

Термическая обработка сварных деталей
Главная задача, которую решает термическая обработка — это снятие остаточных напряжений, которые возникают во время сварочных работ. Вследствие этой обработки должно произойти улучшение структуры металла и свойства сварного шва.
Эту обработку выполняют сразу по окончании сварочных работ
При этом очень важно не допускать переохлаждения сваренных заготовок. Минимально допустимая температура не должна опускаться ниже температуры подогрева. В том случае, если нет технической возможности выполнить термообработку, то имеет смысл выполнить термический отдых
В том случае, если нет технической возможности выполнить термообработку, то имеет смысл выполнить термический отдых.
Для выполнения операций по термической обработке необходимо провести определенную подготовку. В частности, детали, предназначенные для обработки необходимо уложить на специальный поддон в соответствии с требованиями технологической карты. После укладки, поддон помещают в печь.
На момент загрузки печь должна быть или холодной или разогретой до температуры 300 ºC. Детали должны находится в печи порядка 1 — 2 часов. По истечении этого времени печь можно нагревать далее. Предельная температура должна быть не выше 590 ºC, а скорость нагрева должна составлять 70 ºC в час. Детали должны пролежать при температуре 590 ºC не менее трех часов. Охлаждение, должно быть, совершено со скоростью 50 ºC в час до 250 ºC.
На серьёзных предприятиях работает система контроля качества. То есть весь процесс термической обработки фиксируется в специальных журналах и постоянно фиксируются параметры печи. Замеры проводят с применением пирометра. Такой подход позволяет получать продукцию высокого качества.
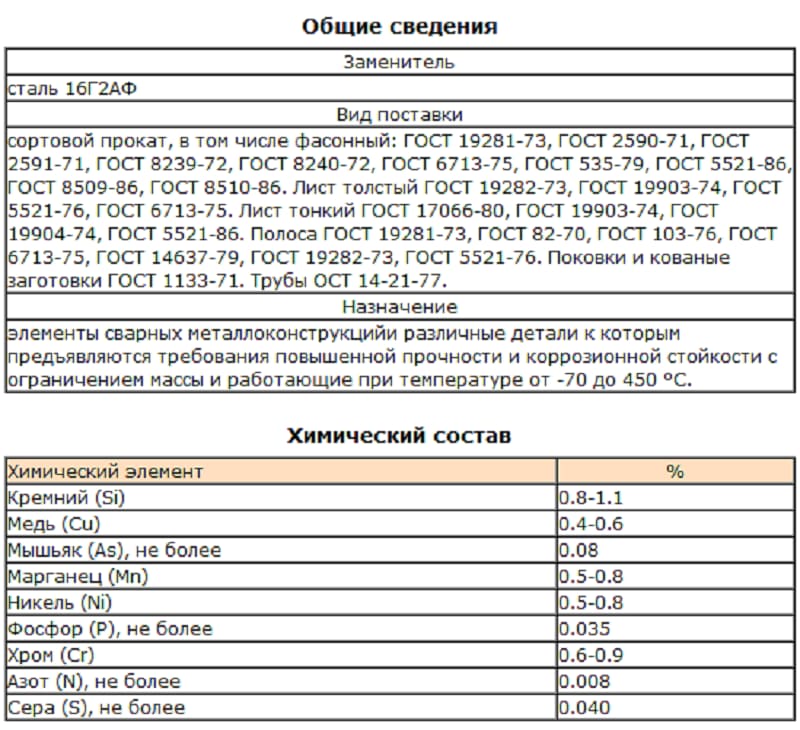
Сталь 10ХСНД
Общие сведения
| Заменитель |
| сталь 16Г2АФ |
| Вид поставки |
| сортовой прокат, в том числе фасонный: ГОСТ 19281-73, ГОСТ 2590-71, ГОСТ 2591-71, ГОСТ 8239-72, ГОСТ 8240-72, ГОСТ 6713-75, ГОСТ 535-79, ГОСТ 5521-86, ГОСТ 8509-86, ГОСТ 8510-86. Лист толстый ГОСТ 19282-73, ГОСТ 19903-74, ГОСТ 5521-76, ГОСТ 6713-75. Лист тонкий ГОСТ 17066-80, ГОСТ 19903-74, ГОСТ 19904-74, ГОСТ 5521-86. Полоса ГОСТ 19281-73, ГОСТ 82-70, ГОСТ 103-76, ГОСТ 6713-75, ГОСТ 14637-79, ГОСТ 19282-73, ГОСТ 5521-76. Поковки и кованые заготовки ГОСТ 1133-71. Трубы ОСТ 14-21-77. |
| Назначение |
| элементы сварных металлоконструкцийи различные детали к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до 450 °С. |
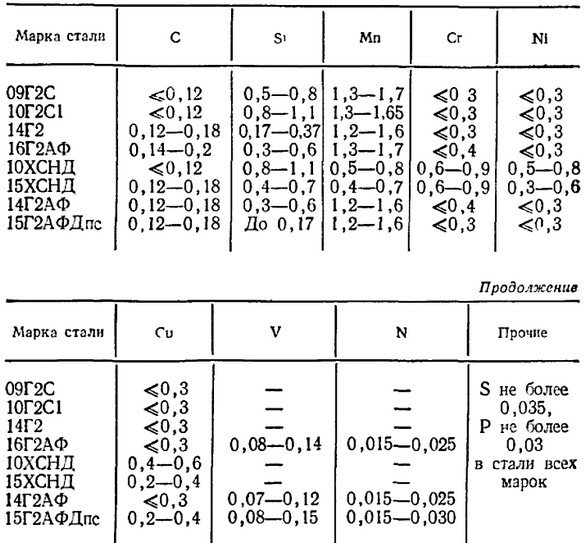
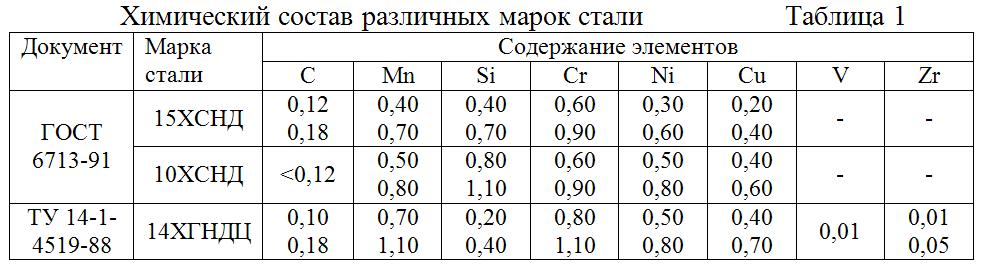
Химический состав
| Химический элемент | % |
| Кремний (Si) | 0.8-1.1 |
| Медь (Cu) | 0.4-0.6 |
| Мышьяк (As), не более | 0.08 |
| Марганец (Mn) | 0.5-0.8 |
| Никель (Ni) | 0.5-0.8 |
| Фосфор (P), не более | 0.035 |
| Хром (Cr) | 0.6-0.9 |
| Азот (N), не более | 0.008 |
| Сера (S), не более | 0.040 |
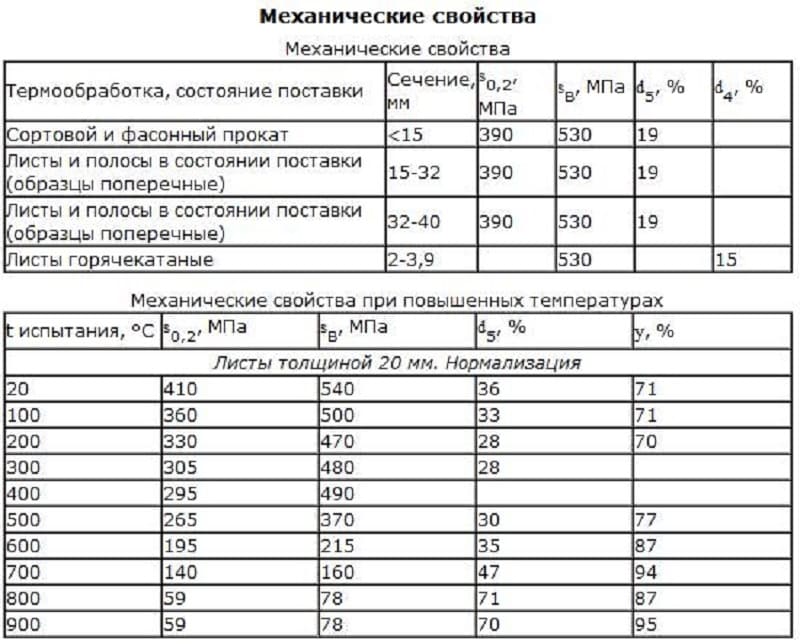
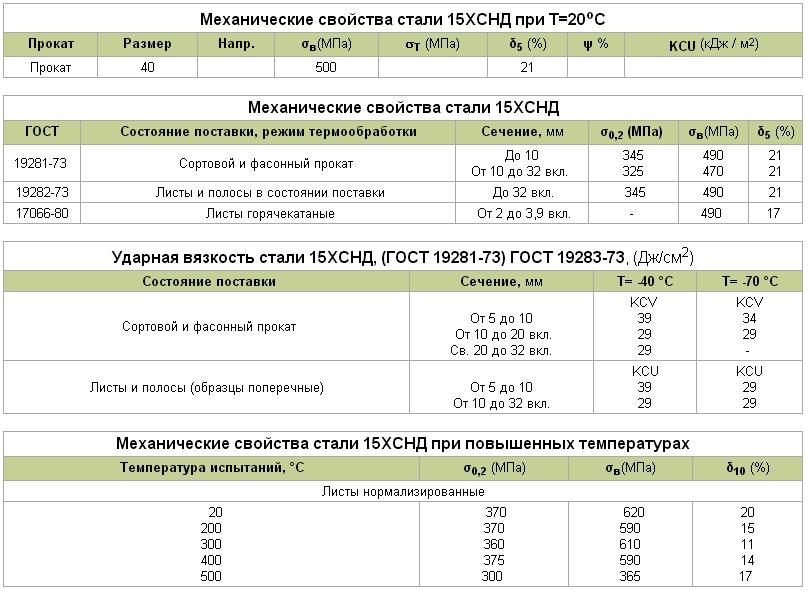
Механические свойства
| Термообработка, состояние поставки | Сечение, мм | s0,2, МПа | sB, МПа | d5, % | d4, % |
| Сортовой и фасонный прокат | <15 | 390 | 530 | 19 | |
| Листы и полосы в состоянии поставки (образцы поперечные) | 15-32 | 390 | 530 | 19 | |
| Листы и полосы в состоянии поставки (образцы поперечные) | 32-40 | 390 | 530 | 19 | |
