

От чего зависит надежная фиксация шпонки шкива коленвала в механизме автомобиля?
Тут все зависит от того, кто устанавливает шпонку в машине, насколько правильно и профессионально этого выполняется. Кроме того многое зависит и от качества самой шпонки. Нельзя ни в коем случае заменять шпонку другими кустарными запчастями и мудрить что-то свое и нестандартное.
Шпонка может быть заменена в машине исключительно такой же оригинальной деталью, которую рекомендует производитель данного автомобиля. Кроме того целостность шпонки должен регулярно проверять сам владелец машины. Это позволит своевременно выявить проблему и избежать многих еще более неприятных поломок в дальнейшем.
Допуски и посадки шпоночных соединений
Общие сведения о шпоночных соединениях
Шпоночное соединение – один из видов соединений вала со втулкой с использованием дополнительного конструктивного элемента (шпонки), предназначенной для предотвращения их взаимного поворота.
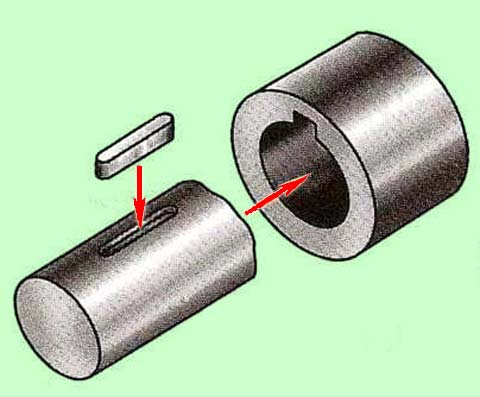
Чаще всего шпонка используется для передачи крутящего момента в соединениях вращающегося вала с зубчатым колесом или со шкивом, но возможны и другие решения, например – защита вала от проворачивания относительно неподвижного корпуса.
Более подробно о видах шпоночных соединений здесь.
В отличие от соединений с натягом, которые обеспечивают взаимную неподвижность деталей без дополнительных конструктивных элементов, шпоночные соединения – разъемные. Они позволяют осуществлять разборку и повторную сборку конструкции с обеспечением того же эффекта, что и при первичной сборке.
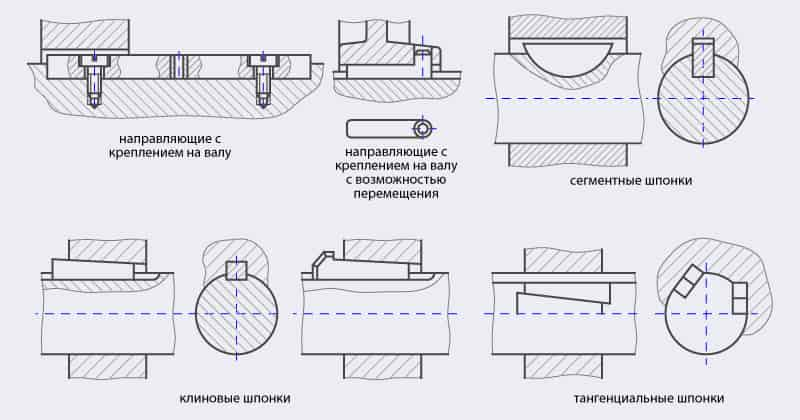
По форме шпонки разделяются на призматические, сегментные, клиновые и тангенциальные.
Призматические шпонки дают возможность получать как подвижные, так и неподвижные соединения. Сегментные шпонки и клиновые шпонки, как правило, служат для образования неподвижных соединений. Форма и размеры сечений шпонок и пазов стандартизованы и выбираются в зависимости от диаметра вала, а вид шпоночного соединения определяется условиями работы соединения.
Обычно шпонки устанавливают в пазах на валу по неподвижной, а втулки – по одной из подвижных посадок. Натяг шпонки необходим, чтобы шпонка не выпадала при монтаже и не передвигалась при эксплуатации, а зазор при втулке, – чтобы компенсировать неизбежные неточности размеров, формы и взаимного расположения пазов.
В машиностроении наибольшее применение получили соединения с призматическими шпонками. Их размеры и размеры шпоночных пазов нормируются ГОСТ 23360-78 «Шпонки призматические. Размеры, допуски и посадки».
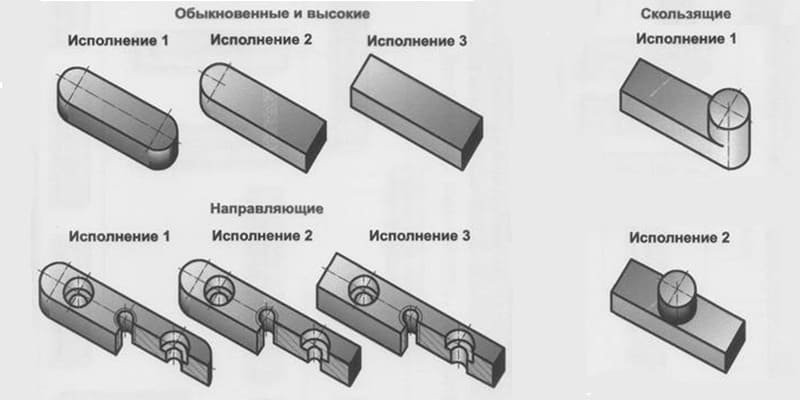
Предельные отклонения размеров призматических шпонок по ширине и высоте установлены для трех исполнений шпонок (рис. 1):
- с закруглениями по обоим концам (А);
- прямоугольные (В);
- с закруглением на одном конце (С).

Рис. 1. Виды исполнений призматических шпонок (вид сверху)
Шпоночное соединение включает в себя минимум три посадки: вал-втулка (центрирующее сопряжение) шпонка-паз вала и шпонка-паз втулки.
Точность центрирования деталей в шпоночном соединении обеспечивается посадкой втулки на вал. Это обычное гладкое цилиндрическое сопряжение, которое можно назначить с очень малыми зазорами или натягами, следовательно – предпочтительны переходные посадки.
Возможно еще одно сопряжение – по длине шпонки, если призматическую шпонку с закругленными торцами закладывают в глухой паз на валу.
Глубина паза у вала под шпонку задается размером l, (предпочтительно) или d-t1, глубина паза у отверстия под шпонку – размером t2 или D+t2 (рис. 2).
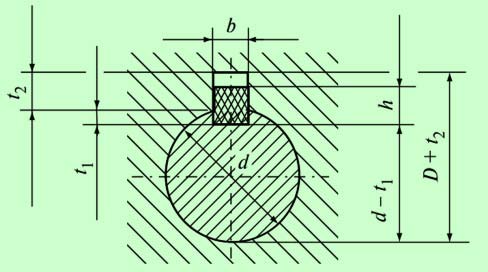
Рис. 2. Параметры шпоночного соединения
Размеры шпонок изготавливаются: по ширине b шпонки (рис. 2) с полем допуска h9, по высоте h шпонки с полем допуска h11 (при высоте шпонки 2 …6 мм – по B9), по длине l шпонки с полем допуска h14.
Такое назначение полей допусков на размеры призматических шпонок делает возможным их централизованное изготовление независимо от посадок.
