

Область применения
СВ08Г2С широко применяется на машиностроительных производствах, в судостроении, при разнообразных ремонтных работах — везде, где требуется сваривать детали из углеродистых стальных сплавов широкого назначения. Приобретает она популярность и среди владельцев небольших автомастерских и просто среди домашних мастеров.
Отдельной популярностью заслуженно пользуется омедненная проволока. Медный слой способствует росту проводимости по причине снижения сопротивления в точке контакта. Это свойство значительно повышает стабильность электродуги и увеличивает прочность и, главное, долговечность шовного материала. Это происходит благодаря подавлению окислительных процессов в шве и околошовном пространстве.
Широкий диапазон выпускаемых сечений позволяет подобрать наиболее подходящий сварочный материал и для мелких или тонколистовых деталей, и для массивных заготовок и крупногабаритных конструкций. Двухмиллиметровая модель зачастую используется для ремонта мелких изделий, став популярной в домашних мастерских. Шестимиллиметровая модель применяется в индустриальной обстановке, поскольку требует мощных источников тока.

Полуавтоматическая сварка проволокой
СВ08Г2С применяется:
- В ручном режиме в атмосфере чистого Ar, а также совместно с CO2 – в качестве присадки. Вводится в рабочую область вручную, плавится и входит в шовный материал после кристаллизации. Сварка при этом ведется вольфрамовым неплавким электродом.
- В полуавтоматической сварке в атмосфере Ar .
- Как легирующая присадка в сварочную ванну. Флюс образует облако защитных газов, а шлаки — твердую поверхность, предохраняющую материал сварочной ванны от окисления во время кристаллизации.
СВ08Г2С обладает наилучшей сочетаемостью с промышленными автоматическими и полуавтоматическими аппаратами. Она помогает сваривать вручную практически любые углеродистые стали с высоким качеством. Шов отличается отличной геометрией и стабильностью химического состава. Эксперты особо отмечают уникальность свойств проволоки для таких операций, как формирование шовного валика и равномерного заполнения сварочного зазора между кромками заготовок.
Критерий коэффициента наплавки СВ08Г2С
Наплавочные работы используются для исправления геометрической формы и размеров заготовок в случае допущения брака, а еще в плановом порядке — чтобы придать конкретным участкам поверхности изделия усовершенствованных физико-механических параметров. Показатель наплавки считается одним из наиболее основных параметров сварочных материалов.
Он определяет массу расплава, наплавленного за некоторый временной промежуток при конкретной силе рабочего тока.

Шов сварки при сварке проволокой
Определенная величина коэффициента устанавливается:
- химическим составом вещества;
- наличием покрытия (омедненная/неомедненная);
- полярностью тока для сварка (прямая/обратная);
- род тока (переменный/постоянный).
Критерий наплавки меряется в граммах на ампер?час и для СВ08Г2С не опускается ниже 8,5.
Критерий наплавки оказывает влияние на техническую и экономическую результативность наплавочных работ, на размер потерь металла на распыление и исчезновение.
От критерия наплавки зависит и показатель расплавления ключевого металла, напрямую действующий на характеристики прочности и долговечность соединения.
Процесс получения
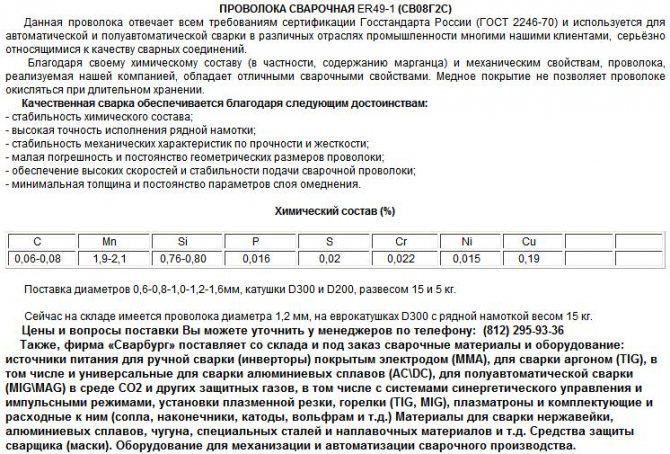
Проволока 08Г2С распространенная марка, потому что универсальна — с её помощью сваривают низколегированные стали и металлы с содержанием углерода. Она идеально подходит для работы начинающих сварщиков и опытным мастерам, реализуется в кассетах для профессионального использования весом 15 и более кг, компактный вариант — в катушках 5 кг.
При длительном хранении проволока не разматывается, поскольку намотка рядов выполнена плотно. Для производственных целей сварочная проволока такой маркировки реализуется в бухтах от 250 кг до массы более тонны. Такая упаковка действует на проволоку благоприятно и при прохождении через автомат подачи не изнашивает детали за счет скрученности. Стоимость в упаковке намного дешевле, чем намотанной на катушки или кассеты.
Для чего нужно знать КНП
Каждый исполнитель, при производстве аналогичных работ, должен знать этот параметр, так как он определяет количество наплавляемого металла за определенный временной промежуток, при заранее установленной величине силы тока.
КНП может быть большего значения, что напрямую зависит от:
- видов покрытия поверхности соединяемых металлоконструкций,
- химических составляющих металлических изделий,
- вида применяемой токовой полярности.
В. Н. Глазов, образование: ПТУ, специальность — сварщик 4 разряда, опыт работы с 1992 года:«Молодым специалистам нужно уделять много времени на теоритическую подготовку, тогда на практике они будут уверенно применять полученные знания и не колебаться при выборе параметров сварки разных по химическому составу металлоконструкций».
Характеристики и назначение проволоки
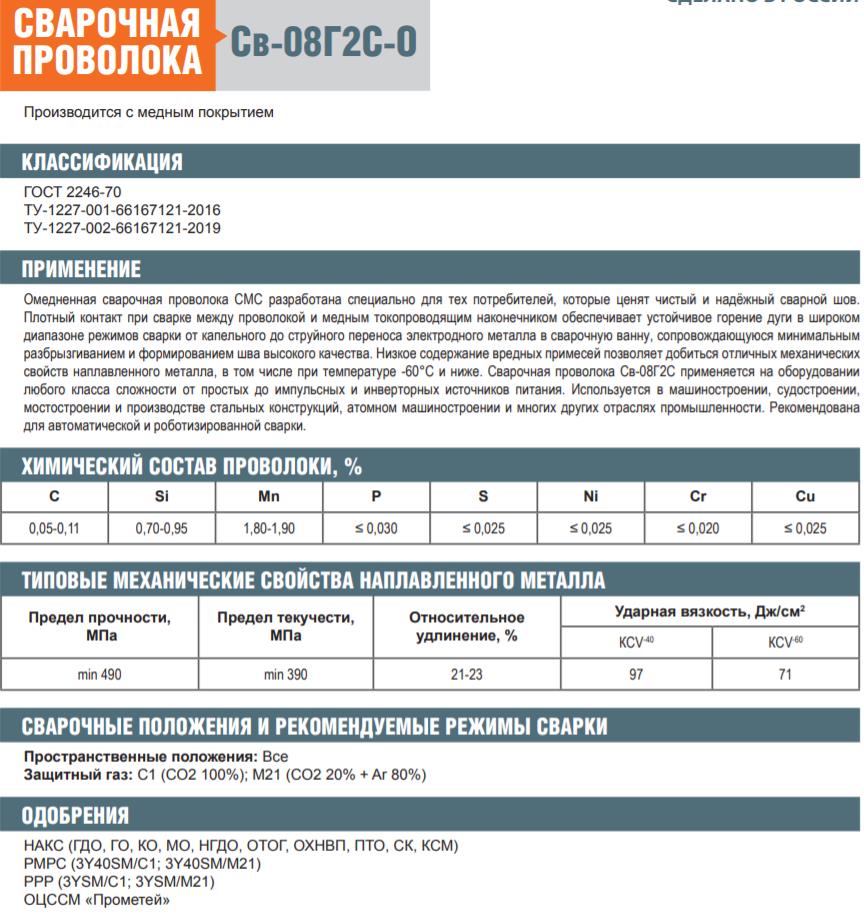
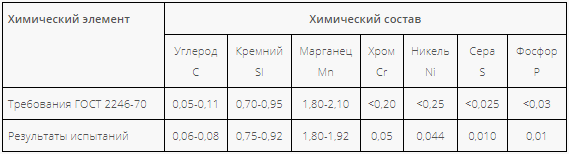
Проволока СВ08Г2С производится в соответствии с ГОСТом 2246-70 и ТУ 1227-220-10557608-2015. Основное назначение этой продукции заключается в использовании в качестве наплавки при выполнении аргонодуговой сварки, а также для изготовления плавящихся электродов для присадки при сварке.

