

Металлы для производства станины и их основные свойства
Из какого материала делают станины станков? Традиционно основными материалами для изготовления станин различного оборудования служили металлы и их сплавы.
Учитывая общую тенденцию к снижению массы и габаритов оборудования и повышению их эффективности, перед прогрессивными материалами открываются широкие перспективы.
Для станин легких и средних станков такая замена проходит опережающими темпами. Для тяжелого оборудования значительная часть функций станин переходит к армированному современными материалами железобетону фундамента.
Однако для высоконагруженных станков и производственных комплексов, таких, как прокатные станы, тяжелые прессы, кузнечные станки и сталелитейное оборудование, специальные марки чугуна по-прежнему вне конкуренции.
Его уникальная способность выдерживать большие статические нагрузки, высокая прочность направляющих и коррозионная стойкость выгодно отличают чугун от конкурирующих материалов. Чугунные сплавы с шаровидным графитом, модифицированные с помощью цериевых присадок, обладают такими же эксплуатационными характеристиками, как сталь и существенно дешевле в производстве.
Обработка станин на универсальном оборудовании
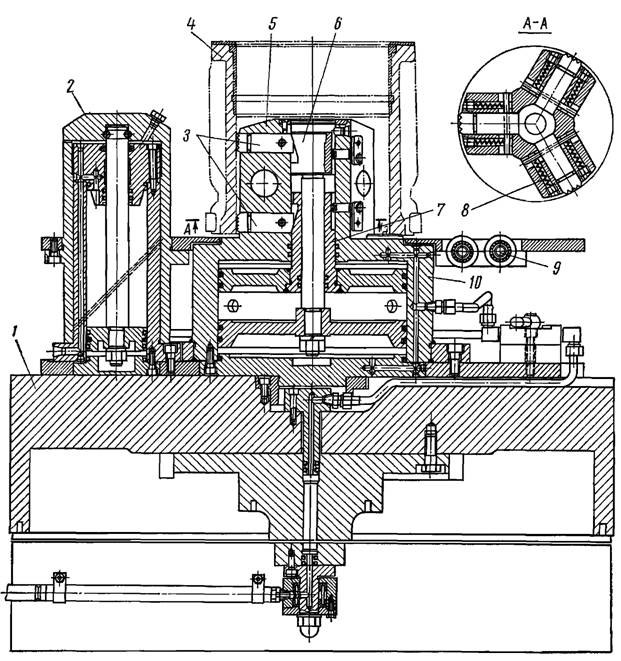
В условиях индивидуального и серийного производства станины обрабатываются на универсальном металлорежущем оборудовании. Обработка замковых поверхностей отверстия под пакет статора производится у станины на токарно-револьверных станках. За базу при обработке лучше принимать наружную поверхность станины, так как в этом случае после расточки центрального отверстия толщина стенок станины будет одинаковой. Но это не всегда возможно. Наличие ребер на наружной поверхности станины и ее несимметричная форма затрудняют крепление станины при обработке. Поэтому за базу при обработке на первой операции часто принимается отверстие станины. На рис. 3-13 показано пневматическое зажимное приспособление для обработки станин на карусельном станке. Закрепляется оно на столе 1 станка. Включением пневмоцилиндров 2 (всего их два, второй на рисунке не показан) поднимается загрузочный стол-рольганг 9 на высоту, несколько большую корпуса оправки 5. Станина 4 с помощью рольганга устанавливается над оправкой. При опускании рольганга с помощью пневмоцилиндров станина находит на оправку. Закрепляется она в разжим шестью кулачками 3, расположенными под углом 120° один к другому. Кулачки перемещаются конусными срезами внутренних оправок 6 и 7 при их передвижении от двойного пневмоцилиндра 10. Пружинами 8 кулачки всегда прижаты к срезам оправок. Обработанные поверхности станины на рисунке заштрихованы. По окончании обработки подачей сжатого воздуха в среднюю часть пневмоцилиндра внутренние оправки перемещаются навстречу друг другу, кулачки пружинами отводятся в исходное положение и станина освобождается. Для съема со станка станина рольгангом поднимается вверх и по роликам рольганга передвигается к краю, а затем подъемником или вручную (в зависимости от веса) снимается. Для обработки второй замковой поверхности и растачивания отверстия под пакет железа статора станина базируется по замку, обработанному в первой операции. Приспособлением для этой операции служит оправка, представляющая собой диск с приваренными к нему шестью незакаленными стальными кулачками. Во избежание биения посадочной поверхности оправки кулачки ее обтачиваются непосредственно на станке после того, как оправка установлена и закреплена на столе станка. Диаметр заточки обрабатывают до такого размера, чтобы обеспечить небольшой натяг при установке станины на оправку. Отрицательным в такой технологии является совмещение в одной операции черновой и чистовой обработок.  Рис. 3-13. Пневматическая оправка для обработки станин на карусельном станке Из-за неравномерных припусков заготовок подвижные механизмы станка разрабатываются, между их деталями увеличиваются зазоры, кроме того, за счет попадания окалины и песка при обработке литья трущиеся части быстро изнашиваются. Поэтому получить высокий класс точности и чистоты, которые должны иметь обработанные поверхности станины, трудно. Кроме того, при снятии большого припуска металла возникают значительные усилия резания, требующие прочного крепления станины при обработке. Жесткость же станин часто оказывается недостаточной для восприятия усилий закрепления и резания без деформации. Поэтому посадочные поверхности, будучи круглыми при закреплении станины на станке, оказываются овальными после снятия станины со станка.