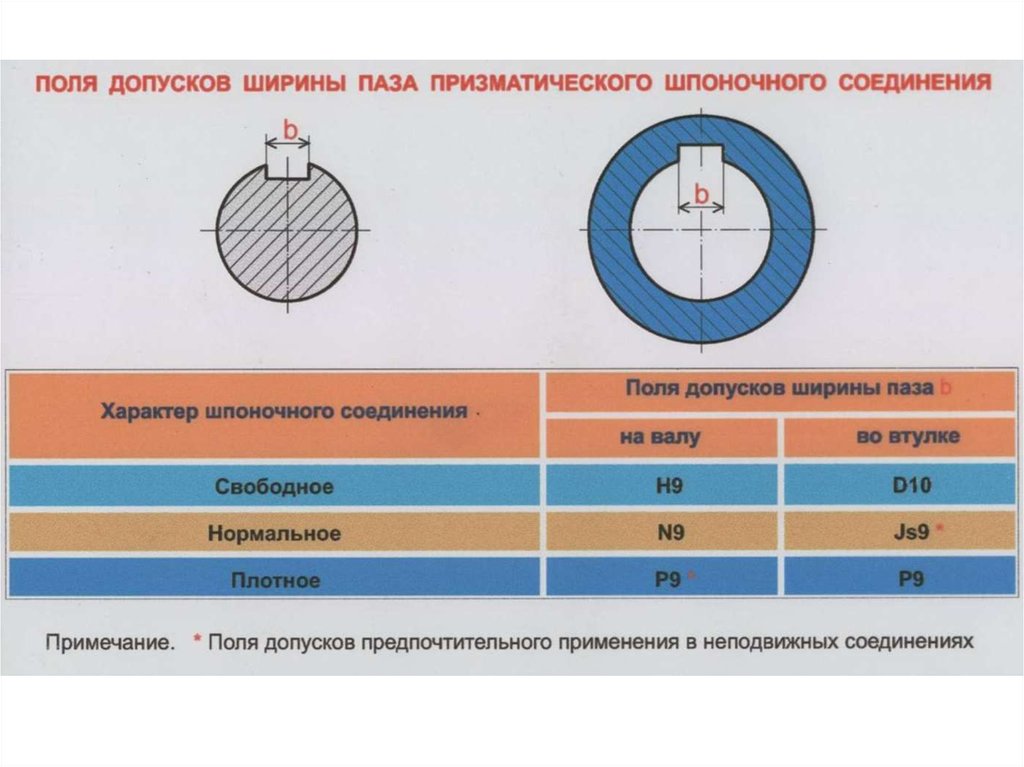
Все виды шпоночных соединений образуются в системе вала. Вид соединения выбирается в зависимости от его функционального назначения с учетом технологии сборки. Для предпочтительного применения стандартом предусмотрено три вида соединения (рис. 3):
- Свободное – соединение с гарантированным зазором для возможности перемещения втулки вдоль вала со шпонкой. Соединение подвижное. Для ширины паза на валу задается поле допуска Н9, для ширины паза втулки – Z10.
- Нормальное – соединение с переходной посадкой, с большей вероятностью в получении зазора, не требующее частых разборок. Соединение неподвижное. Для ширины паза на валу задается поле допуска N9, для ширины паза втулки – J9.
- Плотное – соединение с переходной посадкой, с приблизительно равной вероятностью получения зазоров и натягов, применяющееся при редких разборках и реверсивных нагрузках. Соединение неподвижное. Для ширины паза вала и втулки задается одно поле допуска H9.
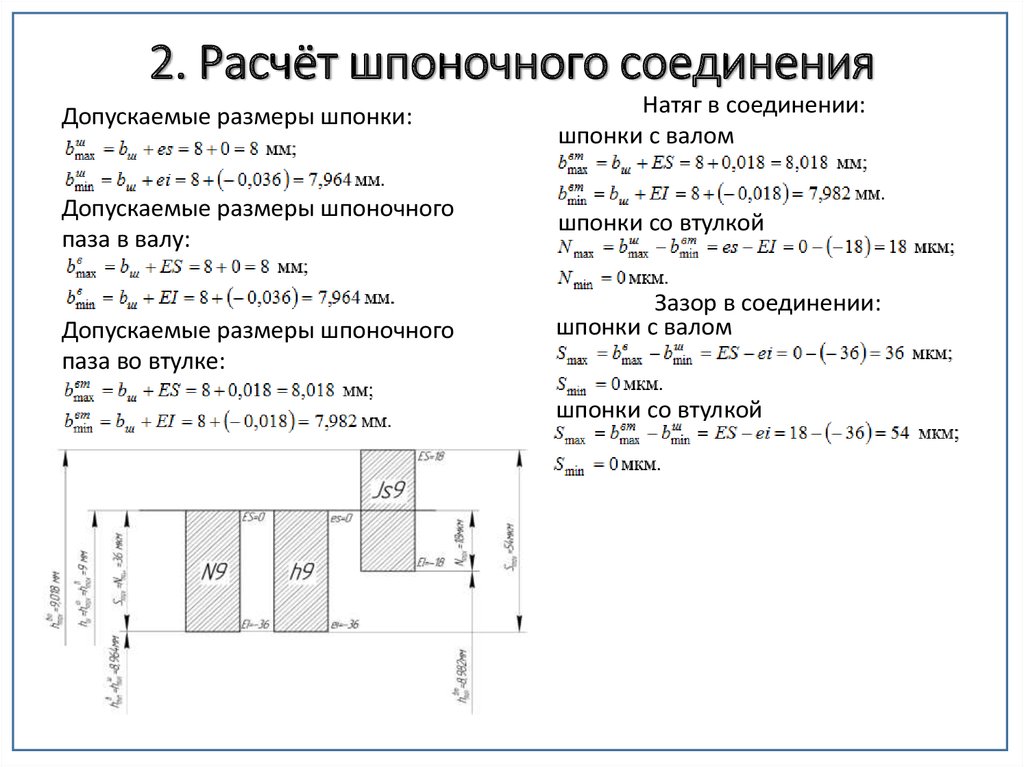
Стандартом установлены поля допусков по ширине шпонки и шпоночных пазов b для свободного, нормального и плотного соединений.
Длина пазов вала и отверстия под шпонку изготавливается с полем допуска Z15, глубина пазов вала и отверстия – с полем допуска Z12.
К местам установок шпонок предъявляются дополнительные требования по расположению поверхностей.
***
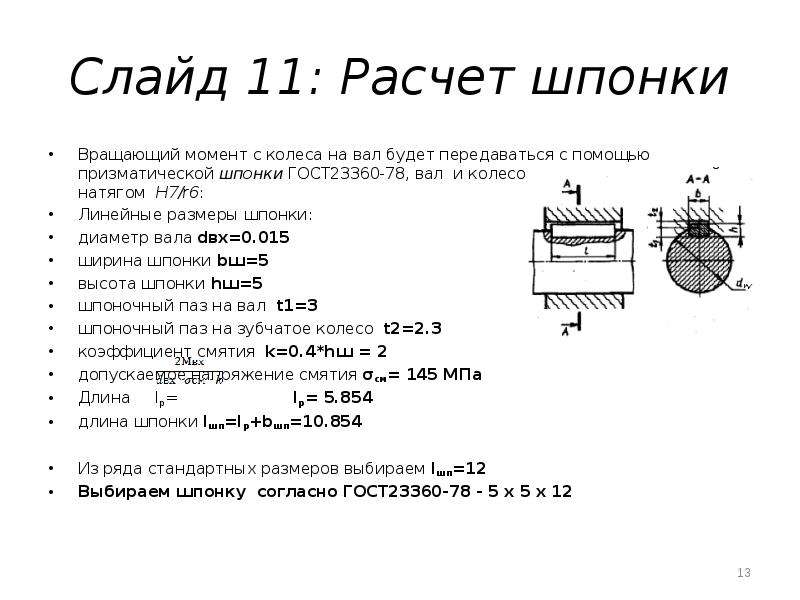
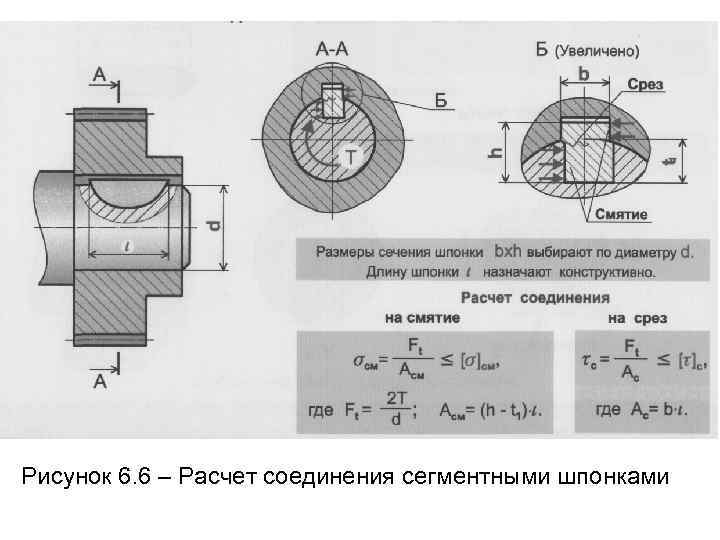
Расчет шпоночного соединения
Шпонка- деталь, устанавливаемая в разъем двух соединяемых деталей и препятствующая их относительному перемещению, преимущественно повороту или сдвигу, в направлении перпендикулярном ее боковым граням.
