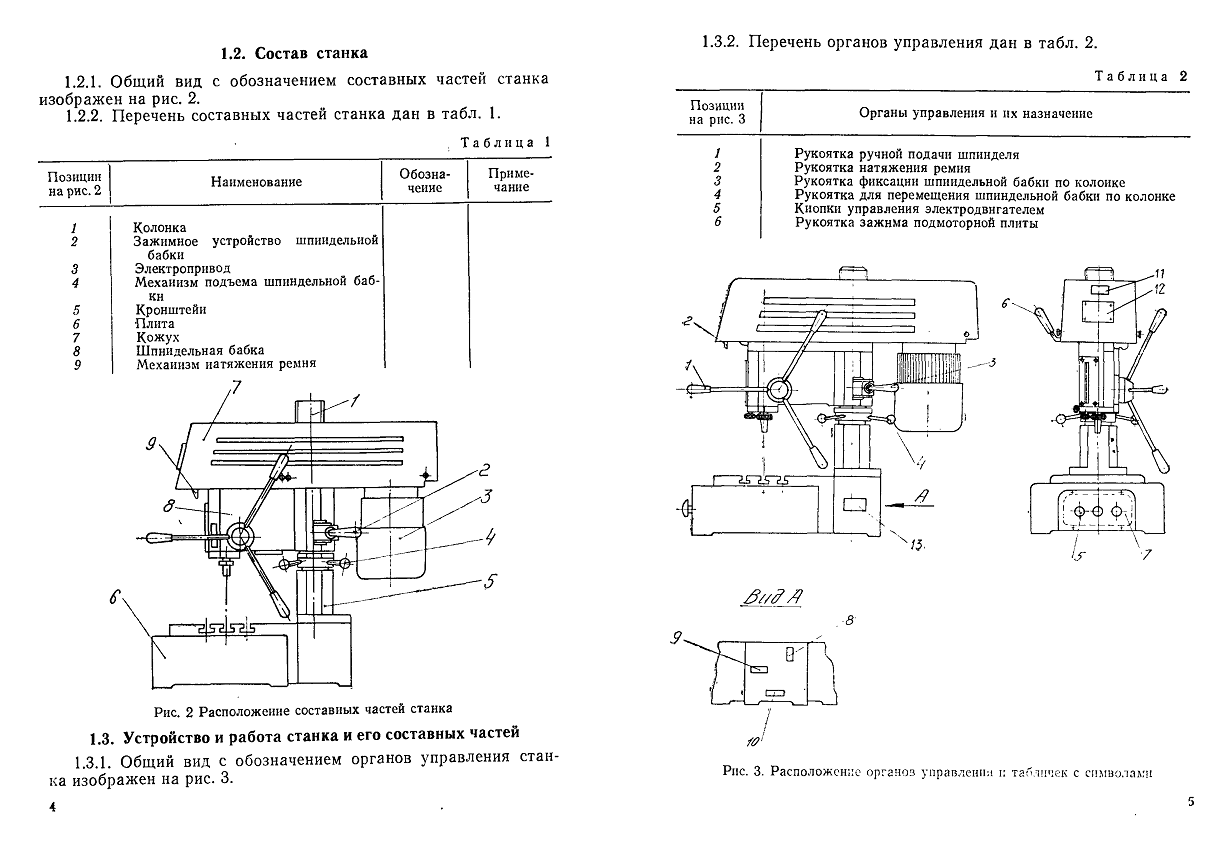
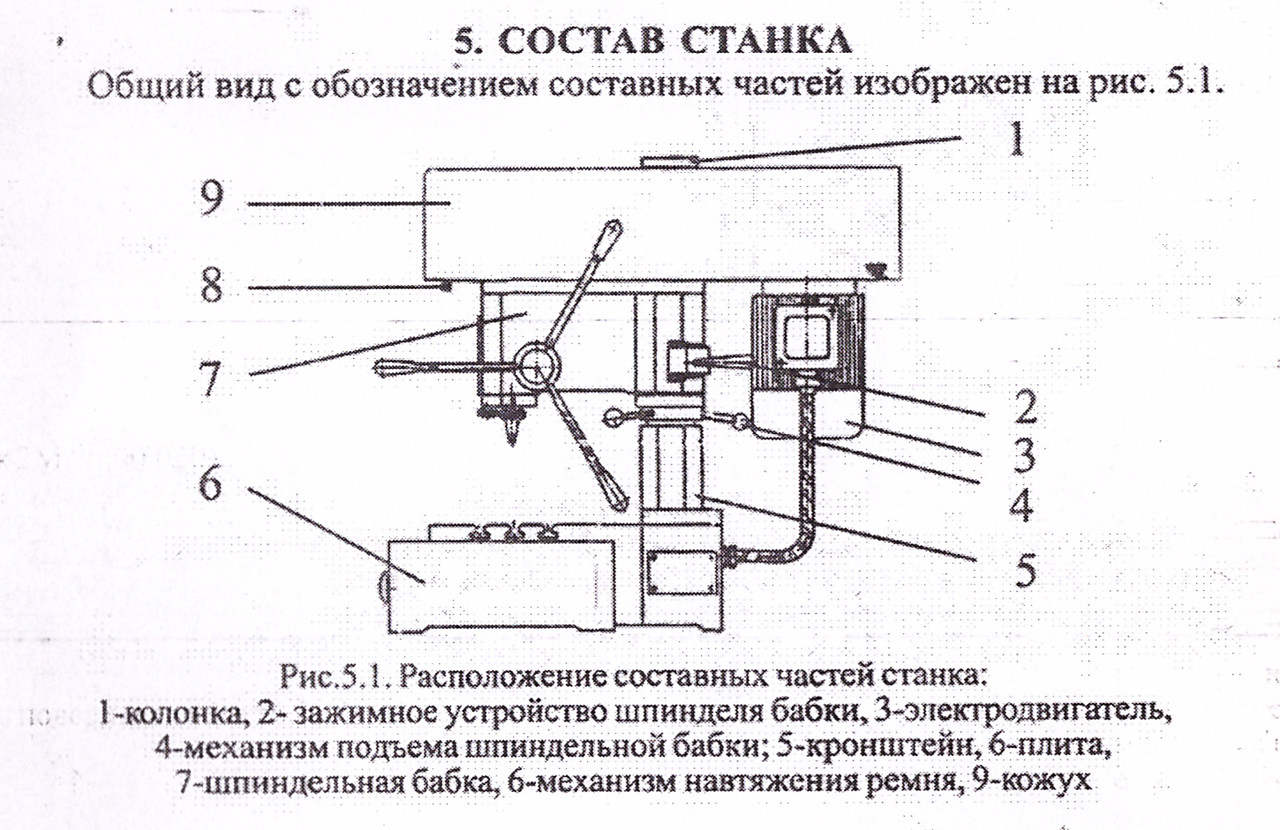
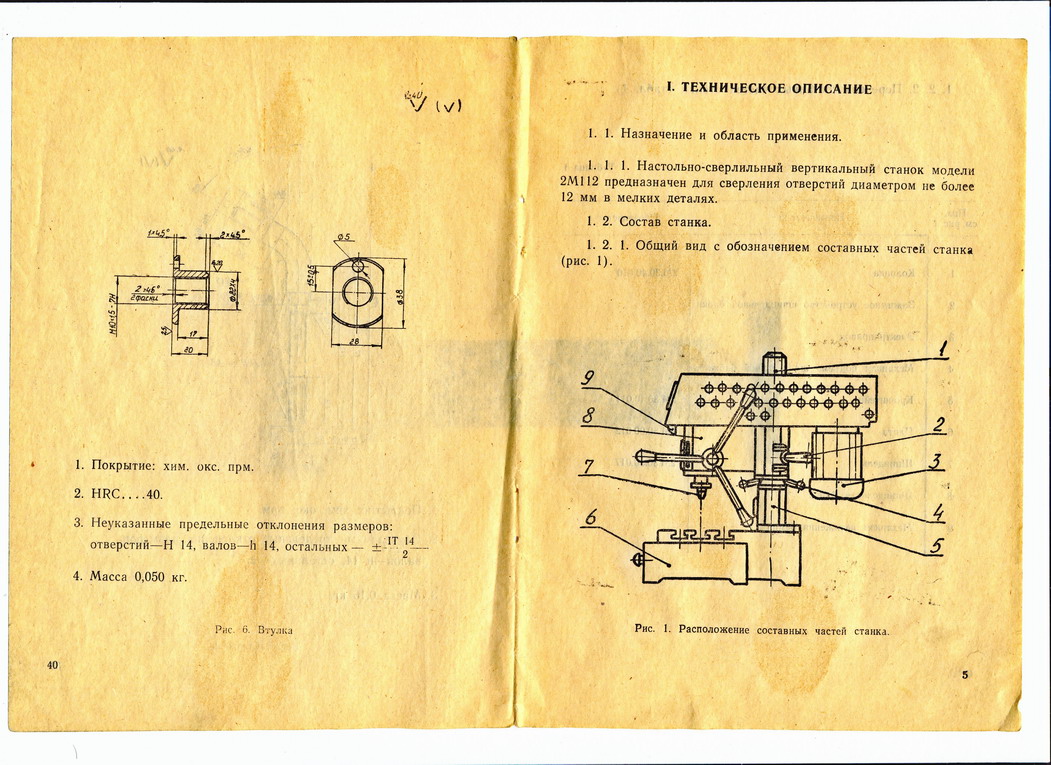
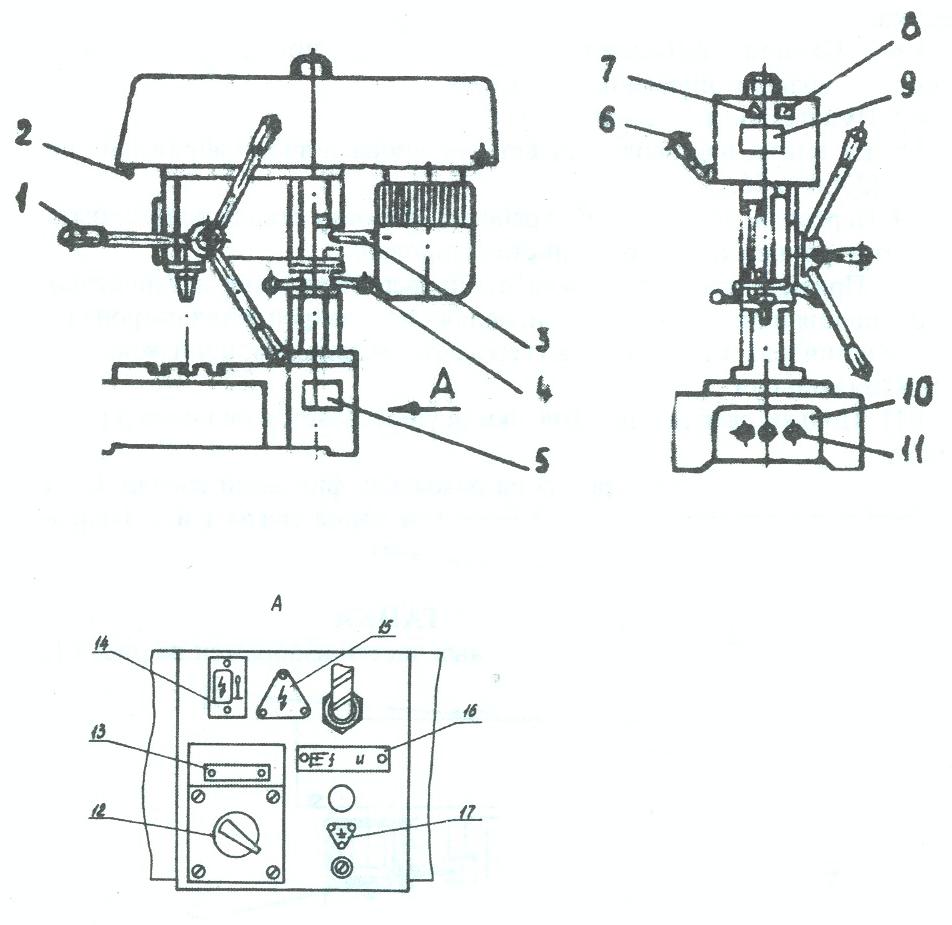
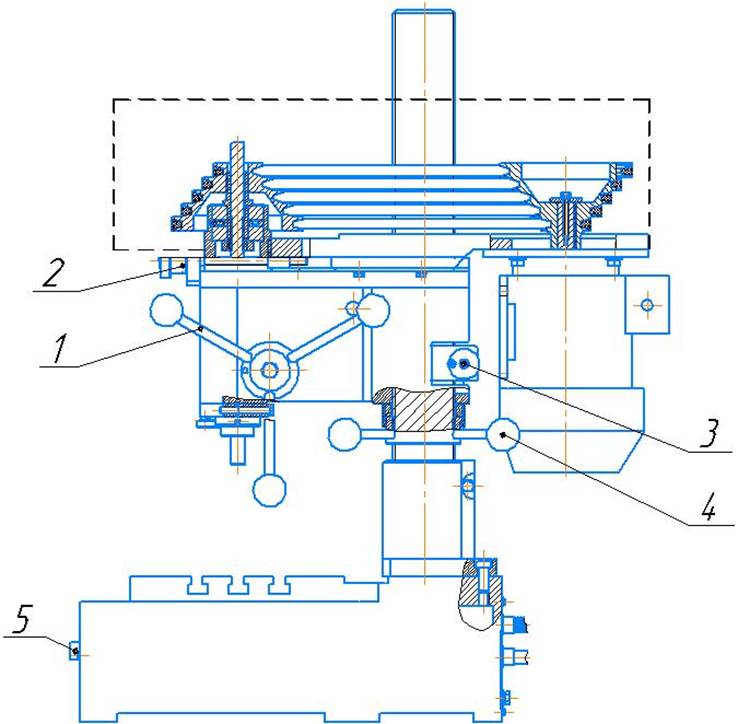
Расположение составных частей сверлильного станка 2М112
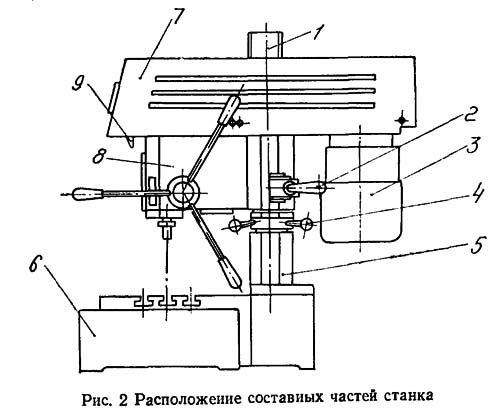
Расположение составных частей сверлильного станка 2М112
Спецификация составных частей сверлильного станка 2М112
- Колонка (Кронштейн) — 2М112.40.00.000 — 1
- Зажимное устройство шпиндельной бабки — 2М112.00.00.009 Ручка — 1
- Электропривод — 2М112.80.00.000 Электрооборудование — 1
- Механизм подъема шпиндельной бабки — 2М112.70.00.000 Рукоять — 1
- Кронштейн
- Плита — 2М112.00.00.002 Плита — 1
- Кожух — 2М112.78.00.000 Кожух — 1
- Шпиндельная бабка — 2М112.00.00.001 Корпус — 1
- Механизм натяжения ремня — 2М112.75.00.000 Рукоять — 1
- Плита подмоторная — 2М112.10.00.000 — 1
- Шпиндель — 2М112.30.00.000 — 1
- Хомут — 2М112.50.00.000 — 1
- Ступица — 2М112.60.00.000 — 1
Паспорт и Руководство по Эксплуатации станка 2М112 .