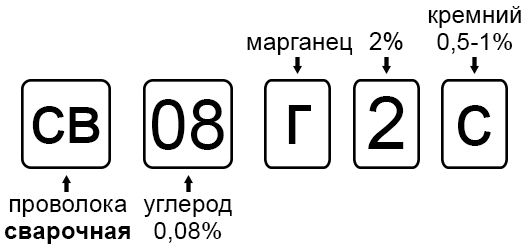
Ее аббревиатура расшифровывается так:
СВ — обозначает назначение для сварки;
08 — количество углерода в процентах (С=0,08%);
Г — наличие в составе марганца;
2 — количество марганца в процентах.
С — наличие в составе кремния, не более 1%.
Виды продукции и химические элементы в составе
Производят проволоку в двух видах: с покрытием медным слоем (в обозначении добавляется в конце О, что значит «омедненная») и без применения покрытия Омедненная продукция производится с сечением от 0,8 до 2,0 мм и может иметь размер: 0,8; 1,0; 1,2; 1,4; и 1,6 мм.
Непокрытые изделия имеют сечение в диапазоне от 0,6 до 6,0 мм.
В состав продукции в соответствии с нормативной документацией должны входить:
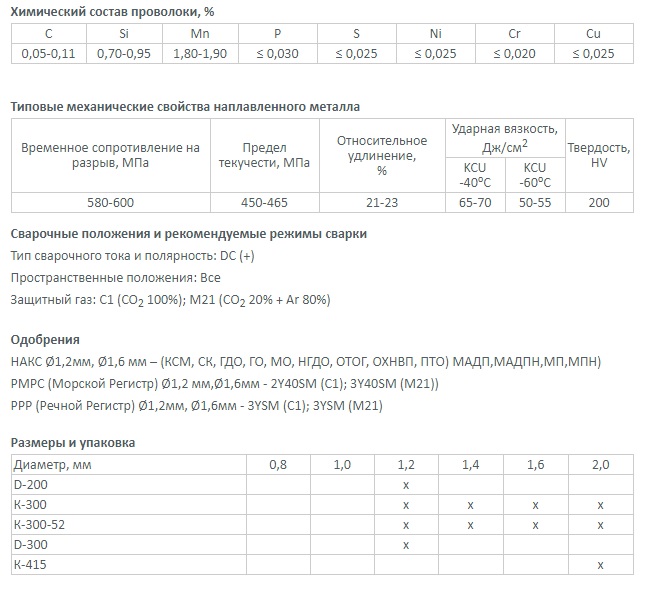
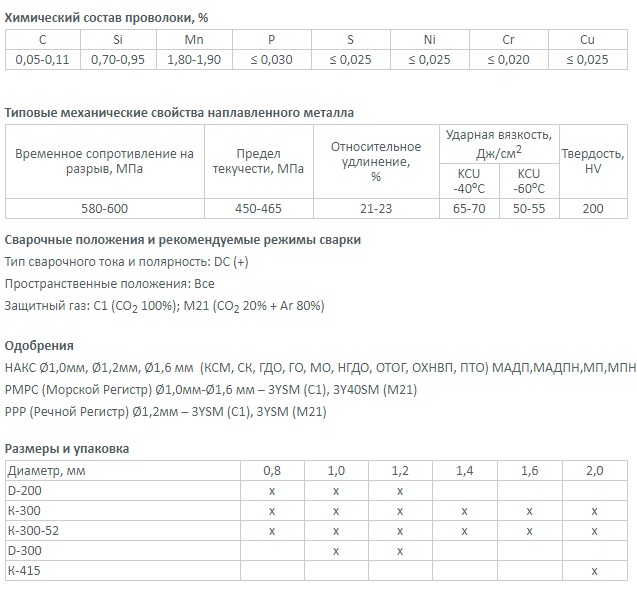
С= 0,05 — 0,11%; Mn= 1,8 — 2,1 %; Si= 0,70 — 0,95%; S< 0,025 %; Р< 0,03 %; Cu < 0,25 %.
Общее содержание меди для проволоки с покрытием не более 0,3% (с учетом покрытия медью, толщиной не менее 0,1 мкм).
В состав также может входить не более 0,25% никеля и не больше 0,2% хрома.
Требования к условиям поставки
ПОСМОТРЕТЬ Проволока сварочная на AliExpress →
Поставка изделий с согласия потребителей осуществляется в катушках или кассетах весом 5 кг или 15 кг. Намотка проволоки должна представлять непрерывную нить, уложенную плотными рядами, не допускающими ее произвольного разматывания во время транспортировки.
Продукция большого диаметра реализуется в герметичных упаковках без намотки на катушки, весом по 80 или 250 кг.
Допускается термическая обработка поставленной проволоки для улучшения ее свойств, если по стандартной технологии изготовления это не было предусмотрено.
Поверхность продукции с медным покрытием иногда при поставке может иметь остатки технологической обработки в виде мыльной смазки. Это, в соответствии с требованием ГОСТ, допустимо в небольших количествах, но при этом в составе смазки не должна присутствовать сера и графит.
Механические характеристики
- Изделия после изготовления обязательно проходят проверку на разрыв.
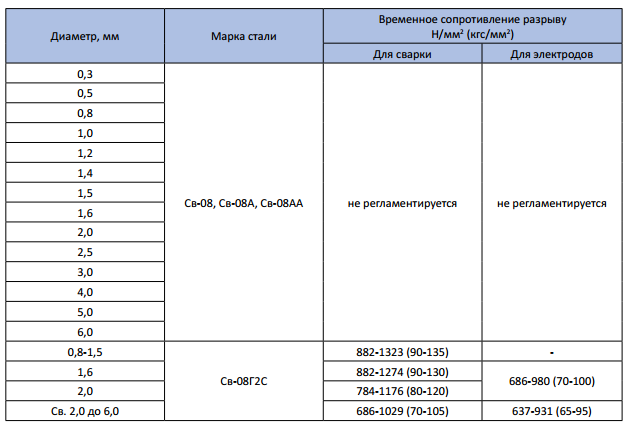
Допускаются следующие показатели сопротивления разрыву (Sв кгс/мм2):
- для Ø до 1,5 мм значение Sв должно быть в интервале от 90 до 135;
- для Ø 1,6 мм — в интервале 90-130(для наплавки) и 70-100 (для электродов);
- для Ø 2,0 мм — в интервале 80-120 (для наплавки), 70-100 (для электродов);
- для Ø больше 2,0 мм в интервале 70-105 (для наплавки), 65-95 (для электродов).
- Показатель относительного удлинения не менее 30%.
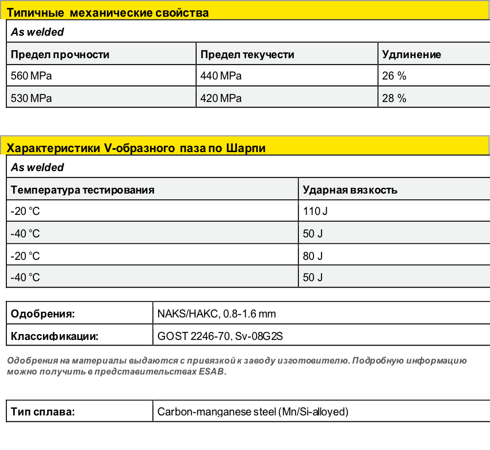
- Значение предела текучести в МПа — в интервале от 415 до 440.