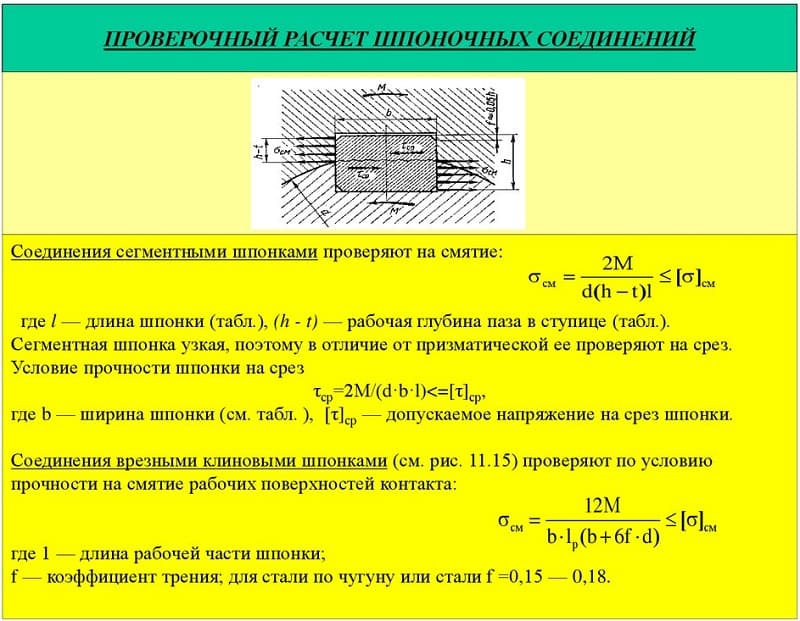
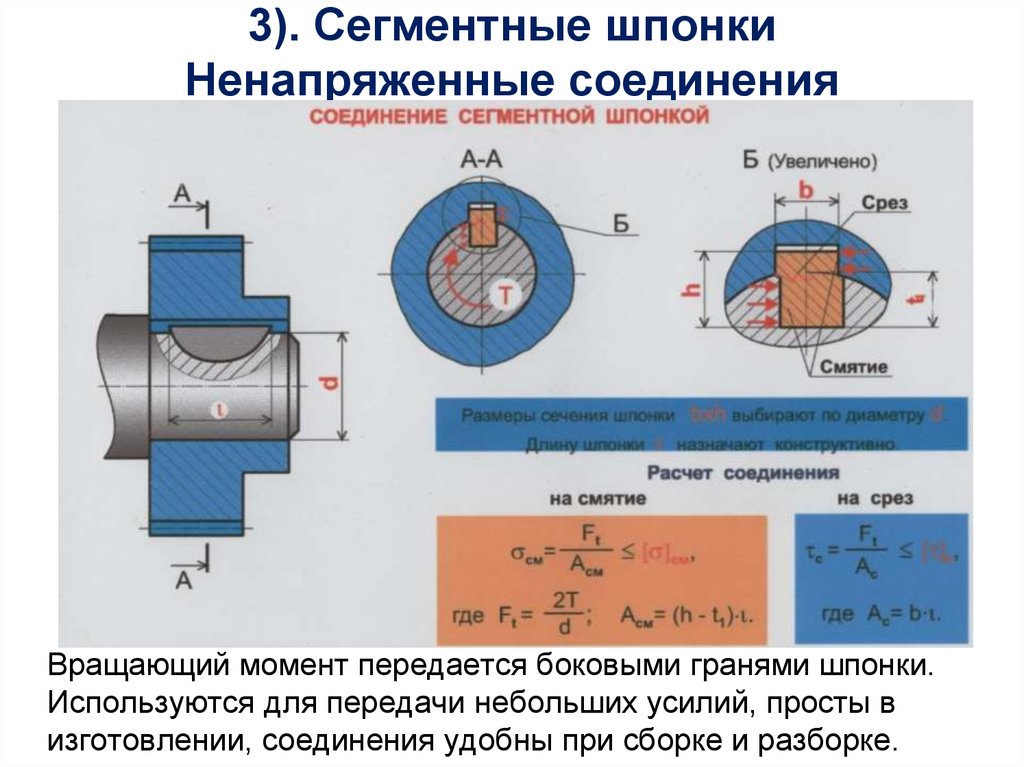
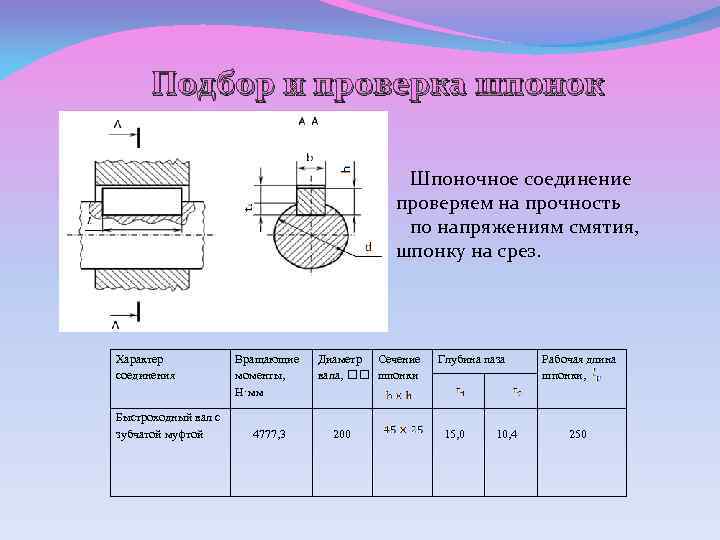
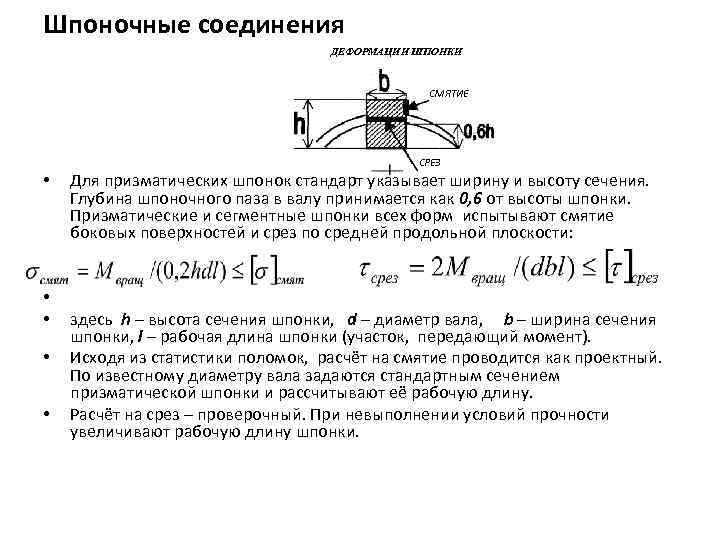
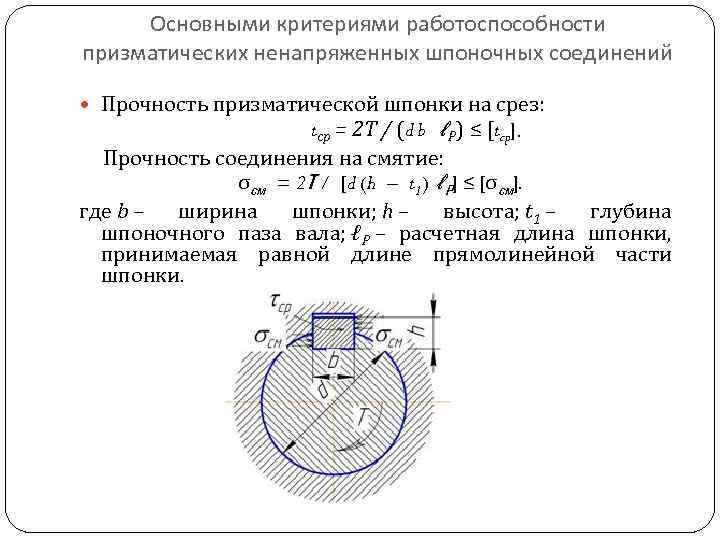
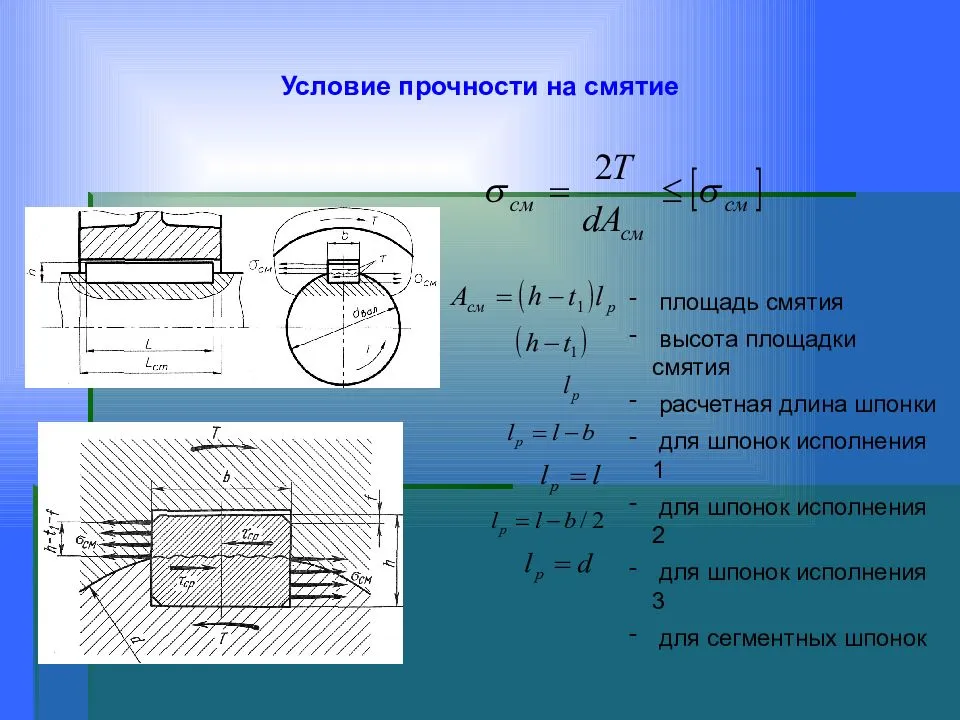
Проверочный расчет соединений с призматическими и сегментными шпонками производится исходя из условия прочности шпонки на смятие боковой поверхности и на срез по поперечному сечению.
