Чем закрепить болт
Суть работы болта понятна — он вставляется в необходимое отверстие и вкручивается в него. На первом этапе болт крутится вручную, пока не затянется до тех пор, когда рукой продвинуть его дальше не представляется возможным. Тогда для окончательного монтирования используются инструменты:
- гаечный ключ;
- отвертка.
Выбор инструмента зависит от типа шляпки. Вкручивать болт в любом случае необходимо аккуратно, иначе можно повредить крепежную деталь. С другой стороны, если затянуть болт недостаточно плотно, то он будет расшатываться, что приведет к поломке конструкции.
Болт закручивается с одной стороны, а с другой завинчивается на стержень гайка. Для более плотного соединения используется дополнительный элемент — металлическая шайба. Гайка затягивается гаечным ключом до упора. В процессе эксплуатации изделий периодически можно подкручивать болты и затягивать гайки. Это профилактические работы, не требующие особых усилий и навыков, но способные поддерживать конструкцию в надлежащем состоянии.
Применение
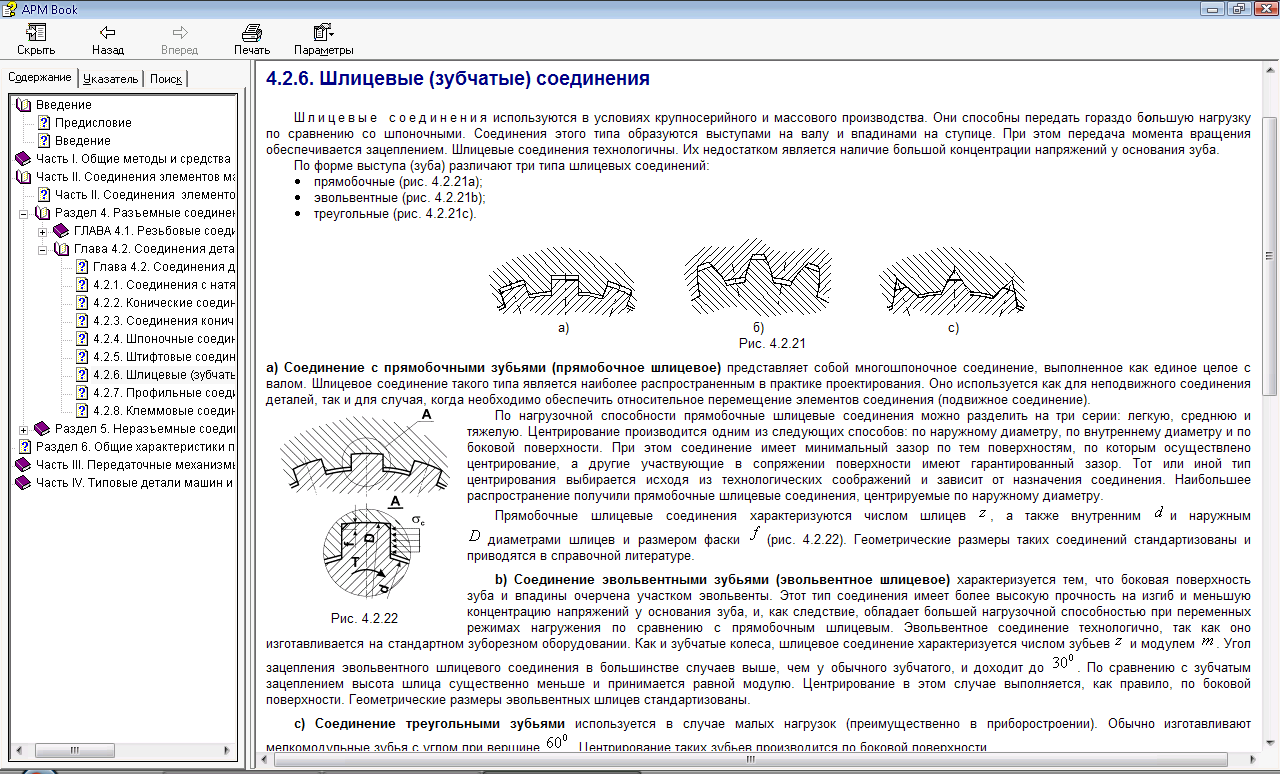
Изготовление эвольвентных шлицев требует высокой точности. Нарезание зуба по втулке выполняется в основном протяжкой. Остальные способы дают меньшую точность и большую шероховатость поверхности. Часто производится ручная доводка по шаблону зачистка выступов.
Сложность обработки оправдывается применением шлицевых соединений с эвольвентным профилем в узлах с динамическими и переменными нагрузками. Например, в полых валах клетей прокатных станов, редукторах крупногабаритных строгальных и фрезерных станков, грузоподъемных механизмов, поднимающих вагонетки на доменные печи.
Кроме принятых стандартов на эвольвентные соединения по ГОСТ, имеются и другие исполнения деталей. Например в немецких станках встречается din параметры по стандартам, разработанным германским институтом стандартизации. На машинах, изготавливаемых на экспорт, встречается маркировка эвольвентных соединений с ссылкой на ISO – международный стандарт.
