

Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Шпонка 3–20Х12Х120 ГОСТ 23360-78;Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели.Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
Определение указанных соединений
Как уже было сказано выше, шпонки в основном изготавливаются из качественных и прочных сталей среднеуглеродистых (55, 50, 45). Для повышения прочности данной детали заготовки для них обычно подвергаются термической обработке, которая улучшает их качество.
Когда разрабатывают шпоночное соединение, чертеж которого предварительно составляют, то высоту и ширину данной детали используют по стандарту ГОСТ 2336–7, учитывая при этом диаметр используемого вала. В данном случае ничего нет сложного. Длину шпонки берут в зависимости от используемой ступицы. Сравнивают это с нормами соответствующего стандарта. Правильность выбора определенных параметров шпонки проверяют, применяя немаловажный расчет шпоночного соединения на прочность. В данном вычислении нет ничего сложного. Например, условием прочности в данном случае является следующая формула:
σсм = F1/ Асм ≤ .
Здесь F1 – параметр окружной силы на шкиву (Н). Асм является площадью смятия (мм²). Определяется данное значение следующей формулой: (0,94h-t1)lp.
В данном случае lp=l-в является рабочей длиной шпонки с торцами скругленными. Измеряется данный параметр в миллиметрах. l – это полная шпоночная длина.
Значения в, h, t1 являются стандартными размерами по ГОСТ 23360 – 78.
– параметр допускаемого напряжения на смятие (Н/мм²). При использовании чугунной ступицы принимается в определенном пределе: 55…95 Н/мм².
Рабочую длину шпонки рассчитывают следующим образом:
lp=32 – 6 = 26 мм.
Определение площади смятия:
Асм = (0,94·6 – 3,5)·26 = 55,64 мм².
Величину F1 принимаем по полученным измерениям. В данном случае F1=1200 H.
В результате этого вычисление расчетного напряжения будет выглядеть так:
σсм = 1200/55,64 = 21,56 Н/мм².
Это указывает на выполнение условия прочности:
σсм = 21,56 < ( 55…95 Н/мм²).
Чертеж паза по ГОСТ (ЕСКД)
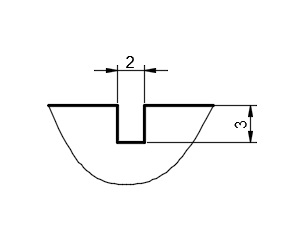
Паз — это узкая и длинная прорезь.
Чертеж паза выполняется на основании ГОСТ 2.109-73 — единая система конструкторской документации (ЕСКД).
Вы можете бесплатно скачать этот простой чертеж для использования в любых целях. Например для размещения на шильдике или наклейке.
Как начертить чертеж:
Начертить чертеж можно как на листе бумаги, так и с использованием специализированных программ. Для выполнения простых эскизных чертежей особых инженерных знаний не требуется.
Эскизный чертеж — это чертеж выполненный «от руки», с соблюдением примерных пропорций изображаемого предмета и содержащий достаточные данные для изготовления изделия.
Конструкторский чертеж со всеми технологическими данными для изготовления может выполнить только квалифицированный инженер.
Для обозначения на чертеже необходимо выполнить следующие операции:
1. Начертить изображение; 2. Проставить размеры (см пример); 3. Указать технические требования к изготовлению (подробнее о технических требованиях читайте ниже в статье).
Чертить удобнее всего на компьютере. В последующем чертеж можно распечатать на бумаге на принтере или плоттере. Есть множество специализированных программ для черчения на компьютере. Как платных, так и бесплатных.
На этом изображении нарисовано как просто и быстро выполняется чертеж с помощью компьютерных программ.
Список программ для черчения на компьютере:
1. КОМПАС-3D; 2. AutoCAD; 3. NanoCAD; 4. FreeCAD; 5. QCAD.
Изучив принципы черчения в одной из программ не сложно перейти на работу в другой программе. Методы черчения в любой программе принципиально не отличаются друг от друга. Можно сказать что они идентичны и отличаются друг от друга только удобством и наличием дополнительных функций.





Технические требования:
Для чертежа необходимо проставить размеры, достаточные для изготовления, предельные отклонения и шероховатость.
В технических требованиях к чертежу следует указать:
1) Способ изготовления и контроля, если они являются единственными, гарантирующими требуемое качество изделия; 2) Указать определенный технологический прием, гарантирующий обеспечение отдельных технических требований к изделию.
Чертёж — это проекционное изображение изделия или его элемента, один из видов конструкторских документов содержащий данные для производства и эксплуатации изделия.
Чертеж это не рисунок. Чертеж выполняется по размерам и в масштабе реального изделия (конструкции) или части изделия. Поэтому для выполнения чертежных работ необходима работа инженера, обладающего достаточным опытом в производстве чертежных работ (впрочем для красивого отображения изделия для буклетов вполне возможно понадобится услуга художника, обладающего художественным взглядом на изделие или его часть).
Рисунок — это художественное изображение на плоскости, созданное средствами графики (кисть, карандаш или специализированная программа).
Чертеж может быть как самостоятельным документом, так и частью изделия (конструкции) и технических требований, относящиеся к поверхностям, обрабатываемым совместно. Указания о совместной обработке помещают на всех чертежах, участвующих в совместной обработке изделий.
Подробнее о чертежах, технических требованиях к оформлению и указанию методов изготовления смотрите в ГОСТ 2.109-73. Перечень стандартов для разработки конструкторской документации смотрите здесь.
Информация для заказа чертежей:
В нашей проектной организации Вы можете заказать чертеж любого изделия (как детали, так и сборки), в составе которого будет чертеж паза, как элемент конструкторской документации изделия в целом. Наши инженеры-конструкторы разработают документацию в минимальные сроки в точном соответствии с Вашим техническим заданием.