Данное руководство по эксплуатации “Настольно-сверлильный вертикальный станок 2М112” содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации настольно-сверлильного вертикального станка 2М112. Содержание данной документации:
- ТЕХНИЧЕСКОЕ ОПИСАНИЕ
- Назначение и область применения
- Состав станка
- Устройство и работа станка и его составных частей
- Система смазки станка 2М112
- ИНСТРУКЦИЯ ПО ЭКСПЛУАТАЦИИ
- Указания мер безопастности
- Порядок установки
- Настройка, наладка. режимы работы
- Регулирование
- Схема расположения подшипников
- ПАСПОРТ
- Общие сведения
- Основные технические данные и характеристики
- Комплект поставки
- Сведения о ремонте
- Сведения об изменениях в станке
- Сведения о приемке
- Сведения о консервации
- Сведения об упаковке
- Гарантия
- Быстроизнашивающиеся детали станка 2М112
Помогите с восстановлением 2Н112 — Сверлильные станки
В том что это 2М112 я до конца не уверен, но все-же. :rolleyes:
В общем, купил по объявлению в инете «рабочий» станок, но, на самом деле, все оказалось немного иначе. Впрочем, не я первый…
И без того побитый шильдик двигателя был вдобавок закрашен. Краску удалось стереть, и кое-как рассмотреть начальные символы модели — АМХ74, обороты — 1370, КПД да Δ/Y 220/380. Последнее я и так знал, т.к. уже успел перекоммутировать обмотки и подкинуть двиг к частотнику. Подключение показало пищащие подшипники. Можно, наверное, смазать, но я лучше поменяю. Мощность двигателя так и осталась для меня загадкой.
Возникла пара вопросов:
1. Зажим шпиндельной бабки (ШБ) имеет смысл варить? Мало того что чугунина (сварщика путевого нужно найти), так еще и варить по тонкому телу … Выдержит ли сварочный шов при затягивании?
2. Правильно ли я понимаю, что консоль, на которой закреплен двигатель, перекошена потому, что в зазоре между ластохвостами должны быть какие-то планки (клинья?), заполняющие его? Из какого материала из лучше изготовить?
3. Видел в соседних темах, что на таких станках установлен упорный подшипник между кольцом подъема и ШБ. Это предусмотрено конструкцией или самодел? Может кто подскажет номер подшипника…
Спасибо всем, кто не сочтет за труд помочь с ответами.
www.chipmaker.ru
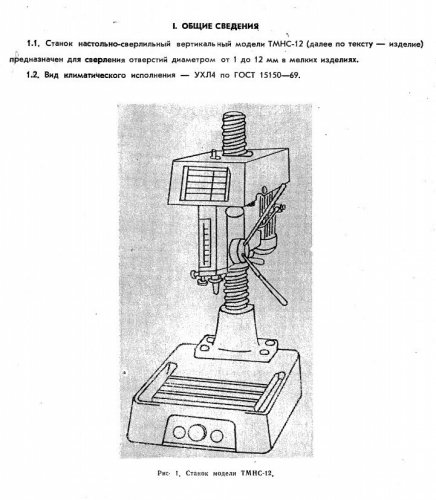
2М112 станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
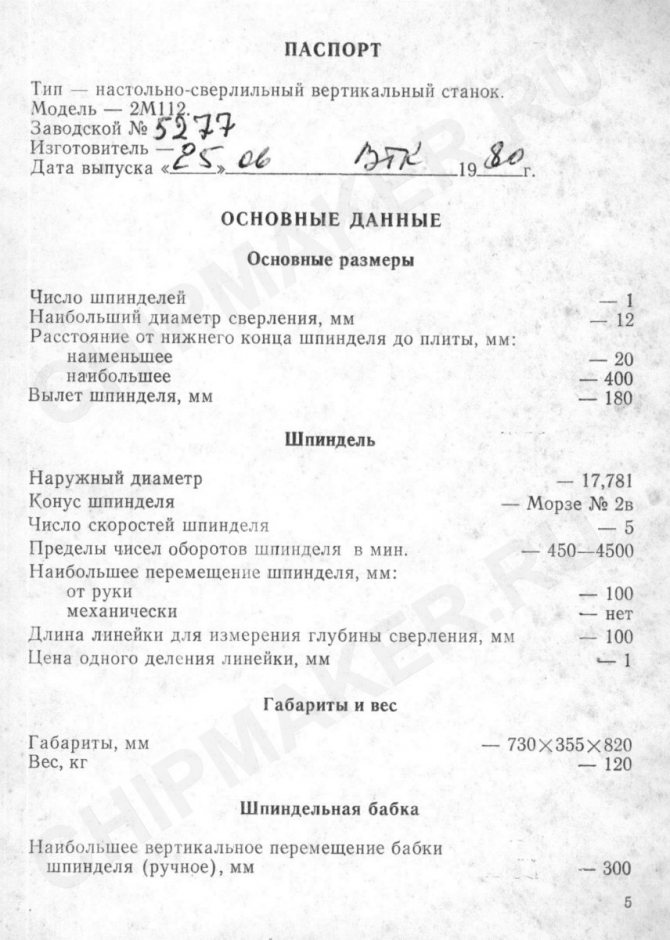
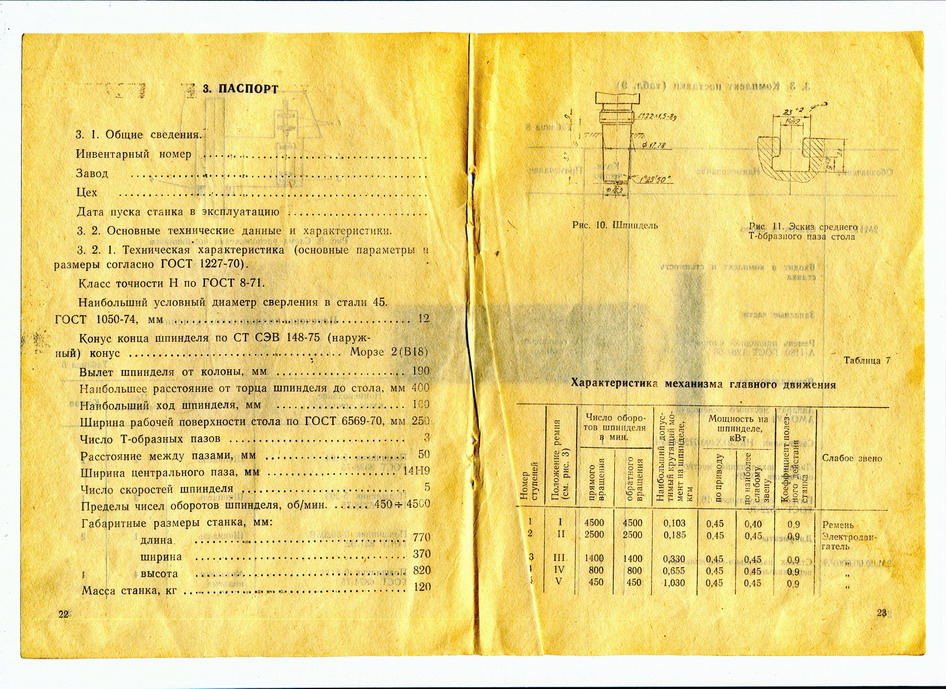
Основные технические характеристики сверлильного настольного станка 2м112
Изготовитель — Кировский станкостроительный завод.
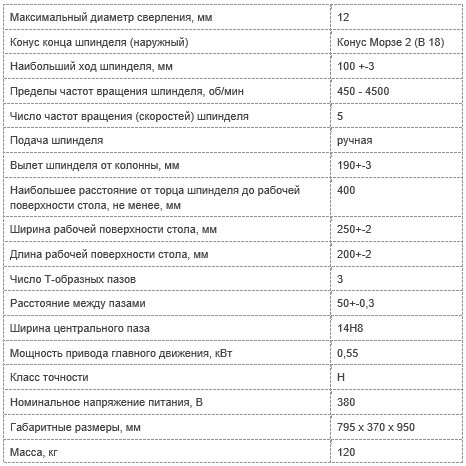
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 400 мм
- Пределы чисел оборотов шпинделя в минуту — (5 ступеней) 450, 800, 1400, 2500, 4500 об/мин
- Конец шпинделя — В18 наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон — Патрон 16-В18 ГОСТ 8522-79, диапазон зажима 3..16 мм
- Мощность электродвигателя: 0,55 кВт
- Масса станка: 120 кг
Шпиндель станка 2м112 получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 450 до 4500 об/мин.