В обсуждениях автомобилистов часто можно услышать asa 24 48. Такую маркировку имеют эвольвентные шлицевые соединения на карданных валах. Встречаются они у переднеприводных фиатов, изготовленных по старым стандартам.

В настоящее время на передние карданы делается эвольвентный шлиц по ГОСТ 6033-80 или отраслевому стандарту ОСТ 1 00086-73. Старый стандарт актуален и сегодня. По нему работают многие машиностроительные и автомобилестроительные предприятия.
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНЫЕ С УГЛОМ ПРОФИЛЯ 30°
РАЗМЕРЫ, ДОПУСКИ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
ГОСТ 6033-80 (СТ СЭВ 6505-88)
1.2. Допускается применять сочетания профилей зубьев вала и втулки с различной формой дна впадины.
1.3. Выбор величин параметров шлицевых соединений Н и hi в зависимости от вида применяемого инструмента приведен в справочном приложении 1.
1.4. На поверхности вершин зубьев вала, полученных методом накатки, допускаются углубления.
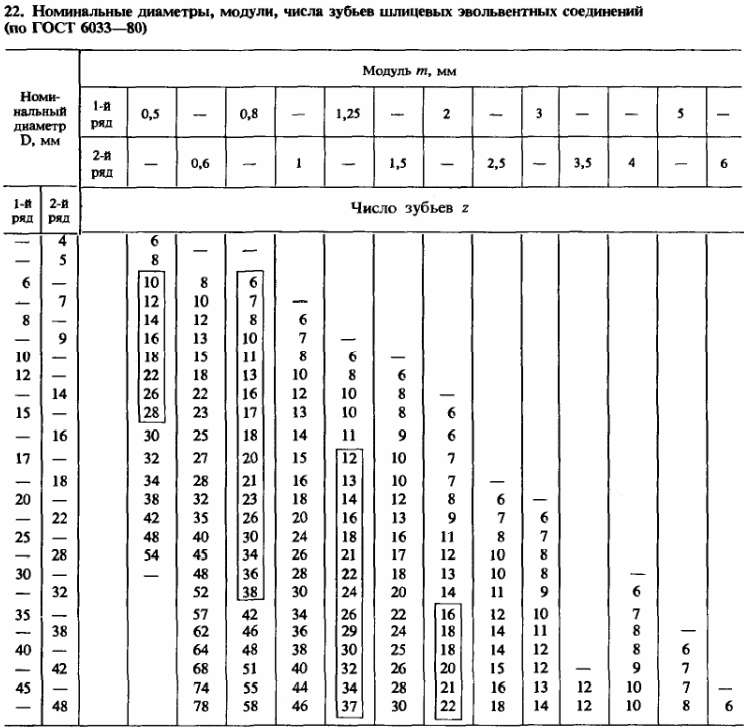
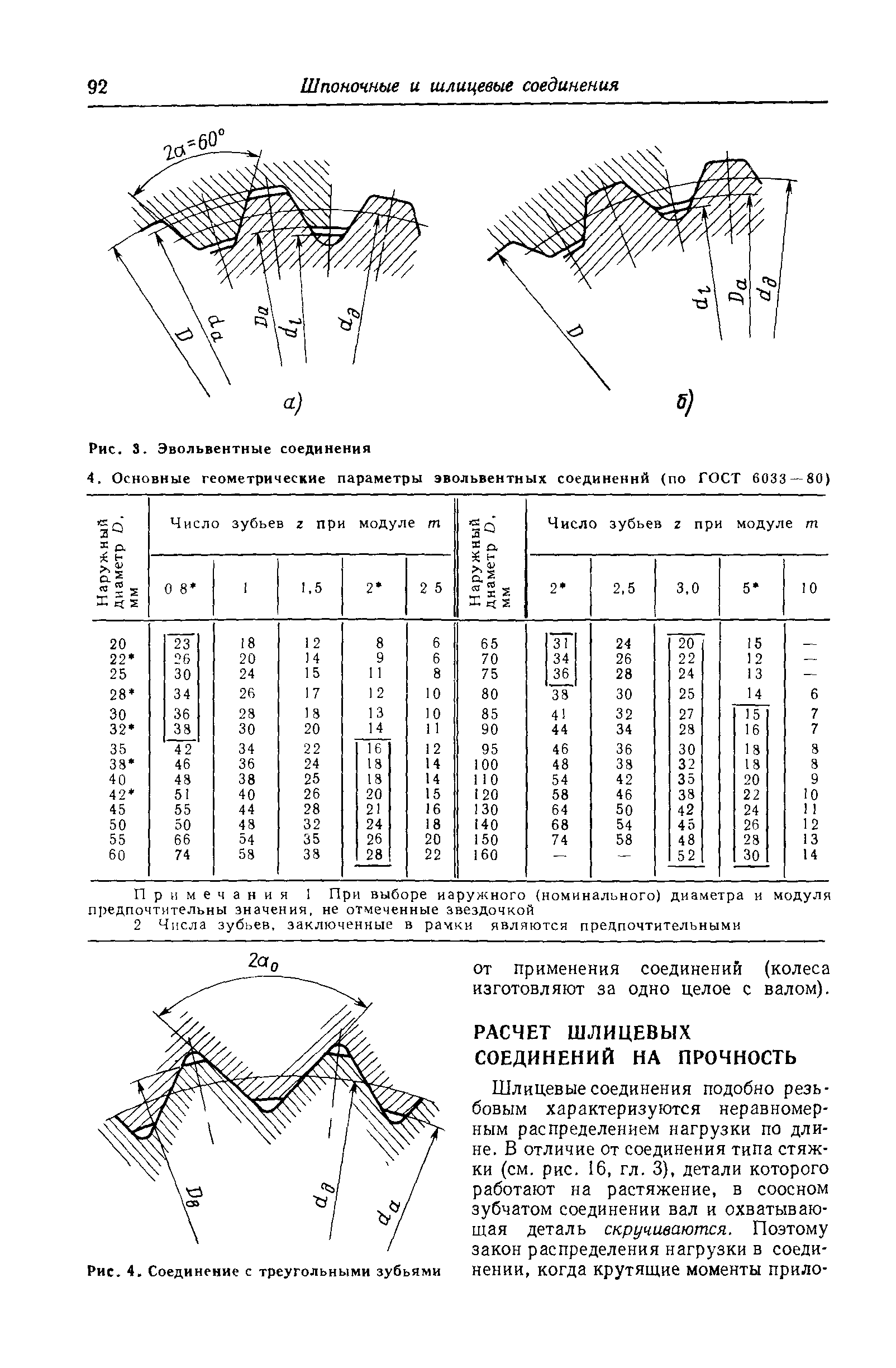
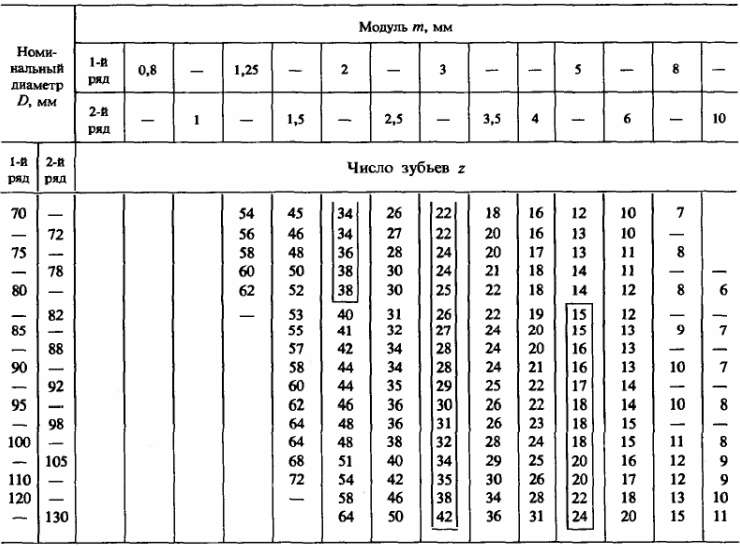
