

Электроды Э46а
Для сварки стальных изделий, когда к металлу шва предъявляются повышенные требования, касающиеся ударной вязкости и относительного удлинения, находят применение электроды типа Э46а марки. Они являются расходниками этого вида, имеющиеся улучшенные свойства. Могут применяться при сварке конструкций из толстых листов, в положениях, неудобных для сварщика, при монтаже на строительных площадях.
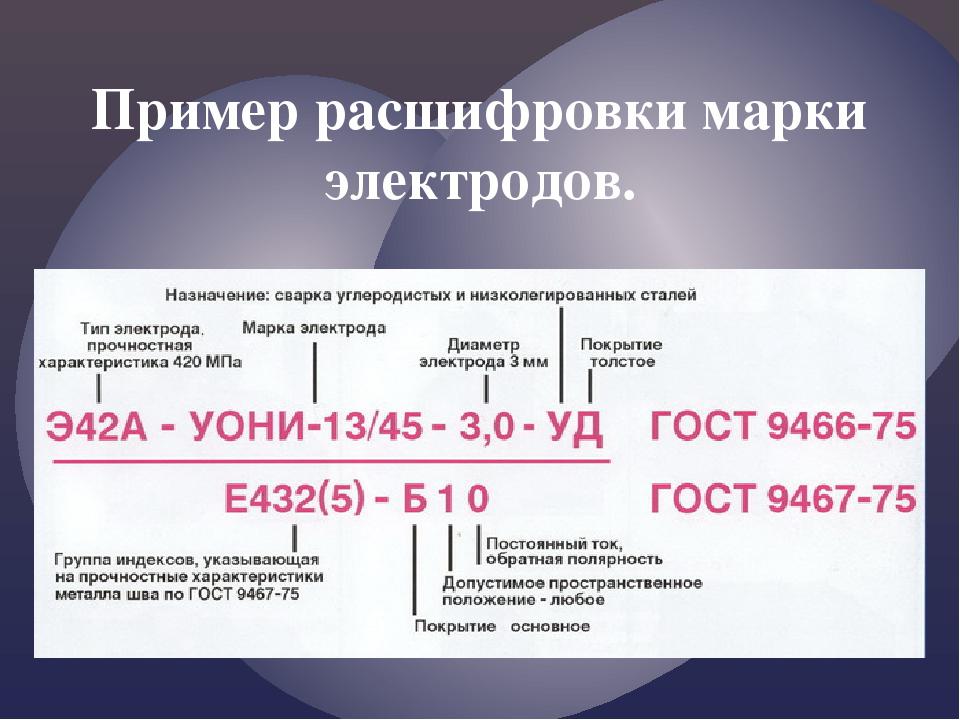
К такому виду относится целый ряд различных марок. Марка электрода Э46а используется для сварки стальных изделий с высокими требованиями к пластичности. Пример обозначения:
Цифра 3,0 означается размер диаметра электрода этой марки. Отличие от Э46 заключается в показателях пластичности, которые являются более высокими. Их предпочитают, когда предстоит сварка конструкций, которым предстоит эксплуатироваться при низких показателях температуры и механических нагрузках, имеющих переменное значение. Примером являются холодильные установки.
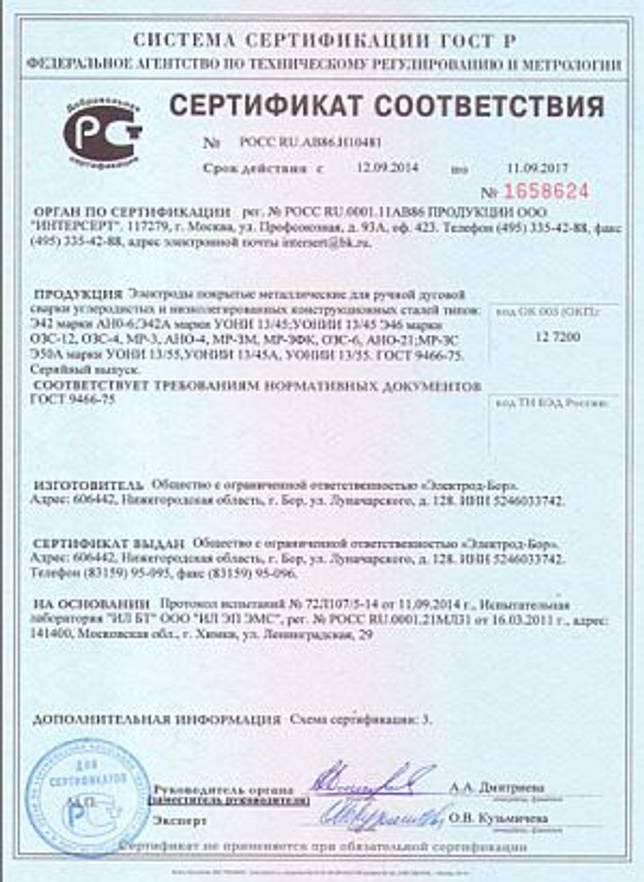
Сертификат качества
Законодательство РФ требует получать данный документ только на электроды, предназначенные для работ:
- На флоте. Сертификаты выдаются речным и морским регистрами.
- На опасных производствах. Бумаги выдаются Ростехнадзором.
Сертифицировать электроды общего назначения производителей не обязывают. Но многие делают это по собственной инициативе с целью убедить покупателя в высоком качестве своих изделий. Перед приобретением расходников рекомендуется поинтересоваться у продавца, оформлен ли на них сертификат. Его наличие послужит основательным аргументом в пользу приобретения данной марки.