Рис. 3-13. Пневматическая оправка для обработки станин на карусельном станке Из-за неравномерных припусков заготовок подвижные механизмы станка разрабатываются, между их деталями увеличиваются зазоры, кроме того, за счет попадания окалины и песка при обработке литья трущиеся части быстро изнашиваются. Поэтому получить высокий класс точности и чистоты, которые должны иметь обработанные поверхности станины, трудно. Кроме того, при снятии большого припуска металла возникают значительные усилия резания, требующие прочного крепления станины при обработке. Жесткость же станин часто оказывается недостаточной для восприятия усилий закрепления и резания без деформации. Поэтому посадочные поверхности, будучи круглыми при закреплении станины на станке, оказываются овальными после снятия станины со станка. 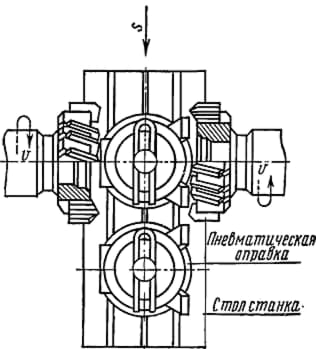 Рис. 3-14. Схема фрезерования лап и клеммовой коробки на продольно-фрезерном станке Для обеспечения точности изготовления станин, предусмотренной чертежом, необходимо обработку станин разделять па черновую и чистовую и выполнять ее на различных станках. После обработки посадочных поверхностей фрезеруют опорные поверхности лап и клеммовую коробку, сверлят отверстия, нарезают резьбы. Лапы и клеммовую коробку фрезеруют одновременно на двухшпиндельном продольнофрезерном станке (рис. 3-14). Отверстия сверлят на радиально-сверлильных станках через кондукторы.
Рис. 3-14. Схема фрезерования лап и клеммовой коробки на продольно-фрезерном станке Для обеспечения точности изготовления станин, предусмотренной чертежом, необходимо обработку станин разделять па черновую и чистовую и выполнять ее на различных станках. После обработки посадочных поверхностей фрезеруют опорные поверхности лап и клеммовую коробку, сверлят отверстия, нарезают резьбы. Лапы и клеммовую коробку фрезеруют одновременно на двухшпиндельном продольнофрезерном станке (рис. 3-14). Отверстия сверлят на радиально-сверлильных станках через кондукторы.
Устройство деревообрабатывающего токарного станка
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.
На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
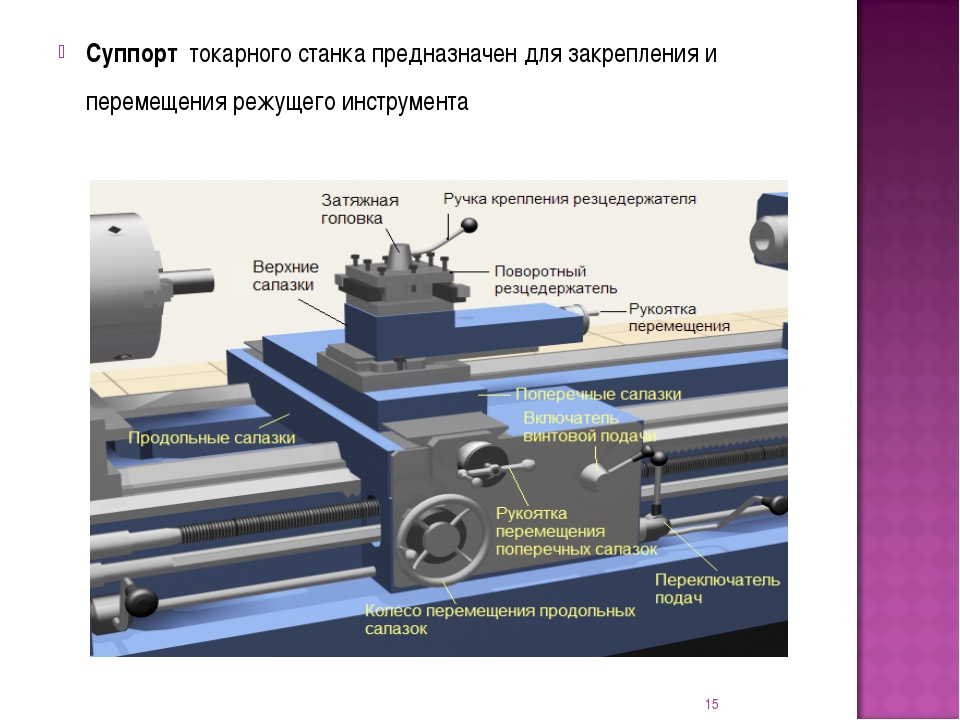
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.