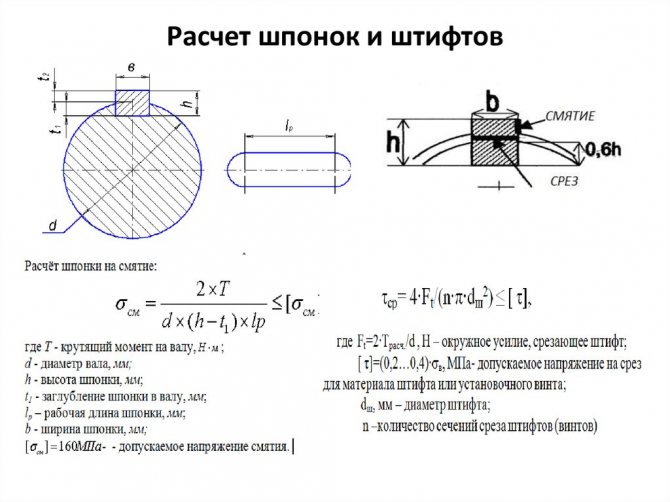
Ниже предоставлен расчет шпонки из стали 45 напряжение смятия которой ( sigma_ ) = 100…150 МПа для ступицы из стали и ( sigma_ ) = 60…90 МПа для ступицы из чугуна.
при статической нагрузке ( sigma_ =0,6 sigma_ )
при пульсирующей ( sigma_ =0,4 sigma_ )
при знакопеременной ( sigma_ =0,3 sigma_ )
На срез:
( tau_=frac leq )
(sigma_)- предел текучести, МПа;
(sigma_) — расчетное напряжение смятия, МПа;
() — допускаемое напряжение смятия, МПа;
(tau_) — расчетное напряжение среза, МПа;
() — допускаемое напряжение среза, МПа;
Метод расчета
Расчет шпонки по исходным данным можно создать при помощи программ на компьютере. Самые простые, и хорошие в использовании: MS Excel и OOo Calc. Программа в себя включает расчетные формулы, имеет все нормализованные размеры на валы, ступицы и шпонки.
Для выполнения метода расчета применяем пример с настоящими числами. Их следует заносить в строгой очередности в раздел с синими надписями значений. Проставлять цифры следует в свободную колонку между виртуальными обозначениями из формул и единицами измерения. К примеру:
- Вращающий момент на валу – 300 Н/м.
- Диаметр вала – 45 мм.
- Глубина паза на валу – 5,5 мм.
- Высота шпонки – 9 мм. Подбирается по справочной таблице, которая есть в программе.
- Ширина шпонки – 14 мм.
- Длину шпонки – 63 мм.
- Вариант выполнения – 1. С прямыми углами, или округленными торцами с одной или 2-ух сторон. Выбираем с полукруглыми торцами. По спецификации они обозначаются 1.
- Величина допускаемого при смятии напряжения – 90 Мпа.
- Напряжение среза – 54 Мпа. Значение берется как 60% от величины смятия.
Результаты расчетов программа выдаёт в той же таблице, только ниже, это действующие величины стрессов смятия и среза, нагруженность соединения по этим напряжениям.
В таблице приведены результаты расчета на компьютерной программе MS Excel.
| Наименование критерия | Формула расчета | Полученное значение |
| Напряжение смятия действующее | ?см=2*T/(d*(h-t1)*Lp) | 77,7 МПа |
| Напряжение действующее среза | ?см=2*T/(d*(h-t1)*Lp) | 19,4 Мпа |
| Нагруженность по напряжению смятия | sсм=?см/см> | 86,40% |
| Нагруженность по срезу | Sср=TСР/ср> | 36,00% |
Расчет на смятие и срез выполняется примерный, потому как не принимается во внимание много факторов, влияющих на практический размер нагрузки:
- неравномерное соединение по всей плоскости;
- наличие фасок на детали, уменьшающих площадь;
- не прилегание на скругленных торцах втулки на зубчатом колесе.
В работе в большинстве случаев делают расчет на смятие, потому как эта сила влияния существенно превосходит давление на срез. При разрушении в результате перегрузок, начинается деформирование поверхности соприкасания деталей, потом шпонка срезается. При расчитывании механизмов, результат умножается на прочностный коэффициент. Для любого вида машин он различный.

Программы подойдут и для расчета круглых шпонок. Площадь влияния и сечение берутся по аналогичности с призматическими, рассчитываются через радиус.
Допустимые радиусы сгиба исходя из прочности материала
ГОСТы очень подробно регулируют как свойства и характеристики элементов, так и процедуру из трансформирования. К этому относится минимальный радиус изгиба профильной трубы. Он определяется в зависимости от условий, при которых осуществляется загиб. При сгибании с использованием песка, которым она набивается, или через нагревание наружный диаметр должен начинаться от 3,5DN.
Если у мастера есть возможность применять , которое позволяет осуществлять необходимые операции без нагревания или иных дополнительных действий, то в этом случае диаметр должен минимально составлять 4DN.
Если вы хотите выполнить сгиб, который бы был достаточно крутым, например для того, чтобы выполнить согнутый отвод канализации или трубопровод, то в этом случае диаметр должен составлять минимум 1DN, так как изгибание будет иными способами, преимущественно с применение высоких температур.
Разумеется, значения, предусмотренные государственными стандартами можно и немного уменьшать, тогда нужно очень внимательно производить расчет прочности трубы на изгиб. Если способ сгибания позволят быть уверенным, что толщина стенки уменьшится на 15% от изначальной, то в этом случае возможны отступления от ГОСТа, а само сгибание можно осуществлять меньше указанных величин, что не окажет существенного влияния на прочность в дальнейшем.