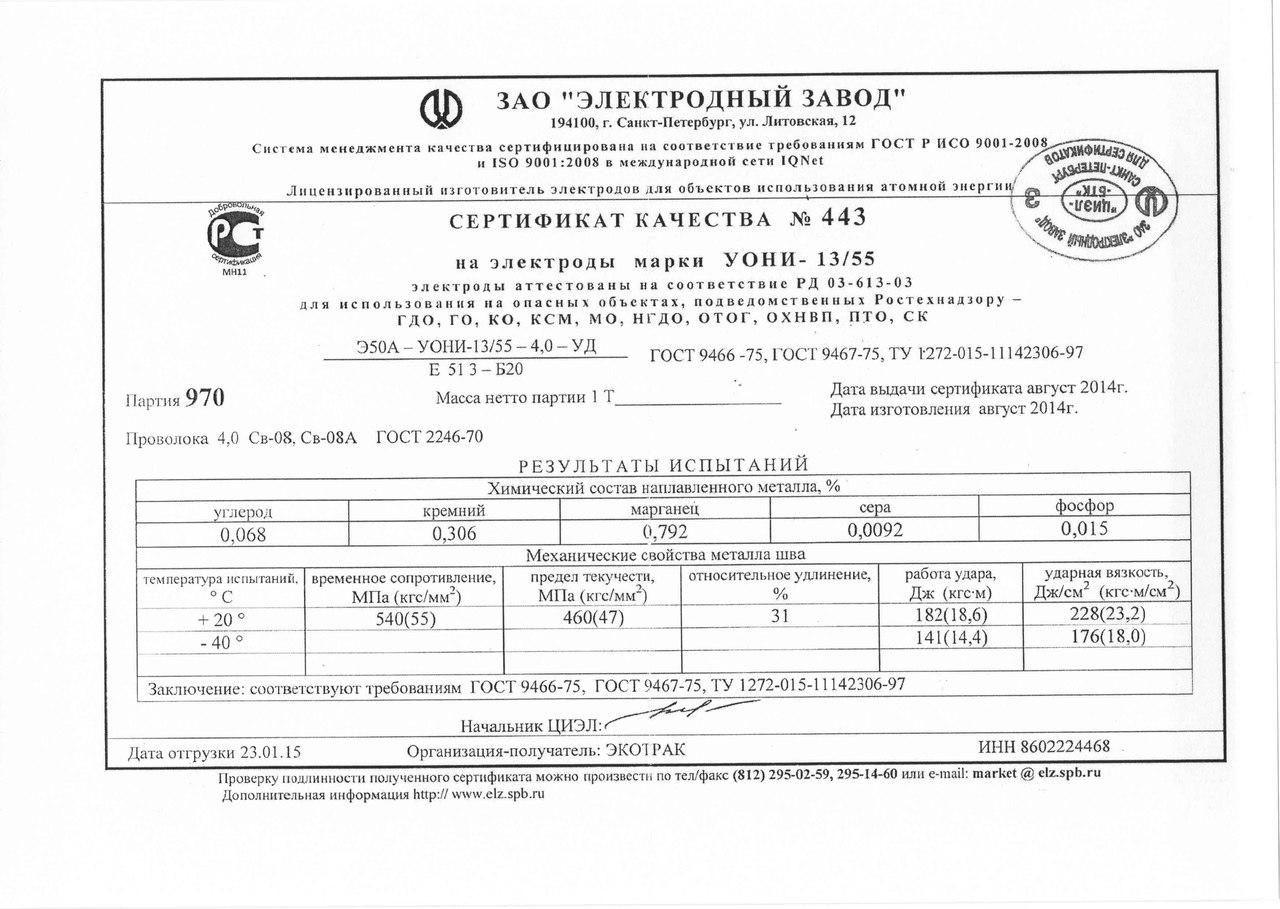
Сертификат на электроды.
Варианты покрытия
Рабочие качества электрода и особенности его использования во многом определяются материалом флюсового покрытия. Существует несколько вариантов:
- Кислое. Основано на окислах кремния и железа, в качестве добавки применяется окисел марганца. Соединение, сделанное с помощью такого покрытия, склонен к образованию горячих микротрещин.
- Рутиловое. Основано на диоксиде титана. По сравнению с предыдущим вариантом существенно снижена вероятность образования горячих микротрещин. Позволяет получить более стабильную и мощную электрическую дугу. Снижает разбрызгивание расплава и связанные с ним потери металла. Улучшает формирование и однородность шва, формирует легко отделяемую корку из шлаков, что снижает трудоемкость последующих операций по зачистке.
- Основное. Базируется на основаниях — соединениях фтора в смеси с карбонатами. По степени раскисления соответствует сталям спокойного типа. Шовный материал приобретает высокую пластичность и ударную вязкость, причем как при комнатной, так и при пониженной температуре. Также снижена вероятность появления горячих микротрещин.
Электроды «Тянь-Шань» тип Э42
Для любого вида покрытия сохраняется требование к использованию только в сухом виде. При попытке использования влажных электродов производители снимают с себя гарантийные обязательства по качеству шва. Продукция поставляется в герметично запечатанных целлофаном коробках, распечатывать их следует непосредственно перед началом работы. Если электроды все же подмокли, их необходимо просушить и прокалить в муфельной печи.
Также независимо от варианта покрытия необходимо тщательно соблюдать технологию и режимы сварочных работ.
Аналоги
У изделий серии Э42 существуют аналогичные по своим свойствам электроды, которые при определенных ограничениях можно использовать в качестве замены. Определяющим в вопросе подбора аналогов является химический состав сварочной проволоки, лежащей в основе изделия.
Стандарт допускает применение проволоки марок Св 08 и Св 08а. Практически, любой электрод на такой основе будет выдавать близкие физико-механические параметры шовного материала, высоковязкого и пластичного.
 Следующие марки являются близкими функциональными аналогами Э42:
Следующие марки являются близкими функциональными аналогами Э42:
- Огонек, позволяет сваривать заготовки толщиной от 1 до 3 мм, допускается направление сверху вниз в вертикальном сварочном положении;
- АНО 6м, работает как на укороченной, так и на обычной длине дуги, снижено разбрызгивание металла;
- АНО-17, специализированы для работы с заготовками большой толщины и протяженными соединениями, аналог электродов э42а диаметром 4-6 мм;
- ВСЦ-4 (м), адаптирован для сварки трубопроводов;
- ОЗС 23, приспособлены для соединения тонколистовых конструкций малого веса, не выделяет вредные вещества в атмосферу;
- ОМА 2, для работы на увеличенной длине дуги по вертикальным швам, для заготовок толщиной до 3 мм, со сниженной проплавляемостью.
Полным функциональным аналогом Э42, даже превосходящим его по ряду параметров, считают электроды производства ESAB OK-4600, OK Pipeweld-6010.
Это интересно: Электроды по нержавейке — маркировка элементов для сварки
Особенности электродов
Электроды марки Э42 отличаются следующими особенностями их использования.
- Сварной шов, который получают с их использованием, обладает достаточно высокой прочностью и пластичностью, что делает его устойчивым даже к значительным нагрузкам на излом.
- Шлаковая корка, формирующаяся после кристаллизации сварного шва, легко удаляется.
- Получаемый сварной шов характеризуется однородностью, в нем нет пор и пустот, если технология выполнения сварочных работ строго соблюдается.
- Электродами Э42 достаточно качественные соединения может выполнять даже тот, кто не имеет большого опыта.
- При использовании таких изделий дуга зажигается очень легко.
- Дуга, зажигаемая при помощи электродов типа Э42 различного диаметра, характеризуется высокой устойчивостью.
- Экономичный расход материала электрода.
- Покрытия, которые нанесены на изделия данного типа, отличаются большим разнообразием.
- Работать подобными изделиями можно даже в том случае, если поверхность деталей влажная и покрыта слоем ржавчины.
- Вне зависимости от конкретной марки используемых электродов, они различаются оптимальным соотношением цена-качество.
- При использовании данных изделий коэффициент наплавки составляет 10г/Ач.
- Электроды марки Э42, диаметр которых может составлять 4–6 мм, выпускаются длиной до 45 см.
- Чтобы сформировать 1 кг сварного шва, электродов Э42 потребуется 1,6 кг.
- Используя изделия марки Э42 различных диаметров (в диапазоне от 4 до 6 мм), можно не переживать за колебания длины дуги, они часто могут происходить по причине скачков напряжения в электрической сети.

Сварочные электроды Э42
Металл шва или наплавка
В ходе наплавочной операции наносят слой металла, или присадочного материала, на поверхность заготовки. Причины выполнения наплавочных операций могут быть следующими:
- ремонт изношенного или поврежденного узла механизма;
- доведение геометрических размеров заготовки до заданных в проекте при установлении факта устранимого брака;
- создание металлического покрытия с целью улучшить такие физико-химические свойства основной детали, как прочность или устойчивость к коррозии;
При выполнении наплавочной операции электрод следует по заданной траектории над поверхностью основной детали. Металл расплавляется и, смешиваясь с металлом электрода, образует на поверхности детали сплошной наплавленный слой. Иногда наплавку проводят в несколько слоев, масса ее на особо крупных деталях может доходить до нескольких тонн.