Применение
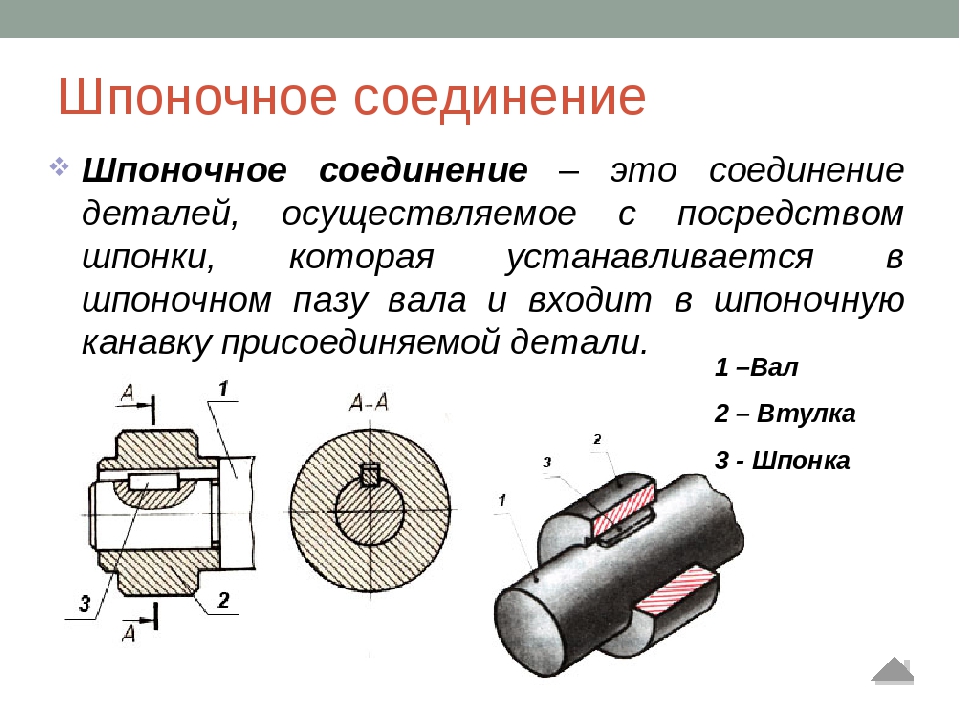
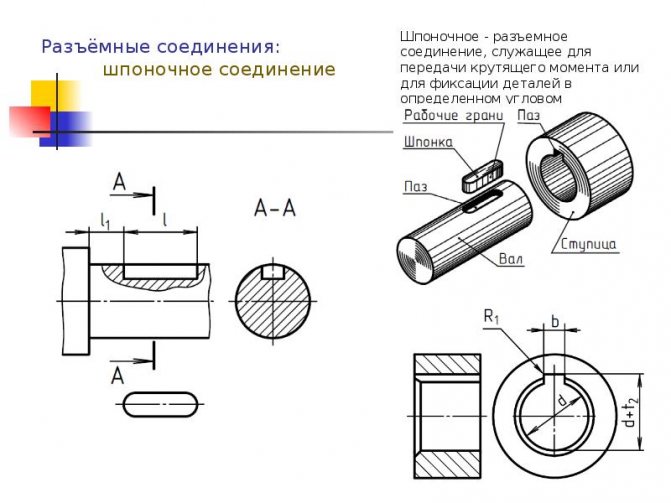
Основным применением шпоночных соединений является монтаж на вал с помощью пазового соединения. В большинстве своем шпоночный паз напоминает клин. Такой тип соединения деталей позволяет валу и ступице не проворачиваться относительно оси друг друга. Фиксированное положение ступицы к валу со шпонкой позволяет добиться высокого КПД при передаче усилия.
Наиболее часто шпоночное соединение можно встретить в машиностроении, при строительстве станков. Часто она используется при производстве автомобилей и других механизмов, где требуется повышенная надежность фиксации деталей машин. Высокая надежность достигается благодаря функции предохранительного узла вала со шпоночным пазом.
Шпонка выступает предохранителем в случаях превышения максимального уровня крутящего момента. В подобных случаях происходит срез шпонки, поглощая чрезмерную нагрузку она снимает ее из вала и ступицы.
Благодаря своим свойствам она стала широко распространенной в машиностроении, она отличается высокой эффективностью, простотой изготовления и монтажа, а также низкой стоимостью. Подобные характеристики особо важны в промышленном производстве, особенно в сельском хозяйстве. В разгар сезона часто возникают случаи поломок отдельных узлов, которые нужно заменить максимально быстро. Чаще всего можно встретить в узлах пресс-подборщиков.

Учитывая все вышесказанное, выделяются основные позиции, для чего нужна шпонка:
- Обеспечение безопасность соединяемых узлов при повышенных нагрузках.
- Достижение высокой степени фиксации отдельных элементов механического узла.
- Выполняет функцию предупреждения проворачивания узла и ступицы.
- Надежность подобного соединения превышает надежность аналогов при фиксации вала с деталями.
В общем, встретить шпоночное соединение можно практически в любом сложном механизме, что обусловлено его техническими характеристиками.
Обозначения на чертежах
На чертежах обозначение призматических шпонок происходит исходя из нормативного документа ГОСТ. Они делятся на шпоночные пазы: высокие, нормальной высоты и направляющие. Рабочими гранями у них являются боковые.
На сборочном чертеже обозначение выполняется с учетом диаметра вала, крутящего момента, сечения и длины.
Например:
Шпонка 3–20Х12Х120 ГОСТ 23360-78; Где 3 – исполнение, 20Х12 – сечение, 120 – длина.
Обозначение остальных типов шпонок на изображениях выполняется таким же образом, исходя из соответствующих ГОСТов, разработанных для каждой отдельной модели
Указанное обозначение должно четко характеризировать деталь, что очень важно для получения надежного соединение. Ведь даже малейший зазор может стать причиной быстрого износа рабочих узлов и потери эффективности во время работы
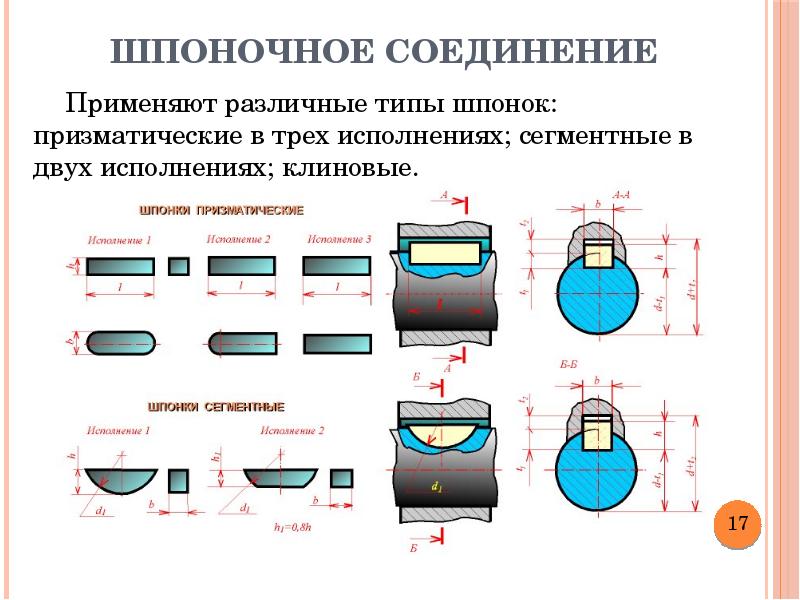
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые — используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.