Старые советские модели станков по дереву и металлу
Советское оборудование все еще эксплуатируется на производстве. Некоторые принципиально предпочитают оборудовать домашние мастерские агрегатами из СССР.
Важно!
На советское оборудование иногда проблемно найти оснастку или комплектующие в случае поломки.
Токарно-винторезный станок ИТ-1М
Станок облегченного типа предназначался для наработки практики в мастерских. Позволяет обрабатывать цилиндрические заготовки снаружи, сверлить и растачивать, нарезать резьбу. В настоящее время снят с производства.
Токарно-винторезный станок ТВ-6
Появился на рынке в 80-х годах. Применяется в основном для обучения будущих токарей в мастерских и учебных центрах. Позволяет выполнять базовые операции.
Характеристики:
- Диаметр шпинделя — 12 мм.
- Частота вращения шпинделя — 130-170 об./мин.
- Расстояние между центрами — 350 мм.
- Максимальная длина обработки — 300 мм.
Токарные станки Универсал 2 и Универсал 3
Настольные станки для изготовления мелких деталей. Возможно выполнение большинства токарных работ. Максимальный диаметр и длина заготовки — 12,5 см и 18 см.
Токарный станок ТШ-3
Выполняет функцию точильного и шлифовального агрегата. Пригоден к эксплуатации в домашней мастерской и промышленных целях. Кроме классических токарных работ, агрегат пригоден для финишной шлифовки изделий и заточки режущих, а также слесарных инструментов.
1Е61М, 1Е61ПМ, 1Е61ВМ токарно-винторезные станки
Относятся к специальным станкам, обеспечивающим более высокую точность обработки. Все три модификации относятся к токарно-винторезной группе с высотой над центрами 175 мм.
Диаметр обрабатываемого прутка не превышает 32 мм. Максимальное расстояние перемещения суппорта составляет 200 мм.
Токарно-винторезный станок 1М63Н
Многофункциональный агрегат, предназначенный для выполнения всех типов токарных операций. Данная модель позволяет также работать с коническими поверхностями и нарезать многозаходные резьбы.
Буква Н в маркировке говорит о способности получить размеры нормальной точности. Возможна установка дополнительной оснастки при работе с крупногабаритными заготовками.
Токарно-револьверный станок 1341
Станок револьверной группы позволяет выполнять обработку с использованием нескольких инструментов одновременно. Доступные операции:
- Обработка наружных и внутренних поверхностей.
- Нарезка резьбы.
- Сверловка, зенкование, развертывание.
- Работа с фасонными поверхностями.
Обработка выполняется в автоматическом и полуавтоматическом режиме. Возможно изготовление деталей из прутка и штучных заготовок.




Токарно-винторезный станок 1Н65
Усовершенствованная модификация агрегата 1М65. Возможна обработка цилиндрических и конических деталей, а также сложных фасонных поверхностей.
Технические характеристики:
- Высота центра над станиной и суппортом — 500 и 325 мм.
- Диаметр шпинделя — 128 мм.
- Максимальный вес заготовки — 5 т.
- Максимальный диаметр заготовки в кулачках — 870 мм.
Токарно-винторезный станок 1М63
Разработан в 50-х годах для обработки заготовок из разного металла. По тем временам это был агрегат с уникальными характеристиками, и его закупали крупные промышленные предприятия. Он обеспечивал высокое качество и точность обработки при точении изделий любой сложности.
Станок токарно-винторезный 1А616
Агрегат выпущен в 50-х годах прошлого века. В ту эпоху технические характеристики были одними из лучших. На многих предприятиях станок успешно используется по сей день.
Оборудование предназначено для широкого спектра работ с небольшими заготовками. Буква А говорит про особо высокую точность обработки. Возможно нарезание модульной, дюймовой, питчевой резьбы без перестройки кинематики.