Конец шпинделя — наружный укороченный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров — от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
- B7 — конус Морзе КМ0, D = 7,067 мм;
- B10 — конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 — конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 — конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 — конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 — конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 — конус Морзе КМ3, D = 23,825 мм;
- B32 — конус Морзе КМ4, D = 31,267 мм;
- B45 — конус Морзе КМ5, D = 44,399 мм.
Где D — диаметр конуса в основной плоскости.
Отсчет глубины сверления производится по плоской шкале или упору.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов. Диаметр вала — до сто двадцати миллиметров, длина — до тысячи миллиметров.
Сверлильный станок 2М112 позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Сверлильный станок 2М112 может комплектоваться дополнительными принадлежностями, позволяющими расширить его возможности:
- Тиски — незаменимы при сложных видах обработки, например, небольших деталей или сверления под углом
- Крестовый стол — незаменим для точного координатного сверления или легкого фрезерования
- Револьверная головка
- Узел охлаждения — незаменим при длительном сверлении
Аналоги настольного сверлильного станка 2М112
ЕНС12 — Ø12 — Ейский станкостроительный завод ЕСЗ, г. Ейск
ОД71 — Ø12 — Оренбургский станкозавод, г. Оренбург
НС-12А — Ø12 — Вильнюсский станкостроительный завод «Жальгирис»
НС-12Б, НС-12-М — Ø12 — Барнаульский станкостроительный завод
ШУНСС-12 — Ø12 — Мукачевский станкостроительный завод, с. Кольчино
ГС2112 — Ø12 — Гомельский завод станочных узлов
ЗИМ1330.00.00.001 — Ø12 — Завод им.Масленникова, ЗИМ-Станкостроитель, г. Самара
МП8-1655 — Ø12 — СтанкоСтроительный завод им. Кирова, г. Минск
БС-01 — Ø12 — Беверс, г. Бердичев
ВС3-5016 — Ø12 — Воронежский станкозавод
Р175М — Ø12 — Чистопольский завод АвтоСпецОборудование, г. Чистополь
Р175, Р175М — Ø13 — АвтоСпецОборудование
ВИ 2-7 — Ø14 — Волгоградский инструментальный завод
MD-23 — Ø14 — Каунасский станкостроительный завод «Нерис»
Применение сверлильного станка
 Благодаря компактным размерам, он вполне пригоден для установки на столешницу слесарного верстака. Более чем приемлемое качество и технические характеристики делают этот станок лидером среди отечественных и зарубежных производителей. Серийное производство данного изделия было начато в далекие восьмидесятые. За долгое время существования спрос на него не падает, а даже растет. Большую популярность бурильный агрегат имеет среди небольших производственных цехов и частных заведений. Также станок широко применяется в школьных мастерских профессиональной ориентации.
Благодаря компактным размерам, он вполне пригоден для установки на столешницу слесарного верстака. Более чем приемлемое качество и технические характеристики делают этот станок лидером среди отечественных и зарубежных производителей. Серийное производство данного изделия было начато в далекие восьмидесятые. За долгое время существования спрос на него не падает, а даже растет. Большую популярность бурильный агрегат имеет среди небольших производственных цехов и частных заведений. Также станок широко применяется в школьных мастерских профессиональной ориентации.
Настольный сверлильный станок 2м112 без труда выполнит ряд технических функций. К таким операциям относятся:
- сверление отверстий;
- нарезание внутренней и внешней резьбы;
- рассверливание;
- развертывание.
 Станок 2м112 имеет возможность переключения скоростного режима вращения рабочего вала, что, в свою очередь, изменяет скорость вращения сверла и самого процесса сверления. Это достигается путем легкой перестановки приводного ремня на соседние шкивы.
Станок 2м112 имеет возможность переключения скоростного режима вращения рабочего вала, что, в свою очередь, изменяет скорость вращения сверла и самого процесса сверления. Это достигается путем легкой перестановки приводного ремня на соседние шкивы.
Главным достоинством агрегата 2м112 является простота конструкции. Она обеспечивает высокую надежность в работе и легкое управление. Небольшие размеры и сравнительно небольшой вес агрегата позволяют при необходимости без особого труда переставлять или передвигать его на новое место.
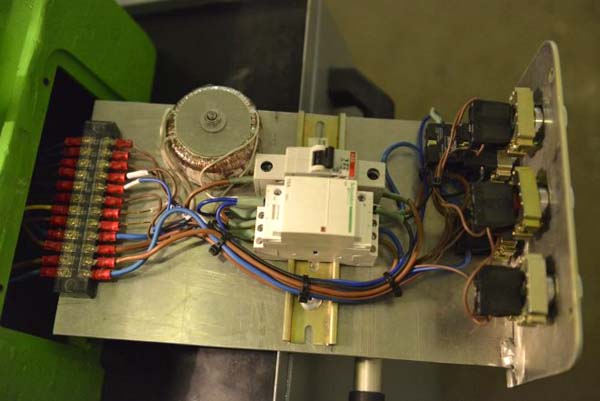
Электрооборудование и электрическая схема сверлильного станка 2М112
Электропитание сверлильного станка 2м112 ~380 или ~220 Вольт.
Станки, изготовленные для промышленных предприятий и учебных заведений имют питающее напряжение ~380 В, для передвижных мастерских – ~220 В. Местное освещение имеет безопасное напряжение ~24 В.

Все электрооборудование станка: переключатели, трансформатор, предохранители помещается под плитой рабочего стола.
Техническая характеристика электропривода
- Тип электродвигателя привода шпинделя — АИР714У3 или 4А71А4У3
- Электродвигатель – асинхронный трехфазный, с короткозамкнутым ротором, высота оси вращения 71 мм, масса 8,4 кг
- Мощность электродвигателя привода шпинделя – 0,55 кВт
- Частота вращения электродвигателя привода шпинделя – 1370 об/мин
Первоначальный пуск и указание по монтажу и эксплуатации
При установке необходимо прежде всего подсоединить станок (узел охлаждения) к общей системе заземления с помощью специального болта, расположенного на плите станка (на станке бака узла охлаждения).
Ввод питающих проводов осуществляется заказчиком через отверстие, находящееся на задней части плиты станка (на кожухе пульта управления узла охлаждения).
Аппарат ОСЗР (СОЖ) подключается автономно к питающей цепи.
Станок (узел охлаждения) к питающей сети подключается с помощью переключателя Q1.
В начале необходимо произвести пробный пуск станка на холостом ходу, на всех скоростях последовательно, начиная с наименьших оборотов шпинделя. В первый период после пуска станка не рекомендуется работать на максимальных оборотах шпинделя.
Защита
Электрооборудование стапка защищено от коротких замыкании и перегрузок плавкими предохранителями F1, F2, F3.
Для предотвращения самозапуска электродвигателя применена нулевая защита с использованием контактов магнитных пускателей К1 и К2.
Указания по обслуживанию электрооборудования станка
Монтаж электрооборудования произведен проводами следующих расцветок:
- силовые цепи — черными
- цепи управления — красными
Для обеспечения длительной и безаварийной работы станка необходимо регулярно очищать электродвигатель, пусковую и защитную аппаратуру от пыли, а контакты — от нагара; соединения приводов с аппаратурой по мере необходимости подтягивать.