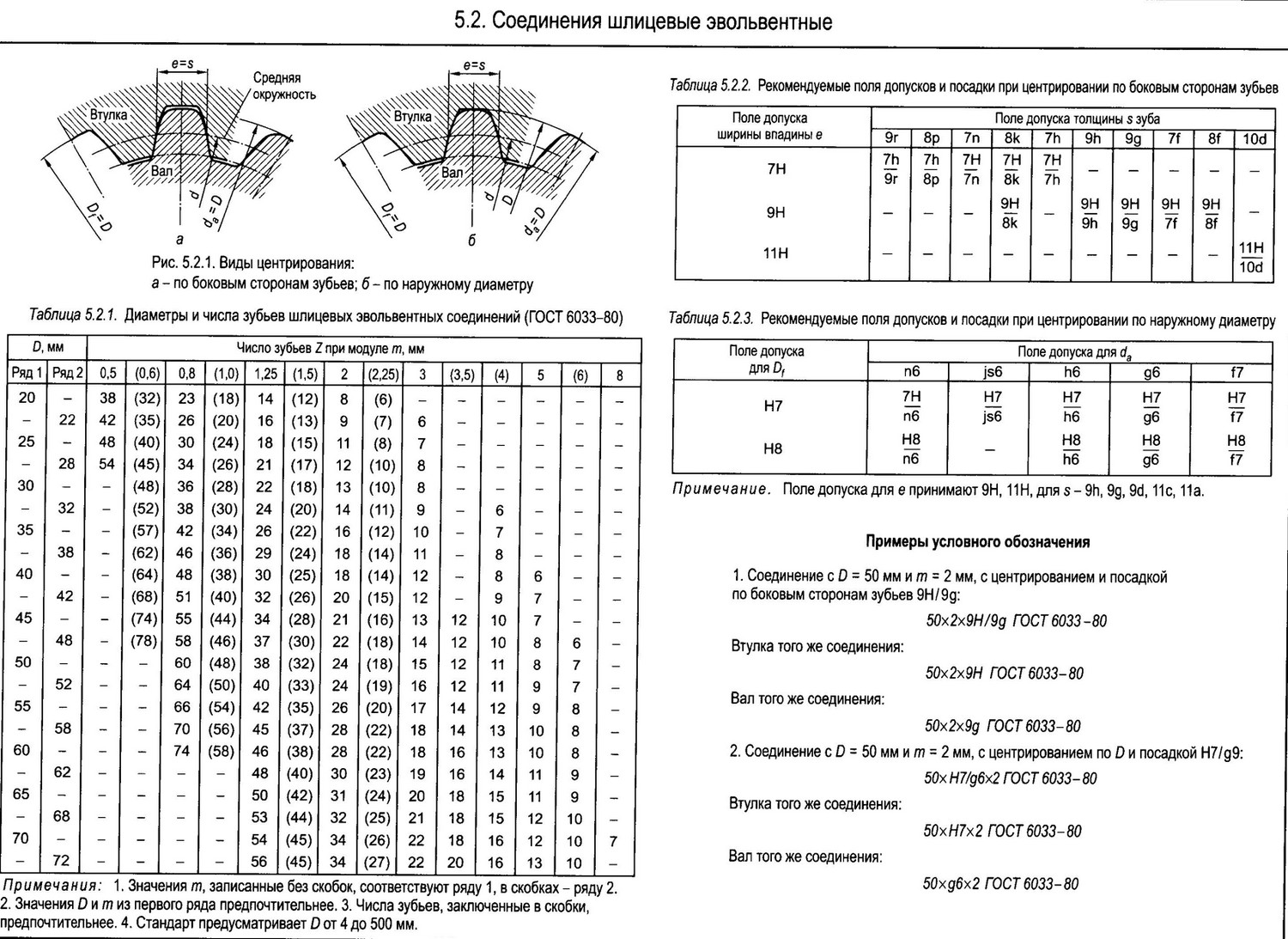
2. НОМИНАЛЬНЫЕ ДИАМЕТРЫ, МОДУЛИ И ЧИСЛА ЗУБЬЕВ
2.1. Номинальные диаметры, модули и числа зубьев шлицевых соединений должны соответствовать указанным в табл. 2.
Размеры, мм Продолжение табл. 2
Размеры, мм Продолжение табл. 2
Продолжение табл. 2
Номинальный диаметр D
1 При выборе номинальных диаметров и модулей ряд 1 следует предпочитать ряду 2
2. Числа зубьев, подчеркнутые линией, являются предпочтительными.
3 Модуль 3, 5 по возможности не применять.
3. ПРЕДЕЛЬНЫЕ ОТКЛОНЕНИЯ ОТ ПАРАЛЛЕЛЬНОСТИ СТОРОН ЗУБЬЕВ ВАЛА И ВТУЛКИ
3.1. Предельные отклонения от параллельности сторон зубьев вала и втулки относительно оси центрирующей поверхности уста-навливаются в стандартах на комплексные калибры.
4 НОМИНАЛЬНЫЕ РАЗМЕРЫ И ИЗМЕРЯЕМЫЕ ВЕЛИЧИНЫ
4.1. Номинальные размеры шлицевых соединений должны соответствовать указанным в табл. 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27, 29, 31.
4.2. Номинальные размеры по роликам и длины общей норма-ли (черт. 4) для отдельных измерений шлицевых валов и втулок должны соответствовать указанным в табл. 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26, 28, 30, 32.
Размер между роликами
Размер по роликам
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,5 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов и втулок с модулем 0,5 мм
Чиоло зубьев (впадин) на длине общей нормали
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,6 мм
Номинальные размеры по роликам и длины общей нормали для шлицевых валов м втулок с модулем 0,6 ммм
Число зубьев (впадин) на длине общей нормали zw
Длина общей нормали
Номинальные размеры шлицевых соединений с модулем 0,8 мм
Поправка к ГОСТ 6033— 80 Основные нормы взаи м одам е наем ости. Соединенна ныицсвыс звольвентные с углом профиля 30″. Размеры, допуски и измеряемые величины (Переиздание. Январь 1993 г.)
Напечатано Должно быть
С. Н2. Информационные данные. Пункт 6
Взамен ГОСТ 6033-51 —
УДК 621.831:006.354 Группа Г14
ГОСУДАРСТВЕННЫЙ СТАН ДАРТ СО ЮЗА ССР
Основные нормы взаимозаменяемости
СОЕДИНЕНИЯ ШЛИЦЕВЫЕ ЭВОЛЬВЕНТНДОЕ С УГЛОМ ПРОФИЛЯ 30°
Размеры, допуски и измеряемые величины
Basic norms of interchangeability.