Токарный школьный станок ТВ-4
Разрабатывался для обучения токарному делу в школьных мастерских и учебных центрах. Универсальный станок, пригодный для выполнения базовых токарных операций. Имеет небольшой вес и габариты, из-за чего пользуется популярностью в домашних мастерских.
Токарный станок по металлу Школьник ТВ-7
Станок с ручным управлением, предназначен для обработки заготовок 100-300 мм. Поддерживает четыре скоростных режима. Позволяет выполнять базовые операции — наружное точение, расточка, нарезка метрической резьбы, обработка торца, сверление отверстий. Назначение — практическое обучение будущих токарей.
Настольный токарный станок по металлу ТВ-16
Станок с малыми габаритами для выполнения операций средней сложности. Доступно сверление отверстий, нарезка резьбы, наружное точение, расточка.
Параметры:
- Расстояние между центрами — 250 мм.
- Максимальный диаметр заготовки над станиной — 160 мм.
- Диаметр отверстия шпинделя — 18 мм.
- Мощность — 0,4-0,5 кВт.
Что такое станина
Станина — это основа конструкции станка. На нее крепятся все остальные подвижные и неподвижные детали и узлы. Через нее механизм опирается на фундамент. Станина воспринимает на себя все усилия, возникающие при воздействии инструмента на заготовку. От определенных точек на станине, выбранных началом координат, отсчитываются перемещения движущихся частей станка. В нее входят такие компоненты, как:
- корпусные элементы;
- поперечные, продольные и вертикальные крепления и ребра жесткости;
- направляющие.
Станина – наиболее долгоживущая часть станка, рассчитанная на все время его эксплуатации. Двигатели, привода и рабочие органы могут много кратно заменяться по мере износа, направляющие лишь подвергается периодическому ремонту. Направляющие служат для продольного, поперечного или вертикального перемещения подвижных узлов механизма.
Направляющие бывают двух видов:
- незамкнуты, применяемые при обработке деталей большой и средней массы и небольших опрокидывающих моментах;
- замкнутые, используются при средних массах деталей и значительных опрокидывающих моментах.
Подвижные узлы могут перемещаться, скользя по направляющим, либо использовать роликовые или шариковые опоры.
Кроме передачи, распределения и компенсации усилий, станина также должна быть способной гасить колебания различной частоты, возбуждающиеся в механизме во время его работы.
Принципы выбора
При выборе металлорежущего станка нужно учитывать некоторые факторы:
- Систему управления.
- Габариты, вес установки.
- Возможность выполнять одну или несколько технологических операций.
Преимущества и недостатки
У металлорежущего оборудование есть ряд сильных, слабых сторон. Преимущества:
- Автоматизация рабочего процесса при наличии ЧПУ.
- Высокая точность обработки металла.
- Высокая производительность.
- Надежность, долговечность.
Недостатки:
- Необходимость установки системы охлаждения.
- Трудности починки.
- Наличие опыта в настройке ЧПУ.
Важно внимательно следить за рабочим процессом, чтобы снизить риск получения травмы, браковки детали. Точность резки металла
Точность резки металла
Производители и стоимость
Среди производителей металлорежущих станков выделяют:
- Калибр — Россия.
- Энергомаш — Россия.
- Jet — Россия.
Цена зависит от типа, размера, производительности, наличия дополнительных функций, системы управления. Стоимость стандартного промышленного металлорежущего оборудования начинается от 500 000 рублей.
Виды станин станков
Различают два основных вида изделия:
- горизонтальные опоры;
- вертикальные стойки.
Для горизонтальных их форма и сечение выбираются исходя из следующих факторов:
- оптимальное размещение узлов и деталей;
- автоматизированное или ручное удаление стружки и других отходов производства;
- минимальные помехи для подведения передач и коммуникаций к двигателям, приводам, рабочим органам;
- отведение охлаждающей жидкости и стружки;
- обеспечение расчетных показателей прочности, жесткости, вибропоглощения и шумоподавления;
При проектировании вертикальных стоек максимальное внимание уделяют их жесткости. Для этого выбирают наилучшую форму сечения, комбинируя полые объемы со сплошным литьем, вводя дополнительные стенки, перегородки и ребра жесткости
При проектировании люков и ревизий, через которые осуществляется диагностика и техническое обслуживание механизмов, приходится достигать компромисса между удобством сервисных работ и требованиями сохранения жесткости.
Для станин более легких станков становятся доступны и прямоугольные, и даже треугольные сечения.