| Листы горячекатаные | 2-3,9 | 530 | 15 |
Механические свойства при повышенных температурах
| t испытания, °C | s0,2, МПа | sB, МПа | d5, % | y, % |
| Листы толщиной 20 мм. Нормализация | ||||
| 20 | 410 | 540 | 36 | 71 |
| 100 | 360 | 500 | 33 | 71 |
| 200 | 330 | 470 | 28 | 70 |
| 300 | 305 | 480 | 28 | |
| 400 | 295 | 490 | ||
| 500 | 265 | 370 | 30 | 77 |
| 600 | 195 | 215 | 35 | 87 |
| 700 | 140 | 160 | 47 | 94 |
| 800 | 59 | 78 | 71 | 87 |
| 900 | 59 | 78 | 70 | 95 |
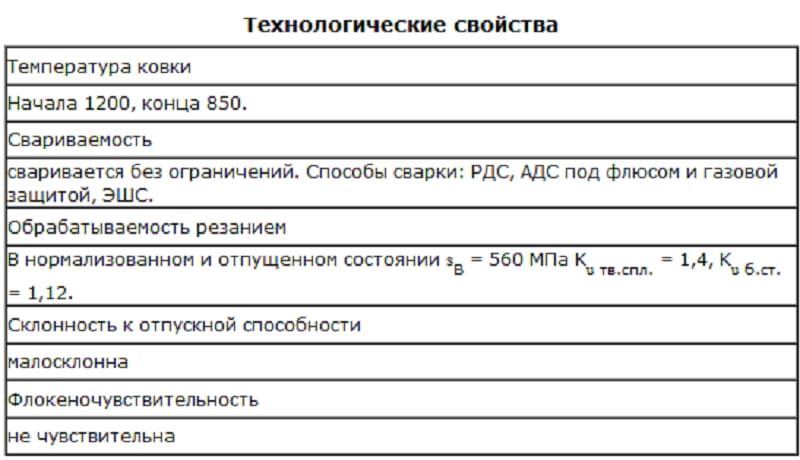
Технологические свойства
| Температура ковки |
| Начала 1200, конца 850. |
| Свариваемость |
| сваривается без ограничений. Способы сварки: РДС, АДС под флюсом и газовой защитой, ЭШС. |
| Обрабатываемость резанием |
| В нормализованном и отпущенном состоянии sB = 560 МПа Ku тв.спл. = 1,4, Ku б.ст. = 1,12. |
| Склонность к отпускной способности |
| малосклонна |
| Флокеночувствительность |
| не чувствительна |
Ударная вязкость
Ударная вязкость, KCU, Дж/см2
| Состояние поставки, термообработка | -40 | -40 (KCV) | -70 (KCV) | -70 |
| ГОСТ 19281-73. Сортовой и фасонный прокат сечением 5-10 мм | 49 | 34 | ||
| ГОСТ 19281-73. Сортовой и фасонный прокат сечением 10-15 мм | 39 | 29 | ||
| ГОСТ 19282-73. Листы и полосы (Образцы поперечные) сечением 5-10 мм | 49 | 34 | ||
| ГОСТ 19282-73. Листы и полосы (Образцы поперечные) сечением 10-15 мм | 39 | 29 | ||
| ГОСТ 19282-73. Листы и полосы (Образцы поперечные) сечением 15-32 мм | 49 | 29 | ||
| ГОСТ 19282-73. Листы и полосы (Образцы поперечные) сечением 32-40 мм | 49 | 29 |
Предел выносливости
| s-1, МПа | t-1, МПа | Термообработка, состояние стали |
| 284 | 167 | Толщина 4-32 |
| 274 | 167 | Толщина 33-40 |
Физические свойства
| Температура испытания, °С | 20 | 100 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 900 |
| Модуль нормальной упругости, Е, ГПа | 197 | 201 | 195 | 188 | 180 | 169 | 156 | 135 | 125 | |
| Коэффициент теплопроводности Вт/(м ·°С) | 40 | 39 | 38 | 36 | 34 | 31 | 29 | |||
| Температура испытания, °С | 20- 100 | 20- 200 | 20- 300 | 20- 400 | 20- 500 | 20- 600 | 20- 700 | 20- 800 | 20- 900 | 20- 1000 |
Способы обработки и существующие аналоги
Этот сплав достаточно легко подвергается основным способам обработки:
- резанию;
- сварке;
- ковке;
- инструментальной обработке.
Для резания, выпускаемого проката, не требуется специального прочного инструмента. Это видно из физических и механических свойств. Свариваемость такого сплава не имеет ограничений и производится всеми известными способами. Его можно подвергать ковке в интервале температур, от верхнего предела в 1200 °С до нижнего в 850 °С. Произведенные испытания после такой обработки показали, что этот металл не флокеночувствителен и не имеет склонности к отпускной хрупкости.
Сравнение стали 10ХСНД с аналогами
Однако наличие в сплаве легирующих добавок приводит к появлению специфических закалочных структур. Их образование во время сварки может привести к снижению стойкости от образования так называемых холодных и горячих трещин. Наибольшие трудности возникают при необходимости получения хорошей ударной вязкости металла в районе шва. При перегреве может снижаться стойкость к хрупкому разрушению. Это вызвано возможностью появления увеличенного аустенитного зерна.