Расчет призматической шпонки
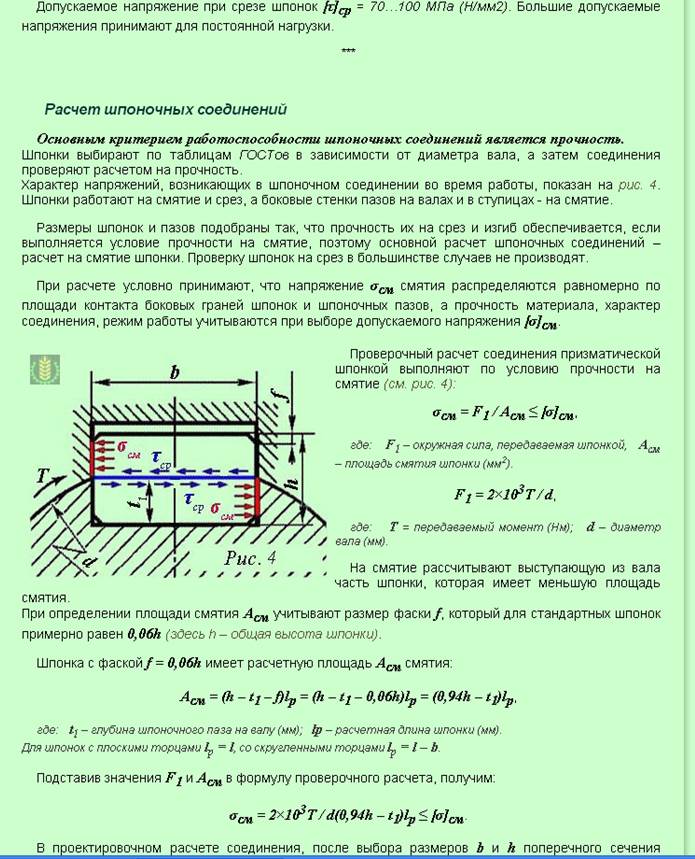
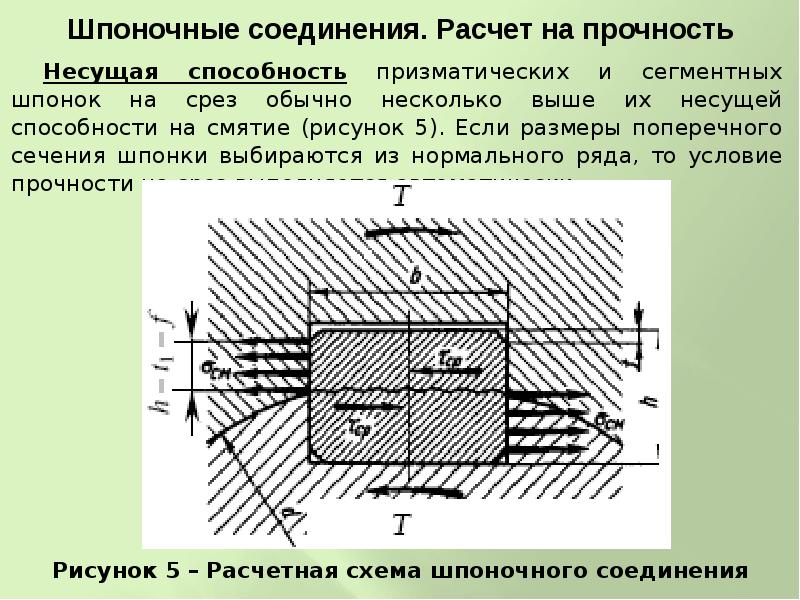
Расчет призматической шпонки выполняют по условиям её прочности на срез и смятие. Расчет носит условный характер, т. к. его проводят при допущениях
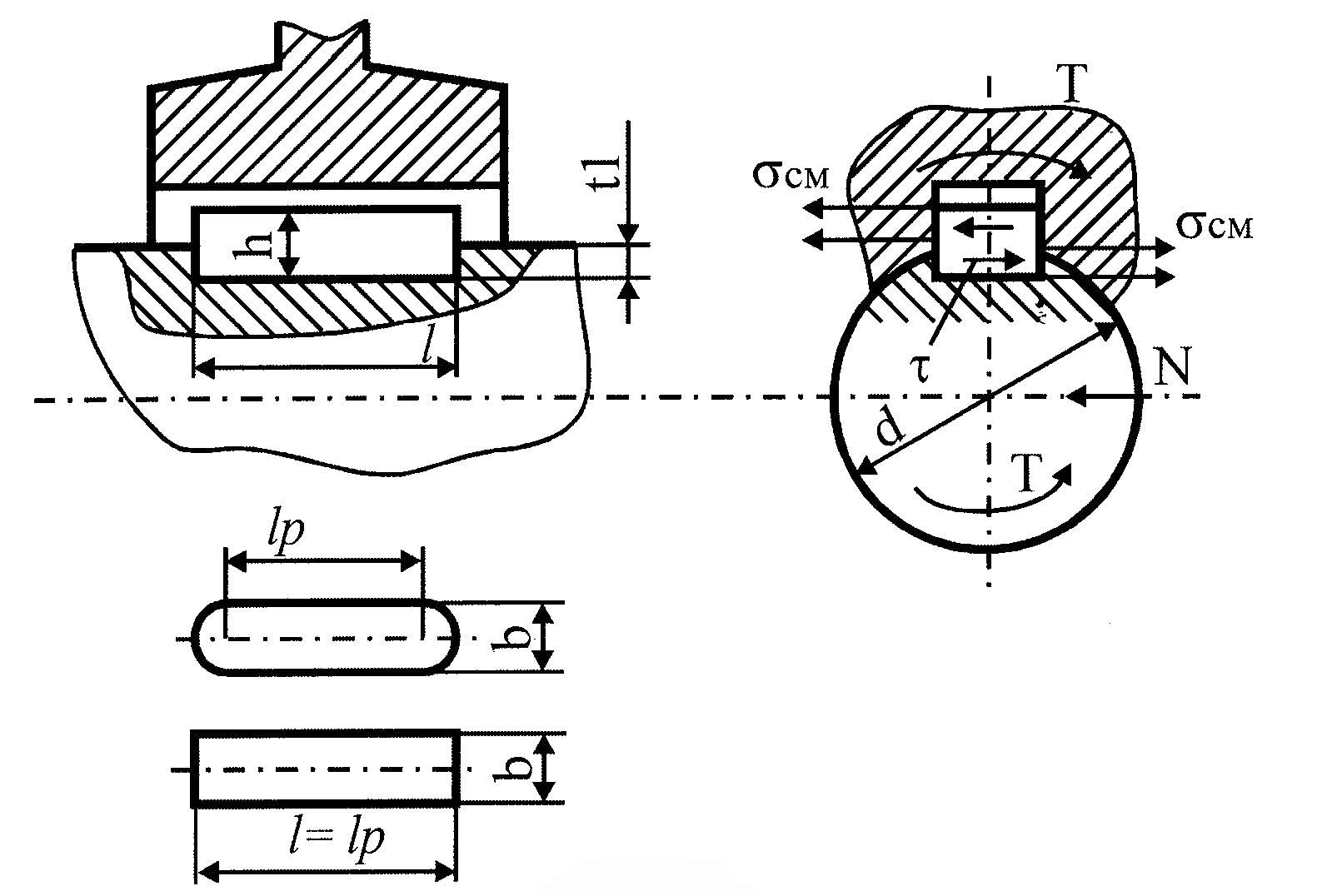
1) напряжения смятия σСМ равномернораспределены по поверхностям контакта шпонки с валом и ступицей (рис. 5.4);
2) плечо сил, действующих на шпонку, принято равным 0,5dВ.
На рис. 5.4 показаны эпюры напряжений смятия, действующие на выступающую из вала часть рабочей грани шпонки. Крутящие моменты показаны, действующие на вал и ступицу. На рисунке не показаны эпюры напряжений смятия, возникающие на рабочих гранях шпоночных пазов вала и ступицы.
Рис. 5.4. Расчетная схема соединения призматической шпонкой
Тогда условия прочности призматической шпонки, передающей крутящий момент Т, будут следующими:
а
) на смятие , (5.1)б
) на срез , (5.2) где σСМ , – фактические и допускаемые напряжения смятия на рабочих гранях шпонки, МПа;
τ СР , [τ СР] – фактические и допускаемые напряжения среза, МПа;
А СМ– площадь поверхности смятия шпонки, мм 2 ;
АСР – площадь поверхности среза шпонки, мм 2 ;
Т – передаваемый крутящий момент, Н . мм;
dB – диаметр вала, мм.
