

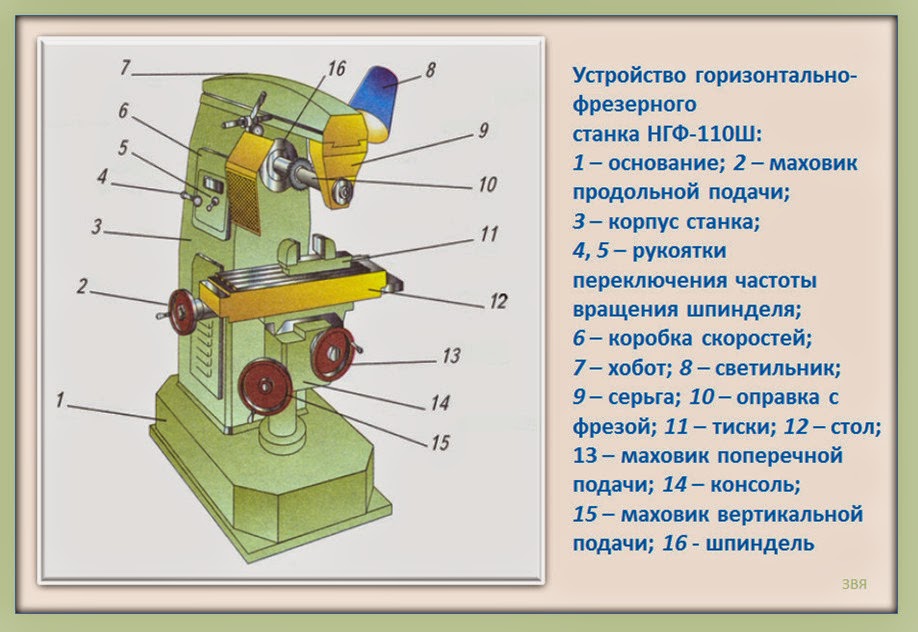
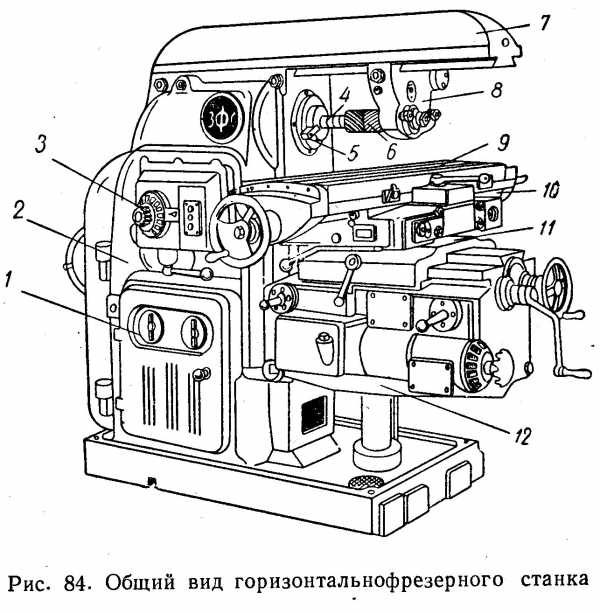
Горизонтально-фрезерные устройства
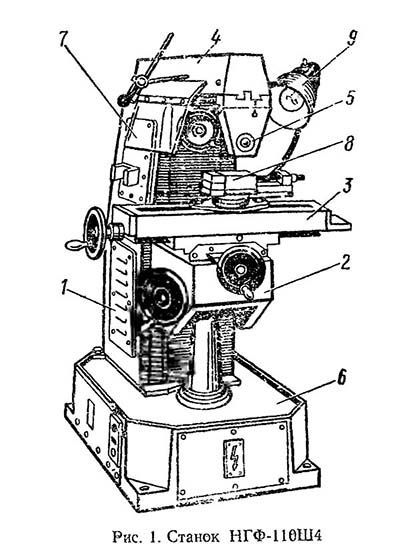
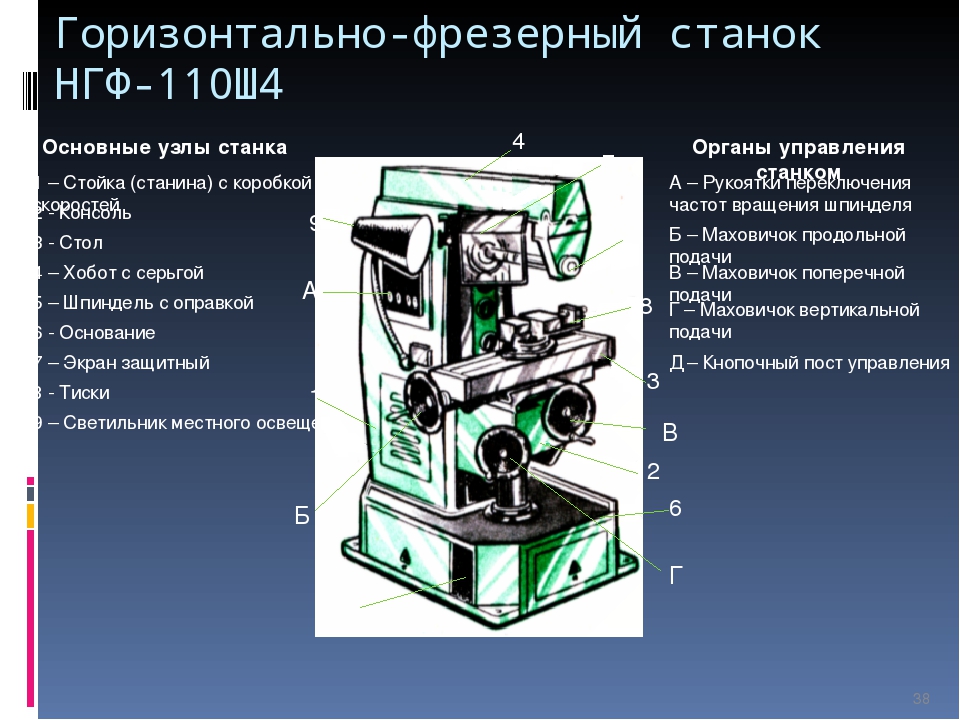
Этот тип служит для обработки деталей небольших диаметров, и он имеет шпиндель горизонтального расположения. Такая конструкция разрешает обработку винтовых, фасонных, а также горизонтальных и вертикальных поверхностей, углов и пазов. Работы осуществляются при помощи цилиндрических и дисковых, концевых, угловых, торцевых, фасонных фрез. Обработка заготовки, для которой потребуется винтовое движение или деление, допустима при применении добавочных устройств.