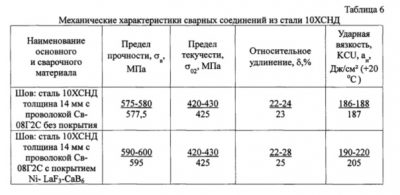
Вместе с тем, наличие легирующих добавок, оказывает положительное влияние на стойкость к перегреву во время сварки. Особенно это характерно при таких видах сварки, как электрошлаковая. В этом случае повышается ударная вязкость непосредственно у границ образованного шва и повышает надёжность сплавления.
После проведения сварочных работ выполняют термическую обработку. При проведении такой обработки удаётся снять остаточные напряжения, которые всегда возникают при проведении сварочных операций. Кроме этого происходит улучшение структуры самого металла и образованного шва.
Применение стали
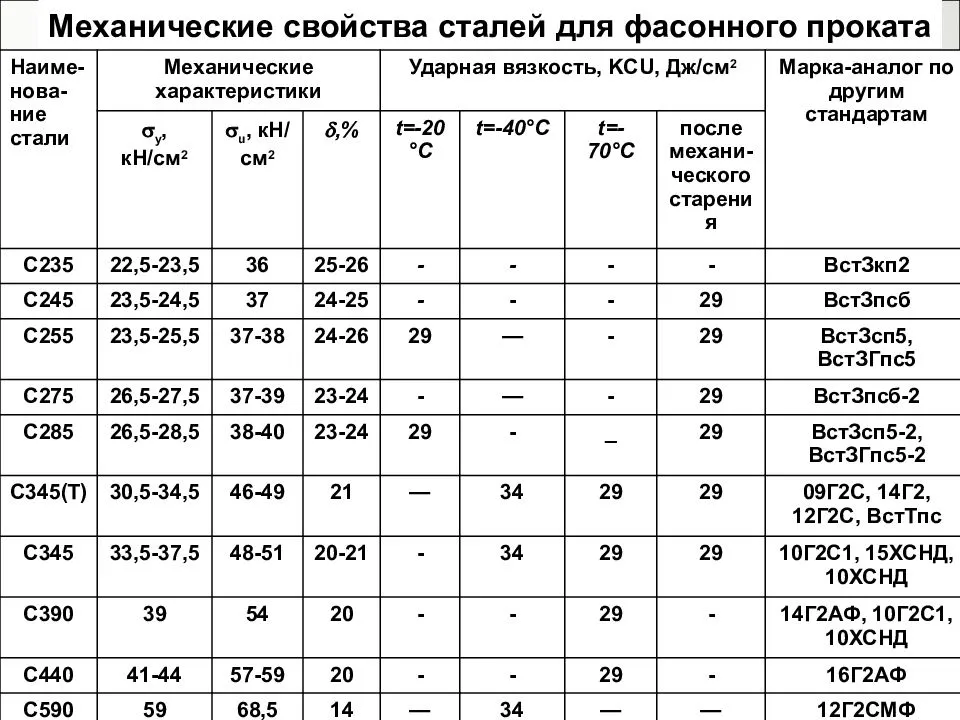
10ХСНД, произведенная в соответствии с ГОСТ 6713-91, применяется для производства различного рода металлических конструкций, например, мостовых, предназначенных для эксплуатации как в нормальных условиях, так и в экстремальных. Нижний предел температуры составляет -70 ºC. Верхний достигает +700 ºC.
Марка 10ХСНД обладает пределом прочности до 685 МПА именно это позволяет применять ее в оборудовании и конструкциях, которые должны обладать солидным запасом прочности, устойчивостью к воздействию коррозии и ограниченным весом.
Лист толщиной в несколько миллиметров применяют в судостроении для изготовления судовых корпусов.
Широкое применение нашла арматура, выполненная из этой стали. Для этого применяют заготовки прошедшие через закалку и отпуск.




Листы из стали применяют в качестве базового при получении двухслойных листов, которые отличаются высокой стойкостью к коррозии.
Рейтинг: /5 –
голосов
Материал 10ХСНД Челябинск
Без стали не обходится ни одно производство, будь то тяжелое машиностроение или изготовление бытовых электроприборов. Существует множество марок этого продукта, а также большое количество форм отпуска. Наша компания реализует материал 10ХСНД большими партиями и с минимальной наценкой. Для уточнения свойств и характеристик конкретной марки можно обратиться к менеджерам компании.
Как и вся продукция, материал 10ХСНД закупается у ведущих производителей. Поэтому мы готовы со всей ответственностью давать гарантию на качество. Минимальное количество посредников определяет и низкую стоимость. Вкупе с быстрой доставкой, это дает возможность нашим бизнес-партнеры вести стабильное и взаимовыгодное сотрудничество.
Помимо отпуска, в форме той или иной детали (заготовки), наша компания реализует обработку металлов. Все мероприятия проходят четкий контроль на соответствие ГОСТа и правилам. Специалисты нашего предприятия осуществляют такие работы как оцинкование, создание деталей по чертежам заказчика, производство отливок, изготовление различных профилей и многое другое.
Имея в арсенале новейшее оборудование и огромный, опыт мы можем предложить проверку изделия по ряду параметров, таким как прочностные характеристики, химический состав, чистота сплава и так далее.
Каждому покупателю предложен огромный ассортимент продукции различного формата, а также актуальных услуг и работ. Чтобы быстрее разобраться и выбрать товар соответствующий потребностям, нужно связаться с менеджером компании и получить развернутую информацию по всем интересующим вопросам.
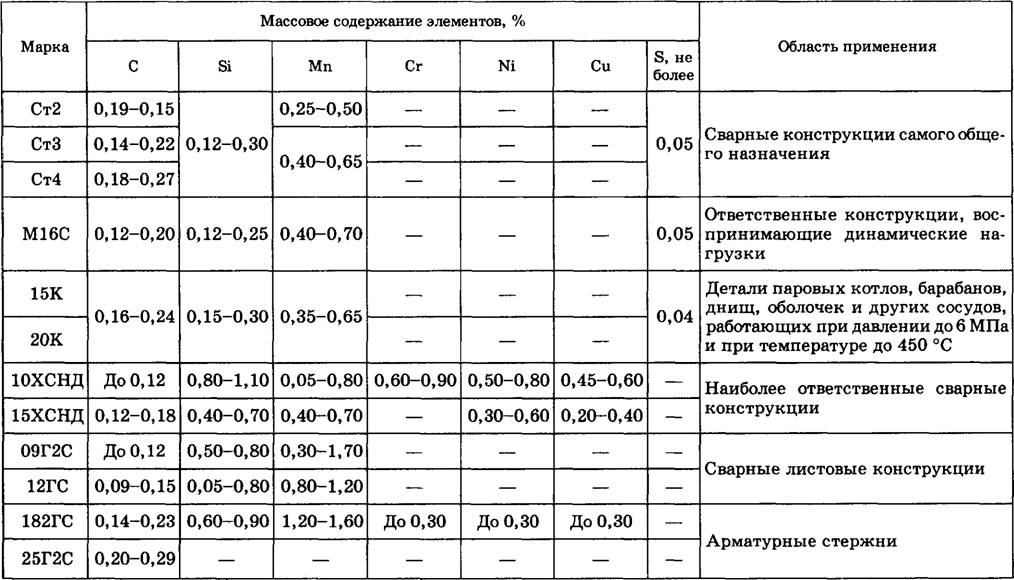
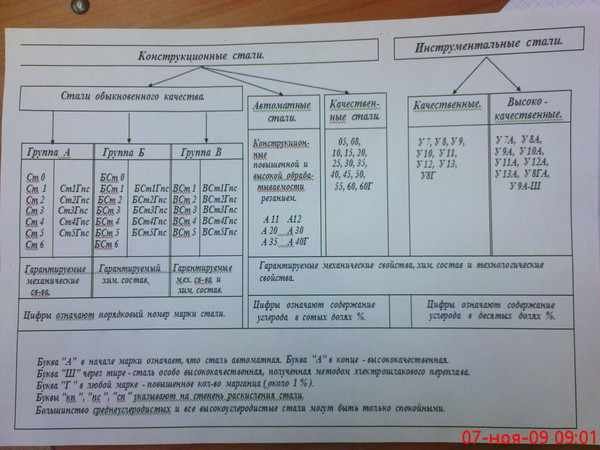
Сталь 10ХСНД конструкционная хромокремниеникелевая низколегированная
Сталь 10ХСНД является конструкционной хромокремниеникелевой низколегированной сталью. Расшифровка стали говорит о следующих характеристиках. Первое двузначное число указывает на примерное содержание углерода, буквы указывают на наличие химических элементов, как указывает государственный стандарт, Х – наличие хрома, С – кремния, Н – никеля и Д — меди. Выпускается подобный сплав в форме листового проката, уголка, швеллера, полосы, брусков и труб различных диаметров.