Станины также разделяются на монолитные и сборные, состоящие из нескольких отдельно отливаемых и обрабатываемых деталей, которые соединяются в единое целое разъемными либо неразъемными соединениями.
Основные конструктивные элементы
Универсальное назначение предполагает использование таких узлов:
- Коробку подач.
- Суппорт.
- Шпиндель.
- Спереди и сзади есть так называемые бабки.
- Станину.
Стоит рассмотреть более детально все узлы, составляющие агрегат.
Станина
В число базовых компонентов включают станину, выступающей основой для движения суппорта, задней бабки. Станина – опорная часть для обеих бабок. У самой станины есть определённые детали, включающие две балки из стали. Соединение между деталями обеспечивается поперечными рёбрами жёсткости. У каждой из балок – соединение к двум направляющим.
- С каждой из сторон направляющие относятся к призматической группе.
- Направляющая плоской формы внутри находится с левой стороны.
У станины есть левая и правая сторона, на первой фиксируют переднюю бабку. Справа находится задняя разновидность детали. Регулировка проще при движениях вдоль станины. Точность обработки деталей обеспечивают, если направляющие сохраняют параллельное положение друг по отношению к другу.








Передняя и задняя бабка
Фиксировать заготовку в обработке, передавать на неё вращение, чьим источником выступает электрический двигатель – основное назначение у передней бабки. Одна часть конструкции принимает вращение от другой благодаря шпинделю, находящемуся внутри корпусной части бабки. Рукоятки регулировки скорости монтируют на корпусе снаружи.
Шпиндельные частоты вращения регулируются без проблем.
Деталь справа опирается на бабку сзади. Можно использовать различные вспомогательные инструменты для установки в станок:
- Развёртки.
- Метчики.
- Свёрла, и так далее.
При скоростном нарезании у современных станков предпочтение отдают вращающимся центрам. В случае с тяжёлой работой предпочтительнее стандартный вариант.
На станине монтируют специальную опорную плиту. Это место крепления корпусов бабок, вне зависимости от того, какая группа инструментов используется. У конструкции есть передний конец, где монтируют посадочное гнездо – здесь устанавливают центр, инструмент для работы. Проведение регулировки предполагает использование оси и поперёк корпуса бабки. Благодаря этому время обработки даже пологих корпусов становится минимальным.
Шпиндель
В любом токарно-винторезном станке шпиндели относятся к главным деталям. Такое название получила разновидность полого сварного вала. Коническое отверстие располагается на торце этой части конструкции. Такая полость у шпинделя понадобится, чтобы установить пруток, который помогает потом выбивать центр из посадочного места при необходимости.
Монтаж на подшипниках скольжения характерен для станков стандартных моделей. Но подшипники качения отличаются повышенной жёсткостью, поэтому их чаще устанавливают в оборудование, для которого важна скорость.
Устройство способно нормально функционировать, только если во время вращения шпинделя нет люфта. Иначе колебания передаются самой детали, из-за чего точность обработки снижается. Сохранит ли узел выносливость в ходе эксплуатации – зависит от качества исполнения подшипников, надёжности узлов.
Коробка подач
У коробки подач несколько основных узлов:
- Две гитары.
- Трензель.
- Ходовой вал.
- Ходовой винт.
Гитара нужна для получения хода с необходимой частотой, трензель – регулирует направление подачи. Есть специальный фартук, внутри которого расположены специальные механизмы. При их движении рабочий инструмент начинает последовательно перемещаться. Энергию при вращении передаёт ходовой вал. Некоторые модели станков снабжаются упрощёнными реверсными механизмами, а не стандартными коробками подач. При таких обстоятельствах корректировке подвергают направление, куда движется ходовой вал.
Строение суппорта
Предназначение суппорта – корректировка положения у резцедержателей, отвечающих за фиксацию рабочего инструмента. Работают в трёх плоскостях – поперёк и вдоль, с определённым углом наклона. У суппортов по сравнению с другими деталями большие габариты. В него входит нижняя плита, выступающая местом монтажа салазок, кареток. Вверху ставят части, идущие поперёк. Это место монтажа поворотной части суппорта.
Чем дольше станки эксплуатируются –тем меньше точность, с которой регулируют суппорт. Боковые направляющие со временем страдают от зазоров. Но можно провести простой ремонт, чтобы избавиться от этой проблемы. Он заключается в подтягивании специальной клиновой планки.
Разбираемся в устройстве токарного оборудования
Ещё до появления быстроходных электрических машин токарные станки по дереву уже были. Вращение можно было на шпиндель передать от шкива ремнями. Большое колесо вращали даже вручную. Токарный станок из дрели, с приводом от электрического мотора стал быстроходным, но принцип работы, изобретённый несколько веков тому назад, остался прежним. На массивной сварной раме с продуманным надёжным креплением установка может обрабатывать даже мягкий металл – медь, алюминий и подобные сплавы.