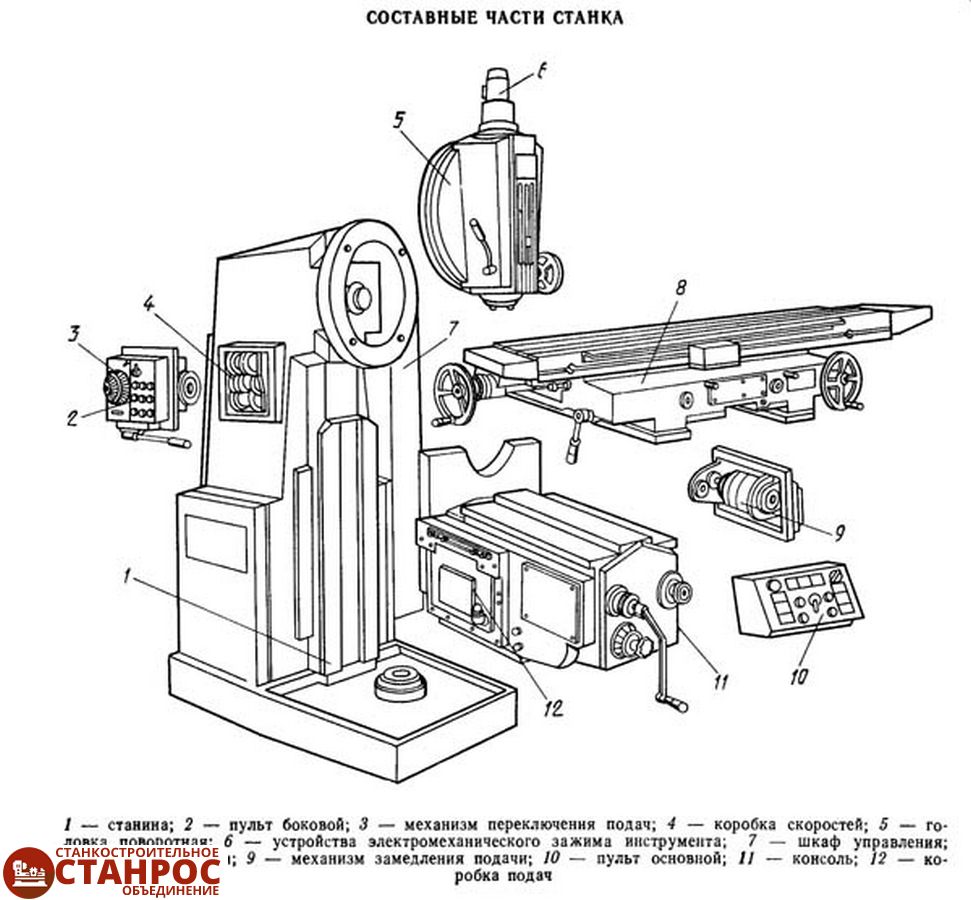
Особенность, которая его отличает, возможность двигать стол перпендикулярно и параллельно шпиндельной оси. Все узлы, которые важны поставлены на станине, внутри которой располагается коробка скоростей и шпиндельный узел. На консоли располагается коробка подач, а консоль двигается по вертикальным направляющим. Хобот с серьгами служит для поддержания оправки с инструментами.
Производители станков
 Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Одним из известных производителей токарных станков является акционерное общество TRENS (Словакия). Особенность этой компании — изготовление оборудования качественной обработки и высокой точности. По требованию заказчика производитель может внести изменения в конструкцию станка. Оборудование доступно в обслуживании и эксплуатации.
Лидером европейских производителей металлорежущих станков, в том числе вертикально-фрезерных, является завод TAJMAC — ZPS (Чехия). Завод имеет своё литейное производство, что даёт предприятию независимость от внешних факторов. Качество обработки и высокая технологическая характеристика изготавливаемого оборудования позволяет использовать производимую заводом продукцию не только в машиностроении, но и в ракетостроении, энергетики, авиационных предприятиях.
Липецкое станкостроительное предприятие выпускает фрезерные станки российского производства. Достоинство этого сравнительно молодого предприятия в том, что они самостоятельно изготавливают узлы оборудования, а это значительно снижает стоимость, не уменьшая качества.
Основные технические характеристики
Основное отличие фрезерных операций и предназначенного для этого оборудования — количество координат, в которых одновременно обрабатывается поверхность. Для описания технологических свойств фрезерных станков служат следующие параметры:
- точность выполнения операций;
- максимальные перемещения по координатам;
- режимы и скорость подач;
- режимы резания и нагрузки;
- наличие механизированной смены инструмента;
- возможность установки дополнительного оборудования;
- потребляемая мощность.
Каждая из этих характеристик влияет на общую конструкцию станка. Итоговые параметры сочетают в себе компромисс между основными характеристиками.
Область применения
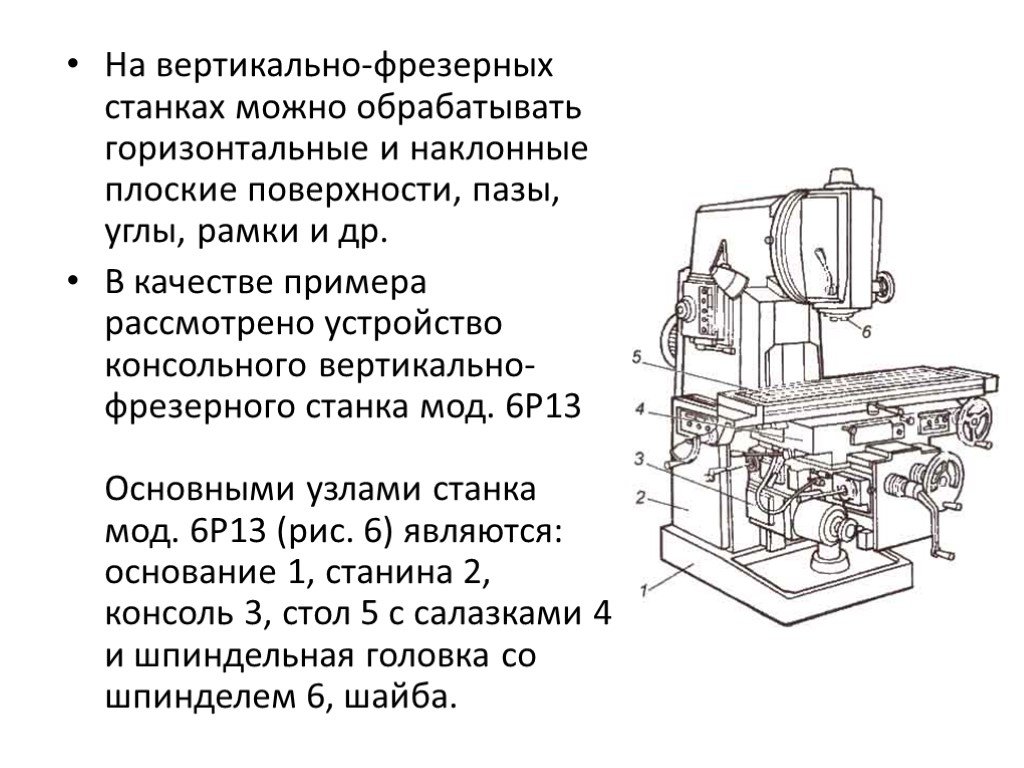
Станок 6Р13 предназначен для выполнения фрезерных, сверлильных и расточных работ по чугуну, стали, цветными металлам, некоторым видам пластмасс и др. Он допускает обработку поверхностей, расположенных в вертикальной и горизонтальной плоскостях, под углами до 45 градусов, в пазах и криволинейных элементах профиля при помощи фрез:
- торцевых;
- концевых;
- цилиндрических;
- радиусных;
- других типов.
Станок выпускается Горьковским заводом фрезерных станков (ГЗФС) с 1972 года и получил широкое распространение как на территории бывшего СССР, так и за ее пределами. Известен своей надежностью, неприхотливостью к условиям работы и качеству обслуживания, высоким качеством исполнения.

Модели и характеристики консольно-фрезерных станков
Рассмотрим основные модели консольно-фрезерных станков. Основным критерием различия станков представленного типа служит ширина стола станка.
В зависимости от ширины стола, станки делятся на следующие группы:
- консольно-фрезерные станки малых размеров с шириной стола 200 мм. Станки используют для обработки деталей малых размеров. Представленные модели: горизонтальные 6М80Г, универсальные 6М80, вертикальные 6М10;
- консольно-фрезерные станки с шириной стола 250 мм. В данной категории представлены следующие модели станков: горизонтально-фрезерные 6Р81Г, универсальные фрезерные 6Р81, вертикально-фрезерные 6Р11;
- консольно-фрезерные станки с шириной стола 320 и 400 мм. Представленные модели: горизонтально-фрезерные 6Р82Г, 6Р83Г, универсально-фрезерные 6Р82, 6Р83 и вертикально фрезерные 6Р12 и 6Р13. В данных моделях увеличен продольный ход стола;
- консольно-фрезерные станки с шириной стола 500 мм. Модельный ряд: горизонтально-фрезерный станок 6Н84Г и вертикально-фрезерный станок 6Н14.