Сталь 10ХСНД
Химический состав
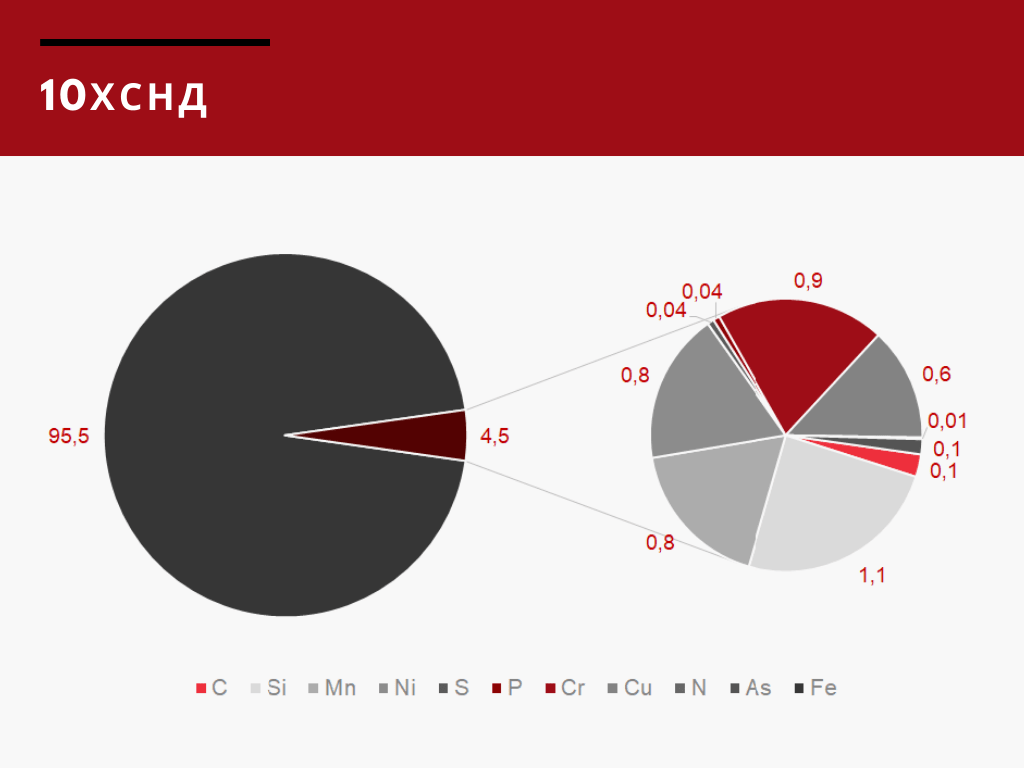
Эта марка стали относится к категории низкоуглеродистых сталей. Государственный стандарт определяет следующий химический состав сплава. Она состоит из 96% железа, 0,12% углерода, около 1% хрома, на такие элементы как медь, кремний, марганец и никель приходится по 0,8%. Такой состав стали 10ХСНД соответствует ГОСТ.
Химический состав марки 10ХСНД
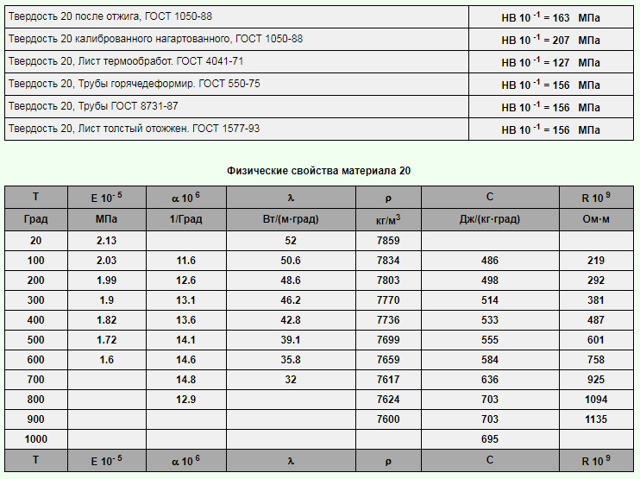
Физические свойства
Основные физические свойства соответствуют установленным гостам и имеют следующие значения:
- коэффициент линейного расширения составляет 40 Вт/(м×град);
- модуль упругости от 1,97 МПа при температуре 100 °С, понижается до коэффициента 1,25 МПа при температуре 900 °С и более;
- плотность сплава около 7800 кг/м3;
- удельная теплоёмкость около 500 Дж/(кг×град);
- удельное электрическое сопротивление R×109 Ом.
Технологические свойства стали 10ХСНД
Механические свойства
Механические свойства стали 10ХСНД определяется входящими в состав сплава химическими элементами. Основные механические свойства при температуре в 20 °С находятся в пределах следующих значений:
- ударная вязкость KCU равна 290 кДж/м2;
- предел кратковременной прочности находится в интервале от 510 до 685 МПа;
- предел текучести равен 390 МПа;
- относительное удлинение достигает 19%.
Механические свойства марки 10ХСНД
Все приведенные характеристики удовлетворяют требованиям, установленным ГОСТ для всего сортамента стали 10ХСНД .
Скачать ГОСТ 19281-2014
К достоинствам стали 10ХСНД можно отнести:
- устойчивость к длительному воздействию высоких и низких температур;
- хорошие показатели прочности;
- высокая износоустойчивость;
- отличная свариваемость.
Способы обработки и существующие аналоги
Этот сплав достаточно легко подвергается основным способам обработки:
- резанию;
- сварке;
- ковке;
- инструментальной обработке.
Для резания, выпускаемого проката, не требуется специального прочного инструмента. Это видно из физических и механических свойств. Свариваемость такого сплава не имеет ограничений и производится всеми известными способами. Его можно подвергать ковке в интервале температур, от верхнего предела в 1200 °С до нижнего в 850 °С. Произведенные испытания после такой обработки показали, что этот металл не флокеночувствителен и не имеет склонности к отпускной хрупкости.
Сравнение стали 10ХСНД с аналогами
Однако наличие в сплаве легирующих добавок приводит к появлению специфических закалочных структур. Их образование во время сварки может привести к снижению стойкости от образования так называемых холодных и горячих трещин. Наибольшие трудности возникают при необходимости получения хорошей ударной вязкости металла в районе шва. При перегреве может снижаться стойкость к хрупкому разрушению. Это вызвано возможностью появления увеличенного аустенитного зерна.
Вместе с тем, наличие легирующих добавок, оказывает положительное влияние на стойкость к перегреву во время сварки. Особенно это характерно при таких видах сварки, как электрошлаковая. В этом случае повышается ударная вязкость непосредственно у границ образованного шва и повышает надёжность сплавления.
После проведения сварочных работ выполняют термическую обработку. При проведении такой обработки удаётся снять остаточные напряжения, которые всегда возникают при проведении сварочных операций. Кроме этого происходит улучшение структуры самого металла и образованного шва.