По окончании наплавки деталь подвергается механической обработке для точного доведения геометрических размеров до заданных величин. Если требуется наплавка малых объемов, Э42 вполне способен заменить собой специализированные наплавочные электроды.
Известные производители
Крупнейшими изготовителями сварочных электродов, в т.ч. типа Э42, являются:
- ООО «НПО Спецэлектрод».
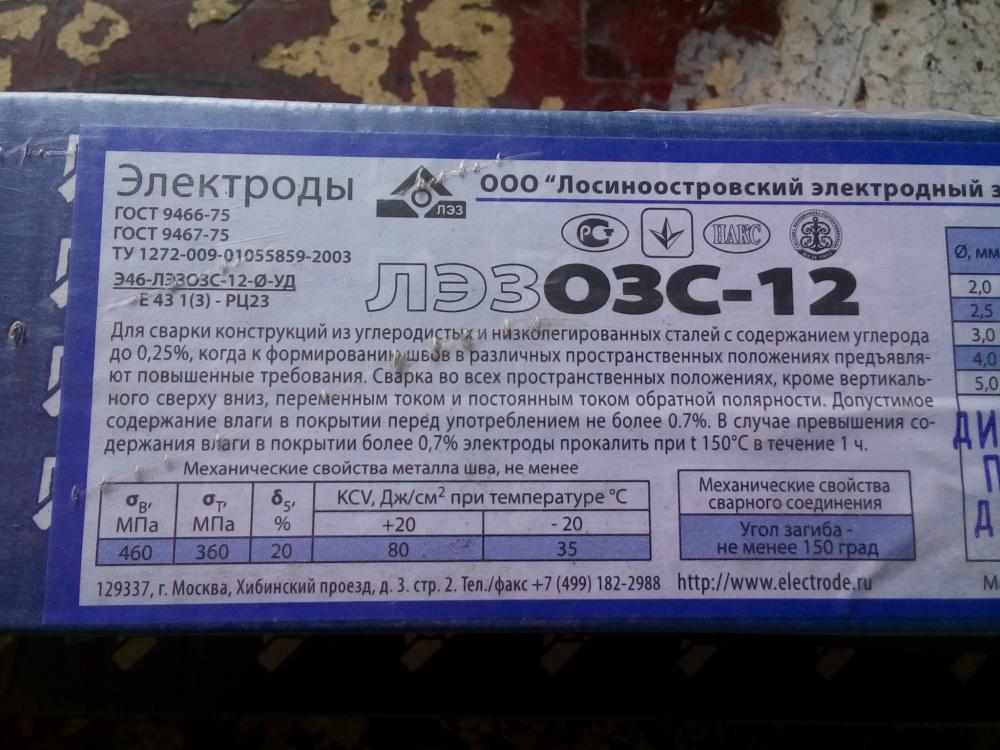
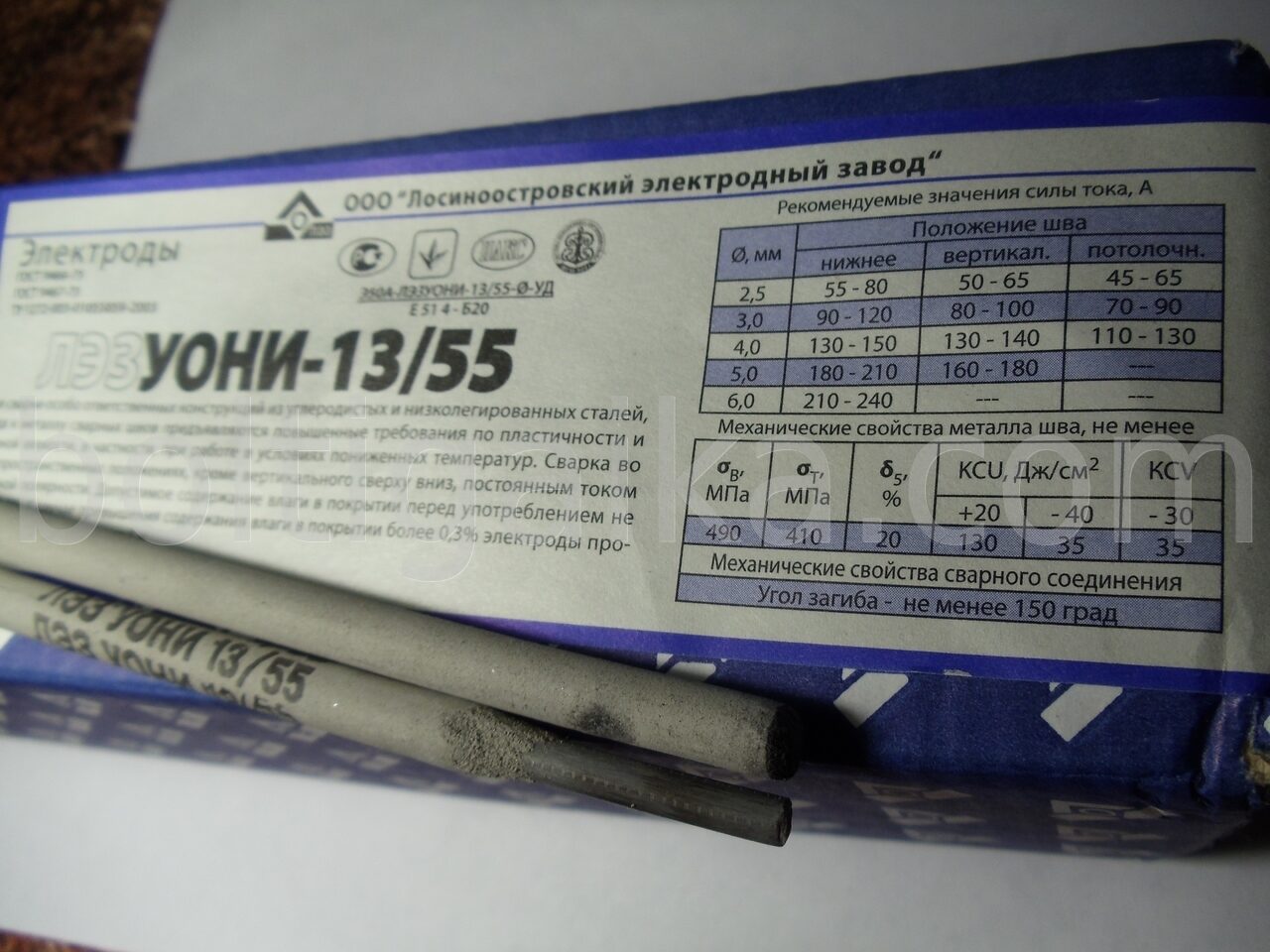
- ЛЭЗ.
- СЗСМ.
- ОАО «Лосиновский электродный завод».
- ООО «Уральский электродный завод».
- ПАО «Плазматек».
- «Хобэкс».
- Monolith.
- «Мост».
- Esab.
- Kobleco.
- Linkoln Electric.

Известные производители сварочных электродов.
История каждого предприятия насчитывает десятки лет. Ведутся научно-исследовательские работы в лабораториях, результатом которых становится появление новых, более эффективных стержней и обмазок. Постоянно обновляется парк оборудования, в т. ч. используемого для контроля качества. Благодаря этому почти 100% брака выявляется до отправки продукции в магазины.