Involute splined joints with 30° profile angle Dimensions, tolerances and measurable sizes
Дата введения 01.01.82
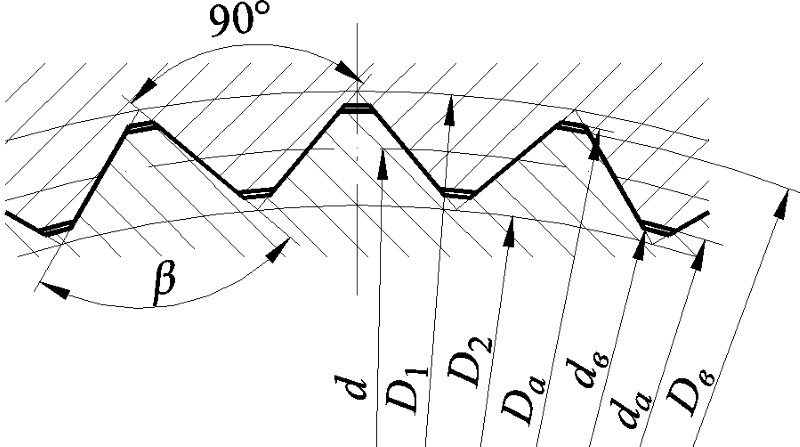
Настоящий стандарт распространяется на шлицевые соединения с эвольвентным профилем зубьев, расположенных параллель^ но оси соединения, с углом профиля 30° ff устанавливает исходный контур, форму зубьев, номинальные ддрметры, модули и числа зубьев, номинальные размеры и измеряете величины при центрировании по боковым поверхностям зубьеП» а также допуски и посадки.
Стандарт не распространяется на специальные шлицевые соединения, которые отличаются от регламентируемых настоящим стандартом номинальными размерами и видом центрирования.
(Измененная редакция, Изм. № 1, 2).
1. ИСХОДНЫЙ КОНТУР И ФОРМА ЗУБЬЕВ
].]. Исходный контур и форма зубьев шлицерых соединений и основные зависимости для определения и* размеров должны соответствовать указанным на черт. 1—3 и в табл. 1.
Издание официальное Перепечатка воспрещена
Центрирование по наружному диаметру 2оС**бр* _ Ь*Ц!тп
ПРИЛОЖЕНИЕ 1 (справочное). Масса стальных болтов (исполнение 1) с крупным шагом резьбы
ПРИЛОЖЕНИЕ 1 Справочное
Длина болта , мм | Теоретическая масса 1000 шт. болтов, кг , при номинальном диаметре резьбы , мм | ||||||||||||||
6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
8 | 4,306 | 8,668 | — | — | — | — | — | — | — | — | — | — | — | — | — |
10 | 4,712 | 9,394 | 16,68 | — | — | — | — | — | — | — | — | — | — | — | — |
12 | 5,118 | 10,120 | 17,82 | — | — | — | — | — | — | — | — | — | — | — | — |
14 | 5,524 | 10,850 | 18,96 | 27,89 | — | — | — | — | — | — | — | — | — | — | — |
16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | — | — | — | — | — | — | — | — | — | — |
18 | 6,336 | 12,300 | 21,23 | 31,12 | 46,21 | 65,54 | — | — | — | — | — | — | — | — | — |
20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | — | — | — | — | — | — | — | — |
22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | — | — | — | — | — | — | — | — |
25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | — | — | — | — | — | — | — |
28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | — | — | — | — | — | — | — |
30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | — | — | — | — | — | — |
32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | — | — | — | — | — |
35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | — | — | — | — |
38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | — | — | — | — |
40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | — | — | — |
45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | — | — | — |
50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | — | — |
55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | — |
60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | — |
65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
95 | — | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
100 | — | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
105 | — | — | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
110 | — | — | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
115 | — | — | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
120 | — | — | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
125 | — | — | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
130 | — | — | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
140 | — | — | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
150 | — | — | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
160 | — | — | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
170 | — | — | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
180 | — | — | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
190 | — | — | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
200 | — | — | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
220 | — | — | — | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
240 | — | — | — | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
260 | — | — | — | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
280 | — | — | — | — | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
300 | — | — | — | — | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
(Измененная редакция, Изм. N 5).





Полное условное обозначение
Полное обозначение болтов, винтов, шпилек и гаек нормируется стандартом ГОСТ 1759.0-87 «Болты, винты, шпильки и гайки. Технические условия»
На постсоветском пространстве согласно ГОСТ 1759.0-87 и ГОСТ 18126-94 принята следующая схема условного обозначения для болтов, винтов и шпилек и гаек из углеродистых сталей и цветных сплавов:
Для шайб используется немного другая схема условного обозначения согласно ГОСТ 18123-82 «Шайбы. Общие технические условия»:
Приведенные схемы имеют общий вид, со всеми возможными элементами. В зависимости от вида крепежа обозначение может содержать большее или меньшее количество элементов. Также необходимо отметить, что некоторые виды болтов, шпилек, гаек и шайб имеют свои специфические условные обозначения, нормируемые конкретным стандартом (например: болты фундаментные ГОСТ 24379.1-80, шпильки для фланцевых соединений ГОСТ 9066-75 и др.)