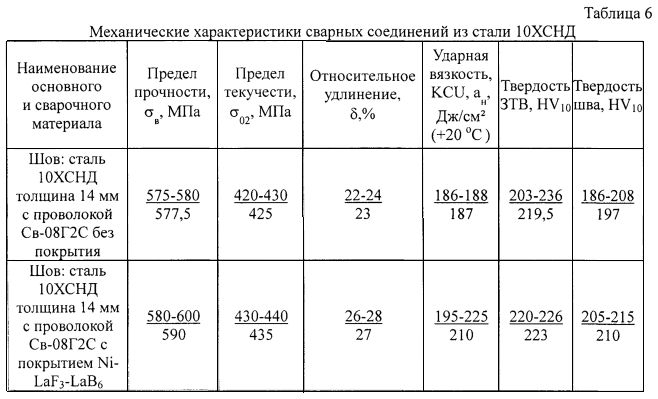
Механические характеристики
| Сечение, мм | t отпуска, °C | sТ|s0,2, МПа | σB, МПа | d5, % | d4 | d10 | y, % | кДж/м2, кДж/м2 | Твердость по Бринеллю, МПа |
| Лист горячекатаный в состоянии поставки | |||||||||
| 2-3.9 | — | — | ≥530 | — | ≥15 | — | — | — | — |
| 5-9 | — | ≥400 | ≥540 | ≥19 | — | — | — | — | — |
| Сортовой и фасонный прокат из стали повышенной прочности в состоянии поставки по ГОСТ 19281-89 (указан класс прочности) | |||||||||
| ≤15 | — | ≥390 | ≥530 | ≥18 | — | — | — | — | — |
| Заготовки деталей трубопроводной артматуры из сортового проката и штампованные. Закалка в воду от 930-950 °C (выдержка 2,5-4,5 часа в зависимости от толщины и массы заготовки) с последующим отпуском | |||||||||
| ≤125 | 650-680 | ≥395 | ≥615 | ≥15 | — | — | ≥40 | ≥539 | 197-235 |
| Прокат толстолистовой и широкополосный универсальный в состоянии поставки ГОСТ 19282-73 | |||||||||
| ≤32 | — | ≥390 | ≥530 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥410 | ≥540 | ≥36 | — | — | ≥71 | — | — |
| Прокат толстолистовой и широкополосный универсальный в состоянии поставки ГОСТ 19282-73 | |||||||||
| 32-40 | — | ≥390 | ≥509 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥59 | ≥78 | ≥71 | — | — | ≥87 | — | — |
| — | — | ≥140 | ≥160 | ≥47 | — | — | ≥94 | — | — |
| Лист холоднокатанный по ТУ 14-1-340-72 | |||||||||
| 2-3 | — | ≥440 | ≥490 | — | — | ≥10 | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥195 | ≥215 | ≥35 | — | — | ≥87 | — | — |
| Листовой прокат в состоянии поставки по ТУ 14-1-5241-93 (образцы поперечные) | |||||||||
| 8-40 | — | ≥390 | ≥510 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥265 | ≥370 | ≥30 | — | — | ≥77 | — | — |
| — | — | ≥295 | ≥490 | — | — | — | — | — | — |
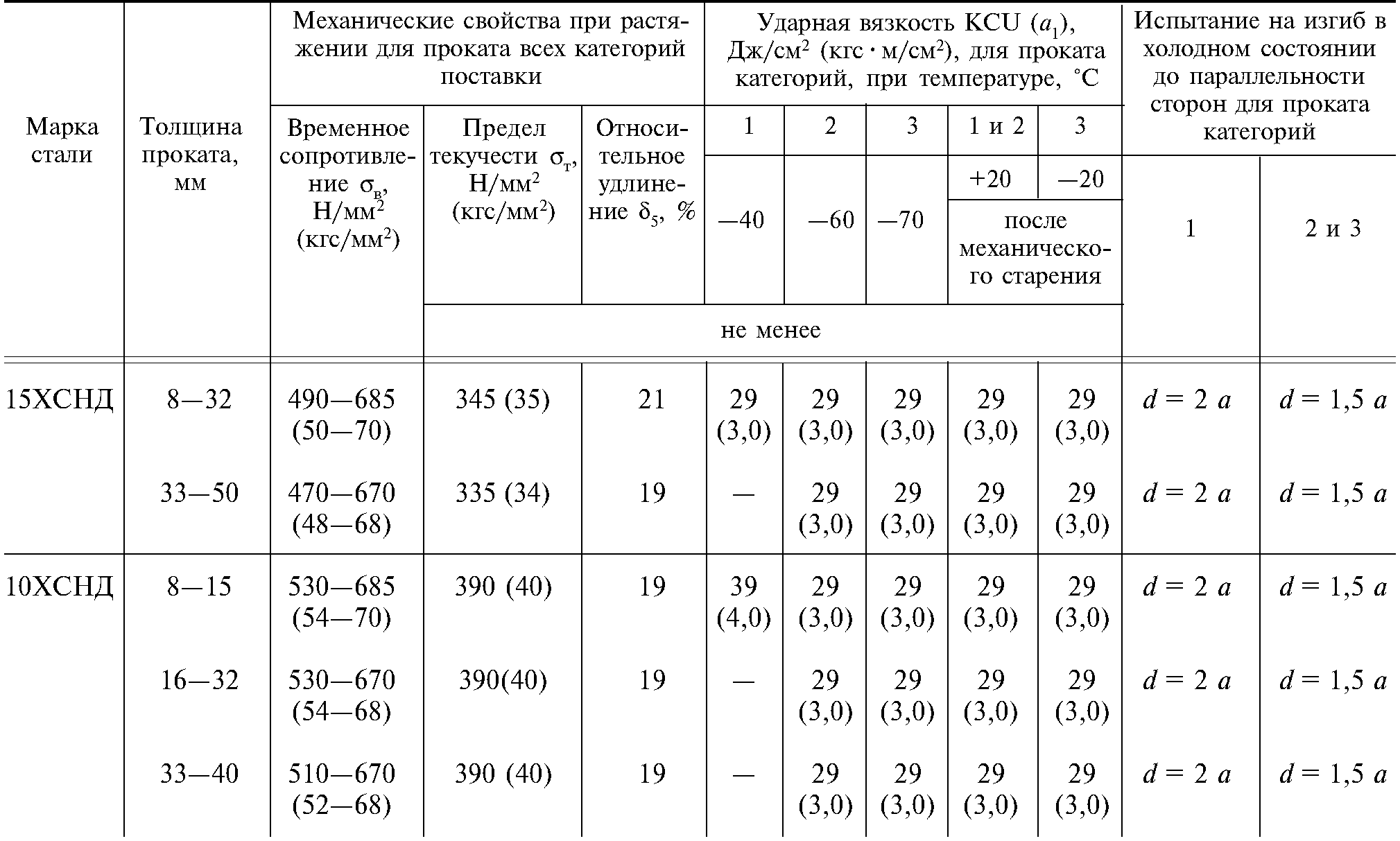
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 16-32 | — | 390-495 | 530-670 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥305 | ≥480 | ≥28 | — | — | — | — | — |
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 33-50 | — | 390-495 | 510-670 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥330 | ≥470 | ≥28 | — | — | ≥70 | — | — |
| Толстолистовой, широкополосный (универсальный), фасонный, полосовой и сортовой прокат по ГОСТ 6713-91, ТУ 14-1-5120-2008 (ст.10ХСНДА) для мостовых конструкций (для получения требуемых мехсвойств допускается нормализация или закалка с высоким отпуском для проката 1 категории, закалка с высоким отпуском — для проката 2 категории) | |||||||||
| 8-15 | — | 390-495 | 530-685 | ≥19 | — | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥360 | ≥500 | ≥33 | — | — | ≥71 | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | |||||||||
| 0.5-3.9 | — | ≥390 | ≥530 | — | ≥18 | — | — | — | — |
| Листы толщиной 20 мм. Нормализация | |||||||||
| — | — | ≥59 | ≥78 | ≥70 | — | — | ≥95 | — | — |
| Тонколистовой прокат из стали повышенной прочности в состоянии поставки ГОСТ 17066-94 | |||||||||
| 0.5-2 | — | ≥390 | ≥500 | — | ≥18 | — | — | — | — |
| 2-3 | — | ≥375 | ≥490 | — | ≥17 | — | — | — | — |
| 3-3.9 | — | ≥390 | ≥500 | — | ≥18 | — | — | — | — |
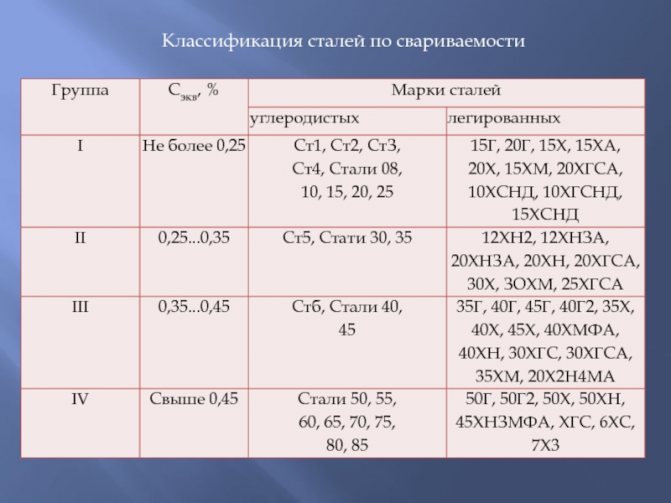
Электроды для сварки низколегированной стали
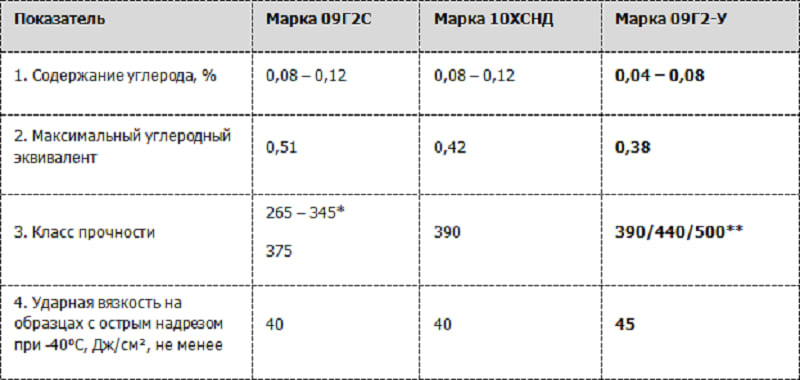