Часть компаний, например «НПО Спецэлектрод», берутся за выполнение индивидуальных заказов с характеристиками, которые предоставит покупатель.
Требования ГОСТ
ГОСТ 9467-75 определяет технические условия на производство, требования к химическому составу и физико-механическим свойствам электродов. В нем также регламентированы:
- процедуры контроля качества;
- приемка продукции;
- упаковка и отгрузка;
- порядок хранения.
Все заводы–изготовители, желающие поставлять на рынок электроды типа Э42 и Э42А, обязаны выполнять требования ГОСТ и проходить периодическую сертификацию в уполномоченных организациях. По специальной договоренности между производителем и поставщиком возможны отклонения от требований ГОСТ. В этом случае изделие выпускается принимается по техническим условиям, утвержденным обеими сторонами.
Выбор

Для начала узнайте диаметр стержня. Выбрать его несложно – он просто должен быть таким же, как и ширина сечения металла, который вы будете варить.
Чтобы не потеряться среди разнообразия марок, смотрите на госстандарты каждой. В этом случае выбор полностью ваш. Если цена для вас главное, возьмите АНО-6. А, если у вас высокие запросы к сварному соединению – берите ОК 46.00.
Можете также поговорить об этом с продавцом-консультантом.
Производитель не главный критерий. От него в основном зависит цена, но и качество у разных заводов тоже разное. Если вы не хотите тратить лишнего на стержни, вам подойдут расходники, сделанные на российских заводах.
Если ограничений у вас нет, то выбирайте, например, “Kobelco”, они дороже, но лучше показывают себя в работе.
Всегда спрашивайте у продавца в магазине-представителе сертификаты. Можете сделать это также и через сайт самого производителя. Этот документ подтвердит, что электрод, который вы купили, не поддельные и сделаны по всем производственным стандартам.
Исходя из этого, если перед вами стоит выбор из двух электродов, выбирайте тот, производитель которого предоставил сертификат соответствия.
Технические показатели
Изделия типа Э42 соответствуют ГОСТ 9466 и ГОСТ 9467 . Сварка осуществляется постоянным и переменным током.
Выбор конкретной марки определяется типом покрытия стержня. Покрытие Э42 может быть кислым или рутиловым.
Металл шва, произведенного электродом с кислым покрытием, имеет склонность к образованию трещин. Если шов выполнен изделием с рутиловым покрытием, его металл не образует трещин и соответствует спокойной или полуспокойной стали.
Благодаря покрытию стержень хорошо переносит воздействие на него газов — азота и кислорода, выделяющихся при сварке. Покрытие обеспечивает поддержание горения дуги и обогащает сплав необходимыми легирующими компонентами.




https://youtube.com/watch?v=wkx2TUgIPhQ
Основные параметры характеристики Э42:
- Временное сопротивление разрыву.
- Ударная вязкость.
- Относительное удлинение.
- Угол изгиба.
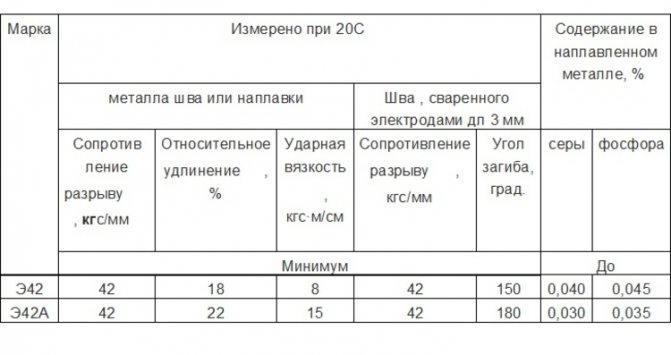
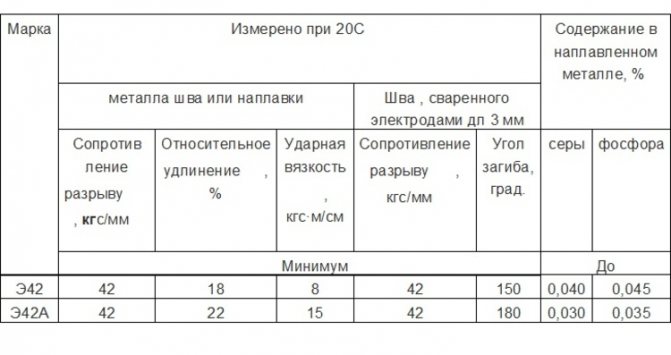
Химический состав электродов Э42: углерод — 0.08%, марганец — 0.7%, кремний — 0.1%, сера — 0.035%, фосфор — 0.035%.
Свойства электродов Э42:
- Временное сопротивление разрыву — 420 МПа.
- Длина стержня диаметром 4 мм — 450 сантиметров.
- Сварка производится при температуре от (- 20 градусов) до (+ 20 градусов).
- На 1.6 кг наплава расходуется 1 кг подсобного материала.
- Ударная вязкость шва 150 Дж/кв.см при температуре (+20), при (-40) она составляет 35 Дж/кв. см.
- Удлинение шва не более 22%.
Особенности электродов Э42
Сварка металлоконструкций осуществляется во всех положениях, кроме вертикального положения сверху вниз. Это требование при маркировке стержней обозначается цифрой «2».
Для шва, производимого электродом диаметром 4 мм Э42, присуща однородность и отсутствие пустот.
Шлаковая корка, полученная в результате образования шва, легко удаляется.
В процессе сварки горячий наплавляемый материал не растекается.
При применении электродов Э42 происходит быстрое воспламенение дуги. Она отличается стабильностью.
Шов прочный и пластичный.
Используя стержни типа Э42 можно сваривать заржавевшие и мокрые металлы.
Качество сварки высокое, не зависит от длины дуги и скачков напряжения в сети.
Если используется переменный ток, необходимо, чтобы сварка производилась на обратной полярности.
Стержни следует подбирать по требуемым материалам и конкретным условиям работ. Для того чтобы выбор был правильным, необходимо знать толщину свариваемого металла, марку стали, тип электрического тока и положение сварки.
https://youtube.com/watch?v=neMXjs3dtng
Использование
Даже при имеющихся различиях, все электроды типа Э42 обладают и общими чертами. Ими можно спокойно соединять заготовки из чёрных металлов и высокоуглеродистой стали.
Конструкции, требования к устойчивости которых высокие, не стоит создавать с помощью этих марок. Также не ведите электрическую дугу сверху вниз, пока варите в вертикальном положении.
Эти электродные стержни не подходят для пайки деталей из нержавейки, потому что в их состав не входят хром и никель в тех количествах, которые нужны для такой стали. Без них соединённая нержавеющая сталь станет чувствительной к окислению и коррозии.
Также такие конструкции легко ломаются и трескаются. Вы сможете убедиться в этом, если проведёте опыт на ненужных остатках стали.
Технические характеристики
В соответствии с требованиями ГОСТ 9466 и ГОСТ 9467, Э42 предназначены для работы как переменным, так и постоянным током. Обмазка бывает как на кислотной основе, так и на основе минерала рутила (диоксида титана). Кислые покрытия часто приводят к образованию множественных трещин. Для сплавов, характеризующихся как спокойные или полуспокойные, предпочтительно использование рутиловой обмазки.