Достоинства и недостатки
Как и любой тип соединений, шпоночные имеют ряд достоинств и недостатков. К достоинствам шпоночных соединений можно отнести простоту большинства типов шпонки. При этом монтаж и замена такой детали выполняется легко и быстро. Благодаря чему они получили широкое применение в машиностроении. Также обеспечивает функцию предохранения.
К недостаткам относиться ослабление ступицы и вала. Оно возникает исходя из повышенного напряжения и уменьшения поперечного сечения. Также ослабление деталей вызвано из-за нарезанного паза, который снижает осевую прочность вала.
Чтобы минимизировать недостатки, нужно добиться отсутствия перекоса шпонки в пазе. Для этого нужно обеспечить отсутствие зазора, что делается путем индивидуального изготовления и подгона шпонки. Из-за этого в крупносерийном производстве редко применяют любые разновидности шпоночных соединений. Если добиться отсутствия перекоса не удалось, площадь рабочего контакта уменьшается, в следствие чего степень максимальной нагрузки уменьшается.
Также наличие зазора вызывает эффект биения, особенно на высоких скоростях. Это приведет к быстрому износу рабочих деталей. Из-за этого подобное соединение редко применяется для быстровращающихся валов. Для подбора подходящей шпонки лучше использовать таблицу шпоночных соединений.
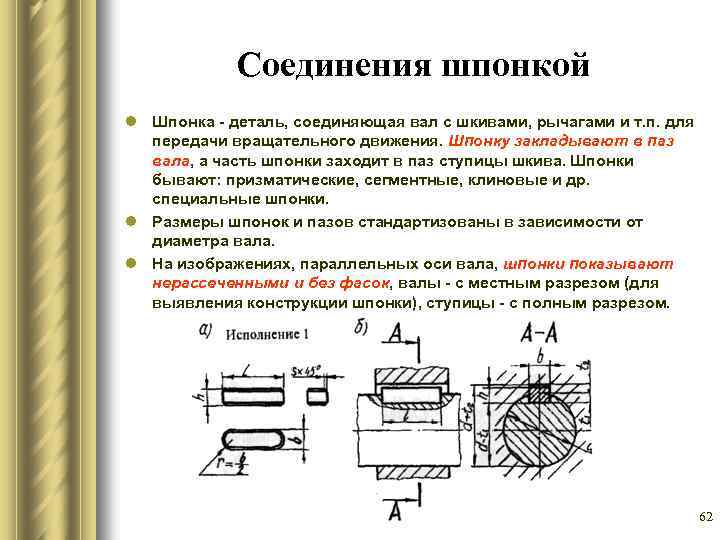
Шпоночные соединения. Классификация, расчет, применение.
Все основные виды шпонок можно разделить на клиновые и призматические. Первая группа шпонок образует напряженные, а вторая — ненапряженные соединения. Размеры шпонок и допуски на них стандартизованы.
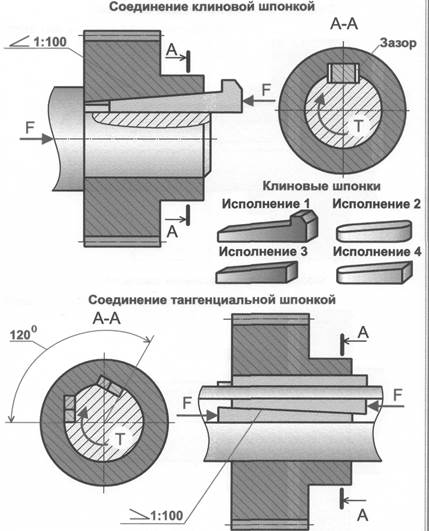
Соединение клиновыми шпонками (например, врезной клиновой шпонкой — рис 6.1) характеризуется свободной посадкой ступицы на вал (с зазором); расположением шпонки в пазе с зазорами по боковым граням.
передачей вращающего момента от вала к ступице в основном силами трения, которые образуются в соединении от запрессовки шпонки. Запрессовка шпонки смещает центры вала и ступицы на некоторое значение Δ, равное половине зазора посадки и деформации деталей.
Клиновая форма шпонки может вызвать перекос детали, при котором ее торцовая плоскость не будет перпендикулярна оси вала
Обработка паза в ступице с уклоном. Такая пригонка совершенно недопустима в условиях массового производства. Эти недостатки послужили причиной того, что применение клиновых шпонок резко сократилось в условиях современного производства.
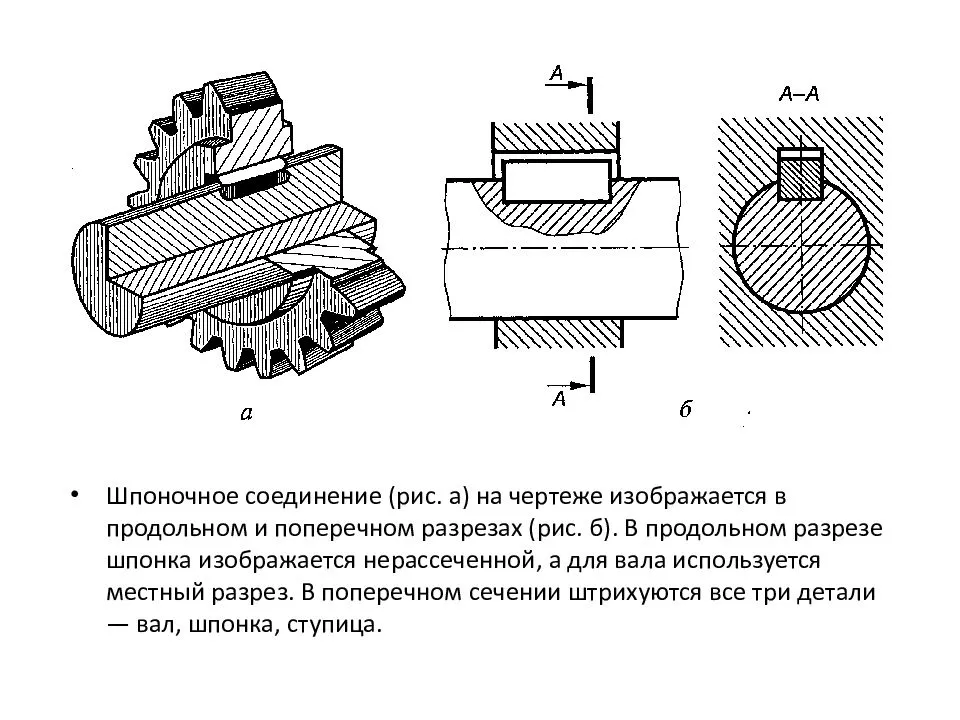
Соединение призматическими шпонками ненапряженное. Оно требует изготовления вала и отверстия с большой точностью. Во многих случаях посадка ступицы на вал производится с натягом. Момент передается с вала на ступицу боковыми узкими гранями шпонки При этом на них возникают напряжения смятия σсм, а в продольном сечении шпонки напряжения среза τ (рис. 6.2).