Сварка низколегированных сталей, которые имеют предел текучести не более 390 МПа, не представляется трудной. Она практически ничем не отличается от сварки низкоуглеродистых сталей. Стали данного вида не закаливаются и не расположены к перегреву, который ведет к снижению пластических свойств. Однако стоит помнить, что с увеличением содержания углерода свойства стали меняются. Например, стали 15ХСНД и 14Г2 содержат в своем составе 0,18% углерода и имеют склонность к образованию закалочных структур и перегревам в зоне влияния температуры. По этим причинам при сваривании сталей данного вида нужно подбирать оптимальный режим, который не будет допускать образование закалочных структур и перегрева металлической конструкции. Сваривание производится с использованием электродов диаметром 4 – 5 миллиметров. Сварочный процесс происходит в несколько шаров. Если толщина свариваемого металла превышает толщину в 15 миллиметров, то сваривание производится методом блоков или каскадом, однако металл в зоне сварке до высокой температуры не разогревается, чтобы не допускать перегрева зоны влияния.
Для сварки популярных низколегированных сталей 15ХСНД и 14Г2 используют сварочные электроды Э55 и Э50А, которые перед использованием необходимо прокаливать. При сварке сталей 09Г2С, 14Г2 и 10Г2С1 используются электроды, имеющие в своем составе 18 процентов углерода. Этими электродами являются Э42 и Э50А. Проведение сварочных работ со сталями с пределом текучести более 390 МПа требует большего внимания. Сталь с такими свойствами склонна к образованию кристаллизационных трещин, однако она менее подвергается перегреву околошовной зоны, потому что является легированной. Сварку такой стали выполняют электродами Э60, Э50А и Э55. Сварочные электроды Э60 используются для сваривания низколегированной стали во всех пространственных положениях сварочного шва, а также для работы с ними нужно использовать постоянный ток обратной полярности.



Для сварки таких видов сталей можно использовать электроды УОНИ 13/55 , ПСК-50 и СК»-50. Низколегированные виды сталей перед свариванием нужно обязательно тщательно подготавливать к сварке. Их нужно очищать от ржавчины и разного рода загрязнений. Свариваемый металл и прилегающие к нему его части должны быть очищены на 20 миллиметров. Кроме этого, все обвисающие части металла и выступы должны быть обработаны абразивным инструментом и стать в один уровень с остальным металлом. Если толщина свариваемого металла составляет более 25 миллиметров, то сваривание нужно производить с использованием местного подогрева при температуре 120 – 160 градусов. Однако если температура окружающей среды составляет -15 градусов по Цельсию и ниже, то предварительный местный подогрев металла обязателен, независимо от толщины свариваемого изделия или от его формы и массы. Таким образом, поддерживая необходимую температуру металла при сваривании, Вы сможете проводить сварочный процесс низколегированных сталей успешно.
Источник
10ХСНД (СХЛ-4)
Сталь 10ХСНД (СХЛ-4) конструкционная низколегированная хромокремненикелевая с медью
Заменители: Сталь 15ХСНД, Сталь 16Г2АФ
Сталь 10ХСНД применяется : для изготовления элементов сварных металлоконструкций и различных деталей к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450 °С; проката, предназначенного для изготовления мостовых конструкций обычного и северного исполнения; несущих элементов различных сварных конструкций; деталей трубопроводной арматуры после закалки и отпуска.
Сталь 10ХСНД применяют при производстве горячекатаных двухслойных листов, устойчивых к коррозии. Она обеспечивает класс прочности сортового, полосового и фасонного проката КП 390 при толщине до 15 мм. Сталь 10ХСНД обеспечивает класс прочности листового, широкополосного универсального проката и гнутых профилей КП 390 при толщине проката до 40 мм. без применения дополнительной упрочняющей обработки.