При сгорании покрытия в пламени электродуги образуется облако защитного газа, вытесняющего из рабочей зоны воздух и предотвращающего контакт расплавленного металла с кислородом и азотом, а также с водяными парами. Кроме того, присадки, водящие в состав Э42, выступают в роли легирующих компонентов.
Изделия серии характеризуются следующими физико-механическими параметрами:
- временное сопротивление разрыву: 420 Мпа;
- ударная вязкость шовного материала при нормальной температуре: 150 Дж/см2;
- то же при -40С: 35 Дж/см2;
- относительное удлинение до 22%;
- температурный диапазон применения: -20+20оС;
- коэффициент наплавления: 1,6.
Параметры изделий серии делают их хорошим выбором при монтаже сложных технологических конструкций, предназначенных для работы при низких температурах, как для криогенной техники, так и для полярных транспортных средств и элементов инфраструктуры. Высокая прочность шовного материала открывает электродам широкий путь для использования при сварке ответственных высоконагруженных металлоконструкций в строительстве, машиностроении, оборонной отрасли.
Аналоги
Электродные стержни Э42 производят одновременно не меньше десяти компаний. Найти электроды, которые впишутся в ваш бюджет и сценарий работы будет несложно благодаря их распространённости.
Но учтите, что для изделий, сваренных с участием Э42А, страшны горячие трещины.
Если Э42А не удовлетворяет вас, смотрите на материал проволоки, из которой сделаны аналогичные стержни. Сравните материал с составом сплава или стали свариваемых деталей.
Электрод должен быть похож по составу на элементы, чтобы совместимость была высокой. Можете искать аналог и по покрытию электрода. У Э42 оно из рутила.
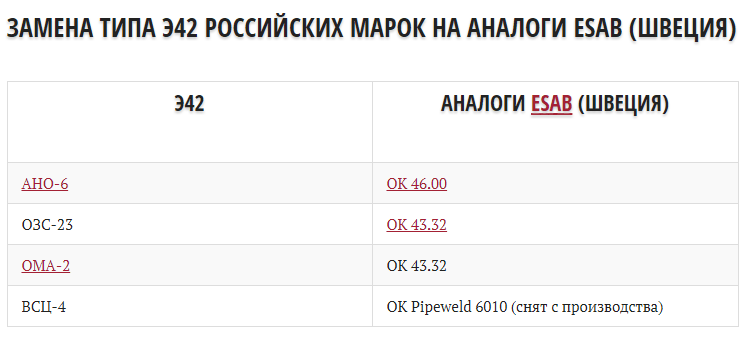
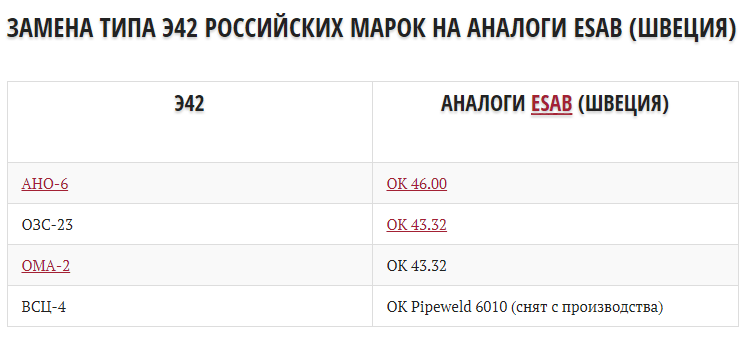
Аналоги, чем заменить
Э42 взаимозаменяемы с большим числом аналогов. Их можно заменять на электроды типа Э42А (с кислым покрытием, при сварке не образуются поры, если металл имеет следы окалины. Нужно иметь в виду, что такие швы имеют склонность к горячим трещинам).
| АНО-6 | OK 46.00 |
| ОЗС-23 | OK 43.32 |
| ОМА-2 | OK 43.32 |
| ВСЦ-4 | OK Pipeweld 6010 (снят с производства) |
Главным критерием для заменяемости электродов будет материал сварочной проволоки, из которой изготовлены изделия. Этот материал должен иметь состав, приближающийся к составу того сплава, который образуется при сварке сплава или пары сплавов. От химического состава образующихся при сварке сплавов шва зависят его механические и коррозионные свойства. Для Э42 применяется сварочная проволока марок Св–08, Св–08А по ГОСТ 2246–70. Из покрытий чаще всего присутствует рутил (минерал с высоким содержанием двуокиси титана).
К сведению! Электроды Э42 широко распространены, изготовителей много, цена на этот материал относительно невелика. Поэтому, поиск аналогов для данного материала является довольно редким делом.
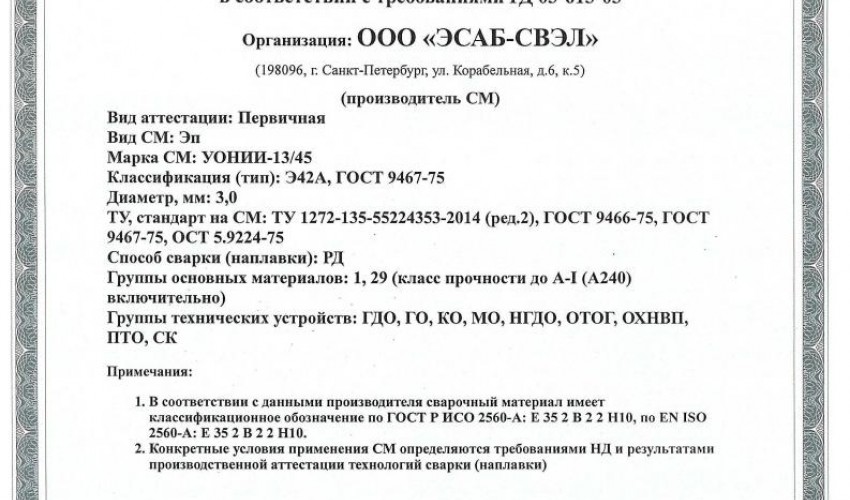
Сертификация качества
В России в настоящее время не требуется обязательной сертификации на сварочные электроды общего назначения. Однако потребитель может затребовать у изготовителя такой документ.
Сертификаты Морского и Речного Регистров требуются для сварочных материалов, которые применяют в соответствующих условиях. Сертификат Ростехнадзора требуется для материалов применяемых на опасных производствах.
Большинство предприятий добровольно сертифицируют свою продукцию, чтобы расширить рынок сбыта. Большая часть изделий типа Э42 выпускается с сертификатами.
Наличие сертификатов позволяет контролировать производителей и поставщиков на предмет качества. Сварные соединения, как правило, несут большую механическую нагрузку и поэтому все работы, связанные со сваркой, в конечном счете обходятся недешево. Поэтому все потребители должны быть заинтересованы в высоком качестве сварочных электродов.
Популярные производители
Из предприятий России: СпецЭлектрод (Москва), ЛЭЗ, СЗСМ, ООО Уральский электродный завод. Импортные: ESAB (Швеция), Lincoln Electric (США), Kobleco (Япония).
Обозначение
В России электроды обозначаются по ГОСТ’ам 9466-75 и 9467-75 (действующие). На странице “Маркировка сварочных электродов” смотрите что означают маркировки и расшифровку отдельных полей.
Все подробности характеристик (их достаточно много) находятся в указанных ГОСТ’ах.