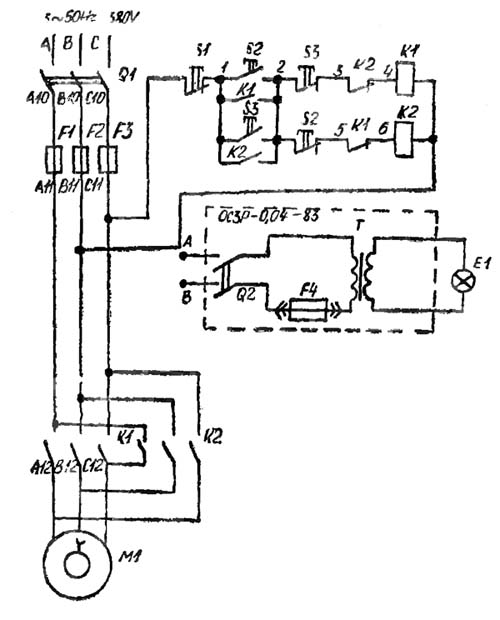
Электрическая схема сверлильного станка 2м112 на 380В
Перечень элементов к электрической схеме
- Q1 – Переключатель ПКУ3-154И-2037У3 ТУ 16-526.047-74
- S1 – Выключатель КЕ201У3 исп. 5 красный «П» ТУ 16-642.015-84
- S2, S3 – Выключатель КЕ181У3 исп. 2 черный «П» ТУ 16-642.015-84
- Е1 – Светильник НКП03-60-0.04УХ4 ТУ 16.876.184-86. Лампа М 024-40 ГОСТ 1182-77
- Ml – Двигатель АИР 71 А4У3, 380 В, 50 Гц ТУ 16-525.564-84 или 4А71А4У3 ГОСТ 19523-81
- F1, F2, F3 – Предохранитель ПРС-6У3-П с плавкой вставкой ПВД1-6У3 ТУ 16-522.112-74
- К1, К2 – Пускатель ПМЕ-041У4 (380 В, 50 Гц) ОСТ 16.0.536.001-72
- Т, Q2, F4 – Аппарат ОСЗР-0,04-83УХЛ3 ТУ 16-6/1 041-84 (СОЖ)
Допускается замена комплектующих без ухудшения качества станка.
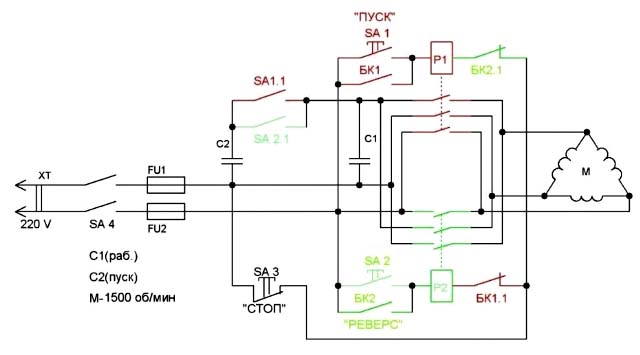
Электрическая схема сверлильного станка 2м112 на 220В

Пульт управления сверлильного станка 2м112
Монтаж электросхемы сверлильного станка 2м112
НС-12А станок сверлильный настольный. Назначение и область применения
Станок предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных мастерских и бытовых мастерских.
Основные параметры сверлильного станка нс-12а:
- Максимальный диаметр сверления: Ø 12 мм
- Наибольшая глубина сверления: 100 мм
- Наибольшая высота обрабатываемой детали: 400 мм
- Расстояние от оси шпинделя до колонны (вылет шпинделя): 200 мм
- Скорость вращения шпинделя: 450, 710, 1400, 2500, 4500 об/мин
- Мощность электродвигателя: 0,65 кВт
- Масса станка: 120 кг
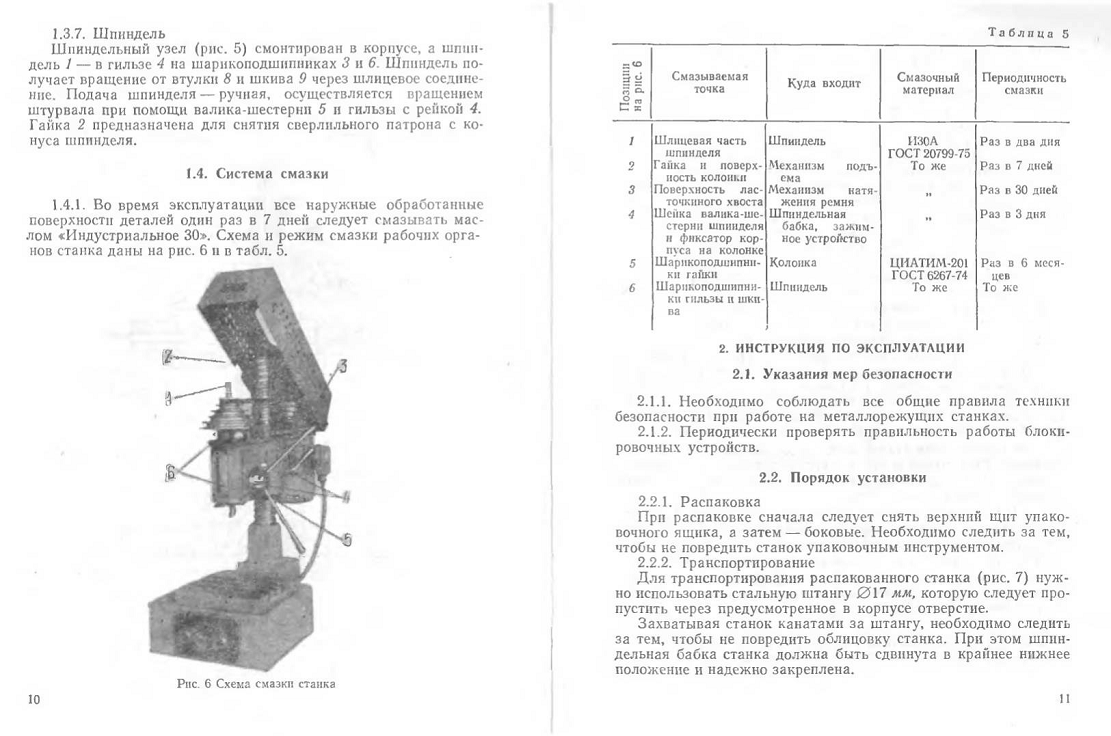
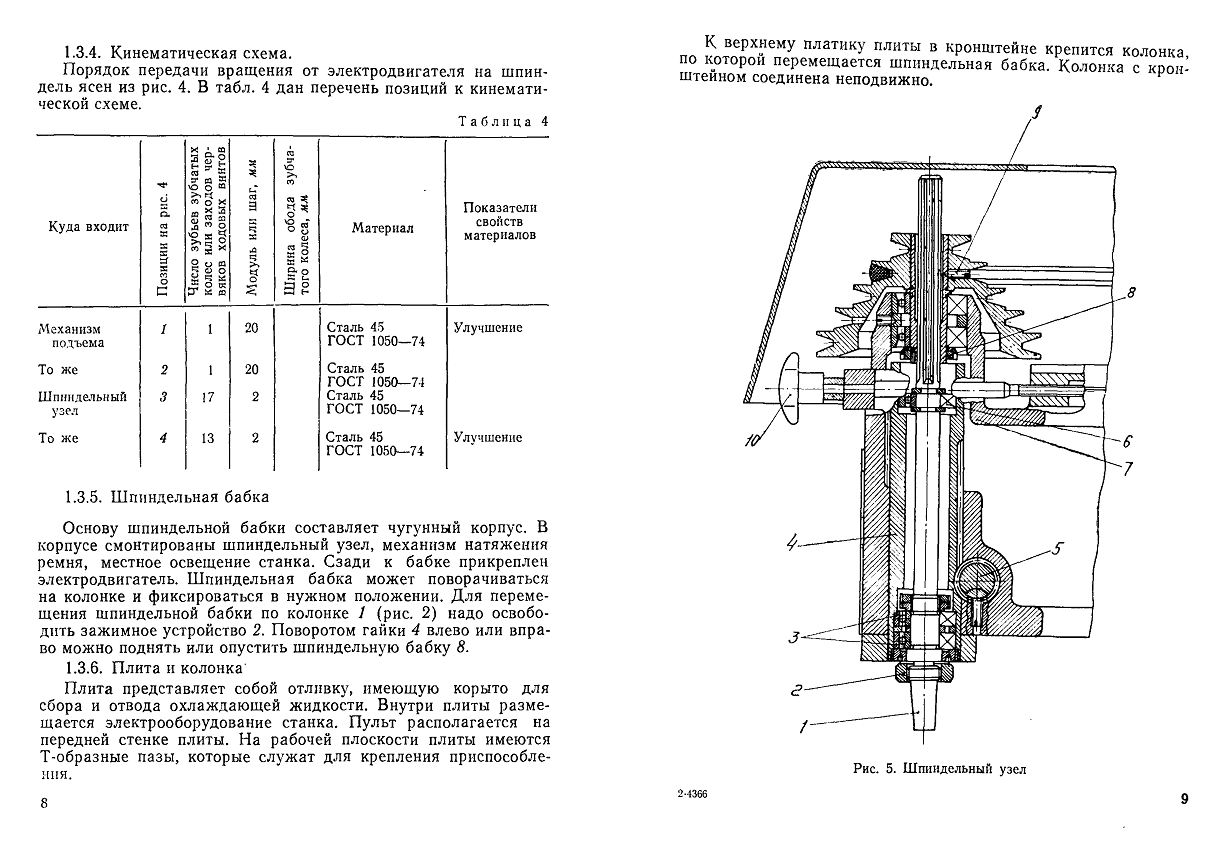
Шпиндельный узел
сверлильного станка нс-12 — самый сложный и точный узел в станке. Шпиндельный узел монтируется в шиндельной бабке. Основные детали шпиндельного узла:
- Шпиндель — вал, который вращается на 2-х радиально-упорных подшипниках внутри гильзы шпинделя;
- Гильза шпинделя (пиноль) — цилиндр, который смонтирован в шпиндельной бабке и имеет возможность осевого перемещения в пределах 100 мм.