Станок консольно-фрезерный 6Т12
Фрезерный станок 6Т12 представляет собой модернизированный аналог вертикально-фрезерного станка 6Р12.Основные операции станка: обработка различных видов поверхностей и наклонных плоскостей, пазов и пресс-форм.
Станок консольно-фрезерный 6Т12 оборудован мощным приводом и обладает жесткой конструкцией, благодаря чему становится возможным использование самых разнообразных видов фрез:
- торцевых;
- угловых;
- цилиндрических;
- фасонных.
Поворотная головка шпинделя станка позволяет обрабатывать отверстия, расположенные под углом до 40о к поверхности стола.
Преимущества конструкции консольно-фрезерного станка 6Т12 заключаются:
- в механизированном креплении оснастки в шпинделе;
- в наличии предохранительной муфты привода подач, предохраняющей узлы станка от перегрузок и механизма пропорционального замедления подачи.
Станок 6Р82
Согласно классификации станочного оборудования, станок 6Р8 относится к горизонтально-фрезерному типу. Одной из основных особенностей станка является поворотный стол, способный разворачиваться вертикально вдоль своей оси, перпендикулярно оси шпинделя. Шпиндель станка не имеет возможности перемещаться.
Основные характеристики станка 6Р82:
- шпиндель станка имеет 12 режимов вращения;
- Размеры рабочего стола: ширина 320мм, длина 1250мм. Предельно допустимая нагрузка на поверхность стола составляет 250кг. Стол способен перемещаться в поперечном направлении на 250мм, в продольном направлении на 800мм;
- наличие блокирующих устройств ручной и механической подачи;
- раздельная блокировка включения подач;
- мощность основного двигателя составляет 7,5кВт, частота вращения 1460об/мин.
Станок 6Р12
Станок 6Р12 способен обрабатывать вертикальные, горизонтальные и наклонные поверхности. Характерной особенностью вертикально-фрезерного станка 6Р12 является наличие пинольного вертикального шпинделя. Такая конструкция шпинделя позволяет проводить обработку наклонных отверстий, расположенных под углом до 450 по отношении к плоскости рабочего стола станка.
Основные характеристики станка:
- размеры рабочего стола станка составляют 1250мм в длину и 320мм в ширину;
- частота вращения шпинделя – от 40 до 2000об/мин;
- количество подач – 22;
- выход пиноли – 7мм;
- предельные значения продольной и поперечной подачи – 12,5 – 1600мм/мин;
- количество передач шпинделя – 18;
- ход рабочего стола станка составляет 420мм в вертикальном направлении, 250мм. в поперечном направлении и 800мм в продольном направлении.
Широкоуниверсальный консольно-фрезерный станок 6К82Ш
Широкоуниверсальный консольно-фрезерный станок 6К82Ш отличают достаточно компактные размеры и простота настройки его рабочих узлов. С его помощью можно проводить работы по фрезерованию поверхностей, а также сверлить, зенкеровать и развертывать отверстия.
Рабочие параметры представленного станка:
- рабочий ход стола составляет 400 мм. в вертикальном направлении, 850 мм. в продольном направлении и 250 мм. в поперечном направлении;
- мощность двигателя вертикального шпинделя составляет 2,2 кВт, горизонтального шпинделя – 5,5 кВт. Мощность двигателя подач равна 1,5 кВт;
- Количество подач – 16;
- размеры рабочего стола станка: ширина 320 мм, длина 1250 мм.
Современные вертикально-фрезерные станки
Несмотря на неоспоримое преимущество внедрения ЧПУ все же производят вертикально-фрезерные станки с механическим управлением, к примеру, JET JVM-836 TS. При их проектировании и производстве используется современное оборудование, что позволило добиться высокой точности позирования всех элементов конструкции, ее жесткости, а это благоприятно повлияло на показатель возможной точности, достигаемой при фрезеровании. Кроме этого практически все элементы конструкции стали работать от электрических приводов. Исключением можно назвать приводы подачи стола и шпинделя, которые ставят механического типа (однако проводится их дублирование электрическим приводом для возможности задания постоянной величины подачи).
Отдельное внимание заслуживают варианты исполнения с ЧПУ, к примеру, станок Haas TM-2. Применение современных технологий позволило сделать практически весь процесс автоматизированным (после ввода программы и закрепления заготовки, до ее снятия не требуется вмешательство оператора)
Описание подобных фрезерных комплексов включает следующие характеристики:
- Работа на высоких скоростях вращения шпинделя, использование больших показателей подачи, движение шпинделя в двух плоскостях, высокая скорость позиционирования вместе с автоматизацией процесса позволяют получить высокоточные детали за минимальное время.
- Сложная система подачи СОЖ и удаление стружки из зоны резания.
- Максимальная защита окружающих.
- Возможность фрезерования по сложным траекториям.
Если рассматривать вопрос достоинств и недостатков, характеристики современных фрезерных станков по металлу при вертикальном расположении шпинделя, стоит указывать определенные модели, так как у них много различий и описание имеет различное содержание. Единственными их общими недостатками, которые присущи практически всем вариантам исполнения, можно считать высокую стоимость и малый гарантируемый срок эксплуатации, а при возникновении неполадок найти специалиста крайне сложно (при этом стоимость ремонта также может быть высокой).


https://youtube.com/watch?v=fHfVo7HsetE
В заключение отметим, что приведенный фрезерный станок по металлу в этом пункте, несмотря на свою сложную конструкцию, относится к вертикально-фрезерной группе, так шпиндель расположен в вертикальной плоскости. Стоимость этой модели около 50 000 $, она способно создавать готовые детали с одним перебазированием, то есть заготовка один раз должна быть перестановлена так, чтобы можно было обработать поверхность, которая при предыдущем этапе фрезерования была основанием.
Обработка кромки — работа с шаблоном
Обработку кромки обычной доски проще и быстрее проводить на рейсмусе, но если его нет, ручной фрезер тоже справится, вот только займет это больше времени. Есть два способа: без шаблона и с шаблоном. Если это первый опыт работы с фрезером — лучше использовать шаблон. При обработке кромок досок нужны прямые кромочные фрезы, причем, скорее всего, понадобятся две — с подшипником в начале и в конце режущей части (на фото).

Для обработки кромки — сделать ровную поверхность
В качестве шаблона можно использовать уже обработанную доску или, например, строительное правило. Длина шаблона должна быть немного больше длины заготовки — на 5-6 радиусов фрезы с каждой стороны. Это даст возможность избежать «нырка» фрезы в материал в начале и в конце. Один важный момент: горизонтальная плоскость (перпендикулярная обрабатываемой) должна быть ровной. В всяком случае ее кривизна не должна быть больше, чем зазор между подшипником и режущей частью, иначе фреза будет задевать шаблон, а это очень нехорошо — он становится неидеальным и нанесенные неровности отобразятся на других копиях.