Для обработки дерева и пластика можно сделать простую конструкцию, которую легче припрятать в укромный уголок даже в квартире.
” alt=””>
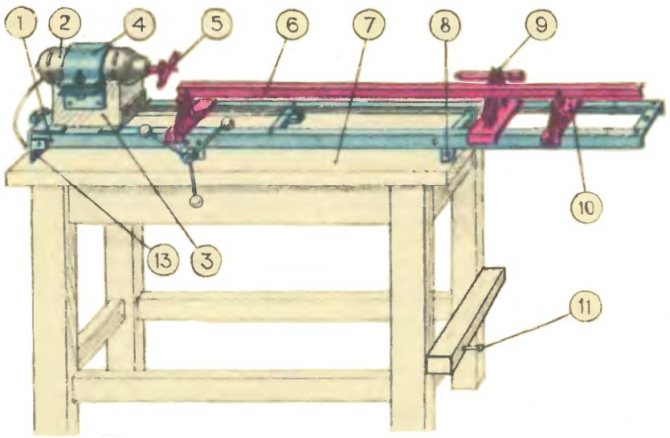
На схеме изображён самодельный токарный станок по дереву из дрели. На устойчивой платформе с осевым сквозным шлицом, выполненным любым удобным способом, устанавливается оснастка. Плита, закрепленная на подходящей конструкции, называется станиной. Это основа будущего станка. Размер станины зависит от длины заготовок, и места для размещения рабочих узлов:
- передней бабки или ведущего центра;
- задней бабки;
- суппорта или подручника.
Центр задней бабки и передней находятся на одной высоте над станиной и по оси. Точность установки важна и контролируется по отношению к шлицу на плоскости стола. Задняя бабка обязательно имеет одну степень свободы. Вставленная заготовка между центрами зажимается, и после этого задний узел фиксируется.
Подручником называют среднюю вставку, которая закрепляется под заготовкой. В неё слетают опилки, но основное назначение узла – подставка для опоры резака с рабочей стороны. Мастер подносит к вращающемуся стержню резак, опираясь на ребро ручника, который расположен почти вплотную к линии вращения. Упор должен иметь свободу перемещения перпендикулярно продольной оси, его убирают, когда устанавливается заготовка.
Подручник ещё и потому регулируется вертикально, он должен быть как можно ближе к обрабатываемой поверхности, чтобы токарный резец упирался в ребро. При большом рычаге трудно удержать инструмент и его может вырвать с серьёзными последствиями. При вытачивании конусных поверхностей подручник устанавливают пол углом, параллельно конусу.
Токарный станок из дрели с коллекторным двигателем не совсем удачная конструкция. Без постоянной нагрузки мотор набирает скорость, идёт «вразнос». Поэтому предусмотрен электронный блок для поддерживания постоянной скорости вращения. Если такого устройства нет, в целях безопасности устанавливается редуктор.
В конструкции любого токарного станка можно выделить несколько основных узлов, которые также будут составлять основу и нашего самодельного домашнего оборудования.
Чертежи основных узлов самодельного токарного станка из дрели (нажмите, чтобы увеличить)
Станина
Передняя бабка
Данный элемент токарного оборудования отвечает за фиксацию и вращение обрабатываемой заготовки, которая закрепляется в патроне, установленном в шпиндельный узел. На небольших токарных агрегатах, в том числе и самодельных, передняя бабка может передвигаться по направляющим станины. Это требуется для того, чтобы выполнить центровку и настроить взаиморасположение конструктивных элементов устройства.
Задняя бабка
Суппорт
На мини-станках, в том числе и на агрегатах, сделанных своими руками на основе дрели, роль данного узла выполняет подручник, который должен иметь возможность перемещаться по направляющим станины и надежно фиксироваться в рабочем положении. Подручник на небольших устройствах выполняет роль упора для резцов, а сам режущий инструмент прижимается к опорной поверхности и удерживается на ней вручную.
На любом токарном станке его передняя и задняя бабки имеют одну степень свободы и могут перемещаться только вдоль оси вращения, а суппорт (или подручник) может двигаться и в продольном, и в поперечном направлениях. Возможность перемещения подручника в поперечном направлении важна еще и для того, чтобы минимизировать плечо рычага, создаваемого резцом.
Типы и разновидности токарного оборудования
Существует разделение станков по следующим критериям:
- Наибольший допустимый размер обрабатываемой заготовки над станиной.
- РМЦ – расстояние между центрами (мелкие – до 150 мм, средние – 150–300 мм, крупные – более 300 мм).