Верхняя часть шпинделя имеет шлицы, для получения вращения от приемного шкива, нижняя часть имеет конус Морзе для крепления сверлильного патрона.
Шпиндель станка НС-12а получает пять скоростей вращения от пятиступенчатых шкивов привода, что обеспечивает выбор скоростей резания в диапазоне — 450, 710, 1400, 2500, 4500 об/мин.
Конец шпинделя
— наружный конус морзе КМ2, обозначение В18 по ГОСТ 9953 (Конусы инструментальные укороченные) — конус укороченный: D = 17,780 мм, длина конуса 37,0 мм.
Укороченному конусу В18 соответствует сверлильный трехкулачковый патрон 16-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима от 3 до 16 мм.
Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 16, с присоединительным конусным отверстием В18:
Патрон 16-В18 ГОСТ 8522-79
Конус Морзе инструментальный укороченный
Конус инструментальный — Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров
— от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной . Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса ГОСТ 9953
Конусы инструментов укороченные .
Российский стандарт на сверлильные патроны ГОСТ 8522
Патроны сверлильные трехкулачковые .
- B7 — конус МорзеКМ0 , D = 7,067 мм;
- B10 — конус МорзеКМ1 , D = 10,094 мм. Патрон4-В10 (0,5÷4 мм);
- B12 — конус МорзеКМ1 , D = 12,065 мм. Патрон6-В12 (0,5÷6 мм), Патрон8-В12 (1÷8 мм);
- B16 — конус МорзеКМ2 , D = 15,733 мм. Патрон10-В16 (1÷10 мм), Патрон13-В16 (1÷13 мм);
- B18 — конус МорзеКМ2 , D = 17,780 мм. Патрон16-В18 (3÷16 мм);
- B22 — конус МорзеКМ3 , D = 21,793 мм. Патрон20-В22 (5÷20 мм);
- B24 — конус МорзеКМ3 , D = 23,825 мм;
- B32 — конус МорзеКМ4 , D = 31,267 мм;
- B45 — конус МорзеКМ5 , D = 44,399 мм.
Где D
— диаметр конуса в основной плоскости.
Простота конструкции обеспечивает легкость управления, надежность и долговечность станков.
Отсчет глубины сверления производится по плоской шкале или упору.
Пятиступенчатые шкивы привода позволяют получать пять скоростей вращения шпинделя, что обеспечивает свободный выбор скоростей резания.
Оригинальная конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Станки НС-12А позволяют выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
- нарезание резьб
Фото сверлильного станка НС-12а
2СС1М станок сверлильный настольный. Назначение и область применения
Сверлильный настольный станок 2СС1 изготавливался по ТУ 2-024-4345-83 с 1983 года.
Сверлильный станок 2СС1 изготавливался по ТУ 2-024-5748706-002-88 с 1988 года.
Станок 2СС1 предназначен для сверления отверстий и нарезания резьбы в мелких деталях из чугуна, стали, цветных сплавов и неметаллических материалов в условиях промышленных предприятий, ремонтных и бытовых мастерских.
На станке 2СС1М возможно, также, фрезерование неметаллических материалов концевыми фрезами.
Шпиндель станка 2СС1 получает 3-и скорости вращения от трехступенчатых шкивов привода, что обеспечивает свободный выбор скоростей резания в диапазоне от 600 до 1600 об/мин.
Конец шпинделя – наружный укороченный конус морзе КМ2, обозначение В16 по ГОСТ 9953 (Конусы инструментальные укороченные) – конус укороченный: D = 15,733 мм.
Укороченному конусу В16 соответствует сверлильный трехкулачковый патрон 10-го и 13-го типоразмера по ГОСТ 8522 (Патроны сверлильные трехкулачковые) с диапазоном зажима 1..10 мм и 1..13 мм соответственно.

Пример условного обозначения сверлильного 3-х кулачкового патрона, типоразмера 10, с присоединительным конусным отверстием В16:
Патрон 10-В16 ГОСТ 8522-79
Патрон 13-В16 ГОСТ 8522-79
Отсчет глубины сверления производится по лимбу, установленному на вале-шестерне. Цена деления лимба – 1 мм подачи сверла.
Конструкция натяжения ременной передачи позволяет быстро менять положение ремня на шкивах для получения нужной скорости резания.
Использование тумбы для установки станка дает возможность для сверления торцов длинных деталей, например валов.
Сверлильный станок 2СС1М позволяет выполнять следующие операции:
- сверление
- зенкерование
- развертывание
- рассверливание
Частота вращения шпинделя зависит от диаметра сверла, установленного в патрон:
- 1..5 мм – 1600 об/мин
- 5..7 мм – 1000 об/мин
- 7,5..13 мм – 600 об/мин
Сверление отверстий больше 6 мм производится с последующим рассверливанием.
С увеличением твердости обрабатываемого материала частота вращения должна быть снижена.
Основные технические характеристики сверлильного настольного станка 2сс1м
Изготовитель – Саратовский завод тяжелых зуборезных станков.
- Максимальный диаметр сверления: Ø 6 мм
- Наибольшая глубина сверления: 70 мм
- Наибольшая высота обрабатываемой детали, установленной на рабочем столе: 250 мм
- Пределы чисел оборотов шпинделя в минуту – (3 ступени) 600, 1000, 1600 об/мин
- Конец шпинделя – В16, наружный укороченный конус Морзе 2 по ГОСТ 9953
- Стандартный сверлильный патрон – Патрон 10-В16 или Патрон 13-В16 по ГОСТ 8522-79
- Мощность электродвигателя: 0,18 кВт
- Масса станка: 53 кг
Конус Морзе инструментальный укороченный
Конус инструментальный – Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
Конус Морзе подразделяется на восемь размеров – от КМ0 до КМ7 (на английском: MT0-MT7, на немецком: MK0-MK7).
Стандарты на конус Морзе: ГОСТ 25557 (Конусы инструментальные. Основные размеры), ISO 296, DIN 228. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому был введён стандарт на девять типоразмеров укороченных конусов Морзе (B7, B10, B12, B16, B18, B22, B24, B32, B45), эти размеры получены удалением более толстой части конуса. Цифра в обозначении короткого конуса — диаметр толстой части конуса в мм.
Российский стандарт на укороченные конуса .
Российский стандарт на сверлильные патроны .
- B7 – конус Морзе КМ0, D = 7,067 мм;
- B10 – конус Морзе КМ1, D = 10,094 мм. Патрон 4-В10 (0,5÷4 мм);
- B12 – конус Морзе КМ1, D = 12,065 мм. Патрон 6-В12 (0,5÷6 мм), Патрон 8-В12 (1÷8 мм);
- B16 – конус Морзе КМ2, D = 15,733 мм. Патрон 10-В16 (1÷10 мм), Патрон 13-В16 (1÷13 мм);
- B18 – конус Морзе КМ2, D = 17,780 мм. Патрон 16-В18 (3÷16 мм);
- B22 – конус Морзе КМ3, D = 21,793 мм. Патрон 20-В22 (5÷20 мм);
- B24 – конус Морзе КМ3, D = 23,825 мм;
- B32 – конус Морзе КМ4, D = 31,267 мм;
- B45 – конус Морзе КМ5, D = 44,399 мм.