- Показатель ударной вязкости, (Дж/см2): при 40оС равен 56, при 20оС — 69.
Отличительные особенности, достоинства и недостатки

Проволока ESAB СВ-08Г2С. Фото 220Вольт
Сварочная проволока СВ08Г2С обладает следующими особенностями, которые можно считать преимуществами:
- обеспечение устойчивой сварочной дуги;
- исключение возможности «залипания» электрода;
- положительные механические качества, включая вязкость, высокие пределы прочности
- применяется в большом диапазоне сварочных режимов;
- подходит для работы с любым классом сварочных аппаратов;
- обеспечивает незначительное разбрызгивание расплава в газовой среде;
- позволяет экономно расходовать медные наконечники и производить повторное разжигание дуги;
- обеспечивает ровный качественный шов с хорошей кромочной провариваемостью соединяемых деталей, без присутствия пор и посторонних включений, а также с равномерным химическим составом;
- невысокая стоимость;
- отсутствие паров меди;
- используется для сварки во всех положениях.
О недостатках информации нет.
Отличительные особенности
При выборе сварочных материалов как перед технологами на производстве, так и перед домашним мастером встает серьезный вопрос. Ему надо найти проволоку или электроды, и обеспечивающие высокое качество шовных соединений, и неприхотливые к режимам сварки, и, не в последнюю очередь, не слишком дорогостоящие. Проволока СВ08Г2С при сравнении выходит вперед по многим параметрам.
СВ08Г2С имеет следующие особенности по сравнению с другими сварочными материалами:
- способствует стабильности электрической дуги, снижает риск прилипания электрода к поверхности заготовки;
- поддерживает широкий спектр режимов сварочных работ;
- совместима с большинством типов сварочных аппаратов;
- позволяет минимизировать расплескивание расплавленного металла;
- облегчает повторный розжиг сварочной дуги;
- способствует экономии других расходных материалов, таких, как медные наконечники.

Автоматическая сварка проволокой
Совокупность этих особенностей позволяет сваривать прочные и долговечные швы, с качественным проваром кромок, равномерные по своему составу и обладающие минимумом пористости и других дефектов.
Сварочная проволока для наплавки. Химический состав сварочной проволоки.
Наплавочная проволока изготавливается согласно ГОСТ 2246-70, предназначена для всех видов наплавки и изготовления электродов. Согласно ГОСТа проволока выпускается диаметрами: 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 6,5; 8,0; 10,0; 12 мм. При изготовлении электродов используют проволоку диаметром от 1,6 до 8,0 мм.
Поставка проволоки заказчику производится в мотках весом не более 40 кг и внутренними диаметрами от 150 до 750 мм. Для удобства установки на сварочный аппарат наплавочная проволока может наматываться на катушки. Мотки наплавочной проволоки должны быть обернуты в водонепроницаемую бумагу. На каждом мотке должна присутствовать бирка с названием предприятия, маркой проволоки и номером партии.
Хранят проволоку в сухим помещениях, защищающих от атмосферных осадков, коррозии и грязи. Возможно омеднение проволоки для лучшей защиты от коррозии.
ГОСТ 2246-70 проволока сварочная.
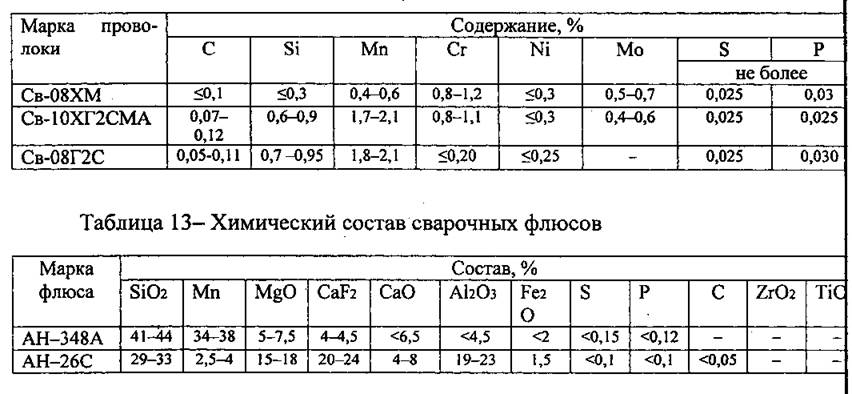
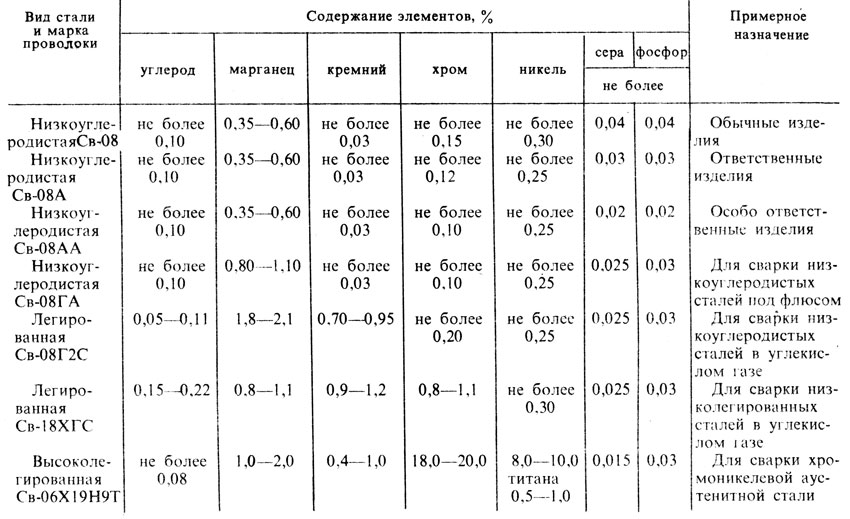
По ГОСТ 2246-70 выпускают 77 различных марок наплавочной проволоки, которые в свою очередь, в зависимости от химического состава, можно разделить на группы:
— низкоуглеродистая наплавочная проволока;
— легированная наплавочная проволока;
— высоколегированная наплавочная проволока.
В таблице 1 ниже представлены некоторые из этих марок.
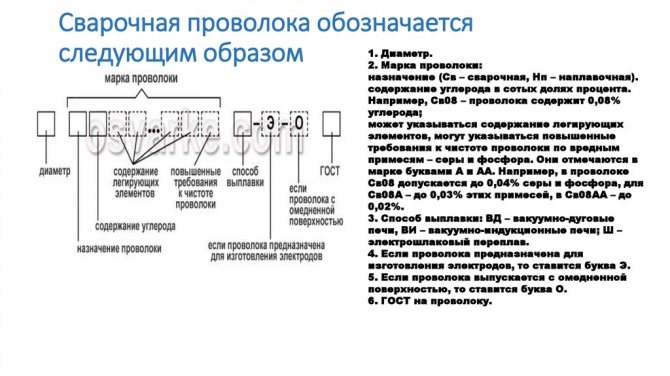
Маркировка сварочной проволоки.