5.2.1 Общие положения
Для разъемных соединений деталей машин, приборов и т.п. широко применяются крепежные изделия — болты, винты, шпильки, гайки. Они весьма разнообразны по форме, точности изготовления, материалу, покрытию и прочим условиям их изготовления.Болты, винты, шпильки, гайки общего назначения изготовляют из углеродистых, легированных, коррозионно-стойких и других сталей и из цветных металлов.В зависимости от условий эксплуатации крепежные детали выпускают с тем или иным покрытием.Таким образом, число стандартов, определяющих форму, размеры, материал, покрытие и другие характеристики крепежных деталей, весьма велико, причем, каждый из них содержит соответствующие условные обозначения, ссылки на которые, помещаемые в конструкторской документации, должны быть точными.Структура условного обозначения стандартного крепежного изделия:Рисунок 5.16 — Структура условного обозначения крепежных стандартных изделий
Характеристика соединения
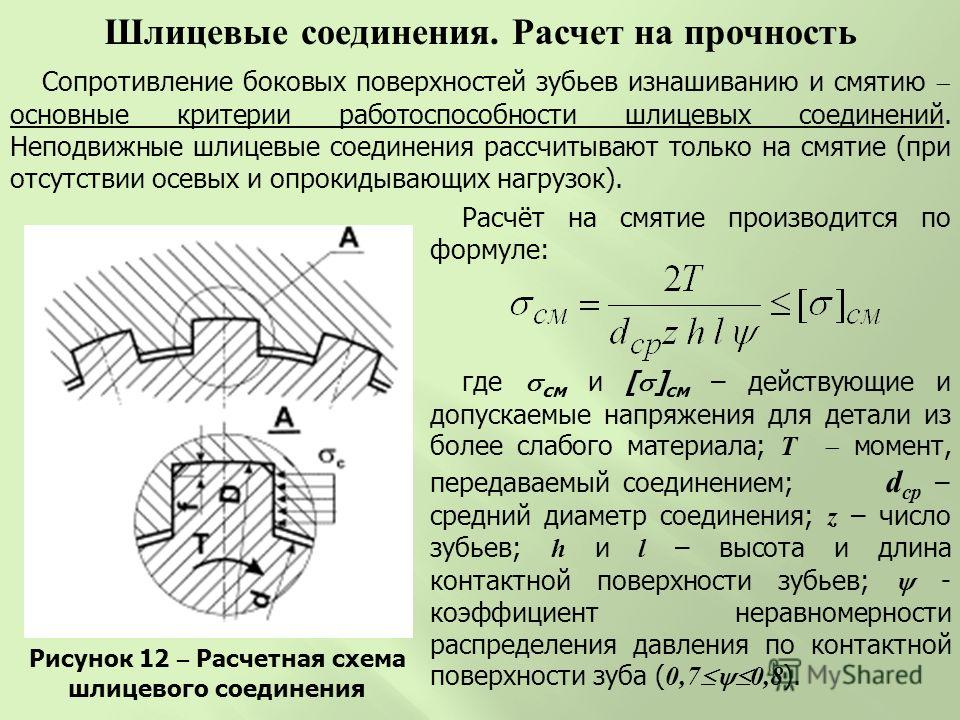
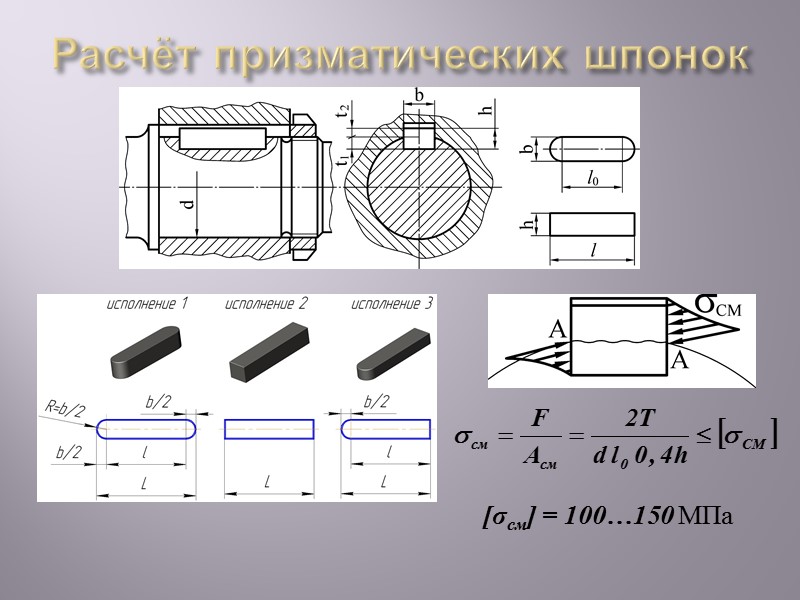
Шлицевые эвольвентные соединения на практике доказали свою надежность и прочность. Основание зуба шире и его не смогут сломать даже динамические нагрузки. Смятие происходит только при очень больших перегрузках, поскольку по эвольвенте площадь контакта – рабочая, больше, чем у других видов шлицов.