Для упрощения расчета допускают, что шпонка врезана в вал на половину своей высоты, напряжения σсм распределяются равномерно по высоте и длине шпонки, а плечо равнодействующей этих напряжений равно ~ d/2. Рассматривая равновесие вала или ступицы при этих допущениях, получаем условия прочности в виде:
, (1)
У стандартных шпонок размеры b и h подобраны так, что нагрузку соединения ограничивают не напряжения среза, а напряжения смятия. Поэтому при расчетах обычно используют только формулу (1). В некоторых конструкциях подвижных соединений целесообразно применять короткие шпонки, прикрепленные к ступице.
Сегментная и цилиндрическая шпонки являются разновидностью призматической шпонки, так как принцип работы этих шпонок подобен принципу работы призматической шпонки. Глубокая посадка шпонки обеспечивает ей более устойчивое положение, чем у простой призматической шпонки. Однако глубокий паз значительно ослабляет вал, поэтому сегментные шпонки применяют главным образом для закрепления деталей на малонагруженных участках вала, например на концах валов.

Цилиндрическую шпонку используют для закрепления деталей на конце вала. Отверстие под шпонку сверлят и обрабатывают разверткой после посадки ступицы на вал.
При больших нагрузках ставят две или три цилиндрические шпонки, располагая их под углом 180 или 120°. Цилиндрическую шпонку устанавливают в отверстие с натягом. В некоторых случаях шпонке придают форму.
Призматические шпонки широко применяют во всех отраслях машиностроения. Простота конструкции и сравнительно низкая стоимость — главные достоинства этого вида соединений. Поэтому шпоночные соединения не рекомендуют для быстроходных динамически нагруженных валов. В тех случаях, когда одна шпонка не может передать заданного момента, устанавливают две или три шпонки. При этом следует учитывать, что постановка нескольких шпонок связана с технологическими затруднениями, а также ослабляет вал и ступицу. Поэтому многошпоночные соединения почти не применяют. Их заменяют зубчатыми соединениями.
От чего зависит надежная фиксация шпонки шкива коленвала в механизме автомобиля?

Тут все зависит от того, кто устанавливает шпонку в машине, насколько правильно и профессионально этого выполняется. Кроме того многое зависит и от качества самой шпонки. Нельзя ни в коем случае заменять шпонку другими кустарными запчастями и мудрить что-то свое и нестандартное.
Шпонка может быть заменена в машине исключительно такой же оригинальной деталью, которую рекомендует производитель данного автомобиля. Кроме того целостность шпонки должен регулярно проверять сам владелец машины. Это позволит своевременно выявить проблему и избежать многих еще более неприятных поломок в дальнейшем.
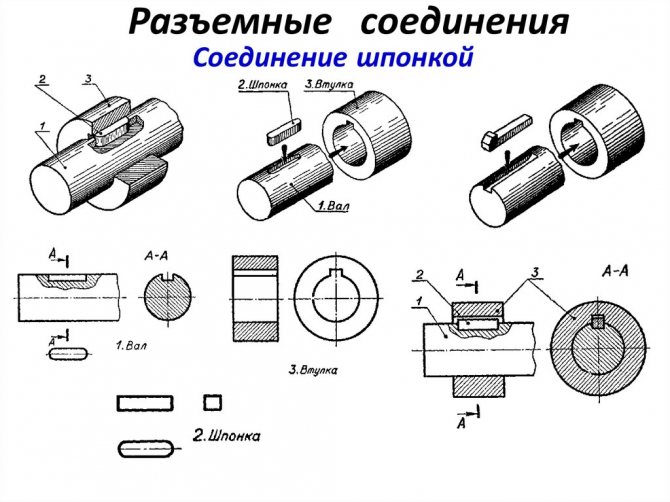
СОЕДИНЕНИЯ С ПРИЗМАТИЧЕСКИМИ ШПОНКАМИ.
Для соединений с валами зубчатых колес, шкивов ременных передач, маховиков, муфт и других деталей машин, когда к точности центрирования соединяемых деталей не предъявляют высоких требований, применяют шпонки.
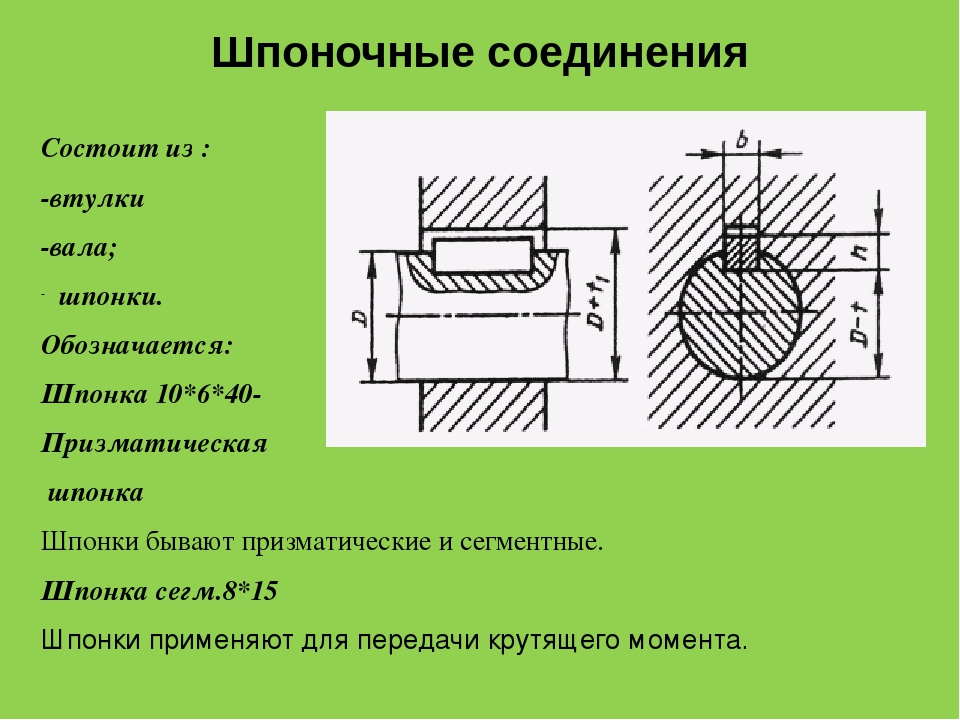
В зависимости от геометрической формы шпонок соединения разделяют на призматические, сегментные, клиновые и тангенциальные. В машиностроении наибольшее применение получили соединения с призматическими и сегментными шпонками.