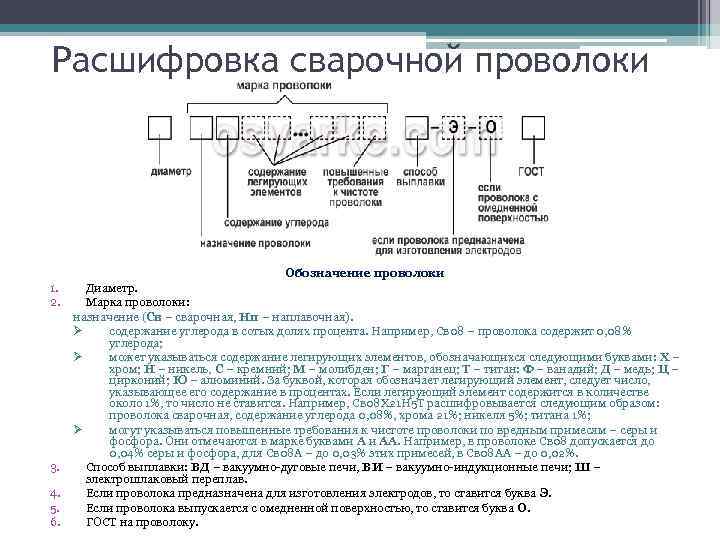
На примере проволоки Св-08А разберем что означает каждая буква и цифра.
Св-08А
— индекс Св означает, что она сварочная;
— цифры 08 указывают на содержание в проволоке углерода в процентах;
— буква А указывает на содержание в проволоке главных элементов. В высоколегированных проволоках буквой А обозначают азот, в низкоуглеродистых и легированных буква А указывает на повышенную чистоту металла по содержанию серы и фосфора.


Если в конце обозначения после буквы присутствуют еще цифры, значит они указывают на процентное содержание данного элемента, например:
Св-10Г2
Значит, что в данном составе проволоки содержится до 2% марганца. Буква Г означает марганец, а цифра рядом с ним его процентное содержание в сотых долях.
Если рядом с элементом отсутствует цифра, это означает, что его содержание в наплавочной проволоке незначительно и составляет менее одного процента.
Если в конце обозначения присутствует сдвоенная буква АА (Св-08АА), это означает о пониженном содержании серы и фосфора по сравнению с проволокой Св-08А.
Химический состав сварочной проволоки.
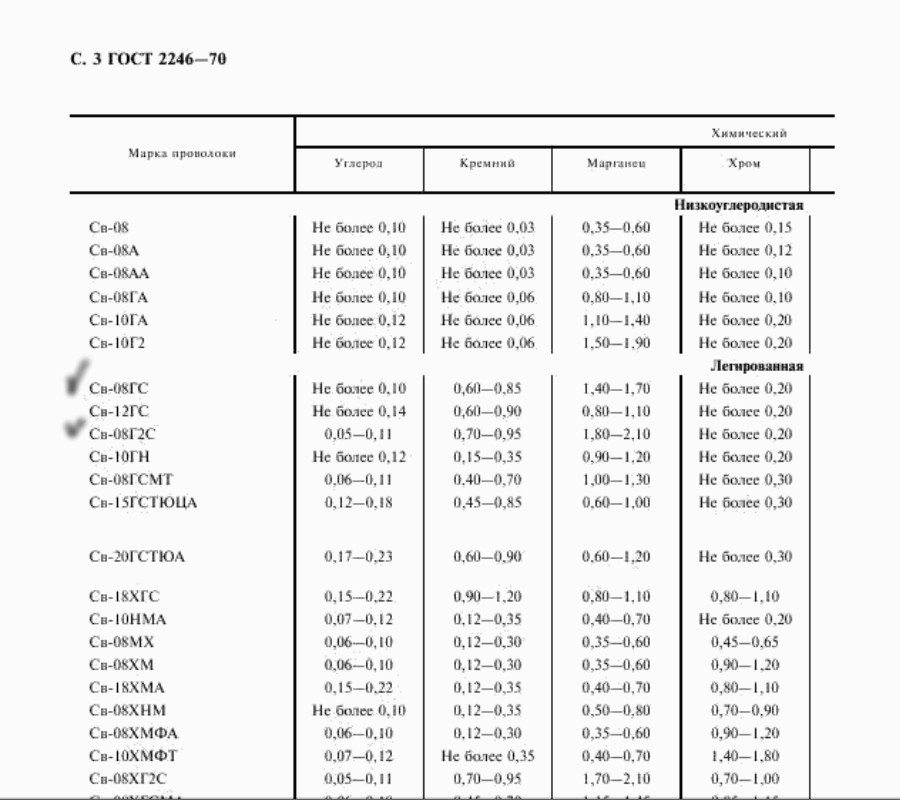
Таблица 1. Химический состав сварочной проволоки по ГОСТ 2246-70.
| Марка проволоки | Химический состав, % | |||||||||
| Углерод | Кремний | Марганец | Хром | Никель | Молибден | Титан | Сера | Фосфор | Прочие элементы | |
| Не более | ||||||||||
| Низкоуглеродистая проволока | ||||||||||
| Св-08 | 0,10 | 0,03 | 0,35-0,60 | 0,15 | 0,30 | — | — | 0,040 | 0,040 | Алюм. Не более 0,01 |
| Св-08А | 0,10 | 0,03 | 0,35-0,60 | 0,12 | 0,25 | — | — | 0,030 | 0,030 | |
| Св-08АА | 0,10 | 0,03 | 0,35-0,60 | 0,10 | 0,25 | — | — | 0,020 | 0,020 | — |
| Св-08ГА | 0,10 | 0,03 | 0,80-1,10 | 0,10 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-10ГА | 0,12 | 0,03 | 1,10-1,40 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-10Г2 | 0,12 | 0,03 | 1,50-1,90 | 0,20 | 0,30 | — | — | 0,030 | 0,030 | — |
| Легированная проволока | ||||||||||
| Св-08ГС | 0,10 | 0,60-0,85 | 1,40-1,70 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-12ГС | 0,14 | 0,60-0,90 | 0,80-1,10 | 0,20 | 0,30 | — | — | 0,025 | 0,030 | — |
| Св-08Г2С | 0,05-0,11 | 0,70-0,95 | 1,80-2,10 | 0,20 | 0,25 | — | — | 0,025 | 0,030 | — |
| Св-15ГСТЮЦА (ЭП-439) | 0,12-0,18 | 0,45-0,85 | 0,60-1,00 | 0,30 | 0,40 | — | 0,05-0,20 | 0,025 | 0,025 | Алюм. 0,20-0,50 Цирконий 0,05-0,15 Церий не менее 0,4 |
| Св-18ХГС | 0,15-0,22 | 0,90-1,20 | 0,80-1,10 | 0,80-1,10 | 0,30 | — | — | 0,025 | 0,030 | — |
| Высоколегированная проволока | ||||||||||
| Св-12Х13 | 0,09-0,14 | 0,30-0,70 | 0,30-0,70 | 12,00-14,00 | Не более 0,60 | — | — | 0,025 | 0,030 | — |
| Св-06Х19Н9Т | Не более 0,08 | 0,40-1,00 | 1,00-2,00 | 18,00-20,00 | 8,00-10,00 | — | 0,50-1,00 | 0,015 | 0,030 | — |
| Св-07Х19Н10Б | 0,05-0,09 | Не более 0,70 | 1,50-2,00 | 18,50-20,50 | 9,00-10,50 | — | — | 0,018 | 0,025 | Ниобий 1,20-1,50 |
| Св-10Х16Н25АМ6 | 0,08-0,12 | Не более 0,60 | 1,00-2,00 | 15,00-17,00 | 24,00-27,00 | 5,50-7,00 | — | 0,018 | 0,025 | Азот 0,10-0,20 |
Стальная
Проволоку различают по назначению: для сварки или наплавки.
Всего выпускается около 80 марок проволоки.
Буквы “Св” означают, что проволока сварочная. Через дефис указывают марку стали, из которой изготовлена проволока. Первая цифра соответствует содержанию углерода в сотых долях процента. Буквы означают наличие легирующих элементов в процентах, которые указываются числом, следующим за буквенным обозначением.