В отличие от прямых шлицов, которые рассчитываются на смятие и проверяются на срез, эвольвентный профиль имеет большую площадь контакта, и расчет на прочность производится на срез, затем делается проверка на смятие. Чаще всего основным параметром выбора типа соединений эвольвентных является наименьший в сечении размер вала. Именно он испытывает наибольшие нагрузки. Крутящий момент, динамические удары, вибрация, которые он способен выдержать, не критичны для зубьев.
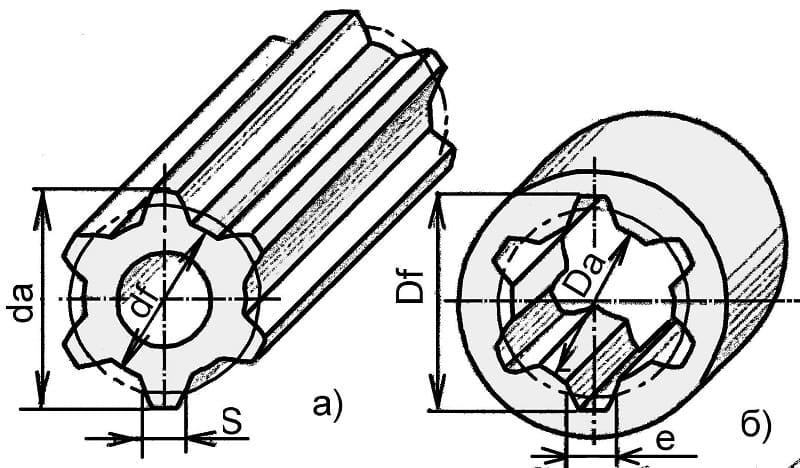
Чертеж эвольвентного шлицевого вала совпадает с изображением зубчатой шестерни того же радиуса и модуля. Нарезка производится на одном оборудовании червячными фрезами. В отличие от прямобочных шлицев, когда для каждого диаметра вала необходимо подбирать свой инструмент, эвольвентные зубья выполняются одной фрезой с соответствующим модулем.
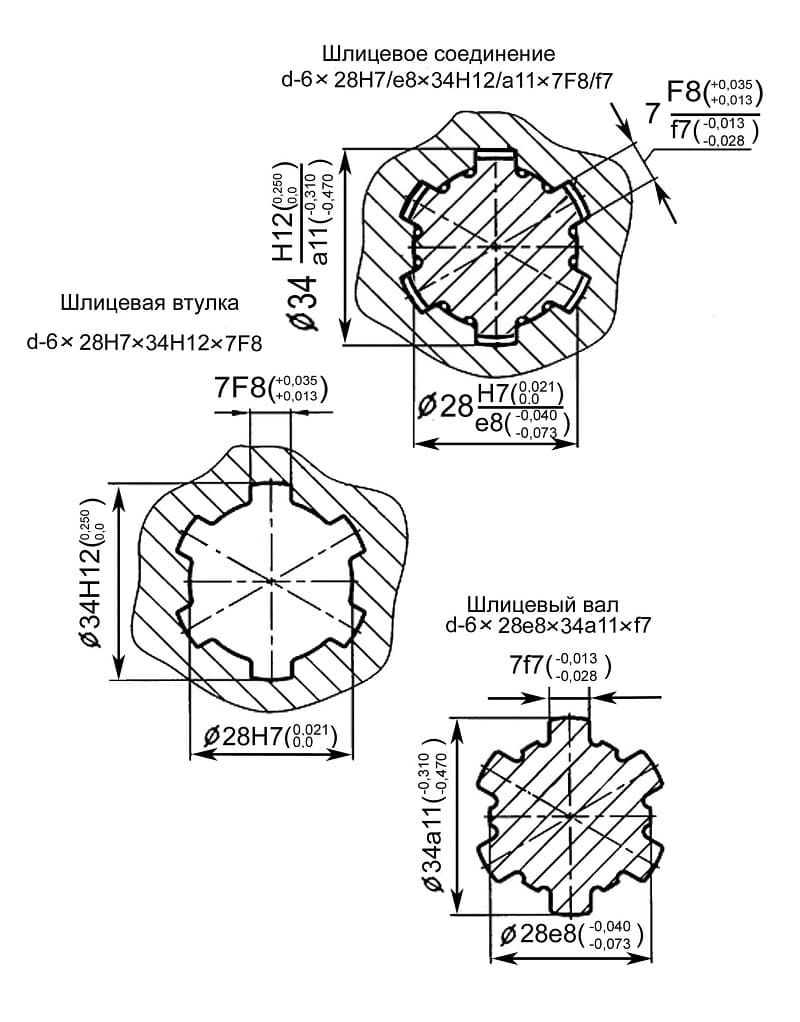
В обозначении шлицевого эвольвентного соединения свои отдельные маркировки имеют обе сопрягаемые детали:
- втулка – D×m×9H;
- вал – D×m×9g.