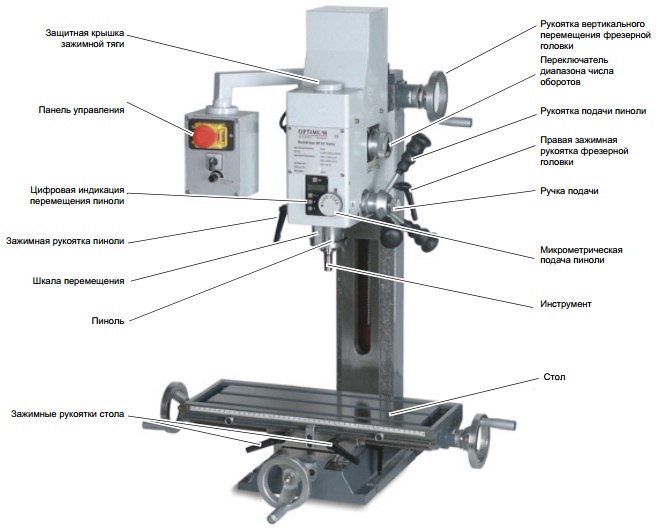
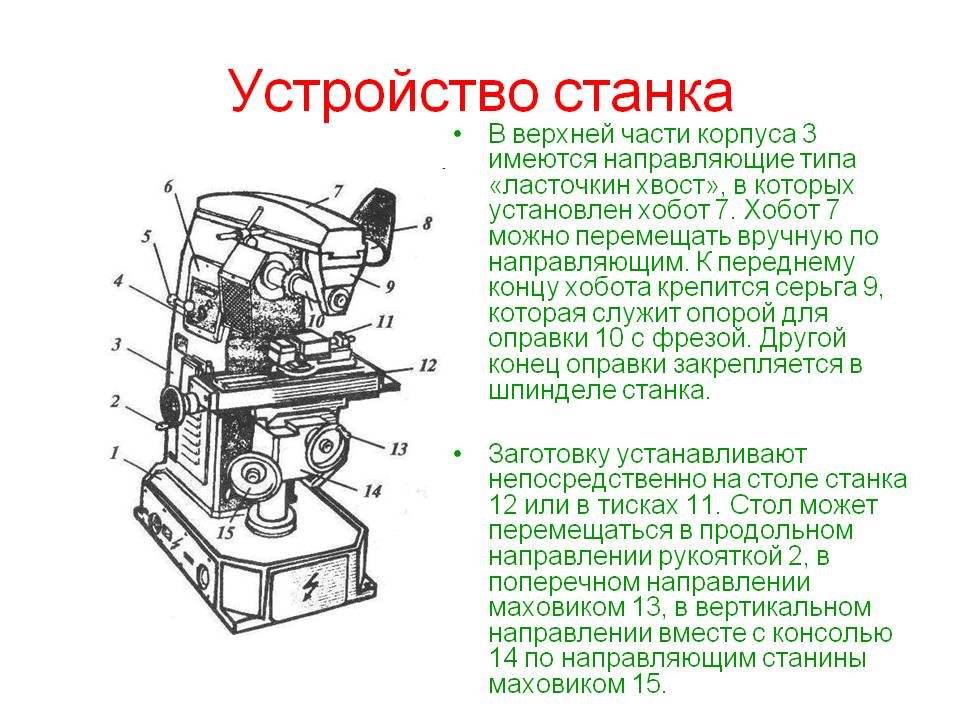
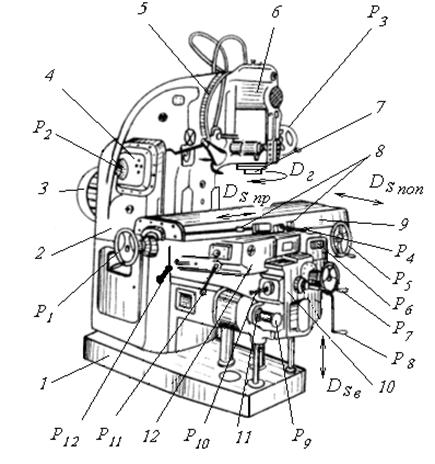
Устройство
Прежде чем начинать работать с промышленным оборудованием нужно изучить устройство фрезерных агрегатов. Оно состоит из нескольких элементов:
- Станина. Литое основание, которое гасит вибрации работающего двигателя. На станине закрепляются остальные элементы фрезера. Компактные машины оборудуются колёсиками для удобного перемещения по мастерской.
- Рабочий стол. Оборудуется системой зажима заготовок для изменения угла наклона рабочей поверхности.
- Направляющие. По ним передвигается рабочий стол во время работы с деталью.
- Шпиндель. Основной элемент оборудований, который передаёт энергию вращения на фрезу. Находится в верхней части станка.
- Консоль. Второе название — несущая балка. Она удерживает рабочий стол, направляющие.
- Коробка переключения передач.
Фрезерные машины могут быть оборудованы консолью или продаваться без неё. Усовершенствованные модели комплектуются системой ЧПУ, что позволяет увеличить эффективность производственного процесса.
Что нужно учесть при выборе оборудования?
Выбирая оборудование следует учесть ряд характеристик, особенно если речь идет о покупке домашнего станка. Приборы, использующиеся в промышленных целях, обычно подбираются группой специалистов.
Размер заготовок
Домашний станок не в силах обрабатывать большие детали максимально быстро. Его функциональность ограничена. Для начала потребитель оценивает, с какими деталями по конфигурации по размеру он будет работать. Обычно небольшой настольный прибор с горизонтальным столом удовлетворят потребности в иссечении обычных заготовок. А вот если нужно обточить коленвал, тормозные диски, необычный уголок потребуется устройство с вертикальной осью.
Универсальные фрезерные станки выбирают те, у кого домашняя мастерская. С числовым управлением — слишком трудные для самостоятельного использования.

Мощность
Мощность, которую показывает фрезер, принято считать эффективностью работы. Но учитывать стоит не только то, сколько и за какое время деталей сделано, а и возможности подключения. Не все домашние приборы подключатся к сети 380 В, что характерно для промышленных линий. Для самостоятельного использования избавляются варианты мощностью 220 В, которые избавят вас от протягивания дополнительного кабеля.
Диаметры сверления
Диаметры сверления напрямую определяются используемыми видами инструментов. Некоторые из резервных станков, особенно те, что относят к годам производства до 1990 не оснащены возможностью замены на инструменты другого производителя. Современное же оборудование позволяет вставлять инструментарий другой компании, что дает широкое поле для работы. Диаметр сверления — важная характеристика для домашнего станка.

Вес
Фрезерные станки на производстве имеют вес от 2-2,5 тонн, могут быть вариации в меньшую или большую сторону. Понятно, что для использования дома такие не подойдут, даже если вы поставите их в гараж. Сейчас продаются мини варианты, при помощи которых начинающий и опытный мастер проводит работы по металлу. Весят они от 300 килограмм. Конечно, вес напрямую определяет функциональность. На самом маленьком по весу выточить можно только небольшие детали, ведь используются маломощные конструктивные узлы.
Несущая система станка
Это неотъемлемая часть, без которой не будет обеспечено правильное расположение узлов станка относительно друга инструмента и заготовки, к которым приложены разные силовые и температурные воздействия. Под несущей системой понимают совокупность таких деталей, как стойки, станины, основания, столы, шпиндельные бабки и тд.
Требования:
- Точность изготовления всех ответственных поверхностей базовых деталей;
- Постоянство формы и размеров в ходе эксплуатации;
- Жесткость несущей системы;
- Виброустойчивость;
- Теплоустойчивость.
Ввиду большого разнообразия форм базовых деталей они делятся по типу на группы:
- Брусья;
- Пластины;
- Коробки.
В качестве материала часто выбирают чугун, но если есть повышенные требования к износостойкости направляющих, то применяют модифицированный чугун. Но они не подходят для деталей сложной формы.
Стальные детали применяют, если конструкция изготавливается сваркой. Чугун уступает стали в упругости почти в 2 раза, поэтому при той же жесткости удается сэкономить до 50 % материала.
Железо-бетон обычно применяют в качестве конструкционного материала в тяжелых станках. Снижается металлоемкость.
1. Станины и стойки фрезерных станков представляют собой корпусные отливки коробчатой формы с ребрами жесткости и служат для размещения основных узлов станка. На станинах выполняют литые или накладные направляющие для перемещения узлов.
Форма поперечного сечения горизонтальных станин определяется:
- требованиями жёсткости;
- расположением направляющих;
- условиями удаления стружки и СОЖ;
- положением резервуаров, механизмов и тд.