Также есть множество типов токарных станков, обладающих своей спецификой:
Винторезные станки токарной группы
Очень распространены в силу своей универсальности. Принцип работы прост: зажатому на шпинделе в горизонтальном положении объекту придается вращение, а с помощью подвижного резца происходит резание. Резец может быть как закрепленным, так и отдельным.
Токарные станки с ЧПУ
Автоматизированные станки, управляющиеся с помощью ЧПУ. Система числового программного управления обеспечивает высокую точность, а также серийность обработки. Участие оператора минимально: создание управляющей программы и контроль ее исполнения.
Револьверные станки
Как следует из названия, на направляющих станины располагается суппорт с револьверной головкой. В каждый паз револьверной головки может быть установлен резец.
Во время обработки резцы сменяют друг друга, прокручиваясь, что позволяет не тратить время на замену инструмента.
Карусельные станки
Предназначены в основном для обработки крупных объектов весом в несколько тонн. Основным элементом конструкции является планшайба – горизонтальный диск, на который устанавливается заготовка, и который придает ей вращение.






Отсюда и название данной разновидности станка. Как правило, станок карусельного типа имеет два суппорта для установки резцов – вертикальный и боковой. Это позволяет обрабатывать заготовку по внешней и по внутренней поверхности.
Затыловочные станки
Затылование – это специальный метод заточки торцовых поверхностей инструментов для сверления, фрезерования и нарезания резьбы.
Такая операция необходима для восстановления формы рабочих поверхностей инструмента после длительной эксплуатации. По конструкции затыловочный станок похож на винторезный, но имеет ряд особенностей.
Обрабатываемый объект также вращается шпинделем, а суппорт вместе с резцом совершает возвратно-поступательные движения, срезая (затылуя) поверхность объекта на один зуб.
Лоботокарные станки
Похожи на карусельные станки, также имеют планшайбу, но на лоботокарных станках планшайба устанавливается вертикально. Карусельные и лоботокарные станки могут взаимно заменять друг друга.
Как правило, применяются для резания с торца, то есть со «лба». Отсюда и название. Предназначены для обработки объектов, диаметр которых значительно превышает их длину (колеса, шестеренки, шкивы).
Станки с бесступенчатым приводом
Бесступенчатый привод – это механизм, позволяющий плавно менять скорость вращения шпинделя, без резких перепадов и остановки станка.
Такая функция позволяет постепенно подобрать нужную частоту вращения уже в процессе работы, а не прикидывать ее «на глаз».
Трубонарезные агрегаты
Как следует из названия, предназначены для обработки труб. Очень похожи на винторезные станки, но есть одно существенное различие в конструкции шпинделя: для того, чтобы длинные трубы надежно удерживались, через корпус станка насквозь проходит тоннель, в котором труба зажимается шпинделем в двух точках.
Это обеспечивает вращение объекта без люфта. Также существуют дополнительные подставки для труб, если они значительно превышают расстояние между патронами.
Токарно-фрезерный обрабатывающий центр
Многоцелевой комплекс, объединяющий в себе токарные и фрезерные функции. Имеет фрезерную головку, на которую может быть установлен режущий инструмент.
Головка эта подвижна, может обрабатывать объект как сбоку, по внешней поверхности, так и с торца, по внутренней.
Автомат продольного точения
Предназначен для серийного изготовления и обработки малогабаритных деталей диаметром 1–60 мм, длиной – 5–300 мм.
Автомат устроен следующим образом: в подвижном шпинделе с помощью цанги закрепляется заготовка, резцы же остаются неподвижными или передвигаются по горизонтали; шпиндель вместе с заготовкой подводится поочередно к нужным резцам и обрабатывается.
Многошпиндельные токарные станки
Станки с тремя или более шпинделями, на которых крепятся заготовки для одновременной или поочередной обработки. Используются исключительно на серийных производствах.