Имейте в виду! Маркировка обязательно должна присутствовать на упаковке или обертке, в некоторых случаях предприятия даже маркируют сами электроды, нанося маркировку на покрытие.
Для каких сталей
Электродами типа Э42 можно варить углеродистые и низколегированные стали, для большинства малонагруженных металлоконструкций. Нельзя использовать их при сварке вертикальных швов сверху вниз. Источник тока может быть как переменным, так и постоянным. В случае постоянного тока необходимо использовать обратную полярность. Шлак удаляется легко с любых швов.


Тип Э42, особенно АНО-6, часто используется при домашних сварочных работах. Дуга от них горит стабильно, зажигается без больших трудностей и хорошо поддается удержанию для сварщиков непрофессионалов.
Можно ли какие-то электроды этого типа использовать по нержавейке?
Нужно знать! Для типа Э42 нет марок, подходящих для сварки нержавеющих сталей.
Нержавеющие стали, для однородности шва, должны вариться проволокой из нержавеющей стали, содержащей хром и никель в соответствующих пропорциях. Если сварить нержавейку электродами типа Э42 то шов будет, как минимум, подвержен сильной коррозии и вся ценность нержавеющей стали в такой конструкции будет лишена смысла. Механические свойства шва окажутся также низкими. Смотрите тут про электроды по нержавейке.
Все марки электродов
Аналоги электродов Э42

При необходимости данные изделия можно заменить аналогичными. Главное, чтобы у новых электродов химический состав сварной проволоки был приближен к Э42. Для сварочных проволок данных электродов предусмотрены марки Св-08 и Св-08А. При помощи Э42 можно соединять углеродистые и низкоуглеродистые стали. Для образовавшихся швов характерны высокие показатели вязкости и пластичности. Данные электроды применяются преимущественно в случае, когда необходимо образовать сварной шов с временным показателем сопротивления на разрыв до 50 кг/мм. кв.
Если же требуются более высокие показатели металла шва, то сварщику следует использовать электроды другого типа. Широкое применение получил присадочный материал АНО-6. Данные электроды оснащены рутиловым покрытием. Их рабочие диаметры варьируются в пределах 4-6 мм. Используя данную марку, кромки соединяемых стальных изделий можно не зачищать. Для работы предусмотрена короткая или средняя дуга. Сваривая угловые швы, мастер должен держать электрод под углом 50 градусов. Применение АНО-6 обеспечивает отсутствие в швах мини-пор и трещин. Также для Э42 можно подобрать и другие аналоги. Одним из них считаются электроды Э42А. Предел прочности на разрыв у этих изделий составляет 412 МПа.

Также, в зависимости от выполняемых задач, сварщик может воспользоваться следующими марками электродов типа Э42:
- «Огонек». При помощи данных электродов соединяются стальные изделия, толщина которых составляет от 1 до 3 мм. Кроме того, электроды «Огонек» можно использовать для сварки «сверху вниз».
- «АНО-6М». Сварочные работы осуществляются за счет короткой или средней дуги. Разбрызгивание минимизировано.
- «АНО-17». Данные электроды предназначаются для соединения толстых металлов. Их применение характеризуется образованием длинных сварных швов.
- «ВСЦ-4». Данная марка применяется для сварочных работ с трубопроводом.
- «ВСЦ-4М». При помощи этих изделий обрабатываются стыки трубопроводов.
- «ОЗС-23». С их помощью можно выполнять сварочные работы в стальных конструкциях, имеющих малую толщину. Электроды обладают низкой токсичностью.
- «ОМА-2». Сварщик применяет удлиненную дугу. Используя данные электроды, можно сваривать отвесные металлоконструкции, толщина которых варьируется в пределах 0,8-3 мм. Для этого присадочного материала характерна низкая проплавляющая способность. Сварочные работы с «ОМА-2» осуществляются на окисленной поверхности.
Очень качественными аналогами электродов типа Э42 считаются шведские присадочные материалы OK-4600, OK-4332, OK Pipeweld-6010.
Технические характеристики
Электроды Э42 предназначены для сварки как постоянным, так и переменным током. Они могут иметь как кислое, так и рутиловое напыление. Флюсовая обмазка, сгорая в пламени электродуги, выделяет защитные газы, препятствующие доступу кислорода воздуха к сварочной ванне. Она также способствует повышению стабильности горения дуги и доставляет в рабочую зону легирующие присадки. При работе с кислым покрытием шовный материал бывает подвержен образованию трещин, особенно при несоблюдении режимов сварки. Рутиловое покрытие избавляет от такого риска, шовный материал по своей степени раскисления близок к спокойной или полуспокойной стали.

Сварка электродами
По своему химическому составу электроды Э42 относятся к группе обычных и содержат следующие элементы:
- С — 0,08%;
- Mn7%;
- Si1%;
- S035%;
- P035%.
Электроды обладают следующими физико-механическими и рабочими характеристиками:
- Сопротивление на разрыв — 420 мпа.
- Длина при диаметре 4 миллиметра — 45 см.
- Диапазон сварочных температур: -20 °С — +20 °С.
- Расход на 1 кг шва — 1,6 кг электрода.
- Ударная вязкость шовного материала -150 Дж/см2.
- Относительное удлинение шва — до 22%.
- Диапазон диаметров — от 4 до 12 мм.
Указанные параметры достигаются при условии соблюдения технологии сварочных работ и режимов сварки.
Аналоги электродов Э42
Отличительные особенности и специфика применения
Тип Э42 представляет собой универсальное изделие массового применения. Однако для него можно отметить некоторые особенности электродов Э42:
- Получаемое в результате применения сварное соединение выходит прочным и пластичным, обладает высокой стойкостью к нагрузкам на излом.
- Образующаяся корка шлака легко отделяется от шовного материала.
- Соединение отличается высокой однородностью структуры, низкой пористостью и отсутствием каверн.
- Изделие не требует высокой квалификации и наработки опыта для успешного применения, достаточно точно соблюдать режимы сварки и технологию выполнения шва.
- Легкий розжиг дуги.
- Низкий расход материала на килограмм шва.
- Широкий ассортимент флюсовых обмазок.
- Широкий выбор диаметров – до 12 мм.
- Отличное соотношение цена/качество и цена/функциональность.
Электроды небольших диаметров успешно применяют для сварки конструкций в домашних условиях, как инверторным сварочным аппаратом, так и устаревшими громоздкими сварочными трансформаторами и выпрямителями. При соблюдении заданного расстояния от кончика стержня до детали броски напряжения в сети оказывают незначительное влияние на стабильность дуги.

Электроды Э42 диаметр 5,0 мм
Диаметры 6-12 мм применяются в основном в промышленных условиях, вместе с профессиональными высокопроизводительными сварочными постами, развивающими рабочий ток до 600-800 ампер. Электроды Э42 диаметром 8 мм позволяют сваривать детали толщиной свыше 8 мм за один проход, что делает их конкурентоспособными по производительности с полуавтоматическими аппаратами, использующими сварочную проволоку.
Э42 не рекомендованы для работы по высоколегированным сплавам, по нержавейке, по цветным сплавам, по чугуну.