Площадь поверхности смятия шпонки с учетом фаски f = 0,06 . h равна (см. рис. 5.3):
где k – высота выступающей из вала части шпонки, мм;
lP – рабочая длина шпонки, мм. Для шпонки с плоскими торцами lP = l; для шпонки со скруглёнными торцами: lP = l – b.
Площадь поверхности среза шпонки:
где b – ширина шпонки, мм.
С учетом формул (5.3) и (5.4) условия прочности шпонки на смятие и срез:
и (5.5)
Допускаемые напряжения смятия для шпонок :
· при стальной ступице = 130…200МПа;
· при чугунной ступице = 80…110МПа.
Меньшие значения напряжений принимают при переменных и ударных нагрузках. В расчетах шпонок реверсивных соединений допускаемые напряжения уменьшают в 1,5 раза. Допускаемые напряжения подвижных в осевом направлении шпонок принимают равными: = 20…30МПа.
Допускаемые напряжения среза для шпонок , [τ СР] = 70…100 МПа.
Из условия прочности шпонки на срез можно получить зависимость для проектного расчета, для определения рабочей длины шпонки:
(5.6)
Полученное значение рабочей длины шпонки обязательно надо согласовать с нормальными рядами чисел по ГОСТ 6636 – 69. Длину ступицы выполняют на 8…10 мм больше длины шпонки. Если в результате этих расчетов получится, что длина ступицы больше 1,5 dB , то целесообразнее заменить шпоночное соединение на шлицевое или на соединение с гарантированным натягом.



При спокойной нагрузке на соединение допускают перегрузку шпонки не более 5%.
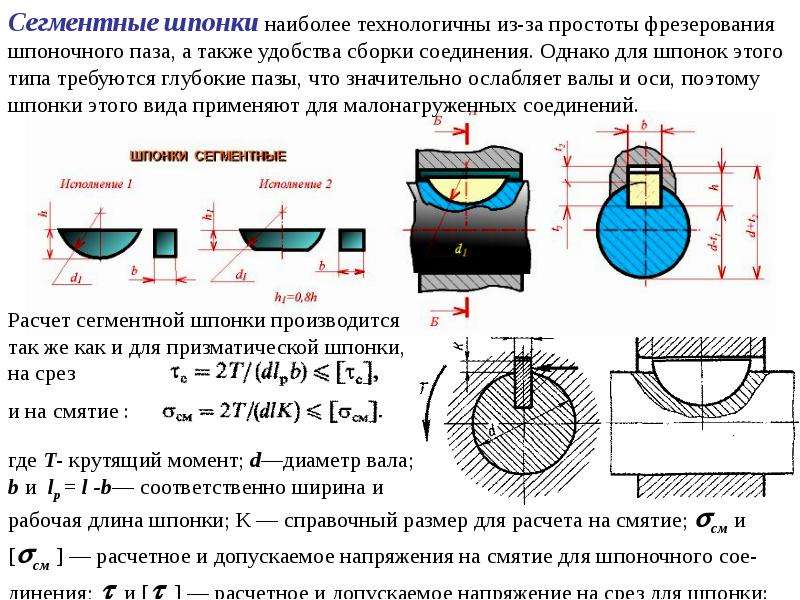
Сегментные шпонки рассчитывают так же, как и призматические принимая k = h – f (см. рис. 5.3, б
).
Преимущества и недостатки шпонок
- У шпоночных соединений очень много преимуществ, поэтому они широко используются в машиностроении, несмотря на то что существуют многие другие способы передачи крутящего момента между вращающимися деталями.
- Простая конструкция. Шпонки можно легко рассчитать и подобрать для любой системы «вал-ступица».
- Удобный монтаж. Они легко устанавливаются и снимаются с помощью обычного ручного инструмента.
- Цена. Доступная стоимость – одно из главных преимуществ. И оптом, и в розницу шпонки можно купить по очень низким ценам.
Конечно, есть и недостатки. Основными из них считаются:
- ослабление вала и ступицы шпоночными пазами, которые, кроме всего прочего, являются концентраторами напряжений;
- недостаточно надежная работа шпонок при ударных, реверсивных и циклических нагрузках.
Выбор посадок для шпоночного соединения
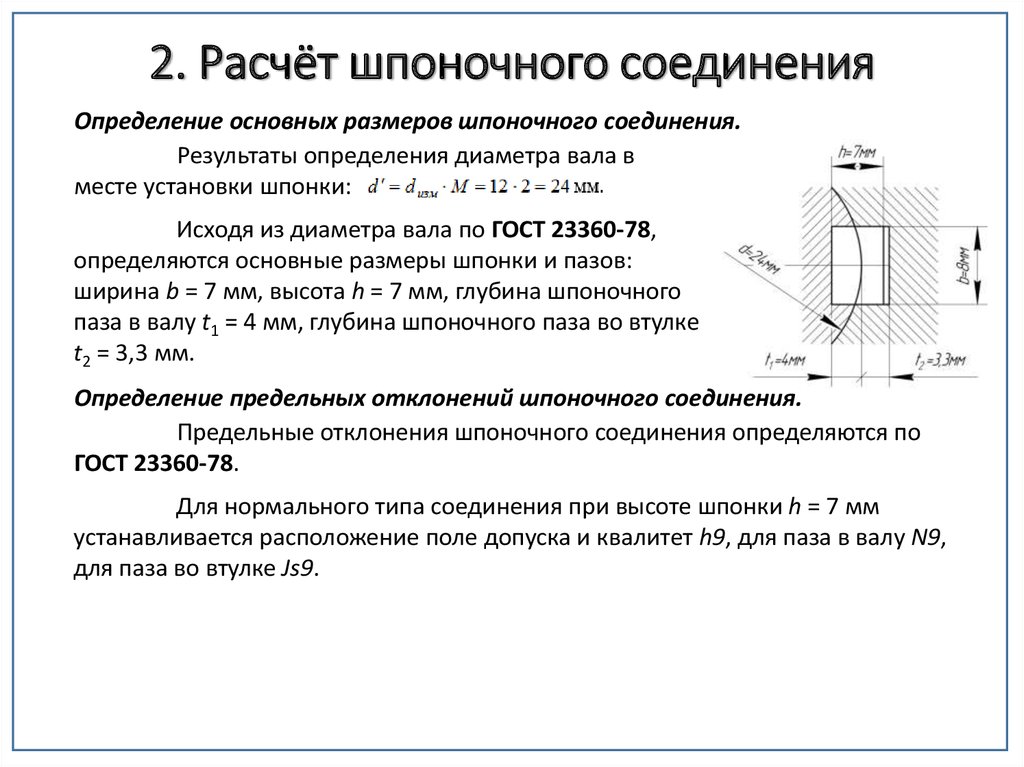
Дано: диаметр вала мм; назначение соединения; конструкция шпонки. Требуется: 6.1.1. Определить в зависимости от назначения соединения, конструкции шпонки и диаметра вала основные размеры шпонки и сечений шпоночных пазов вала и втулки. Эти элементы определяются по ГОСТ 23360-78, он же – (СТ СЭВ 189-75), ГО СТ 8790- 79 (СТ СЭВ 5612-86), ГОСТ 24071-80, он же – (СТ СЭВ 647-77), ГО СТ 10748-79 .
По указанным параметрам необходимо выбрать следующие размеры: — ши рину шпоночного соединения в b мм; — вы соту шпонки h мм; — глу бину паза вала t1 мм; — глу бину паза втулки t2 мм; — ди аметр сегментной шпонки d мм. 6.1.2. Выбрать в зависимости от назначения соединения посадки шпонки в паз вала и паз втулки и отклонения для выбранных посадок . 6.1.3.
Вычислить предельные размеры, предельные зазоры или натяги в 19 сопряжении. 6.1.4. Выбрать предельные отклонения непосадочных размеров: — вы соту шпонки h мм; — глу бину паза вала t1 мм; — глу бину паза втулки t2 мм; — длину призматической шпонки lш мм. 6.1.5. Вычертить эскизы соединения и деталей с обозначением размеров, отклонений и шероховатости поверхности.