Рисунок 5.Основные профили горизонтальных станин
Такие профили (рис. 5) применяются:
- если есть необходимость отвода стружки и СОЖ, обладает пониженной жесткостью по сравнению со станинами, имеющими замкнутый профиль;
- если стружку нужно выводить вниз;
- если нужно располагать механизмы, использовать как резервуар для масла;
- в тяжелых многосуппортных станках.

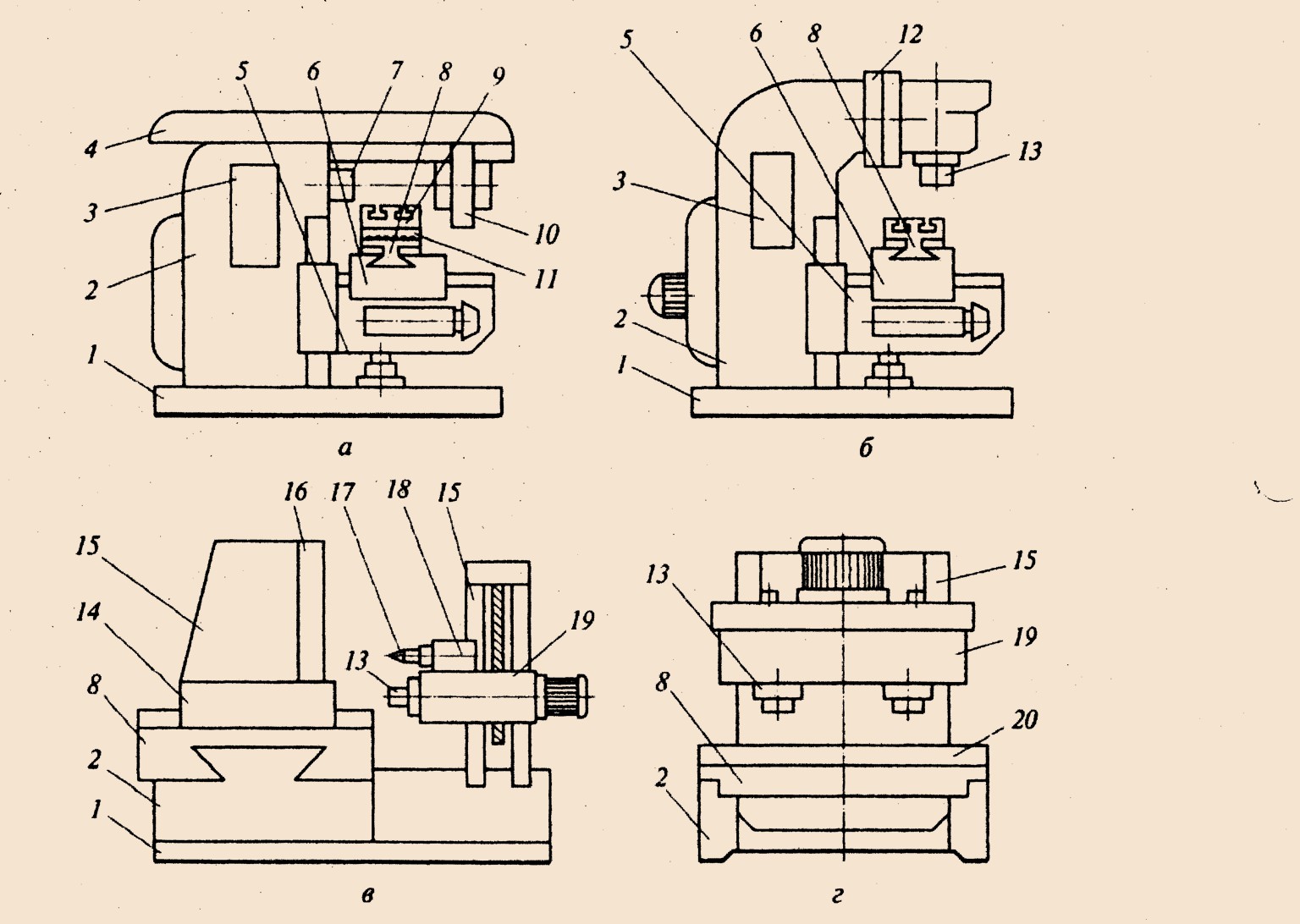
Рисунок 6. Форма сечения вертикальных станин
а) если необходимо обеспечить поворот узлов относительно оси стойки (радиально-сверлильные станки).
б) стойка, испытывающая нагрузки в плоскости симметрии (например, вертикально-сверлильные станки) (h/b≈2…4):карусельные станки (h/b≈3…4); продольно-фрезерные (h/b≈2…3);
в) если нагрузка пространственная (фрезерные, расточные и др. станки), то профиль делают близким к квадрату, что обеспечивает повышенную жёсткость на пружине. h/b≈1




Увеличение жёсткости стоек добиваются с помощью поперечных и продольных рёбер. У большинства станков момент сил, действуют сверху, поэтому стойки выполняют расширяющиеся книзу хотя бы в одной плоскости.
2.Плиты служат для повышения устойчивости станков с вертикальными станинами. Конструктивно плиты выполняют в виде пластины с системой стенок и рёбер или двух пластин, скрепленных стенками и рёбрами. Высота плит не должна быть меньше 1/10 длины плиты.
3. Коробчатые базовые детали (шпиндельные бабки, коробки передач, коробки подач, фартуки и т.п.) чаще имеют форму параллелепипеда, реже цилиндрическую форму (многошпиндельные токарные автоматы).
4. Базовые детали типа суппортов и салазок предназначены для перемещения заготовки или инструмента и имеют обычно две системы направляющих.
Конструктивные формы суппортов и салазок определяются
1) формой и расположением направляющих;
2) конструкцией регулирующих элементов;
3) конструкцией механизма привода;
4) требованием к размерам по высоте.
5. Столы служат для поддержания и перемещения заготовок при обработке:
— подвижные, которые имеют одну систему направляющих, т.е. перемещаются в одном направлении;
— неподвижные для поддержания заготовки (радиально-сверлильные, протяжные станки);
Подвижные столы могут быть:
— консольные (вертикально-сверлильные, поперечно-строгальные станки);
— плоские прямоугольной формы (фрезерные, продольно-фрезерные, шлифовальные станки);
— круглые (карусельные, зуборезные станки).
На карусельных станках стол называют планшайбой.