Использование призматических шпонок дает возможность более точно центрировать сопрягаемые элементы и получать как неподвижные, так и подвижные соединения. Соединения с сегментными шпонками служат для образования только неподвижных соединений.
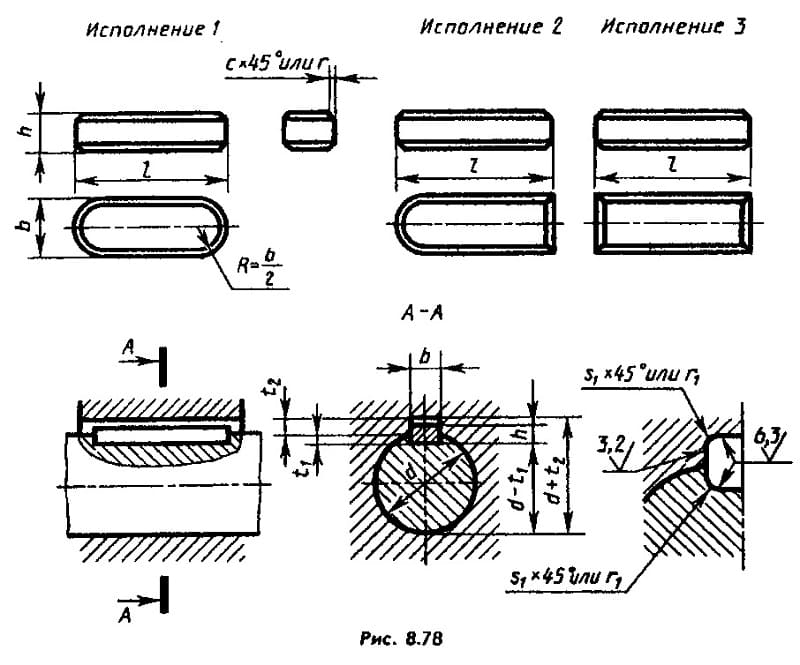
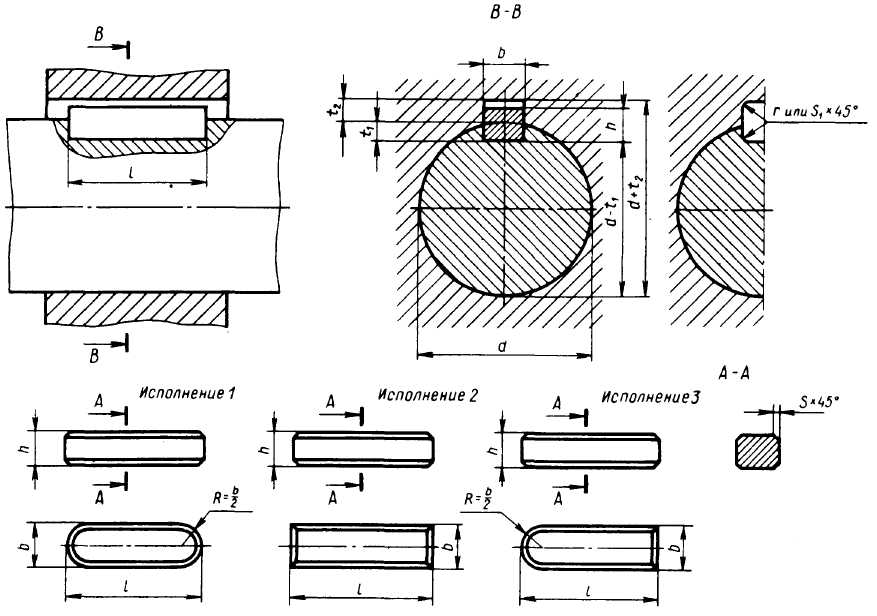
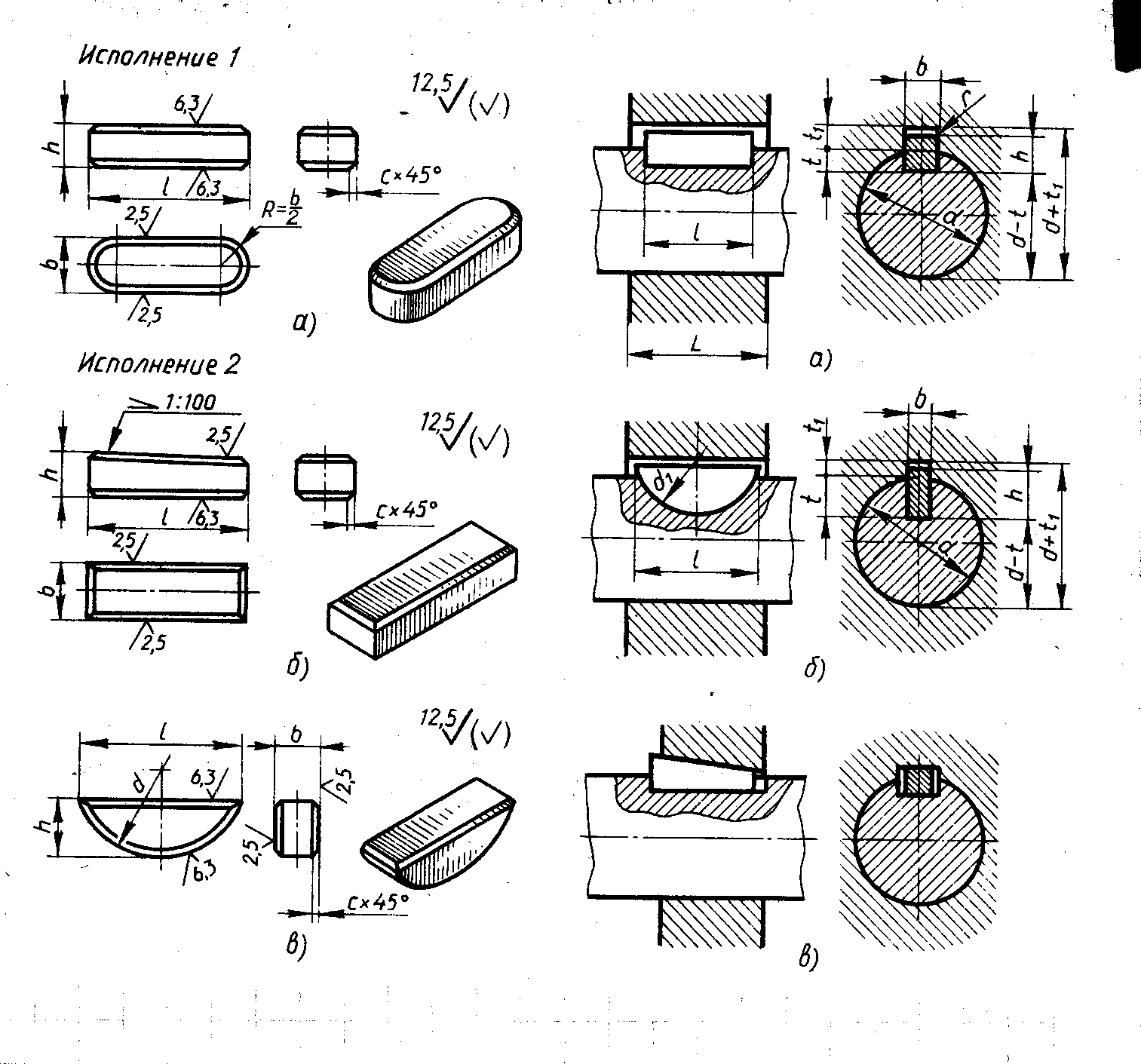
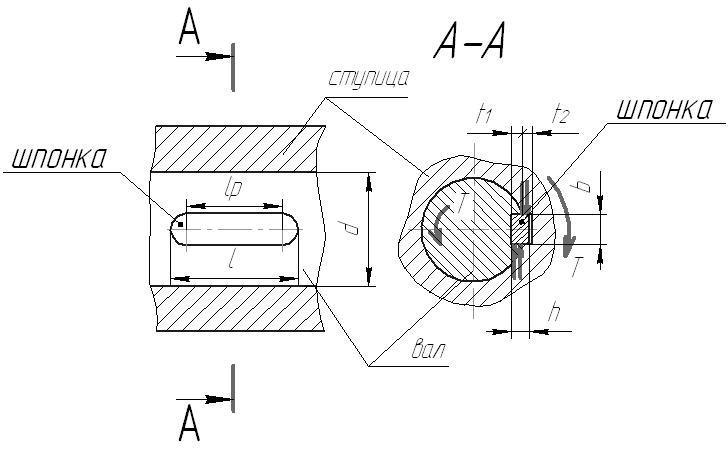
ГОСТ 23360-78 устанавливает размеры, допуски и посадки для соединений с призматическими шпонками (рис.1.56).
| Рис. 1.56 |
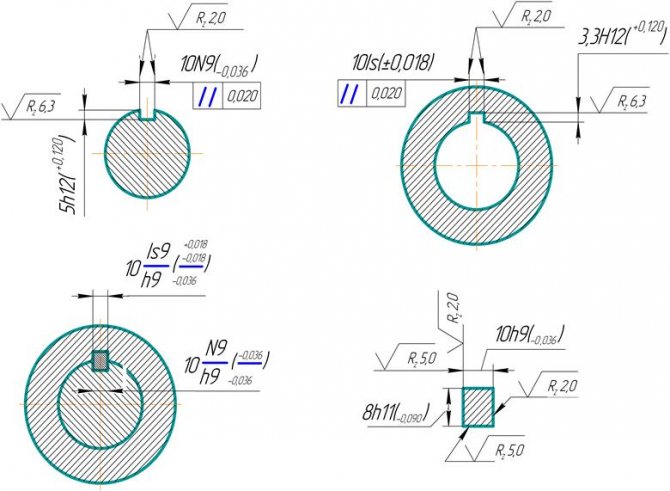
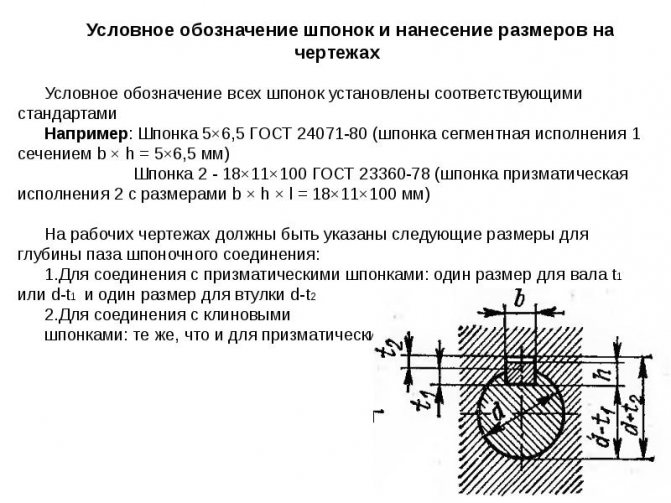
Основными размерами призматических шпонок являются ширина b, высота h и длина l.
| Рис. 1.57 |
Глубина паза у вала под шпонку
задается размеромt1 илиd – t1, глубина паза у отверстия под шпонку — размером t2 илиd+t2 .
Шпонки изготавливаются:
по ширине b —
сполем допуска h9,
по высоте h
— сполем допуска hll (приh =2…6 мм — поh9),по длине l-
сполем допуска h14.
длину пазов
вала и отверстия под шпонку — с полем допуска Н15,
глубину пазов
вала и втулки — с полем допуска Н12.
Работоспособность шпоночных соединений определяется характером посадок по ширине b
шпонки.Посадки выполняют только всистеме вала. Стандартом предусмотрено для призматических шпонок три вида соединения
дляпредпочтительного применения (рис.1.58):
| Рис.1.58 |
свободное —
соединение с гарантированным зазором для возможности перемещения втулки вдоль вала (шпонка является направляющей; в случае необходимости иметь более прочное соединение шпонки с валом, применяют шпонки с креплением на валу винтами). Соединение подвижное. Для ширины паза на валу задается поле допуска Н9 и для ширины паза втулки – D10;
нормальное —
соединение с переходной посадкой, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допускаN9 и для ширины паза отверстия —JS9;плотное
— соединение с переходной посадкой, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допускаР9. Допускаются любые сочетания указанных полей допусков для ширины пазов вала и отверстия.