Указать материал шпонки и условное обозначение для соединения. Шпоночные соединения предназначены для соединения с валами зубчатых колес, шкивов, маховиков, муфт и других деталей и служат для передачи крутящего момента. Это соединение трехразмерное (шпонка — шпоночный паз вала – шпоночный паз втулки, т.е. ступицы колеса, шкива, маховика), которое предназначено для предохранения вала и отверстия от взаимного смещения под действием внешних сил.
В большинстве случаев шпонка в пазах вала и втулки устанавливается по переходной посадке. При этом необходимо предусмотреть возможность сборки – разборки соединения. Для посадки направляющих шпонок в подвижных соединениях целесообразно использовать свободное соединение. Направляющими могут быть только призматические шпонки.
Сегментные шпонки применяют, как правило, только для неподвижных соединений. Для выполнения задачи следует пользоваться выше указанными стандартами и справочниками, а также Рис. 6.1 и табл. 6.1 и 6.2, приведенными в этом пособии.
Шлицевые соединения, такие как шпоночные пазы, предназначены для передачи крутящего момента на соединения шкивов, муфт, зубчатых колес и других валовых деталей.
В отличие от шарнирных соединений, шлицевые соединения выравнивают центр сопрягаемой части в дополнение к передаче крутящего момента. Шлицевые соединения могут передавать больший крутящий момент, чем шпоночные, что приводит к меньшему искажению и смещению канавок и зубьев В зависимости от профиля зуба, шлицевое соединение разделяется на соединения с прямыми, эвольвентными и треугольными профилями зуба.
Когда d является центром, он используется так же, как и когда D является центром, но из-за твердости муфты он не может быть обработан с помощью протяжки. Это центрирование не самое экономичное.
Геометрическая ось шлицевого вала выбрана вокруг внутреннего диаметра d, потому что существует растущее требование к соответствию основным параметрам, которые характеризуют соединение сплайна и внешний диаметр сплайна. Определите размеры линейного шлицевого соединения в соответствии с таблицей G.8.
Если при передаче большого крутящего момента высокая точность центрирования не требуется, используйте b в качестве центра.
| Резьбы и резьбовые калибры | Выбор посадок для шлицевых соединений |
| Допуски и посадки шпоночных и шлицевых соединений | Расчет плоских размерных цепей |
Виды шпонок
Основные виды шпонок делят на два типа: напряженные и ненапряженные. Среди которых выделяются такие типы шпонок:
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Среди клиновых шпонок выделяют:- врезные;
- на лыске;
- фрикционные;
- без головки и с головкой.
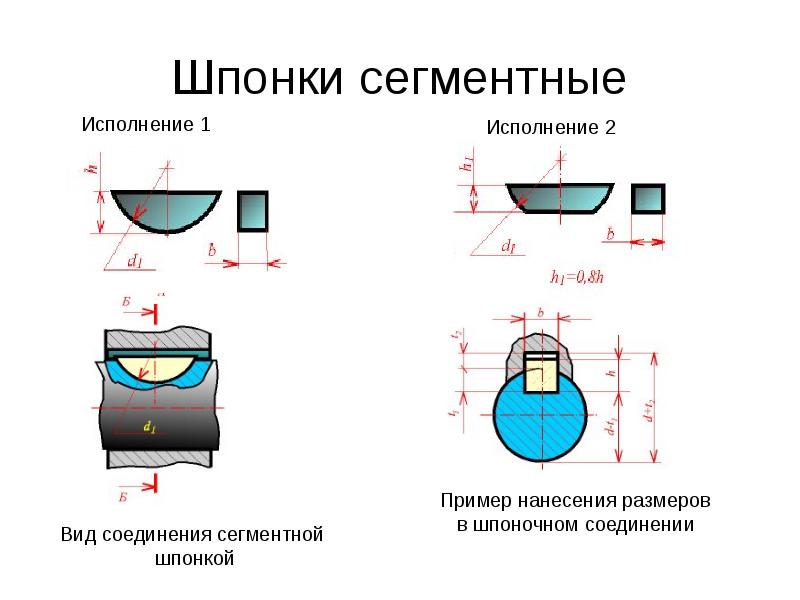
- Сегментные. Производятся в виде сегментной пластины, загоняемой в паз. Производиться методом фрезерования. Широко применяются в производстве, так как просты в изготовлении, не требуют особой точности при нарезании и легко устанавливается. Отличается установкой в боле глубокий паз, в сравнении с аналогами. Глубокий паз не подходит для больших нагрузок, так как значительно снижает прочность вала, поэтому используется при небольших крутящих моментов.
На длинных ступицах может устанавливаться несколько шпонок, так как они имеют фиксированную длину. Выполняют предохранительную функцию на срез и смятие. Призматические. Отличаются параллельными гранями, которые устанавливаются в паз и фиксируют ступицу. Рабочими гранями в таки случаях являются боковые. Относятся к ненапряженному типу шпоночных соединений, поэтому существует вероятность возникновения коррозии в месте соединения. Для исключения коррозии, муфта и вал соединяются с натягом. Концы производятся обычно со скругленными или плоскими концами. Для скругленного типа рабочей поверхностью считается длина прямых краев. Паз нарезается с помощью фрезы.Передача усилия происходит путем давления поверхности паза на шпонку, которая передает крутящий момент на паз ступицы. Данный тип соединения призматической шпонкой часто используется для подвижных соединений, поэтому используют дополнительное крепление с помощью винтов. Как и многие другие типы выполняет функцию предохранителя при смятии и срезе.
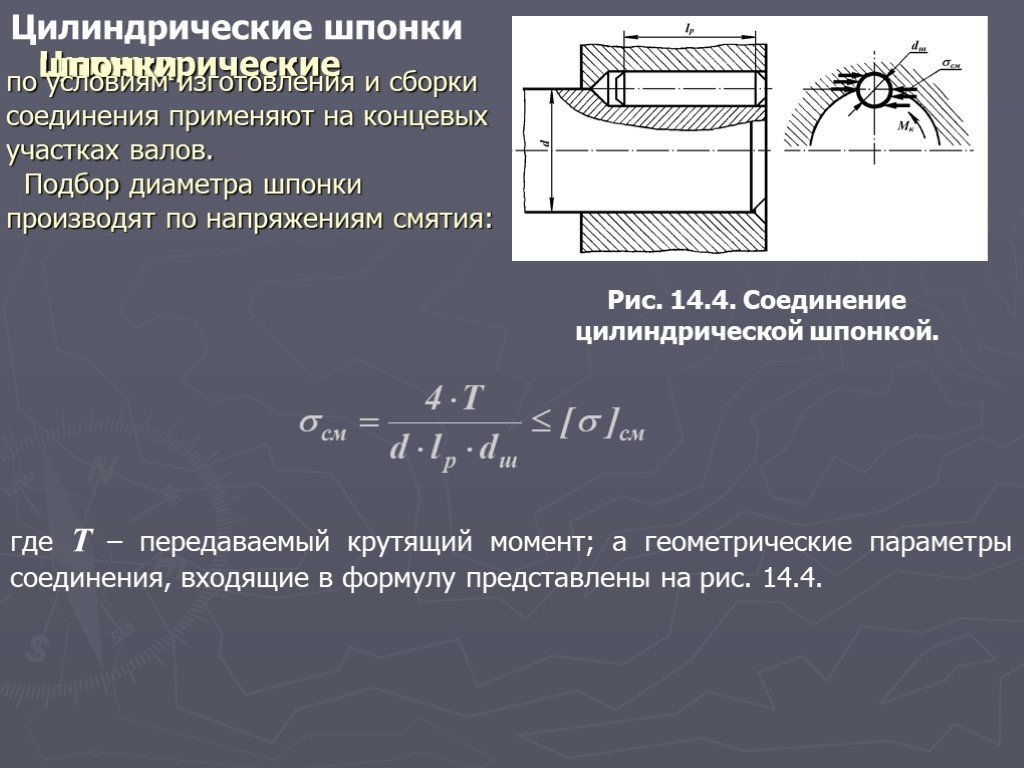
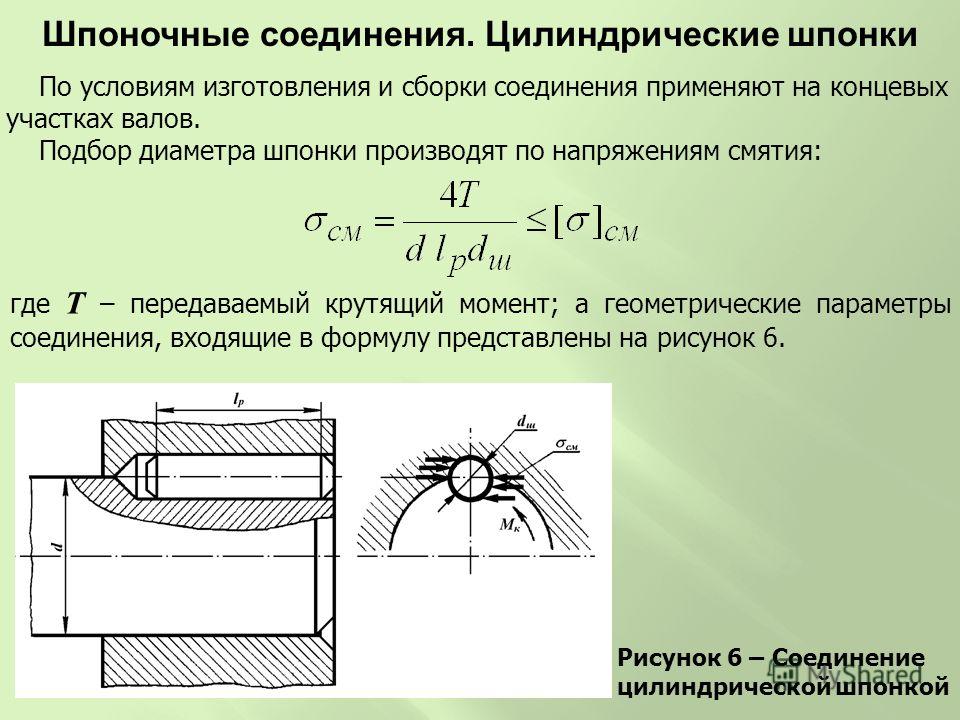
Цилиндрические. Штифты в таких шпонках изготавливаются в виде цилиндров. Работаю в натяжении с отверстием на торце вала, которое высверливается под соответствующие размеры шпонок. Используется в тех случаях, когда ступица устанавливается на конце вала. Требует особого подхода к монтажу шпоночных соединений.Позволяют работать на срез и смятие. Поэтому выбор шпонки производят исходя из прочности на смятие.