Для сварки низкоуглеродистых сталей используют шесть марок: Св-08, Св-08А, Св-08АА, Св-08ГА, Св-10ГА, Св-10Г2,
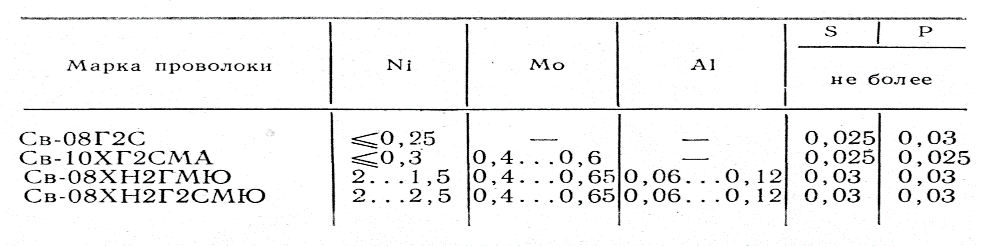
Для низко- и среднелегированных сталей – 30 марок, например: Св-08ГС, Св-08Г2С, Св-18ХГС и др.
Для сварки высоколегированных сталей применяют 41 марку проволоки Св-08Х14ГНТ, Св-12Х13 и др.
Если после буквы цифра отсутствует, то количество данного элемента не превышает 1%. Буква “А” в конце маркировки свидетельствует о пониженном содержании серы и фосфора, а буквы “АА” – о еще меньшем их количестве.
Низкоуглеродистую и легированную проволоки выпускают неомедненными и омедненными (условное обозначение – О). Омеднение защищает проволоку от окисления и улучшает токоподвод.
В конце маркировки может стоять буква “Э”. “Э” означает, что проволока служит для изготовления электродов. Буквы “Ш”, “ВД” или “ВИ” говорят о том, что сталь для проволоки изготовлена соответственно электрошлаковым, вакуумно-дуговым переплавом или в вакуумно-индукционных печах.
Пример условного обозначения сварочной проволоки диаметром 3 мм марки Св-08А с омедненной поверхностью из стали, полученной электрошлаковым переплавом:
Условия сварки | Рекомендуемая проволока |
Низкоуглеродистые и низколегированные стали в углекислом газе и смесях активных газов | Св-08Г2С |
Низкоуглеродистые и низколегированные стали в аргоне и гелии | Св-08ГС |
Сварка в углекислом газе на открытом воздухе | Св-20ГСЮТ |
Строительные металлоконструкции из стали 16Г2АФ в углекислом газе | Св-10ХГCН2MЮ |
Металлоконструкции из стали 10ХСНД в углекислом газе | Св-08Г2СДЮ |
Высокопрочные низколегированные стали (типа 14ХГНМ) в углекислом газе | Св-10ХН2Г2СМА |
Стали 08Х22Н6Т и 08Х18Г8Н2Т в углекислом газе | Св-08Х20Н9С2БТЮ |
Проволока для сварки среднеуглеродистых и теплоустойчивых сталей
Марка стали | Марка проволоки при сварке | |
в азоте, гелии | в углекислом газе | |
20ХГСА | Cв-15XMA, Св- 18ХГСА | Св-08Г2С |
30ХГСА | Cв-15XMA, Св- 18ХГСА | Св-10ГСМ, Св-10ГСМТ, CB-08X2CMA, Cв-15XMA, Св-18ХГСА, Св-08ХЗГ2СМ |
12XM | Cв-08XM | Св-10ХГ2СМА |
15ХМ | Св-08ХМ | Св-08ХНСМА, Св-08ХГ2СМ, Св-08ХГСМА |
12Х1МФ | Св-08ХМФА | Св-08ХГСМФА |
15Х1МФ | Св-08ХМ | Св-08X1М1ГСФ |
15X5M, 15X5, 15Х5ВФ | Cв-10X5M, Св-08Г2С | Св-08Г2С |
Стальная сварочная проволока выпускается следующих диаметров (мм): 0,3; 0,5; 0,8; 1,0; 1,2; 1,4; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0, Проволока поставляется в мотках диаметром 150-750 мм, массой от 1,5 до 40 кг, а также намотанной на катушки и кассеты.
Поверхность проволоки должна быть чистой и гладкой, без трещин, расслоений, плен, закатов, раковин, забоин, окалины, ржавчины, масла и других загрязнений.
При необходимости проволоку очищают пескоструйным аппаратом или травлением в 5%-ном растворе соляной кислоты. Можно очищать проволоку, пропуская ее через специальные механические устройства, а также шлифовальной бумагой до металлического блеска. Перед очисткой бухту проволоки рекомендуется отжечь при температуре 150-200°С в течение 1,5-2 часов.


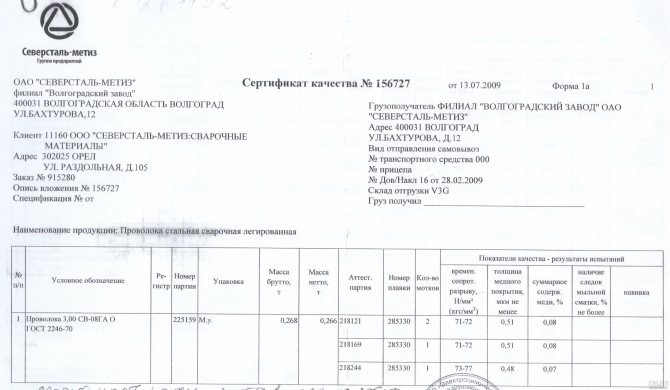
Обязателен сертификат с указанием предприятия-изготовителя, условного обозначения проволоки, номера плавки и партии, состояния поверхности и ее химического состава. При утере сертификата проволока может быть использована только после определения ее химического состава.
Проволока для дуговой сварки в инертных газах
Марка стали | Марка проволоки |
Хромистых | |
08X13 | Св-12Х13, Св-08Х14ГНТ |
08X17Т | Св-07Х25Н13, Св-06Х25Н12ТЮ, Св-08Х25Н12ТЮ, Св-10Х17Т |
15X25T | Св-06Х25Н12ТЮ, Св-08Х25Н13БТЮ, Св-10Х17Т |
0X13 1X13 | Св-10Х13, Св-06Х14 |
2X13 | Св-08Х14ГТ |
Высоколегированных | |
12X18H10T, 12X18H12T, 08Х19Н10Т | Св-06Х19Н9Т |
03X18H11 | Св-01Х19Н9 |
08Х22Н6Т | Св-07Х25Н13 |
08Х18Н12Б | Св-07Х19Н10Б |
10Х17Н13М2Т, 08Х17Н15М3Т, 08X21Н6М2Т | Св-06Х19Н10М3Т |
08Х20Н14С2 | Св-04Х19Н9С2 |
10Х23Н18 | Св-10Х20Н15, Св-07Х25Н13 |
06Х23Н28МДТ | Св-01Х23Н28М3Д3Т |
03X16H15M3 | Св-04Х19Н11МЗ |
08Х18Г8Н2Т | Св-08Х20Н9С2БТЮ |
Нпб 306-2002 «техника пожарная. сетки всасывающие. общие технические требования. методы испытаний»
МИНИСТЕРСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ДЕЛАМ ГРАЖДАНСКОЙ ОБОРОНЫ, ЧРЕЗВЫЧАЙНЫМ СИТУАЦИЯМ
И ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ СТИХИЙНЫХ БЕДСТВИЙ
ГОСУДАРСТВЕННАЯ ПРОТИВОПОЖАРНАЯ СЛУЖБА
НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНИКА ПОЖАРНАЯ. СЕТКИ ВСАСЫВАЮЩИЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ ИСПЫТАНИЙ
НПБ 306-2002
МОСКВА 2002
Разработаны Федеральным государственным учреждением «Всероссийский ордена «Знак Почета» научно-исследовательский институт противопожарной обороны Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий» (ФГУ ВНИИПО МЧС России) (В.А. Варганов, Е.А. Синельникова, С.Н. Фролов).