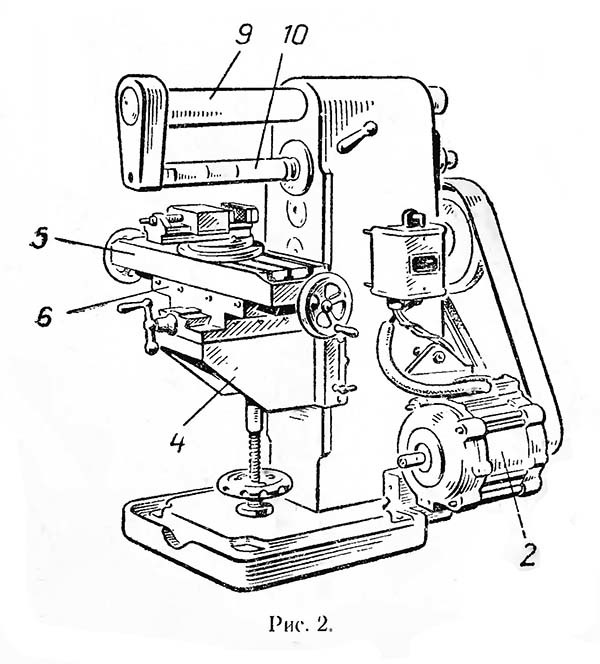
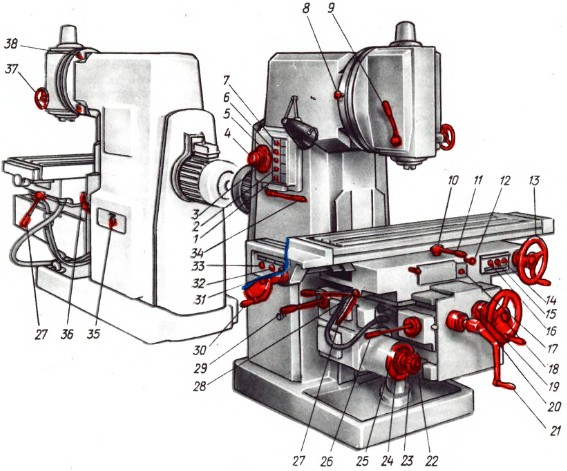
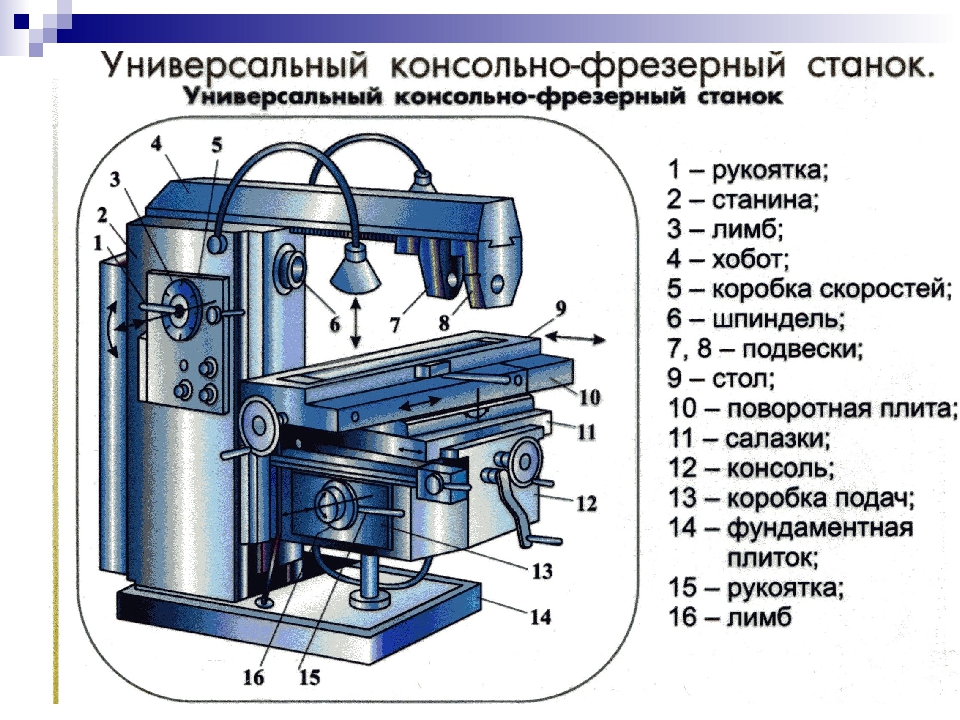
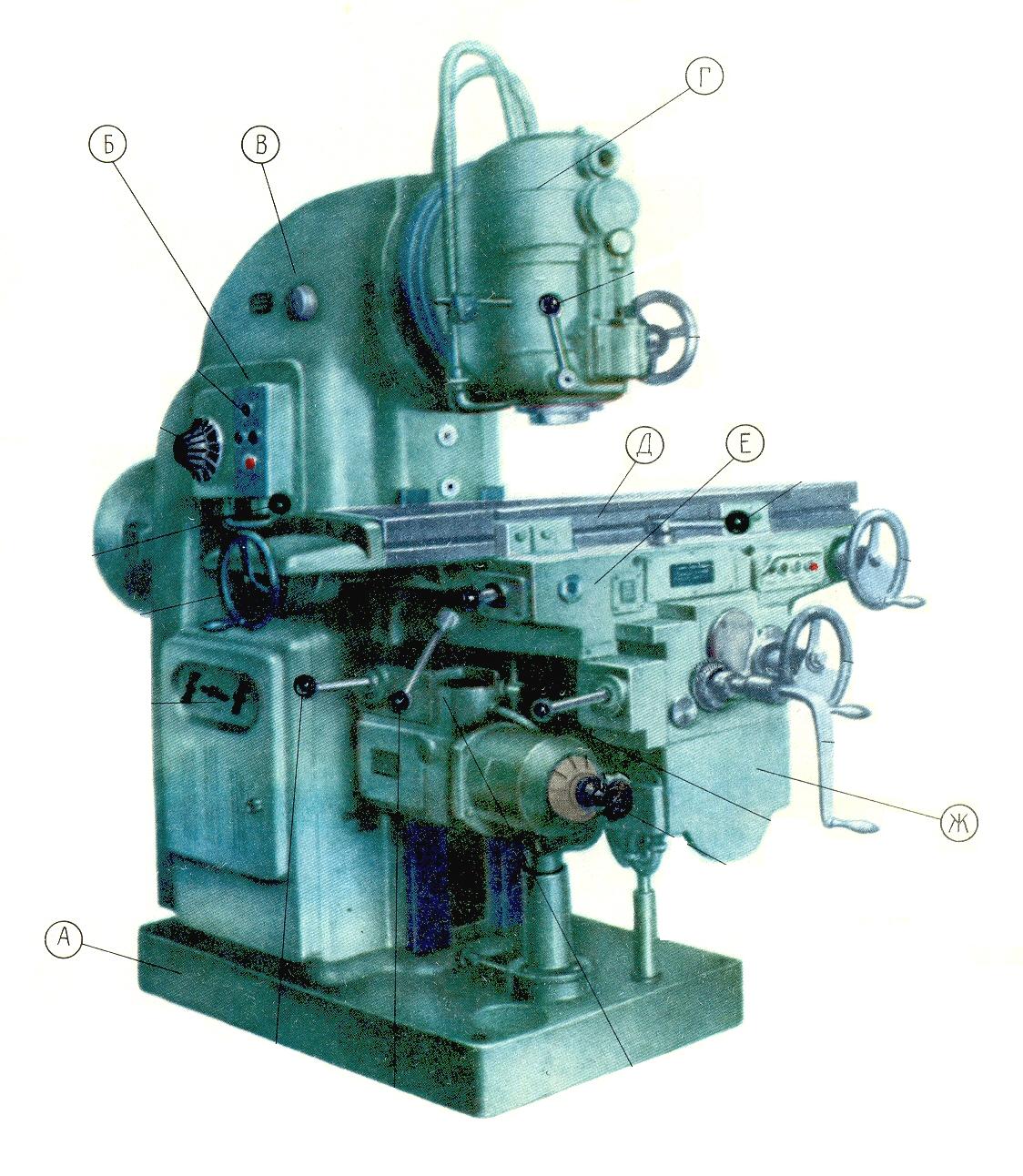
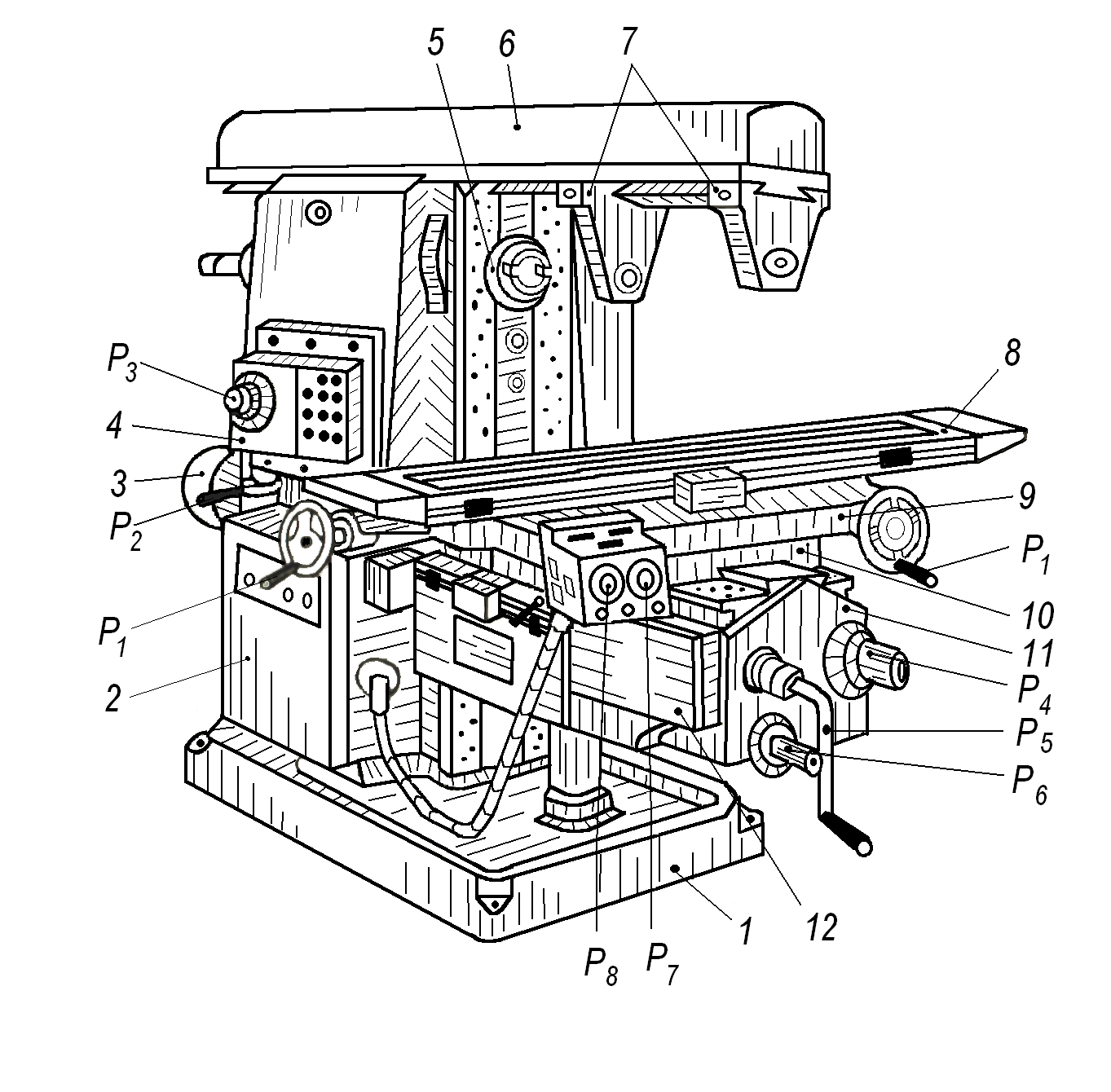
Универсально-фрезерные
Металлообрабатывающие станки такого типа, имеют шпиндель, размещенный горизонтально и предназначаются для резки сравнительно небольших по размеру и весу заготовок. Подобное оборудование производит резку деталей инструментами различного типа: дисковых, цилиндрических, угловых, концевых, фасонных и торцевых. Такие станки, вне зависимости от выбранной модификации, позволяют обрабатывать поверхности металлических заготовок вертикально, делать горизонтальные фаски и винтовую нарезку, пазы и углы в деталях. При необходимости дополнительных операций, связанных с делением или винтовым перемещением заготовки под кромкой фрезы, действия выполняются вручную, с применением дополнительного оборудования, которое закреплено на столе.
При выборе таких моделей нужно учесть, что их конструкция достаточно сложная. Основные механизмы расположены на станине, с расположенным внутри корпуса узлом шпинделя и коробкой передач. Оправка с режущим инструментом, удерживается хоботом с подвесками. Консоль с коробкой передач механизма, перемещается по вертикальным направляющим. Поворотный механизм, предназначающийся для разворотов стола вокруг оси на 45 гр., расположен на салазках направляющих консоли. Благодаря такому инженерному решению, стол с закрепленной деталью, может направляться по отношению к режущей кромке инструмента по металлу горизонтально, под любым углом.