- Клиновые. Особый тип, который отличаются углом наклона верхней грани. В общем разделение на виды происходит исходя из классификации шпоночных соединений. Устанавливается в паз с помощью физической силы, ударным методом. Применение такого типа соединения позволяет добиться необходимого напряжения. Нарезанный клин, находясь в пазе, распирает его изнутри. За счет силы прижатия, вал и ступица совместно вращаются.Используется довольно редко, так как ее использование предусматривает индивидуальный подгон. Это можно считать недостатком для массового производства механизмов. Основное назначение — применение в тихоходных передачах и узлах неподвижного соединения.
Исходя из типа посадки выделяются:
- Свободная – применяется в случаях, когда выполнять сварочные работы довольно сложно и есть необходимость подвижного сцепления деталей во время работы.
- Плотная – нужна для создания сцеплений, движение которых во время работы выполняется в одном пространственном положении.
Призматические шпонки
Простые в исполнении и сборке призматические шпонки широко применяются в зубчатых зацеплениях и других узлах, передающих крутящий момент. В поперечном оси сечении они имеют форму прямоугольника. С торцов могут быть закругленными.
Изготавливаются из проката среднеуглеродистых сталей Ст 45 и Ст 40х. После строжки с припуском проходят нормализацию или закалку для получения твердости 300-320 Hb. Чистовой размер доводится шлифовкой, иногда прямо на сборке по фактическому размеру паза. Крепится плотно в пазах вала. Прилегание рабочей поверхности втулки может выполняться без натяга.
В узлах, работающих на улице, в условиях пыли и переменных нагрузок шпонки могут не запрессовываться туго в паз, а прикручиваться.
Площадь внешней поверхности
При монтаже различных магистралей может потребоваться их утепление, гидроизоляция, покраска и пр. Для этого нужно выяснить площадь трубопровода, что разрешит посчитать количество материала. Дабы выполнить этот расчет, нужно длину окружности наружного сечения умножить на длину трубы.
Формула определения окружности выглядит следующим образом — L=?D. Длину отрезка трубы обозначим как H.
При таких условиях площадь наружной окружности трубы будет выглядеть следующим образом — St=?DH м2, где:
- St — площадь поверхности трубы, которая измеряется в метрах квадратных.
- ? — Число «пи», которое постоянно равняется 3,14;
- D — внешний диаметр;
- H — как уже было сообщено выше, обозначает длину трубы в метрах.
К примеру, имеется труба длиной 5 метров и диаметров 30 см. Ее площадь поверхности равняется St=?DH=3,14*0,3*5=4,71 квадратных метров.
На базе приведенных выше формул кроме этого возможно выполнить площадь объема и расчёт трубопровода внутренних его стенок. Для этого нужно только поменять в расчетах величину внешнего диаметра на величину внутреннего. Все эти параметры смогут потребоваться при монтаже бытового трубопровода.
Характеристики шпоночной стали
Приведенная выше информация указывает на то, что сталь для шпонок должна обладать определенными эксплуатационными характеристиками. Из названия материала можно сразу определить область ее применения. Среди особенностей отметим следующее:
- Металлическая шпонка производится зачастую при применении металла, который отвечает ГОСТу 8787-68.
- Зарубежные производители учитывают стандарт DIN
- В большинстве случаев используется шпоночный прокат, представленный конструкционной углеродистой сталью.
- Особенностью можно назвать то, что поверхностный слой обладает лучшими эксплуатационными характеристиками.
- Повысить основные характеристики можно за счет проведения различного рода термической обработки. Часто твердость повышается путем закалки или выполнения отпуска.
Используемая марка стали хорошо поддается холодному и горячему волочению. За счет этого проводится выпуск объемной или комбинированной калибровки.
Довольно большое распространение получил шпоночный материал 8×7. Применение стандартов на момент производства заготовок позволяет существенно упростить задачу по выпуску промежуточного элемента
При выборе материала уделяется внимание нижеприведенным моментам:
- Твердость поверхностного слоя.
- Устойчивость материала от воздействия окружающей среды.
- Степень обрабатываемости.

Распространенные сплавы могут применяться для изготовления призматических и других вариантов исполнения промежуточных элементов, который устанавливается для передачи усилия. Стоит учитывать, что чаще всего шпоночная сталь применяется при создании прямоугольных брусков различных размеров, которые устанавливаются на валу.
Классический вариант представлен маркой Ст45. К ключевым особенностям отнесем:
Это конструкционная углеродистая сталь обыкновенного качества, стоимость которой относительно невысокая.
Традиционно используется при изготовлении ответственных деталей.
Не стоит обращать внимание на то, что подобная марка не подается сварке.
Кроме этого, может применяться марка Ст50, свойства которой не существенно отличаются от предыдущего варианта.
В случае, когда нужно существенно повысить прочность соединения следует уделить внимание возможности применения легированных сплавов. Внесение в состав определенных химических элементов позволяет существенно повысить эксплуатационные характеристики
Примером можно назвать марку 40Х, которая характеризуется следующими особенностями:
- Твердость варьируется в пределе 35-45 HRC. Для повышения этого показателя проводится термическая обработка, а также отпуск для снижения вероятности появления внутренних напряжений.
- Внесение хрома позволяет несколько повысить степень защиты материала от воздействия повышенной влажности. Этот момент определяет то, что коррозия на поверхности не появляться в течение длительного периода применения изделия.
- Концентрация углерода в районе 0,4% обеспечивает требуемую прочность и твердость изделия. При этом в состав могут включаться и другие вещества в небольшой концентрации, за счет чего обеспечиваются требуемые эксплуатационные характеристики.

Также могут применяться и другие сплавы с особыми эксплуатационными характеристиками, к примеру, с хорошей устойчивостью к воздействию повышенной температуры. Выбор проводится в зависимости от эксплуатационных характеристик и многих других моментов.