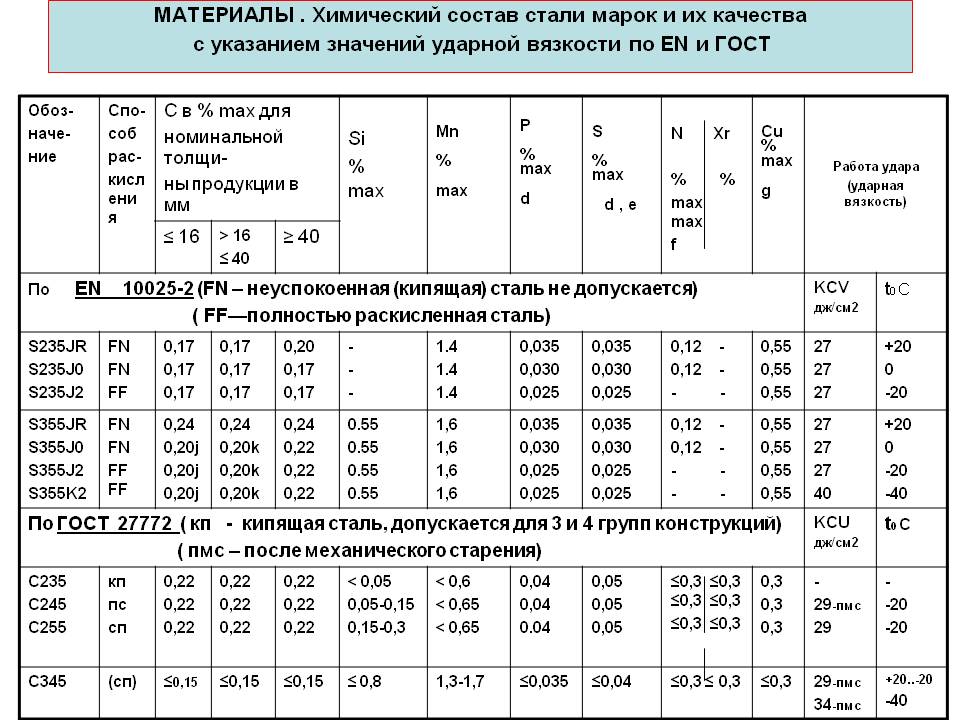
| Химический состав в % |
| НТД | C | S | P | Mn | Cr | V | Ti | Si | Ni | Nb | N | Cu | As | Al |
| ГОСТ 6713-91 | ≤0,12 | ≤0,035 | ≤0,035 | 0,50-0,80 | 0,60-0,90 | – | – | 0,80-1,10 | 0,50-0,80 | – | ≤0,008 | 0,40-0,60 | ≤0,080 | – |
| ТУ 14-1-5241-93 | ≤0,12 | ≤0,040 | ≤0,040 | ≤0,80 | ≤0,90 | – | – | ≤1,10 | 0,40-0,80 | – | – | 0,30-0,60 | ≤0,080 | – |
| ГОСТ 17066-94 | ≤0,12 | ≤0,040 | ≤0,035 | 0,50-0,80 | 0,60-0,90 | ≤0,15 | ≤0,030 | 0,80-1,00 | 0,50-0,80 | ≤0,050 | ≤0,008 | 0,40-0,60 | ≤0,080 | ≤0,030 |
| ГОСТ 19282-73, ГОСТ 19281-89 | ≤0,12 | ≤0,040 | ≤0,035 | 0,50-0,80 | 0,60-0,90 | – | ≤0,030 | 0,80-1,10 | 0,50-0,80 | – | ≤0,008 | 0,40-0,60 | ≤0,080 | ≤0,050 |
| ТУ 14-1-5120-2008 | ≤0,12 | ≤0,010 | ≤0,015 | 0,65-0,95 | 0,30-0,60 | – | – | 0,80-1,10 | 0,20-0,50 | 0,03-0,06 | ≤0,008 | 0,40-0,60 | ≤0,080 | – |
По ГОСТ 17066-94 допускается массовая доля мышьяка до 0,015 %, при этом массовая доля фосфора должна быть не более 0,030 %.
По ГОСТ 19282-73 допускается модифицирование стали кальцием и редкоземельными элементами из расчета введения в металл не более 0,02 % кальция и 0,05 % редкоземельных элементов. В стали допускается наличие кобальта до 0,050 %.
По ГОСТ 19281-89 и ГОСТ 19282-73 допускается допускается добавка алюминия и титана из расчета получения массовой доли в прокате алюминия – не более 0,050 %, титана – не более 0,030 %.
По ГОСТ 6713-91 допускается содержание азота до 0,012 %. В стали, раскисленной алюминием, остаточное содержание кислоторастворимого алюминия должно быть не менее 0,020 %. Допускается применение других раскислителей. В прокате для мостовых конструкций северного исполнения массовая доля серы не должна превышать 0,030 %, фосфора – не более 0,025 %. Допускается изготовление стали электрошлакового переплава. Анализ проката на мышьяк и азот производится по требованию потребителя. В готовом прокате категории 3 массовая доля кремния должна быть 0,70-1,00 %.
По ТУ 14-1-5120-2008 химический состав приведен для стали высокого качества марки 10ХСНДА. Допускается массовая доля в готовом листовом прокате до 0,012 %. По согласованию с заказчиком допускается замена ниобия ванадием в количестве 0,08-0,12 %. В готовом прокате отклонения по химческому составу в соответствии с ГОСТ 6713. Листы поставляются с гарантией свариваемости. Углеродный эквивалент Сэ ? 0,45 %.
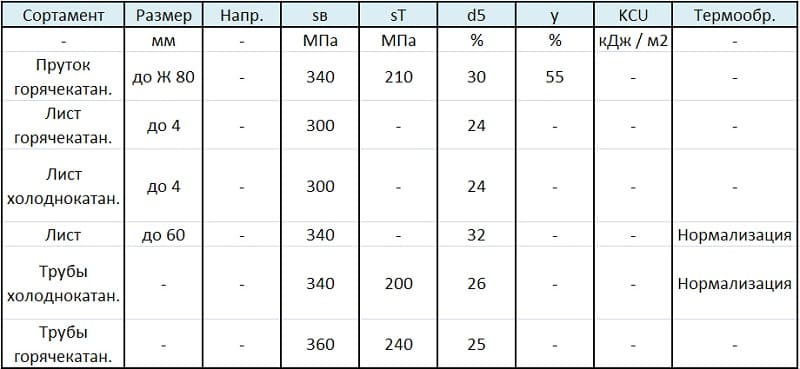
Механические свойства сталь 10
| ГОСТ | Вид поставки, режим термообработки | σв(МПа) | δ5 (%) | ψ % | НВ, не более |
| 1050-88 | Сталь горячекатаная, кованая калиброванная и серебрянка 2-й категории после нормализации | 335 | 31 | 55 | |
| 10702-78 | Сталь калиброванная и калиброванная со специальной отделкой: | ||||
| после отжига или отпуска | 335-450 | 55 | 143 | ||
| после сферодизирующего отпуска | 315-410 | 55 | 143 | ||
| нагартованная без термообработки | 390 | 8 | 50 | 187 | |
| 1577-93 | Полосы нормализованные или горячекатаные | 335 | 8 | 55 | |
| 16523-70 | Лист горячекатаный (образцы поперечные) | 295-410 | 24 | ||
| Лист холоднокатаный (образцы поперечные) | 295-410 | 25 | |||
| 4041-71 | Лист термически обработанный 1-2й категории | 295-420 | 32 | 117 | |
| 8731-87 | Трубы горячедеформированные термообработанные | 355 | 24 | 137 | |
| 8733-87 | Трубы холодно- и теплодеформированные термообработанные | 345 | 24 | 137 | |
| Цементация 920-950 °С. Закалка 790-810 °С, вода. Отпуск 180-200 °С, воздух. | 390 | 25 | 55 | сердц. 137 |
Механические свойства сталь 10 при повышенных температурах
| Температура испытаний, °С | σ0,2 (МПа) | σв(МПа) | δ5 (%) | ψ % | KCU (кДж / м2) |
| нормализация 900-920 °С | |||||
| 20 | 260 | 420 | 32 | 69 | 221 |
| 200 | 220 | 485 | 20 | 55 | 176 |
| 300 | 175 | 515 | 23 | 55 | 142 |
| 400 | 170 | 355 | 24 | 70 | 98 |
| 500 | 160 | 255 | 19 | 63 | 78 |
Исследование релаксационной стойкости методом свободного изгиба показало, что образцы, подвергнутые ММТО, обладают более низкой релаксационной стойкостью при 150° С, чем в исходном состоянии (после отжига). Дополнительный отжиг образцов после ММТО при 300-500° С позволяет резко повысить релаксационную стойкость сталей 10 и 35. Падение напряжений в образцах за 3000 ч после дополнительного отжига при 400° С для стали 10 и при 500° С для стали 35 уменьшается в 10-30 раз в сравнении с образцами после ММТО без дополнительного отжига. При этом максимальная релаксационная стойкость получена при несколько более высоких температурах дополнительного отжига после ММТО, чем максимальные значения предела упругости.
Полученные экспериментальные данные позволяют предположить, что низкая релаксационная стойкость образцов после ММТО связана с недостаточной стабильностью тонкой структуры металла. Дополнительный дорекристаллизационный отжиг после ММТО позволяет более полно стабилизировать структуру и, таким образом, резко повысить сопротивление металла микропластическим деформациям при кратковременном и длительном нагружениях.
Научно-технические свойства стали:
- Никак не флокеночувствительна;
- Малосклонна к отпускной хрупкости;
- Свариваемость осуществляется без ограничений, сварка совершается без подогрева, после чего термообработка не требуется.