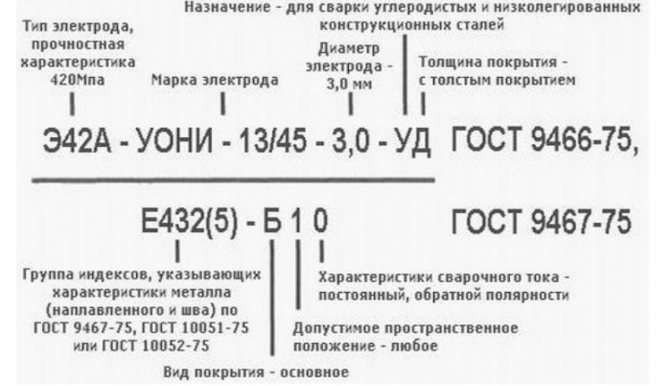
В знаменателе — кодированное обозначение (код):
буква Е — международное обозначение плавящегося покрытого электрода
ГРУППА ИНДЕКСОВ, УКАЗЫВАЮЩИХ ХАРАКТЕРИСТИКИ МЕТАЛЛА ШВА ИЛИ НАПЛАВЛЯЕМОГО МЕТАЛЛА
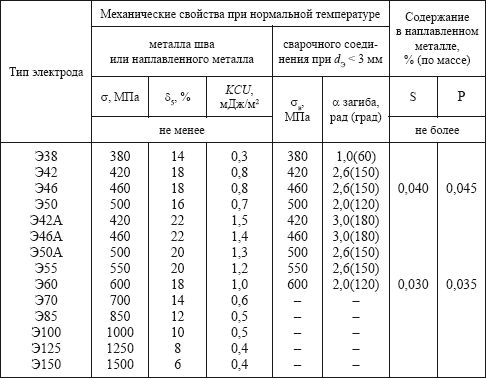
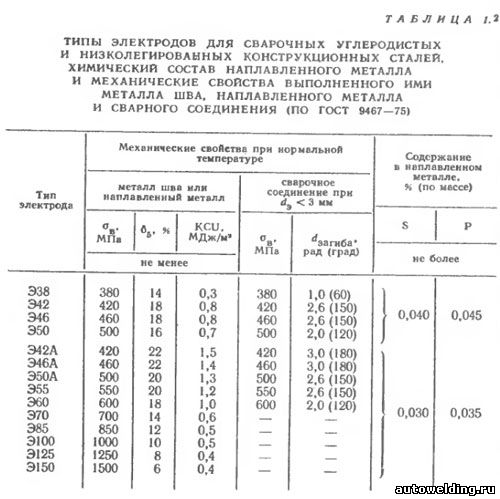
6.1. Для электродов, применяемых для сварки углеродистых и низколегированных сталей с пределом прочности при растяжении до 588 МПа (60 кгс/мм2)
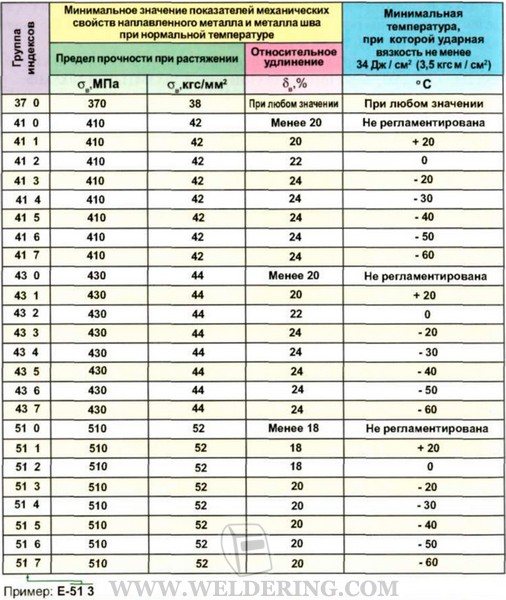
6.2. В условном обозначении электродов для сварки легированных сталей с пределом прочности при растяжении свыше 588 МПа (60 кгс/мм2) первый индекс двузначного числа соответствует среднему содержанию углерода в шве в сотых долях процента; последующие индексы из букв и цифр показывают содержание элементов в процентах в металле шва; последний цифровой индекс, проставляемый через дефис, характеризует минимальную температуру°С, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (35 кгс?м/см2).
Пример: E-12X2Г2-3 означает 0,12% углерода, 2% хрома, 2% марганца в металле шва и при -20°С имеет ударную вязкость 34 Дж/см2 (3,5 кгс?м/см2).
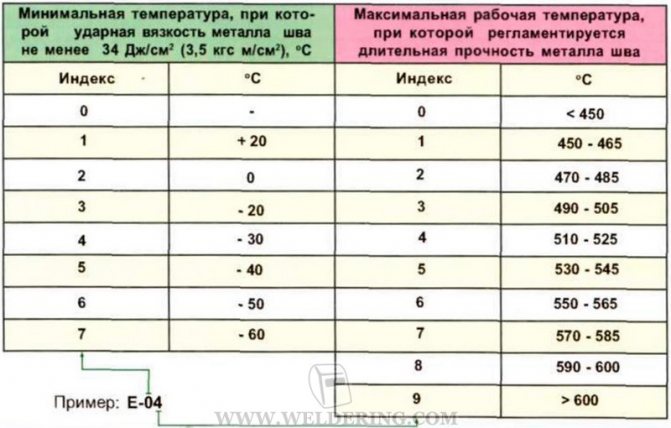
6.3. В условном обозначении электродов для сварки теплоустойчивых сталей содержатся два индекса:
- первый указывает минимальную температуру, при которой ударная вязкость металла шва составляет не менее 34 Дж/см2 (3,5 кгс?м/см2);
- второй индекс — максимальную температуру, при которой регламентированы показатели длительной прочности металла шва.
6.4. Электроды для сварки высоколегированных сталей кодируются группой индексов, состоящих из трех или четырех цифр:
- первый индекс характеризует стойкость металла шва к межкристаллитной коррозии;
- второй указывает максимальную рабочую температуру, при которой регламентированы показатели длительной прочности металла шва (жаропрочность);
- третий индекс указывает максимальную рабочую температуру сварных соединений, до которой допускается применение электродов при сварке жаростойких сталей;
- четвертый индекс указывает содержание ферритной фазы в металле шва.

6.5. Условное обозначение электродов для наплавки поверхностных слоев состоит из двух частей:
первый индекс указывает среднюю твердость наплавленного металла и выражается дробью:
- в числителе — твердость по Виккерсу;
- в знаменателе — по Роквеллу.
второй индекс указывает, что твердость наплавленного металла обеспечивается:
- без термической обработки после наплавки -1;
- после термической обработки — 2.
| Индекс | Твердость | Индекс | Твердость | ||
| по Виккерсу | по Роквеллу | по Виккерсу | по Роквеллу | ||
| 200/17 | 175 — 224 | до 23 | 700 / 58 | 675 — 724 | 59 |
| 250 / 25 | 225 — 274 | 24 — 30 | 750 / 60 | 725 — 774 | 60 — 61 |
| 300 / 32 | 275 — 324 | 30,5 — 37,0 | 800 / 61 | 775 — 824 | 62 |
| 350 / 37 | 325 — 374 | 32,5 — 40,0 | 850 / 62 | 825 — 874 | 63-64 |
| 400 / 41 | 375 — 424 | 40,5 — 44.5 | 900 / 64 | 875 — 924 | 65 |
| 450 / 45 | 425 — 474 | 45,5 — 48,5 | 950 / 65 | 925 — 974 | 66 |
| 500 / 48 | 475 — 524 | 49,0 | 1000 / 66 | 975 — 1024 | 66,5 — 68,0 |
| 550 / 50 | 525 — 574 | 50 — 52,5 | 1050/68 | 1025 — 1074 | 69 |
| 600 / 53 | 575 — 624 | 53 — 55,5 | 1100/69 | 1075 -1124 | 70 |
| 650 / 56 | 625 — 674 | 56 — 58,5 | 1150/70 | 1125 -1174 | 71 -72 |
Пример: Е — 300/32-1 — Твердость наплавленного слоя без термообработки.