В зависимости от функционального назначения шпоночного соединения (подвижное или неподвижное) назначают требования по шероховатости: для рабочих поверхностей шпонки и пазов параметр шероховатости Ra
колеблется от 1,6 до 3,2 мкм; для нерабочих поверхностей шпонки и пазовRa устанавливают в пределах от 6,3 до 12,5 мкм.
| Рис. 1.59 |
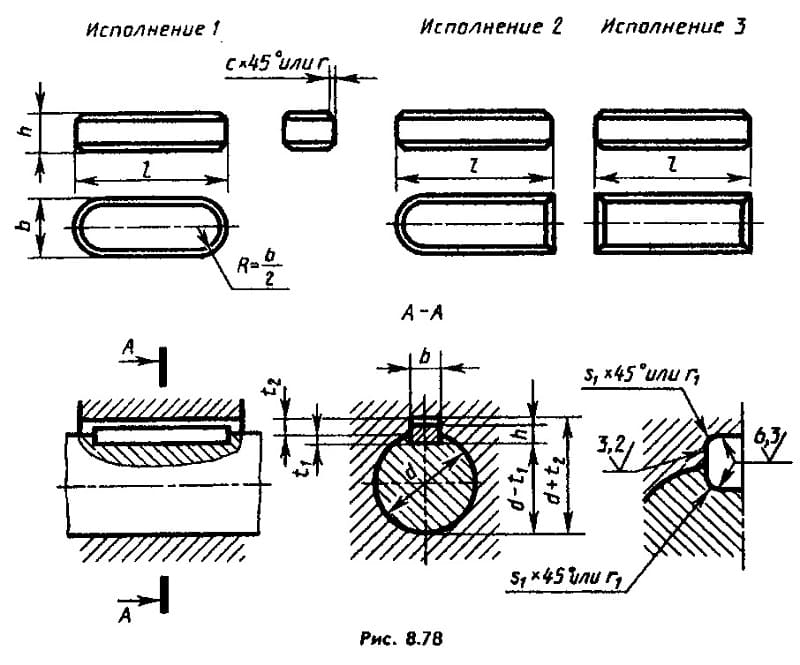
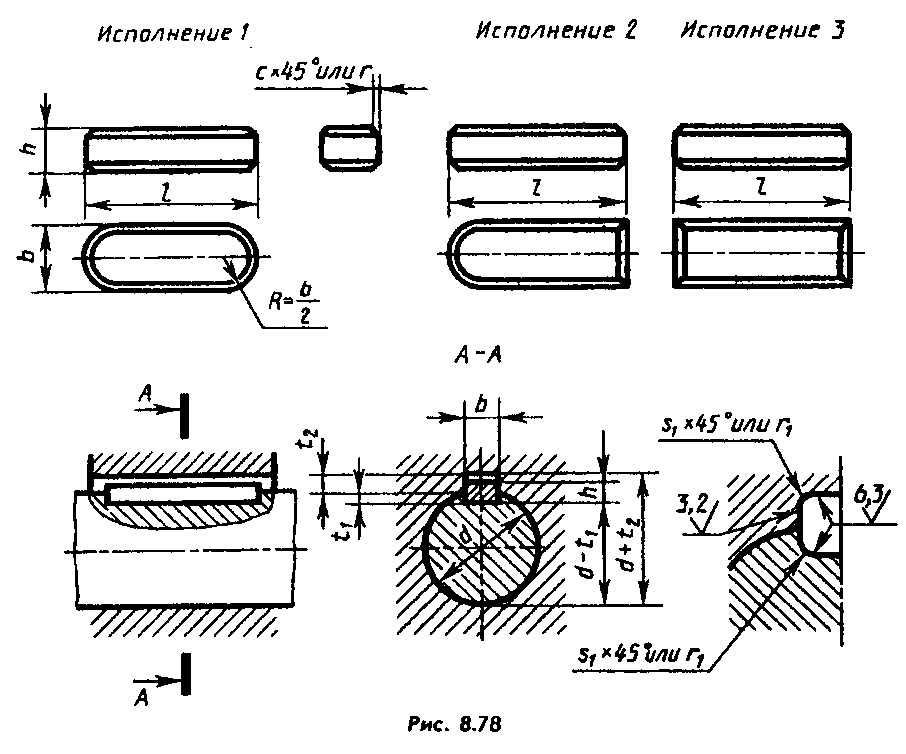
В условном обозначении призматической шпонки указывают вид исполнения (кроме исполнения 1), ее размеры и стандарт.
Например:
условное обозначение для шпонки исполнения I с размерами: b=
18 мм,h =11 мм, l=100 мм:
шпонка 18 х 11 х 100 ГОСТ 23360-78;
для шпонки исполнения 2:
шпонка 2-18 х 11 х 100 ГОСТ 23360-78.
Обозначение посадок шпоночного соединения на сборочном чертеже представлено на рис. 1.59.