Где D – диаметр конуса в основной плоскости.
Безопасность при работе с оборудованием и обслуживание
При эксплуатации сверлильного станка 2М112 следует соблюдать ряд обязательных требований техники безопасности:
- Все подвижные узлы и регулируемые модули имеют жесткие зажимы, исключающие произвольное смещения настроенных положений шпиндельной бабки. Однако перед началом работы их следует проверять на исправность и надежность.
- Запускать двигатель станка следует после надежного закрепления сверла в гильзе шпинделя, а заготовки – в пазах рабочего стола или тисках. Инструментальная головка должна быть закреплена в верхнем положении.
- Станок перед работой должен быть обязательно заземлен (рекомендации по заземлению ищите в паспорте изделия и инструкциях производителя).
- Не следует использовать сверла, которые не соответствуют указанным в рекомендациях производителя параметрам.
- Оператор станка должен работать в спецодежде и защитных очках, чтобы избежать ожогов и повреждений кожи и глаз металлической стружкой.
Работы по техническому обслуживанию должны выполнять как сами операторы сверлильного станка, так и мастера-технологи в соответствии с картой техобслуживания.
Техническое обслуживание – несложный комплекс работ, так как конструкция станка 2М112 проста и надежна, содержит небольшое количество подвижных узлов (требуется минимальная смазка). Тем не менее, следует помнить что:
Место работы до начала сверления и по завершении рабочих операций необходимо очищать от стружки и пыли.
Все рабочие узлы и фиксаторы управляющих механизмов необходимо проверять перед началом работы (ременные передачи, подшипники, муфты, поворотные механизмы)
При необходимости, узлы следует сразу отрегулировать.
Обязательное внимание перед каждым рабочим циклом следует уделять уровню натяжения ремня шкива двигателя и прочности фиксаторов конуса Морзе, чтобы исключить сбой вращения, перегорание двигателя и случайный вылет сверла из зажима.
Смазывать узлы станка следует регулярно и только качественными смазками (машинное масло и солидол, литол – для подшипников)
Важно не забывать менять смазку подшипников в патроне шпинделя не реже одного раза в полгода. При частой смене скоростных режимов двигателя, следует регулярно смазывать регулятор натяжения ремня и фиксаторы шпинделя, а сам шпиндель при постоянной рабочей нагрузке требует чистки и смазки не реже одного раза в два дня
Смазывать узлы станка следует регулярно и только качественными смазками (машинное масло и солидол, литол – для подшипников)
Важно не забывать менять смазку подшипников в патроне шпинделя не реже одного раза в полгода. При частой смене скоростных режимов двигателя, следует регулярно смазывать регулятор натяжения ремня и фиксаторы шпинделя, а сам шпиндель при постоянной рабочей нагрузке требует чистки и смазки не реже одного раза в два дня
Монтаж станка 2М112
После установки на верстак станок выверяется при помощи уровня, устанавливаемого на плите. Отклонение не должно превышать 0.04 мм. на 1000 мм. в обеих плоскостях. Светильник местного освещения станка с лампой 40 Вт должен монтироваться так, чтобы обеспечить расстояние лампы от рабочей зоны станка не более 30 см, при использовании лампы 60 Вт-расстояние не более 35 см.
Указания мер безопасности при работе на станке 2М112
1. Необходимо соблюдать все общие правила техники безопасности при работе на металлорежущих станках. Безопасность труда на станке модели 2М112 обеспечивается соответствием его требованиям ГОСТ 12.2.009-99, ГОСТ Р ЕН 12717-2006, ГОСТ РМЭК60204.1-99, а также следующим, конкретизированным для указанной модели требованиям.
2. Ременная передача привода главного движения снабжена сплошным откидным кожухом, предохраняющим от травмирования при работе. Работа с откинутым кожухом запрещается.
3. Наружные торны шкивов привода главного движения окрашиваются в желтый цвет.
4. На крышке кожуха привода главного движения предусмотрен предупреждающий знак опасности по ГОСТ 12.4.026.-76.
5. Станок оснащен устройством, предотвращающим самопроизвольное опускание шпинделя.
6. На плите, над вводом от сети установлен знак напряжения по ГОСТ 12.4.026-76.
7. Персонал, допущенный к работе и ремонту станка, должен быть соответствующим образом проинструктирован.
8. При подготовке станка к работе проверить: надежность закрепления патрона на конусе шпинделя, закрепления сверла.
9. Требуемое усилие рывка на рукоятках фиксации сверлильной головки и подмоторной плиты в моменты конца зажима или начала разжима не должно превышать 500 Н (50 кгс).
10. Персонал, обслуживающий электрооборудование станка, а также проводящий наладки и ремонт:
а) должен иметь допуск к обслуживанию электроустановок напряжением до 1000В не ниже III группы:
б) знать действующие правила технической эксплуатации и безопасности обслуживания электроустановок промышленных предприятий по ГОСТ 12.1.019-79 и ГОСТ 12.3.019-80:
в) знать принцип работы электрооборудования станка.
11. Для обеспечения безаварийной работы станка, напряжение питающей сети должно быть в пределах 0,9-1,1 от номинального, отклонение частоты от номинального значения ±0,5 Гц.
12. Станок должен иметь надежное заземление.
Качество заземления должно быть проверено внешним осмотром и измерением сопротивления между металлическими частями станка и зажимом для заземления. Сопротивление заземления не должно превышать 0,1 Ом.
13
Категорически запрещается производить ремонтные и наладочные работы при включенном питании!
Электропитание станка подводится через один ввод и подключается через переключатель О.
Внимание!
При отключенном переключателе остаются под опасным напряжением входные контакты переключателя и клемные зажимы.. 14
В станке имеется нулевая защита, исключающая самопроизвольное включение станка.
14. В станке имеется нулевая защита, исключающая самопроизвольное включение станка.
15. Для обеспечения безопасности контактные зажимы, предназначенные для присоединения кабеля от источника питания, защищены крышкой из изоляционного материала.
16. На станке установлена кнопка АВАРИЙНЫЙ СТОП красного цвета, отключающая электрооборудование станка независимо от режима работы.
Проверка действия кнопки АВАРИЙНЫЙ СТОП производится при первоначальном пуске станка.
Категорически запрещается работать на станке при неисправной электрической цепи отключения от кнопки АВАРИЙНЫЙ СТОП.
17. Освещенность рабочей поверхности в зоне обработки в системе комбинированного освещения (общее плюс местное) должна быть ее менее 1000 лк.
Освещенность от светильников общего освещения в зоне обработки должна составлять не менее 300 лк в горизонтальной плоскости.
Основные преимущества
Многолетняя популярность и массовое использование в быту и промышленном производстве станка 2М112 связана с его простой и надежной конструкцией и универсальными техническими характеристиками. Это оборудование отличается:
высокой механической прочностью, износостойкостью и долговечностью эксплуатации;
- длительными сроками безремонтной эксплуатации и высокой ремонтопригодностью (модули можно просто заменять по мере износа);
- высоким качеством и износостойкостью конструктивных элементов (в основном – стальные детали);
- способностью выдерживать серьезные температурные перепады и загрязненность воздуха;
- выносливостью и большой продолжительностью непрерывного рабочего цикла;
- возможностью обработки изделий и деталей из разных материалов;
- простотой управления и настройки;
- неприхотливостью в уходе и техническом обслуживании;
- «вертикальной» конструкцией, небольшим весом и компактными габаритами (можно устанавливать в небольших помещениях и легко перемещать с места на место).
Следует также отметить оптимальным сочетанием качества, производительности и стоимости, которое важно при выборе сверлильного станка. Европейское оборудование того же класса, обычно, дороже, а китайское уступает по качеству, надежности и производительности
Вертикально-сверлильные станки
Предприятия «Электротехмаш» поставляют на отечественный рынок металлообрабатывающего оборудования сверлильные станки, представленые на рис. 2, технические характеристики которых приведены в табл. 1.