Внесены и подготовлены к утверждению отделом пожарной техники и вооружения Главного управления Государственной противопожарной службы Министерства Российской Федерации по делам гражданской обороны, чрезвычайным ситуациям и ликвидации последствий стихийных бедствий (ГУГПС МЧС России) (И.В. Рыбкин, В.В. Жидовленков).
Утверждены приказом ГУГПС МЧС России от 6 июня 2002 г. № 20.
Дата введения в действие 1 сентября 2002 г.
Вводятся впервые.
МИНИСТЕРСТВО РОССИЙСКОЙ ФЕДЕРАЦИИ ПО ДЕЛАМ ГРАЖДАНСКОЙ ОБОРОНЫ, ЧРЕЗВЫЧАЙНЫМ СИТУАЦИЯМ
И ЛИКВИДАЦИИ ПОСЛЕДСТВИЙ СТИХИЙНЫХ БЕДСТВИЙ
ГОСУДАРСТВЕННАЯ ПРОТИВОПОЖАРНАЯ СЛУЖБА
НОРМЫ ПОЖАРНОЙ БЕЗОПАСНОСТИ
ТЕХНИКА ПОЖАРНАЯ. СЕТКИ ВСАСЫВАЮЩИЕ. ОБЩИЕ ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ.
МЕТОДЫ
ИСПЫТАНИЙ
НПБ 306-2002
Дата введения 01.09.2002 г.
1.1. Настоящие нормы пожарной безопасности (далее — нормы) распространяются на всасывающие сетки, предназначенные для удержания воды во всасывающей линии при кратковременной остановке насоса, а также предохранения его от попадания посторонних предметов.
1.2. Настоящие нормы устанавливают общие технические требования к всасывающим сеткам, методы их испытаний и могут использоваться при подтверждении соответствия этих изделий нормативным требованиям.
В настоящих нормах используются следующие термины с соответствующими определениями.
Сетка всасывающая
(далее — сетка) — устройство, предназначенное для удержания воды во всасывающей линии при кратковременной остановке насоса, а также предохранения его от попадания посторонних предметов.
Условный проход
— по ГОСТ 28338.
Коэффициент гидравлического сопротивления —
по ГОСТ Р 50401.
Ширина клыка
— по ГОСТ 28352.
Описание и технические характеристики проволоки сварочной СВ-08Г2С
СВ-08Г2С (ПСГ-0302) – один из наиболее универсальных типов сварочной проволоки, используемых в механизированных сварочных процессах. Эта проволока подходит как для использования в сварочных автоматах, так и в устройствах полуавтоматической сварки. Омедненная проволока применяется для сварки в среде защитных газов (CO2 или смесь CO2 с 20% содержанием Ar). Проволока СВ-08Г2С позволяет использовать при сварке чистый CO2, что значительно удешевляет и ускоряет производственные процессы. Для высоконагруженных конструкций, при сварке проволокой СВ-08Г2С можно использовать газовую смесь из CO2 (80%) и Ar (20%). В такой газовой смеси сварочный шов, выполненный с использованием омедненной проволоки СВ-08Г2С будет иметь самые высокие показатели ударной вязкости и предела прочности. Этот тип проволоки можно использовать любыми сварочными аппаратами в любых пространственных положениях.



Сварочную проволоку СВ-08Г2С при производстве покрывают защитным слоем меди. Омедненная проволока имеет большие сроки хранения и в меньшей степени подвержена химическим и физическим воздействиям во время хранения. В настоящее время сварочная омедненная проволока с маркировкой СВ-08Г2С производится многими заводами на территориях России, стран СНГ, Китае и Турции.
Как ни странно, даже при таком количестве поставщиков выбор сварочной проволоки оказывается не таким простым занятием. При выборе поставщика сварочной проволоки нужно внимательно выбирать поставщика и четко знать, какой завод – изготовитель производит выбранную Вами сварочную проволоку. Особенно это касается выбора омедненной сварочной проволоки СВ-08Г2С – она является одной из самых популярных и производится многими заводами в больших объёмах.
Так использование для сварки некачественной проволоки может выйти боком не только заказчику работ, но и чрезмерно экономному, или просто невнимательному подрядчику. Сварочные швы, заполняемые такой проволокой, имеют сниженные показатели прочности и ударной вязкости. А сварочное оборудование работает с повышенным износом, и чем дороже сварочный аппарат, используемый в работе, тем более сомнительной кажется выгода от использования некачественной проволоки. Защитный слой меди отслаивается, проволока крошится, загрязняя внутренние части сварочных подающих механизмов и забивая направляющую спираль (канал) по которому проволока поступает к горелке. Это в свою очередь приводит к простоям производства и дополнительным тратам на оборудование.
Компания «ИТС – Москва» входит в группу компаний ИТС и является одним из крупнейших производителей и поставщиков сварочного оборудования. Проволока сварочная СВ-08Г2С произведенная на заводах группы компаний ИТС подвергается самому жесткому контролю на соответствие техническим стандартам. Контроль физических и химических характеристик проволоки проводится на соответствие ГОСТу 2246-70 и техническим условиям НПФ «ИТС» ТУ1211-022-11143754-2005. Единицей контроля выступают каждые 250! кг сварочной проволоки.
Сварочная омедненная проволока СВ-08Г2С, произведенная на заводах группы компаний ИТС успешно прошла все аттестационные испытания по испольщованию ее на высоконагруженных конструкциях и обьектах повышенной опасности, подконтрольных Ростехнадзору.
Где нужны сварочные работы
Вполне даже может быть, что сварочные работы некоторым людям могут потребоваться и в бытовых условиях, но подавляющее количество сварочных работ требуется в производственных условиях, там сварка числится практически как неотъемлемая функция производства. Когда возникает ситуация, при которой требуется сварить между собой металлы, также возникает вопрос о том, как следует эту работу выполнить, каким сварочным аппаратом и материалами это делать и тому подобные моменты.
Существуют различные способы сварки металлов, различные расходные материалы. Выбираются они в зависимости от того, какие металлы нужно сварить. Если нужно варить цветные или тугоплавкие металлы, следует использовать присадку сварочную определённого вида.
Каким образом выбирается марка материала?
Такой вопрос вполне может серьёзно озадачить новичка, но если во всём последовательно разобраться, то ничего сверхсложного в этом деле нет. Существует список, в котором указано, каким видом нужно варить определённые металлы.
Описание сварочной проволоки СВ 08Г2С
Сварочная проволока СВ-08Г2С предназначена для механизированной сварки в углекислотном газе, газовых защитных смесях конструкций из низкоуглеродистых и низколегированных сталей.
- Св-08Г2С – без покрытия (остаточная смазка ≤0,05%)
- Св-08Г2С ЧЛ – с дополнительной очисткой (остаточная смазка 0,01-0,03%)
- Св-08Г2С HD – полированная (остаточная смазка ≤0,02%)
- Св-08Г2С-О – омеднённая
Сварочная проволока СВ-08Г2С без покрытия
Технология производства сварочной проволоки позволяет производить качественный продукт для сварки металлоконструкций с минимальным процентом разбрызгивания при высоких токах (высокой производительности). Также данная продукция характеризуется значительно более низкими выбросами меди в атмосферу, которые могут вредить здоровью сварщика, сравнительно с проволокой с омедненной поверхностью.
Полированная сварочная проволока СВ-08Г2С
Данная технология производства предназначена для производства сварочной проволоки с повышенными, улучшенными прочностными и геометрическими характеристиками Технология изготовления позволяет снизить количество технологической смазки до тысячных долей процента, осуществлять активную подачу сварочной проволоки в сварочную ванну.
Данный вид продукции подходит для сварки объектов, к которым предъявляются более высокие требования к качеству шва при меньшей производительности сварки или наплавки (относительно проволоки без покрытия, изготовленной по технологии сухого волочения). Также данная проволока снижает выброс вредных примесей в воздух, которые могут вредить здоровью сварщика.