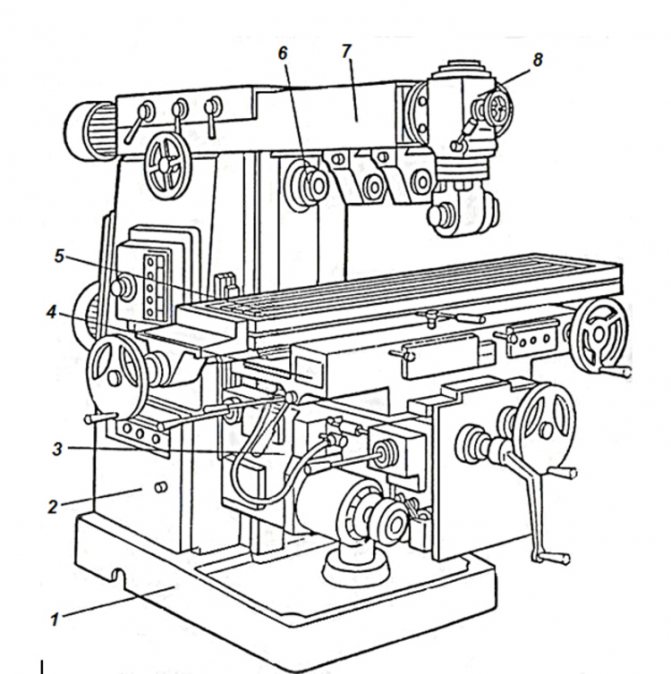
Горизонтально-фрезерные
Такой тип, является одним из самых распространенных. Этот вариант очень простой в практической работе и техническом уходе. Представляет собой станину механизма с горизонтальным шпинделем, на котором располагается фреза, коробку передач и стол, перемещающийся горизонтально, вертикально и перпендикулярно. Станки подобного типа не только простые, они еще и надежные – что дает возможность выбрать их в качестве оборудования для любой ремонтной мастерской.

Горизонтальный фрезерный станок
Широкоуниверсальные
Эти фрезерные станки имеют дополнительную головку шпинделя, находящуюся на подвижном хоботе. Благодаря такому инженерному решению, режущий инструмент можно разворачивать под любым углом по отношению к детали в двух разных плоскостях. Подобные изделия способны обеспечивать резку металла как раздельно, так и одновременно, двумя шпинделями с установленным инструментом. Большую степень универсальности таким станкам по металлу, придает монтаж накладной фрезерной головки, которая устанавливается на поворотной. Подобный вариант станков по металлу позволяет не только фрезеровать заготовку, но и сверлить, зенкеровать или растачивать деталь, поэтому достаточно часто входят в список рассматриваемых при выборе оборудования.
В модификациях станков, консоли нет, вместо нее по направляющим станины передвигается каретка, позволяющая крепить стол и вспомогательное оборудование. Такое оборудование является универсальным, его выбирают для обработки металла на экспериментальных предприятиях и инструментальных цехах.