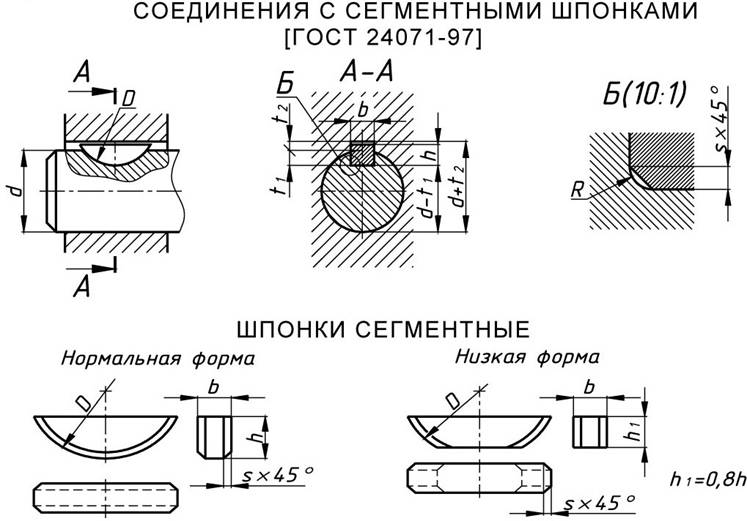
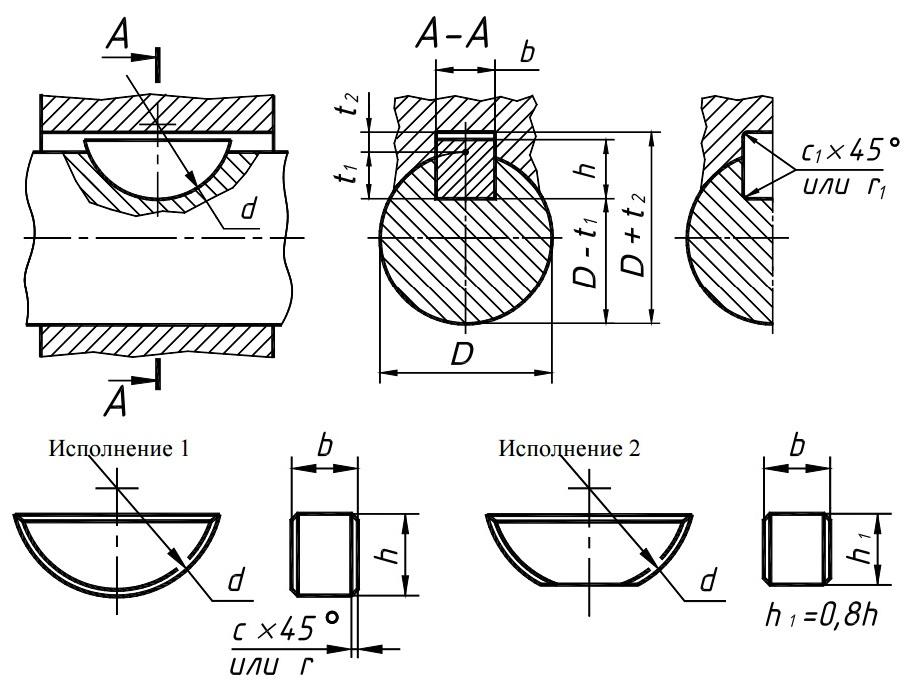
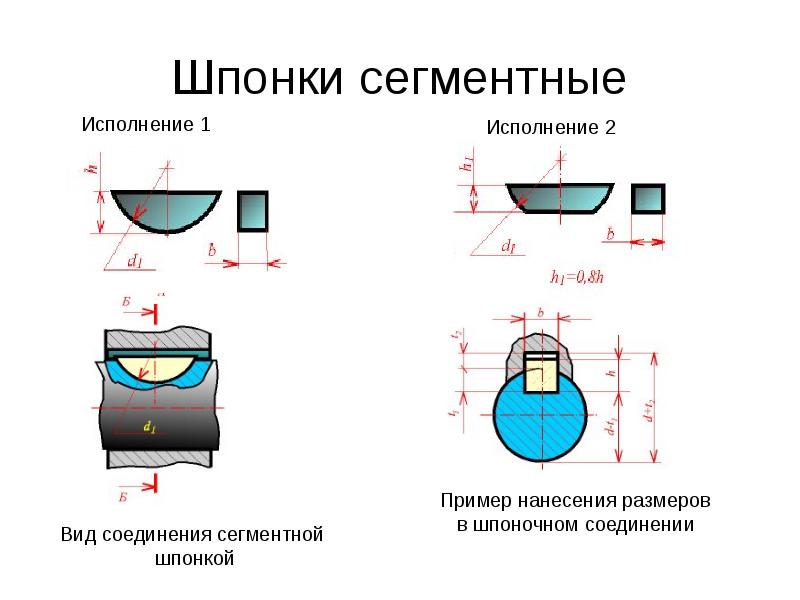
СОЕДИНЕНИЕ С СЕГМЕНТНЫМИ ШПОНКАМИ.
ГОСТ 24071-80 устанавливает размеры, допуски и посадки соединений с сегментными шпонками (рис. 1.60).


| Рис. 1.60 |
В таких соединениях предусмотрено два вида
исполнения шпонок:
исполнения 1
используется для передачи крутящих моментов
исполнения 2
используется для фиксации элементов конструкции
| Рис. 1.61 |
Сегментные шпонки выполняют
по ширине с полем допуска
h9,
по высоте — с полем допуска
h11,
по диаметру — с полем допуски
h12.
По ширине для соединений с сегментными шпонками для предпочтительного применения установлено два варианта соединений: нормальное
иплотное с использованием тех же полей допусков, что и для соединений с призматическими шпонками.Посадки осуществляют всистеме вала.В условном обозначении сегментной шпонки указывают вид исполнения (кроме исполнения 1), размер сечения b
xh и стандарт.
Например:
условное обозначение сегментной шпонки исполнения 1 сечением b
xh = 5 х 6,5 мм:
шпонка 5 х 6,5 ГОСТ 24071-80;
для шпонки исполнения 2 сечением b
xh1 = 5 x 5,2 мм:
шпонка 2-5×5,2 ГОСТ 24071-80.
Виды шпонок
Современное производство предоставляет свыше 20 наименований разного рода.. Но среди них выделяют следующие наиболее применяемые типы в машиностроении:
- Клиновые – используются на концевых установках и являются разновидностью забивных шпонок. Такое шпоночное соединение применяют при диаметре вала от 100 мм. В настоящее время встречаются крайне редко. Причина этого кроется в высокой вероятности перетяжки узла и смещении соосности ступицы и вала под воздействием одностороннего усилия. А также затрудненное извлечение шпонок.
- Призматические. Размеры паза регулируются ГОСТ 23360-78. Они наиболее востребованы в промышленности из-за оптимального соотношения прочности и технологичности. Существует две их разновидности: врезные и закладные. Врезные шпонки устанавливаются с натягом, а закладные с небольшим зазором.
- Направляющие шпонки. От призматических их отличает наличие отверстий под крепеж на валу. Помимо передачи вращения они служат элементом для направления деталей.
- Сегментные шпонки выделяются среди остальных повышенной технологичностью вырезания пазов. Пазы изготавливают с помощью дисковых фрез, что обеспечивает им большее значение точности и производительности. Крепеж шпонок на валах также отличается более высокой устойчивостью из-за более глубокого врезания в их поверхность. Однако одновременно все эти достоинства являются причиной существенного ослабления вала. Это обстоятельство наряду с небольшой длиной паза приводит к появлению повышенных напряжений, которые и ограничивают использование шпонок малонагруженными изделиями.
Стоит отметить, что шпоночные пазы изготавливаются методом фрезерования, долбления протяжки. Наиболее распространено их получение пальчиковой фрезой, поскольку этот способ обеспечивает относительно благоприятное распределение напряжение и приемлемую технологичность.