Настольные сверлильные станки и сверлильные станки на колонне предназначены для сверления отверстий в различных материалах диаметрами ..32 мм, в зависимости от модели. Настольные станки устанавливают на верстаке и крепят к нему болтами. Вращение шпинделя передается от электродвигателя клиноременной передачей. Конструкция рабочего стола обеспечивает возможность поворота вокруг горизонтальной оси на угол 45 влево и вправо.
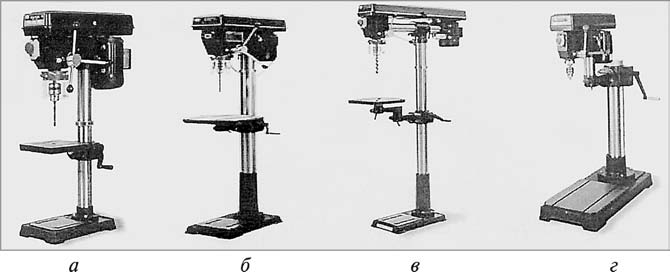
Рис. 2. Сверлильные станки моделей: а — ЭТМ4116; б — ЭТМ4119; в — ЭТМ3116; г — ЭТМ3119
Таблица 1. Сверлильные станки «Электротехмаша»
| Параметры | Модели станков | |||
| ЭТМ 4116 Q | ЭТМ4116 | ЭТМ 4119 | ЭТМ 4119М | |
| Максимальные, мм: диаметр сверления | 16 | 16 | 20 | 20 |
| высота заготовки | 254 | 330 | 356 | 356 |
| Размер патрона, мм | 3…16 | 3…16 | 3…16 | 3…16 |
| Ход шпинделя, мм | 60 | 80 | 80 | 80 |
| Частота вращения шпинделя, мин–1 | 210…2580 | 210…3340 | 120…3000 | 140…3600 |
| Количество скоростей шпинделя | 12 | 16 | 16 | 16 |
| Общая высота станка, мм | 840 | 960 | 980 | 1630 |
| Мощность, Вт | 450 | 550 | 650 | 650 |
| Напряжение | 220 | 220 | 220 | 380 |
| Масса станка, кг | 37 | 53 | 70 | 80 |
Пользуются повышенным спросом вертикально-сверлильные станки промышленной группы «АСВ-Техника» (рис. 3, табл. 2).
Таблица 2. Технические характеристики вертикально-сверлильных станков
| Модель | Диаметр сверления, мм | Расстояние от шпинделя до плиты, мм | Вылет шпинделя, мм | Частота вращения шпинделя, мин–1 | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗИМ445-01 | 6 | 250 | 170 | 1500…15 000 | 0,18 | 635x395x920 | 80 |
| 2М112 | 12 (патрон 16) | 400 | 200 | 450…4500 | 0,55 | 795x370x950 | 120 |
| 2С125 | 25 | 1210 | 320 | 90…1400 | 1,3 | 800x500x2050 | 450 |
| 2С132 | 50 (М33) | 1000 | 300 | 31,4…4000 | 4,0 | 1105x850x3000 | 1200 |
| ЗИМ449 резьбонарезной | М8 | 240 | 220 | 520…790 | 0,55 | 760x380x660 | 80 |
| 2С132Л | 50 (М33) | 750 | 300 | 31,5…4000 | 4,0 | 1080x1470x3000 | 1400 |
Универсальный вертикально-сверлильный станок модели 2С50 предназначен для обработки деталей из различных конструкционных материалов в условиях единичного и мелкосерийного производства. Имеющийся на станке преобразователь частоты предназначен для преобразования одноили трехфазного напряжения с постоянной частотой 50 Гц в трехфазное напряжение переменной частоты в диапазоне 0,2…400 Гц. Это свойство преобразователей частоты делает возможным их широкое применение для бесступенчатого регулирования скорости асинхронных электродвигателей, главного движения для вращения шпинделя, что позволяет вести обработку различных материалов с максимально выгодными режимами резания. Станок модели 2С50 позволяет выполнять операции сверления, зенкерования, зенкования, растачивания, нарезания резьбы метчиками.
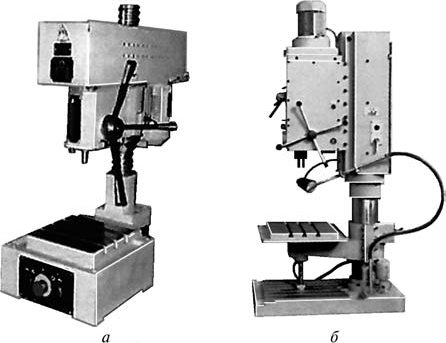
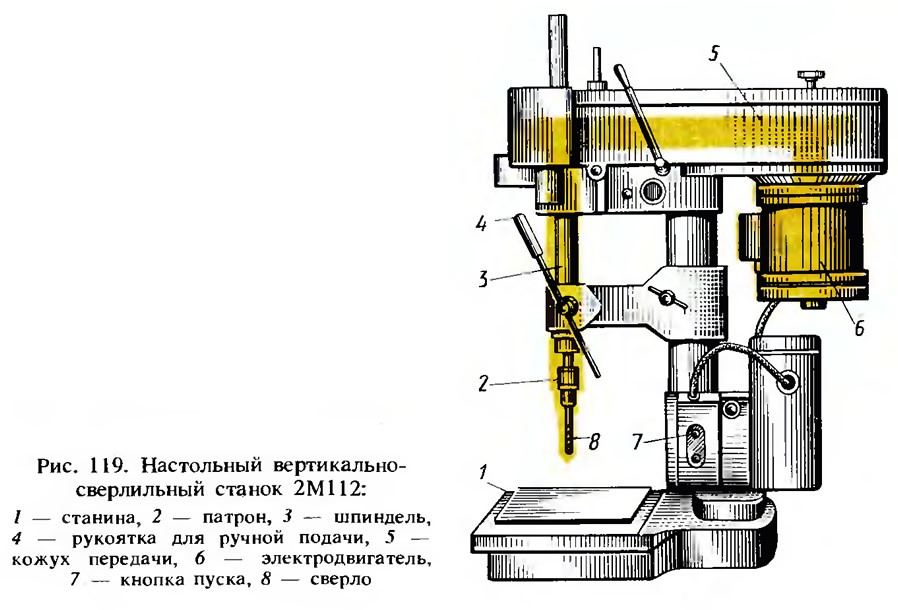
Рис. 3. Вертикально-сверлильные станки моделей: а — 2М112; б — 2С132Л
Технические характеристики станка 2С50
| Диапазон сверления в стали, мм | 3—50 (60)** |
| Диапазон нарезаемой резьбы | М3—М33 |
| Размер рабочей поверхности подъемного стола, мм | 500 500 |
| Количество Т-образных пазов | 3 |
| Ширина Т-образного паза | 18Н12 |
| Наибольшее расстояние от торца шпинделя до стола, мм | 750 |
| Подъем стола, мм | 300 |
| Расстояние от оси шпинделя до колонны, мм | 300 |
| Конус шпинделя | Морзе 4 (5)* /Мorse 4 (5)* |
| Перемещение пиноли шпинделя, мм | 250 |
| Количество частот вращения шпинделя | Регулирование бесступенчатое |
| Диапазон частот вращения шпинделя, мин–1 | 0…4000 |
| Крутящий момент, не более, Н · м | 400 |
| Осевое усилие на шпинделе, не более, Н | 15 000 |
| Количество механических подач шпинделя | 9 |
| Диапазон механических подач шпинделя, мм/об | 0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
| Мощность двигателя главного движения, кВт | 4 |
| Установочное перемещение сверлильной головки, мм | 170 |
| Наибольшая масса заготовки, кг | 600 |
| Наибольшая высота заготовки, мм | 600 |
| Масса станка, кг | |
| с упаковкой | 1500 |
| без упаковки | 1200 |
| Габаритные размеры, мм: с упаковкой | 1350x1100x2560 |
| без упаковки | 870 1110 2500 |
*— опция. ** — при минимальных подачах и оборотах.