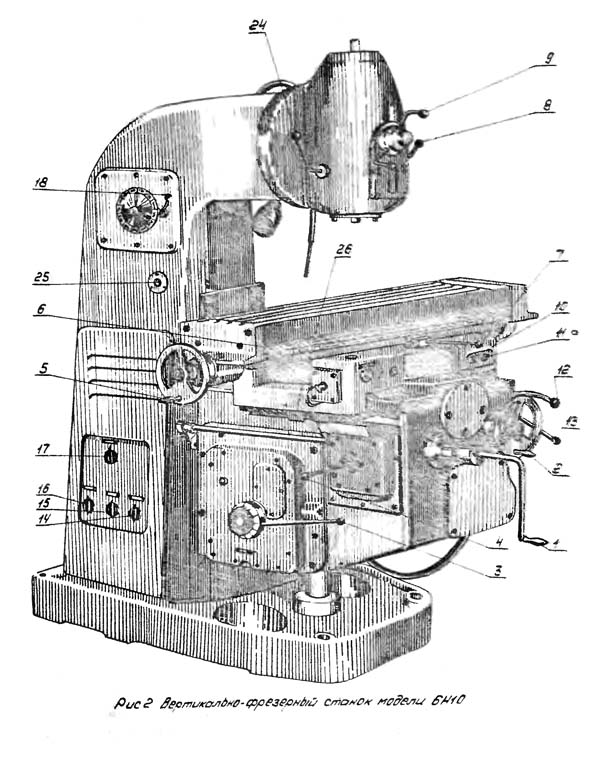
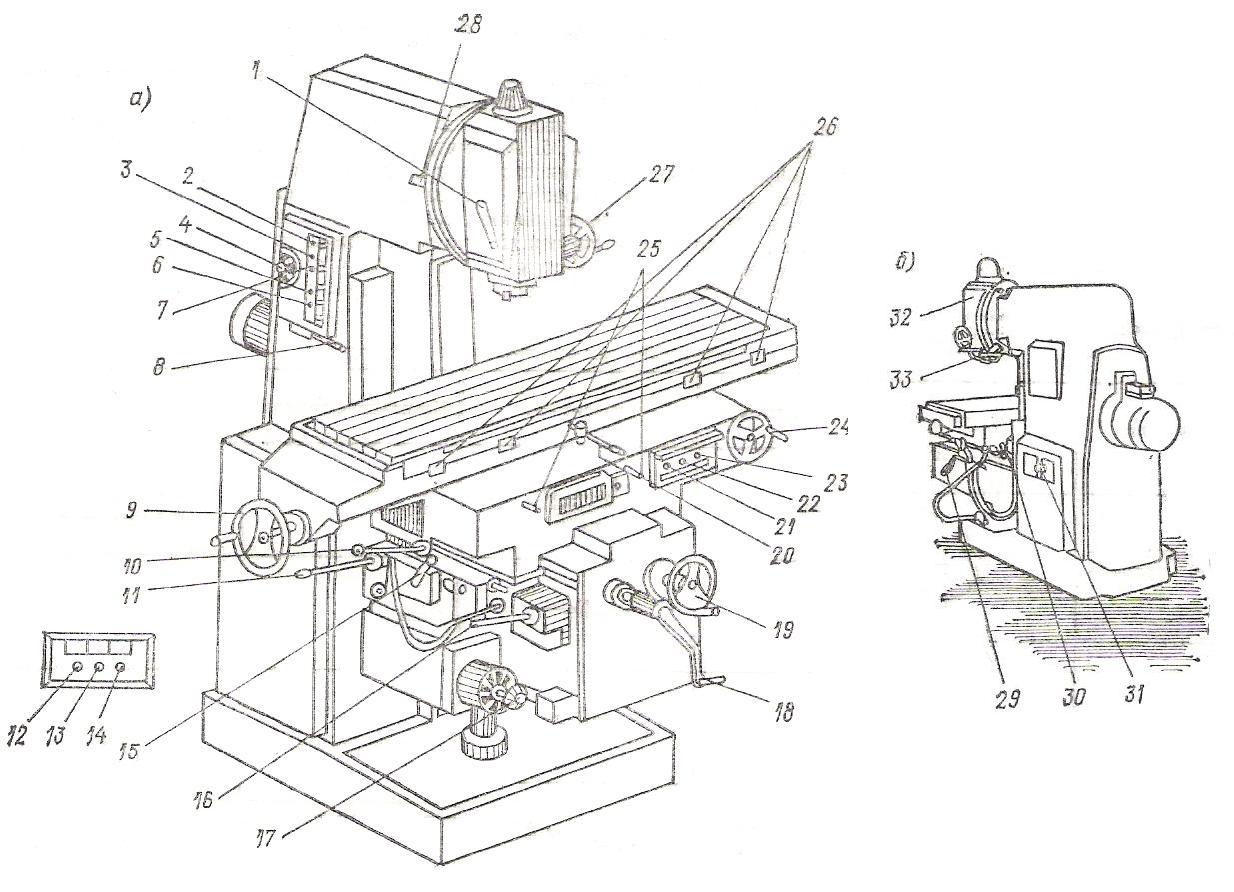
Вертикальные консольно-фрезерные
Эти станки по металлу, в отличие от предыдущих образцов, имеют вертикальное размещение шпинделя. Некоторые модификации позволяют смещать вдоль оси шпиндель и делать его горизонтальные повороты, что существенно расширяет функции станка. Фреза вставляется в специальный конус в оправке. Фрезерование металла на таких станках, может производиться не только за счет подъема стола, но и с помощью вертикальных операций режущим инструментом. Благодаря использованию специальной оправки, обработку изделий на оборудовании такого типа можно производить и дисковыми фрезами.

Вертикальный фрезерный станок
Бесконсольные станки
Такие станки по металлу дают возможность заниматься фрезерованием вертикальных, горизонтальных, наклонных поверхностей и пазов и было сконструировано для работы по металлу на заготовках крупных габаритов и значительного веса. На таких станках, консоли нет, перемещение салазок и стола осуществляется по направляющим станины, закрепленной в фундаменте.

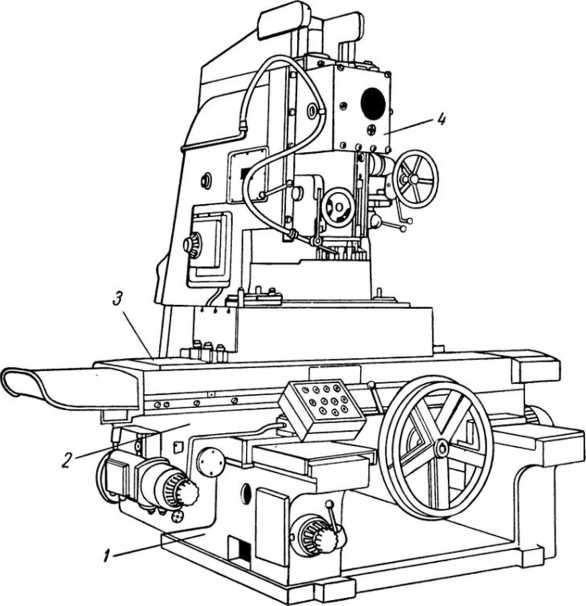
Благодаря инженерному решению, конструкция фрезерного оборудования, обладающего высокой жесткостью, дает возможность производить резку металла с большей точностью, чем станки консольного типа и обрабатывать крупногабаритные заготовки с большой массой. На таких станках, шпиндельная головка, которая является одновременно и коробкой передач, передвигается по направляющим. Шпиндель с гильзой перемещается по оси для установки на нужный размер.

Бесконсольный фрезерный станок
Поставщики и производители консольно-фрезерных станков
В списке производителей консольно-фрезерных станков можно отметить такие компании, как:
- ООО «Станконова» специализируется на производстве и модернизации металлообрабатывающих станков с 2003 года;
- ООО «РСПК» (Рязанская станкостроительная производственная компания) – профильные направления: производство, продажа, обслуживание и ремонт станков;
- ООО «ДЗФС» (Дмитровский завод фрезерных станков) является одним из самых известных станкостроительных отечественных предприятий;
- ООО «ЛССП» (Липецкое станкостроительное предприятие) занимается производством высокоточного оборудования.
Среди поставщиков консольно-фрезерных станков можно выделить компании: «RuStan», «Росфрезер», «Темп».
Современные консольно-фрезерные станки демонстрируются ведущими компаниями на ежегодной выставке «Металлообработка» в Москве.
Токарно-фрезерные станкиСверлильно-присадочные станкиПрокатные станки