ОБОЗНАЧЕНИЕ ВИДА ПОКРЫТИЯ
А, Б, Ц, Р — см. Электродные покрытия; смешанного типа: АР — кисло-рутиловое; РБ — рутилово-основное и т.п.; П — прочие. При наличии в покрытии железного порошка более 20% добавляется буква Ж. Например: АЖ.
ОБОЗНАЧЕНИЕ ДОПУСТИМЫХ ПРОСТРАНСТВЕННЫХ ПОЛОЖЕНИЙ
1 — для всех положений, 2 — для всех положений, кроме вертикального «сверху-вниз», 3 — для нижнего, горизонтального на вертикальной плоскости и вертикального “снизу-вверх», 4 — для нижнего и нижнего «в лодочку».
ОБОЗНАЧЕНИЕ ХАРАКТЕРИСТИК СВАРОЧНОГО ТОКА И НАПРЯЖЕНИЯ ХОЛОСТОГО ХОДА ИСТОЧНИКА ПИТАНИЯ
| Полярность постоянного тока | Uxx источника переменного тока, В | Индекс | |
| Номинальный | Пред. отклонение | ||
| Обратная | — | — | |
| Любая | — | — | 1 |
| Прямая | 50 | ± 5 | 2 |
| Обратная | 3 | ||
| Любая | 70 | ± 10 | 4 |
| Прямая | 5 | ||
| Обратная | 6 | ||
| Любая | 90 | ± 5 | 7 |
| Прямая | 8 | ||
| Обратная | 9 |
СТАНДАРТ НА СТРУКТУРУ УСЛОВНОГО ОБОЗНАЧЕНИЯ
ГОСТ 9466-75 «Электроды покрытые металлические для ручной дуговой сварки и наплавки. Классификация и общие технические условия».
СТАНДАРТ НА ТИПЫ ЭЛЕКТРОДОВ
ГОСТ 9467-75 «Электроды покрытые металлические для ручной дуговой сварки конструкционных и теплоустойчивых сталей».
ГОСТ 10051-75 «Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами».
ГОСТ 10052-75 «Электроды покрытые металлические для ручной дуговой сварки высоколегированных сталей с особыми свойствами».
Общие сведения
Электроды марок ОЗЛ относятся к плавящимся расходным материалам для ручной дуговой сварки с основным покрытием. Стержень из легированного металла имеет разброс диаметров (в основном от 2,0 мм до 6,0 мм) для сварки различной толщины материалов.




Основное покрытие электродов ОЗЛ хорошо защищает поверхность сварочного шва при источнике питания на постоянном токе. При этом легированные стали сваривают на обратной полярности, на которой выделяется меньше тепла. Для таких чувствительных к перегреву сталей применение обратной полярности для расходников марки ОЗЛ – это способ получения качественного шва.
ВАЖНО! При выборе расходного материала для сварки обычной малоуглеродистой стали следует помнить, что расходники марки ОЗЛ предназначены в большей степени для сварки жаростойких сталей. Температуры плавления настолько разные, что при достижении жидкой фазы основного металла, электрод марки ОЗЛ даже еще не начнет плавиться
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить
Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка
Для основного покрытия технологический процесс сварки требует хорошо подготовленных свариваемых поверхностей – зачистить от ржавчины и других загрязнений, обезжирить. Расходники ОЗЛ весьма чувствительны к присутствию влаги, поэтому перед использованием требуется дополнительная прокалка.
ГОСТ
Электроды ОЗЛ должны соответствовать нормативам ГОСТ 9466 – 75 и ГОСТ 10052-75. Первый стандарт регламентирует классификацию и общие требования к покрытым металлическим электродам для ручной дуговой сварки.

Электроды ОЗЛ-32
Второй стандарт обозначает типы покрытых электродов для ручной дуговой сварки коррозионностойких, жаростойких и жаропрочных высоколегированных сталей. К обоим стандартам относятся расходные материалы марки ОЗЛ.
Расшифровка
Условное обозначение электродов образуется на базе данных вышеуказанных стандартов. Пример обозначения расходного материала марки ОЗЛ – 6:
Э – 10Х25Н13Г2 — ОЗЛ – 6 — 3,0 — ВД / Е 2075 — Б20
Цифры и буквы соответствуют следующим основным характеристикам ОЗЛ – 6:
- Э – 10Х25Н13Г2 – таким обозначением определяется тип электрода по ГОСТ 10052 – 75;
- ОЗЛ-6 — марка, аббревиатура которой указывает на ее происхождение (данная создана на опытном заводе для сварки легированных сталей, много расходников ОЗЛ разработано на предприятии «Спецэлектрод» г. Москва);
- 3,0 — цифры обозначают диаметр стержня;
- В — указывает на назначение для сварки высоколегированных сталей с особенными свойствами;
- Д — определяет толщину покрытия (в данном случае – толстое);
- Е — определяет принадлежность электрода к покрытым для ручной дуговой сварки;
- 2075 — группа цифр, указывающая на некоторые технические характеристики наплавленного металла, а именно: «2» – отсутствие склонности к межкристаллитной коррозии, «0» – отсутствие данных по показателям усталостной прочности при работе на максимальной температуре, «7» – определяет значение максимальной рабочей температуры сварного соединения (в данном случае 910°С -1100°С), «5» – указывает на содержание ферритной фазы (в данном случае 2-10%);
- Б – указывает на покрытие электрода, в данном случае – основное;
- 2 — цифра указывает на возможность проведения сварки в следующих пространственных положениях: во всех положениях, кроме вертикального «сверху-вниз»;
- — определяет метод сварки, в данном случае на постоянном токе обратной полярности.
Производители
Российский рынок покрытых электродов для ручной дуговой сварки перенасыщен большим количеством российских, европейских и китайских производителей. Большинство из них в ассортименте кроме других видов имеют электроды марок ОЗЛ
Советуем обратить внимание на производителей, которые входят по результатам опросов в ТОП списка
Российские производители:
- «Спецэлектрод» г. Москва;
- «Шадринский электродный завод» г. Шадринск;
- «Лосиноостровский электродный завод» г. Москва;
- «Зеленоградский электродный завод» г. Зеленоград;
- «Ротекс» г. Кострома, г. Краснодар, г. Москва и другие.

Электроды ОЗЛ-312 СпецЭлектрод
Производители из ближнего зарубежья:
- «ПлазмаТек» (Украина);
- «ВИСТЕК» г. Бахмут (Украина);
- «Оливер» (Республика Беларусь) и другие.
Европейские производители:
- «ZELLER WELDING» г. Дюссельдорф (Германия);
- «ESAB» (Швеция);
- «KOBELCO» (Япония) и другие.
Китайские производители:
- «Golden Bridge»;
- S. I. A. «Resanta»;
- «EL KRAFT» и другие.