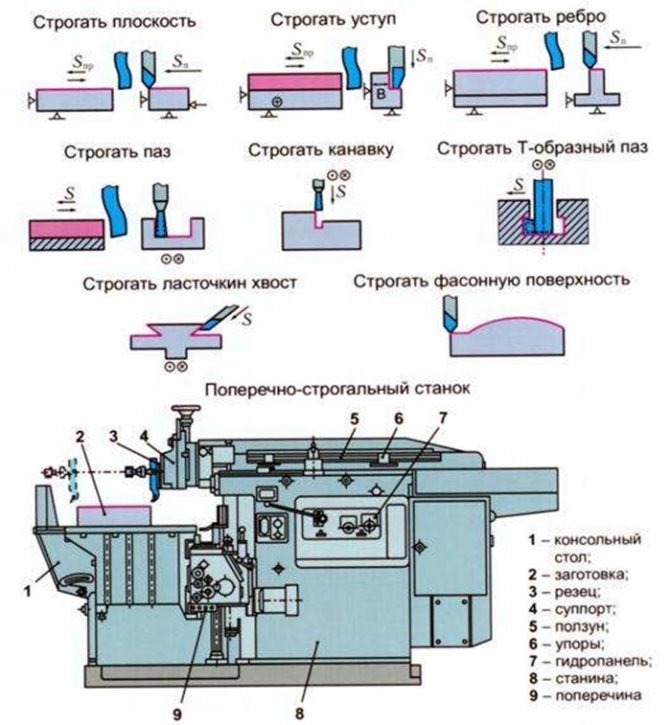
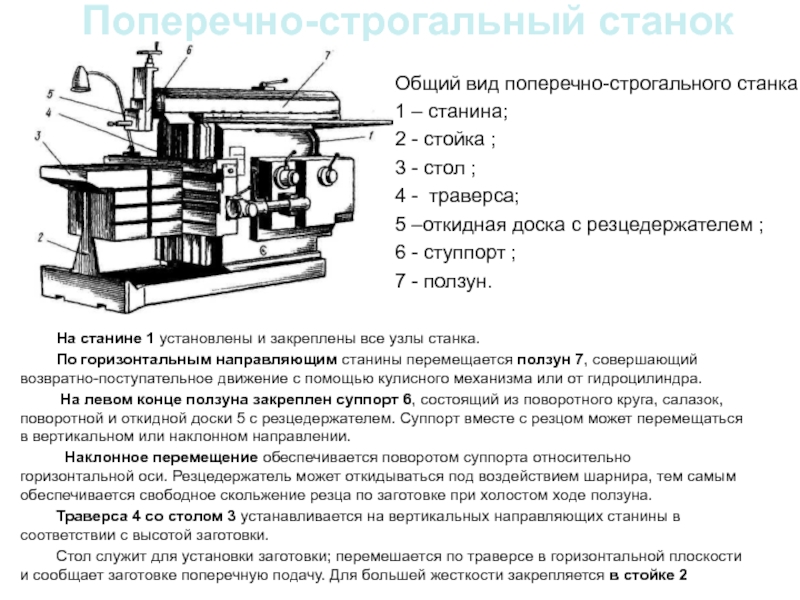
Как выбрать строгальный станок
Критерии выбора:
- площадь рабочего стола;
- мощность установленного двигателя;
- скорость перемещения резца относительно заготовки;
- доступные способы резания;
- конфигурация стола;
- возможность позиционирования резца: угла наклона, траектории перемещения;
- степени защищённости корпуса от пыли и влаги;
- предельно допустимая масса обрабатываемых деталей;
- производитель, срок гарантии, наличие дополнительных возможностей по расширению функциональности.
Конфигурация оборудования (Фото: Instagram / kubanzheldormash)
Преимущества и недостатки
Преимущества строгальных станков:
- универсальность применения — обработка различных типов металлов;
- подбор оптимальной скорости резки;
- широкий выбор режущих инструментов;
- возможность черновой или чистовой обработки для получения нужного уровня шероховатости поверхности;
- высокая прочность корпуса, способная переносить повышенные нагрузки от режущего инструмента, вес детали;
- удобное управление;
- формирование поверхностей сложной формы;
- высокая надёжность установленных узлов, агрегатов.
Недостатки:
- потеря времени на перемещение резца относительно обрабатываемой детали;
- инерционность перемещающихся механизмов;
- высокий уровень вибраций;
- шумность двигателя;
- сложность получения высокой частоты оборотов двигателя под нагрузкой или на холостом ходу за короткий период времени.
Стоимость и производители
В России станки производятся на следующих предприятиях:
- ООО «Свердловский машиностроительный завод» (СМЗ);
- ООО «Рязанский станкостроительный завод» (РСЗ);
- ОАО «Оренбургский станкостроительный завод» (ОСЗ);
- ОАО «Астраханский станкостроительный завод» (АСЗ);
- ООО «Липецкая станкостроительная компания»;
- Верхневоложский станкостроительный завод.
Стоимость станков, в зависимости от их типов:
- долбёжные — от 100 тыс. руб.;
- компактные — от 35 тыс. руб.;
- комбинированные — от 600 тыс. руб.;
- поперечные — от 65 тыс. руб.;
- промышленные продольно-строгальные — от 7 млн. руб.
Долбежно-строгальный станок (Фото: Instagram / krasnyi_mehanik_)