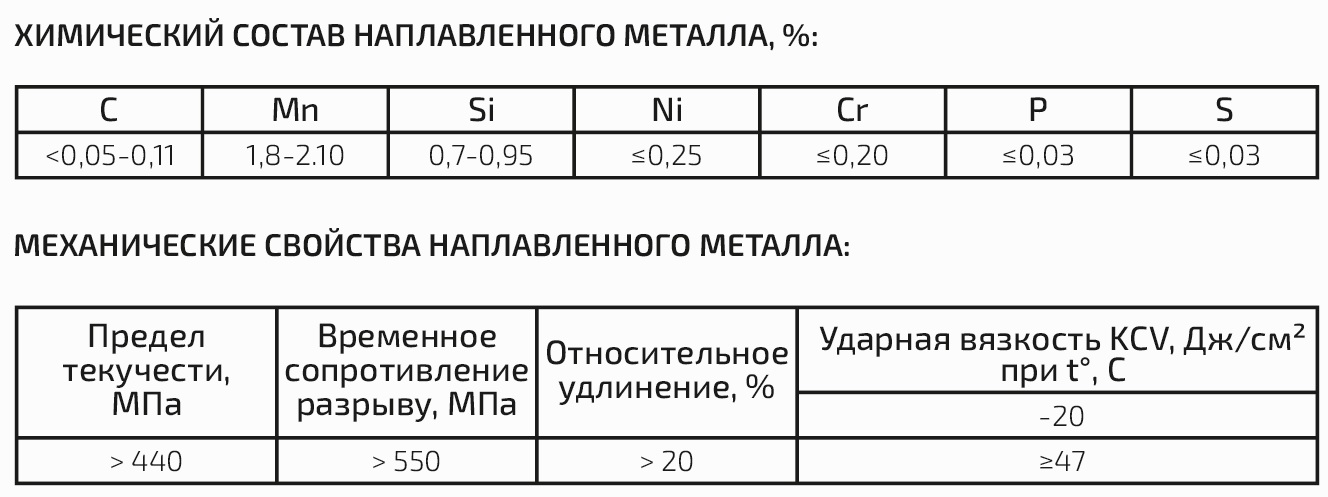
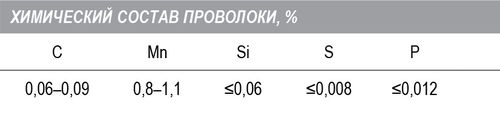
Химический состав проволоки СВ-08Г2С, %
| С | Mn | Si | Cr | Ni | S | P |
| 0,05-0,11 | 1,8-2,1 | 0,7-0,95 | 0,2 | 0,25 | 0,025 | 0,03 |
Одним из наиболее часто встречаемых видов сварочной проволоки является проволока св08г2с. Купить сварочную проволоку Вы можете различных диаметров. Сварочная проволока изготавливается из низколегированных сталей. Покупая проволоку Вы всегда должны знать цель ее использования. К примеру, при изготовлении металлоконструкций для сварки используются проволоки сварочные диаметром 1,2мм и 1,6мм.
Производится проволока сварочная для автоматической сварки под флюсом углеродистой стали с пределом текучести 235-285 МПа, а также для изготовления электродов, используемых для сварки низкоуглеродистой и низколегированной сталей. Для лучшей свариваемости конструкций используют проволоку сварочную с добавлением марганца.
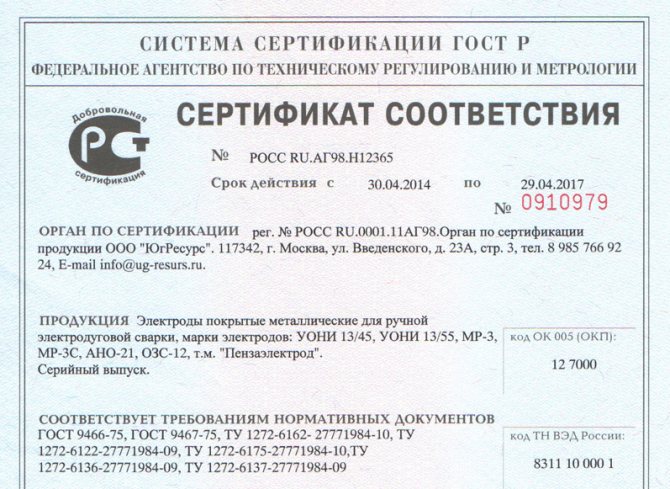
Сертификация и одобрения
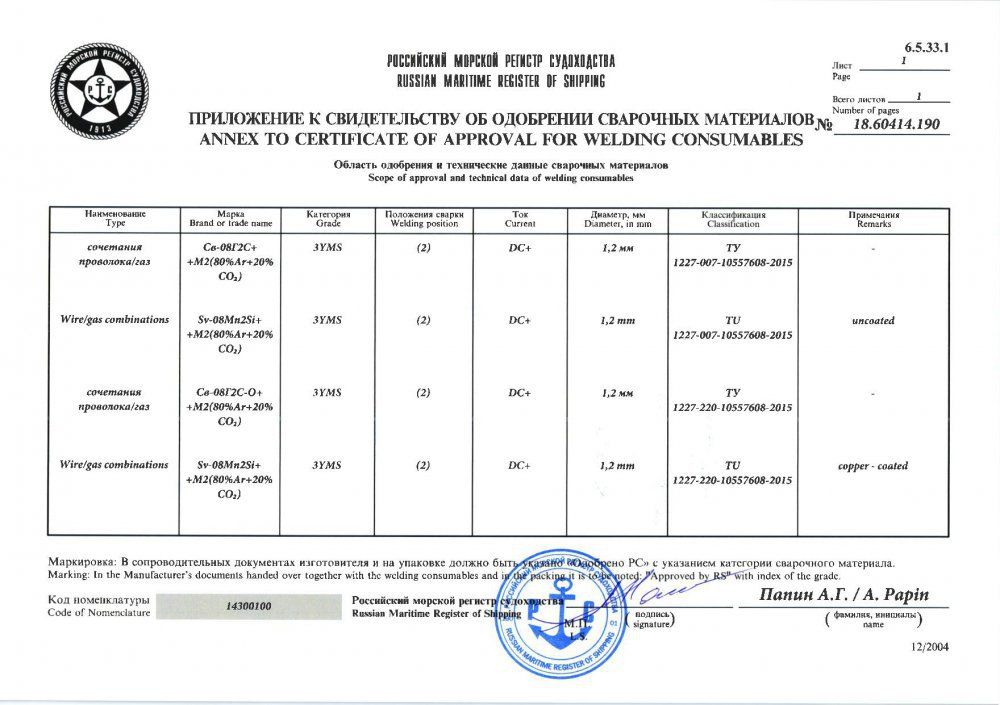
На сварочную проволоку СВ08Г2С имеется сертификат, а также одобрение НАКС (0,8; 1,0; 1,2; 1,4; 1,6 для способов сварки ААДП, ААДПН, АПГ, АПГН, МАДП, МАДПН, МП, МПН, СК, КСМ), Российский Морской Регистр Судоходства (категория 2YMS), ГОСТ Р.
Упаковка
- Каркасная кассета К300 – 18 кг; герметичный полиэтиленовый пакет с селикагелем, картонная коробка, поддон, стрейч-пленка.
- Пластиковая кассета D300 – 15 кг; 15 кг, герметичный полиэтиленовый пакет с селикагелем, картонная коробка, поддон, стрейч-пленка.
- Пластиковая кассета D200 – 5 кг; картонная коробка, селикагель, поддон, стрейч – пленка.
- Мотки упаковываются в двухслойную водонепроницаемую бумагу и тарную ткань.
- По согласованию с потребителем могут применяться другие виды упаковки.
Требования, предъявляемые к составу СВ08Г2С проволоки
Химический состав, технические параметры изделия подробно описаны в госте. Есть стандартная проволока, омеднённая. Согласно нормам в состав продукта входят следующие химические элементы:
- 1,8–2,1% марганца;
- не более 0,25% никеля;
- 0,7–0,95% кремния;
- не более 0,2% хрома;
- не более 0,025% серы;
- 0,05–0,11% углерода;
- не более 0,03% фосфора.