Сталь 15ХСНД отличается от марки стали 10ХСНД содержанием углерода.
Технологические же свойства и применение материалов схожи. Следует отметить особенности листовой стали 15ХСНД и ее использование:
- автомобилестроение;
- спецмашиностроение;
- судоходное строительство.
Также стальной лист 15ХСНД незаменим в конструкциях с применением сварных, клепаных, болтовых соединений. Из него получают швеллер, закладные детали, профильные и обычные трубы, уголок, и многое другое.
- лазерной;
- газом;
- гильотинной;
- плазменной.
Смотрите другие статьи и пресс-релизы компаний:
Золотое кольцо через века человеческой цивилизации О перспективах развития возможностей видеорегистраторов Невероятно увлекательный отдых в Мексике О пользе профилактических осмотров у врача Удивительная Новая Зеландия Невероятно увлекательный отдых в Мексике
Применение этой марки материала
Эту сталь много где применяют
Сердцевина заготовки из Ст. 10 при термической обработке становится пластичной, но теряет прочность, поэтому хорошо подходит для изготовления из неё элементов, которые геометрически являются телами вращения, как валы и прочее.
Из-за того что данная сталь хорошо обрабатывается резанием, её широко эксплуатируют в машиностроении, где широко распространены металлообрабатывающие станки.
Ст. 10 термически обрабатывают лишь после того, как провели чистовое точение. Так происходит потому, что инструменты меньше ломаются, нужные слои металла снимаются гораздо легче, а поверхность становится лучше.
Область применения 10ХСНД
Свойства этого металла позволяют применять его для сборки металлоконструкций, которые планируется использовать как при низких, так и при высоких температурах. Изделия из него могут эксплуатироваться в широком диапазоне температур, от -70 °С до +700 °С.
В последнее время область применения этого металла достаточно расширилась. Её применяют в следующих областях:
- строительная отрасль;
- производство дорожной и строительной техники;
- изготовление горнодобывающей техники;
- лесозаготовительные и сельскохозяйственные машины;
- механизмы для переработки строительных и металлических отходов.
В строительной сфере эта марка применяется для изготовления различных конструкций, в том числе и крупногабаритных (арок и пролётов мостов, несущих элементов зданий).
Для дорожной и горнодобывающей техники из неё изготавливают ковши и отдельные детали ковшей экскаваторов, бульдозеров.
Широко применяется подобный металл при изготовлении различных рыхлителей, мощных гидравлических ножниц.
В сельскохозяйственном машиностроении из этой стали производят лемеха плугов, элементы отжимных прессов. Для лесозаготовителей производят захваты лесопогрузчиков, отвалы бульдозеров. В переработке строительных материалов и отходов металла изготавливают специальные ножи для шредера, гидравлических ножниц, футеровки.

Отечественными аналогами 10ХСНД являются стали, имеющие следующие обозначения — 10ХСНД А, 16Г2АФ, С390. Из зарубежных аналогов очень близка по свойствам сталь, произведенная в Болгарии, с маркировкой 10ChSND.
Источник
Сдать сплав 10ХСНД (ГОСТ 19281 — 89) в Санкт-Петербурге
Сталь, конструкционная низколегированная для сварных конструкций
10ХСНД — металлический сплав, основу которого составляет железо (Fe), его содержание в 10ХСНД должно быть не менее 95.5%. Обязательно в сплаве 10ХСНД присутствуют кремний, хром, марганец, никель, медь. Допустимое количество примесей определено в таблице химического состава.
Срочный спрос
- Срочно! Сплавы AMS5537 (L-605), AMS5536 (Hastelloy Х)
- Срочно! Никель Н-1 (катодные листы)
- Срочно! Ж/д рельсы — лом, ликвидные обрезки
Частные объявления
- закупают Черные металлы, стали и сплавы
- закупают Цветные металлы и сплавы
- закупают Черные металлы, стали и сплавы
- продают Черные металлы, стали и сплавы
- продают Черные металлы, стали и сплавы
- закупают Черные металлы, стали и сплавы
- закупают Черные металлы, стали и сплавы
- продают Цветные металлы и сплавы
- продают Цветные металлы и сплавы
- продают Нефтепродукты и их отходы
- закупают Цветные металлы и сплавы
- продают Цветные металлы и сплавы
- продают Полупроводники, неметаллы и их соединения
- продают Цветные металлы и сплавы
- закупают Цветные металлы и сплавы
Все объявления + Добавьте свое Полезные инструменты
- Определить марку Определить сплав по составу
- Вес трубы или уголка Металлический калькулятор
- Для приемщиков лома Расчет выгодности сделки
Определить сплав по химическому составу Определить массу по форме изделия Расчитать прибыльность сделки
Характеристики стали 15ХСНД
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Применение | Из данной стали изготавливают элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до +450°С |
Общие рекомендации по технологии сварки стали 15ХСНД (и некоторых подобных низколегированных марок): в зависимости от требований, предъявляемых к сварным соединениям, толщины металла, размеров и жесткости конструкций, выбирают сталь, которую можно сваривать без последующей нормализации, либо используют рекомендуемую сталь и выбирают способ электрошлаковой сварки, уменьшающий перегрев, либо назначают высокотемпературную термообработку (нормализацию или отжиг в межкритическом интервале температур). Выбор сталей с высокой стойкостью против перегрева необходим в случае изготовления толстостенных крупногабаритных конструкций особо ответственного назначения (например, сосудов высокого давления, работающих при низких температурах), когда другие методы повышения свойств соединений неприменимы. Конструкции, работающие при нормальных, а иногда и пониженных температурах, но не подвергающиеся тяжелым динамическим и ударным нагрузкам, например, станины ковочных прессов, гидрогенераторов и. электрических машин, корпуса и бандажи цементных печей, обшивки судов, баллеры рулей, изготовляют из низколегированных сталей типа 20ГСЛ, 15ХСНД и 08ГДНФЛ с применением электрошлаковой сварки без нормализации. Высокая работоспособность подобных соединений подтверждена безукоризненным многолетним опытом их эксплуатации. Требуемая прочность сварных соединений сравнительно легко достигается путем применения низкоуглеродистых проволок, легированных повышенными количествами марганца (Св-10Г2, Св-08Г2С) либо марганцем, кремнием, никелем, хромом или молибденом в количестве до -1 % в различных сочетаниях (Св-08ГС, Св-10НМА, Св-08ГСМТ, Св-08ХМ и др.). Запас прочности швов, выполненных низколегированными проволоками, обычно небольшой. По этой причине для сварки соединений, подвергающихся многократной термообработке, рекомендуется применять проволоки с повышенным легированием (Св-08Г2С и Св-08ГС взамен Св-10Г2, Св-04Х2МА и 10Х2МА взамен Св-08ХМ, Св-08ГСМТ взамен Св-10НМА и т. д.). Плавящиеся мундштуки обычно изготовляют из стали СтЗ или М16С, а электродную проволоку -из сталей, содержащих повышенное количество легирующих элементов. Хорошие результаты получаются, например, при сварке сталей типа 08ГДНФЛ или 20 (25) ГСЛ проволокой Св-08ХН2М. Для сварки термоупрочненных низколегированных высокопрочных сталей рекомендуются электродные проволоки Св-10НМ и Св-08ХН2ГМЮ. Помимо равнопрочности, к металлу шва могут предъявляться специальные требования, например жаропрочность и жаростойкость. Это учитывают при выборе марки проволоки. Для сварки соединений, работающих в различных агрессивных средах, предпочтительно используют проволоки той же системы легирования, что и основной металл. При сварке конструкций из низколегированных сталей обычного назначения используют флюс АН-8. В случае сварки конструкций, не подвергаемых последующей перекристаллизационной термообработке, предпочтение следует отдавать низкокремнистому флюсу АН-22 или безокислительным флюсам типа АНФ-6. Режимы электрошлаковой сварки низколегированных сталей мало отличаются от тех, которые рекомендованы для низкоуглеродистых сталей.