Легирование СВ08Г2С не проводится ванадием, алюминием, другими химэлементами. Допускается присутствие в составе материала 1,65-2,1% марганца, если диаметр проволоки составляет меньше 1,4 мм. В не омедненной стандартной проволоке медь может присутствовать в количестве 0,25%, не больше. Согласно стандартам также допустимо наличие азота не более 0,01% в проволоке, используемой для наплавления, сварки.
Проволоки для сварки: требования стандарта и виды
Стандарт и обозначение
Для проведения качественных сварочных работ при строительстве или ремонте применяется сварочная проволока ГОСТ 2246-70. Он введен 01.01.1973 года и в настоящее время действует с изменениями и дополнениями. Он распространяется на холоднокатаную изготовленную из низкоуглеродистой, легированной и нелегированной стали. Определяет технические условия, марки и классификацию.
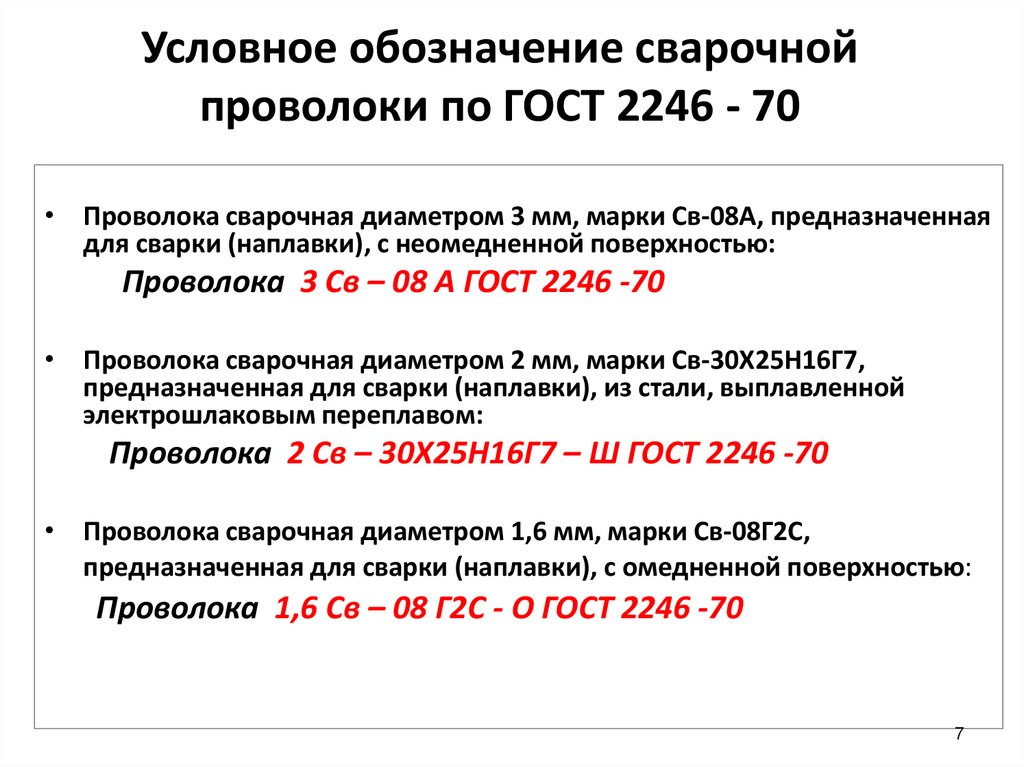
В тексте приводятся примеры условных обозначений для сварочной проволоки с расшифровкой. Например, проволока сварочная Св-08Г2С–0 ГОСТ 2246–70.
- Она предназначена для сварки, что обозначается «Св».
- Имеет омедненную поверхность – литера «О».
- Цифра «08» говорит о низком – 0,08% содержании углерода, то есть низкоуглеродистая.
- «Г2» определяет содержание марганца – 2%.
- «С» — кремния, после которого нет цифры, это значит его доля менее 1%.
- Итоговая сумма легирующих, то есть добавленных для придания определенных качеств и свойств, элементов составляет более 2,5%. В этом случае она считается легированной.
Она применяется при работах с автоматическими и полуавтоматическими аппаратами, как правило, в судо-, самолето-, машиностроении и строительстве. Применяется также при дуговой сварке в защитных газах.
Характеристики
Сварочный шов сделанный полуавтоматической сваркой Сварочная проволока обеспечивает надежное сваривание с ровным и чистым швом, а также заполняет зазор между краями металла. У этой марки небольшое содержание примесей: фосфора и серы. Это вредные вещества, которых в совокупности менее 0,03%. Также в ее составе незначительное количество хрома – 0,2% и никеля – до 0,25%. Практически нет титана и молибдена.
Как устанавливать новую бухту проволоки в полуавтоматический сварочный аппарат Диаметр ее может быть от 0,8 до 5 мм. Медное покрытие — до 0,15 мм. По времени сопротивления разрыву делится на две группы.
По ГОСТ она сворачивается, в зависимости от сечения, в мотках прямоугольной формы или крупногабаритных катушках весов до 1 тонны. И в таком виде поставляться потребителю. В мотках она должна быть одним отрезком и свернута рядами. Мотки перевязаны в трех местах. К каждому крепится ярлык с название производителя, маркой и номером партии. К каждой партии сварочной проволоки – сертификат, в котором указывается также состояние ее поверхности, химический состав, результат испытаний и масса.
Другие маркировки и виды
Проволока сварочная Св-08Г2С–0 ГОСТ 2246–70 за рубежом имеет
Подача проволоки из рукоятки полуавтомата
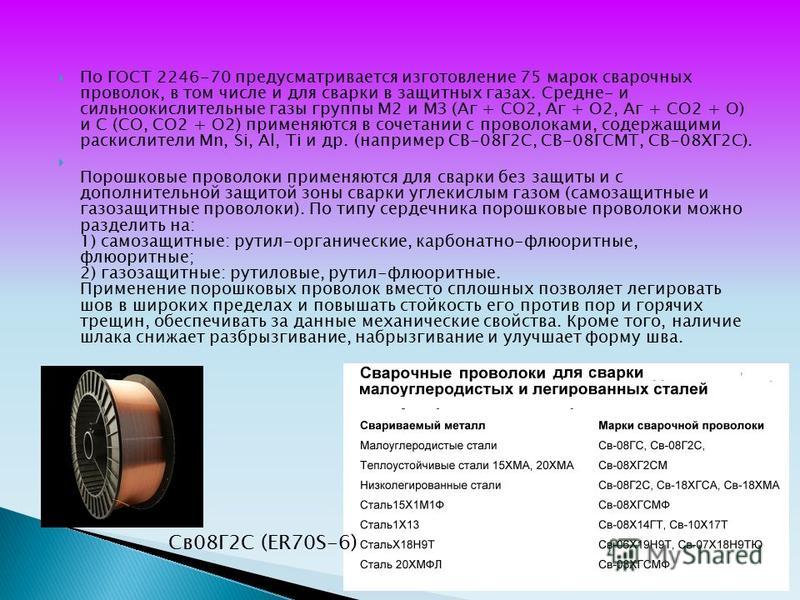
аналоги, которые маркируются по требованиям страны изготовителя — ER70S-6 или ER49-1.
Материал изготовления изделия, предъявляет требования к химическому составу проволоки, которой его предполагают сваривать. В энергетике и пищевой промышленности в основном применяются изделия и детали из алюминия или нержавеющей стали. Для них применяется соответственно сварочная проволока алюминиевая или нержавеющая. Работы с такими материалами требуют специального оборудования и навыков.
Умение и опыт сварщика во многом влияет и на расход сварочной проволоки.