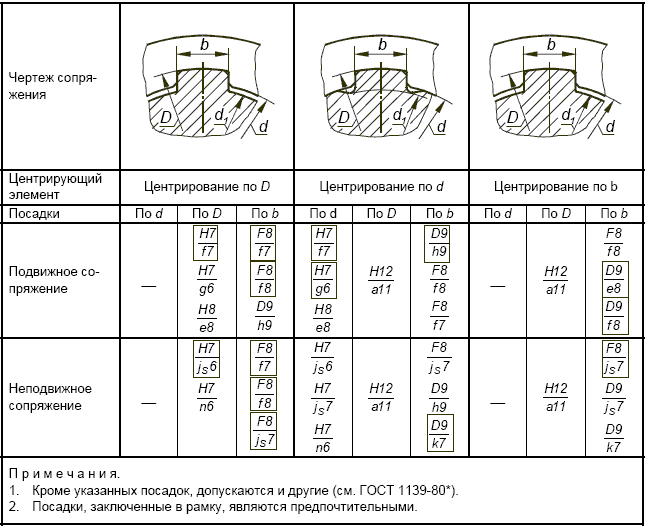
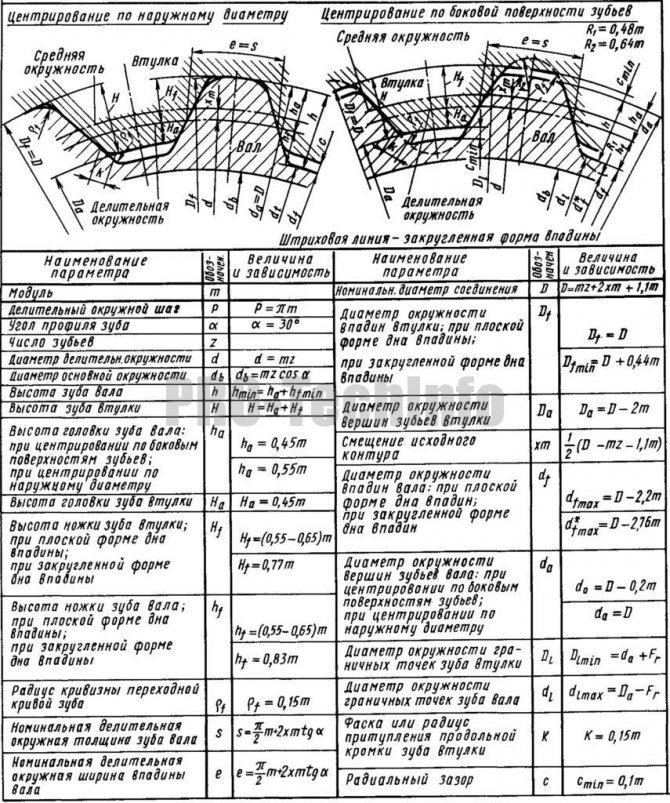
Шлицевые зубчатые эвольвентные соединения центрируются по эвольвентной поверхности зуба, реже по наибольшему диаметру. Центровка по внутреннему размеру по впадине эвольвентного зуба на практике не осуществляется. Обозначение свое имеют шлицевые соединения каждого вида центрировки по:
- боковым поверхностям – D×m×9H/9g ГОСТ 6033-80;
- наружному диаметру – D×H7/g6 ГОСТ 6033-80;
- внутреннему –iD×m×H7/g6 ГОСТ 6033-80.
Где:
D – наружный диаметр, который имеют эвольвентные валы до нарезки зуба;
m – модуль зуба;
i – обозначает центрировку по внутреннему размеру эвольвентного соединения;
H и g, с соответствующими цифрами – класс точности обработки.
Можно встретить таблицу размеров на шлицы эвольвентные с din параметрами. Это означает, что соединение сделано по нормативам немецкого института стандартизации. Они частично соответствуют международному стандарту ISO, имеют переводные таблицы.
Кроме неподвижных соединений, изготавливаются скользящие. В них втулка перемещается вдоль вала, и входит в зацепление с различными колесами в коробке передач. Для этого с торца по эвольвенте делается срез на конус – заходная фаска для включения эвольвентного шлицевого соединения.
В неподвижных соединениях только снимаются острые углы, и втулка запрессовывается на вал.
Характеристики шлицевых соединений
По собственной конструкции и способу передачи вращательного момента, шлицевые соединения можно отнести к многошпоночным. Несколько плоскостей взаимные действия во время вращения, исключительно в качестве немалого количества пазов и шпонок в них, только шлицевый вал и втулка. Шпонки отсутствуют, их заменяют шлицевые пазы и зубья, вырезанные конкретно на сопрягаемых деталях. Конструкция дает возможность значительно уменьшить погрешность изготовления и позволяет передвигаться втулке вдоль оси вала, не прекращая радиальное движение.
Размеры шлицов определяются внутренним диаметром вала, их количеством и формой. В шлицевом соединении образуется несколько плоскостей контактов. Возможность передачи большого крутящего момента увеличивается если сравнивать со шпонками во много раз.
Зуб шлица режется фрезами на зуборезных станках и протяжкой. Для подвижных узлов выполняется дальнейшая шлифовка боковых поверхностей. Длина зубьев бывает разнообразной, у недвигающихся шлицевых соединений равна высоте ступицы колеса. При скольжении шестерни вдоль оси, длина порезанных выступов на валу устанавливается размером перемещения шестерни, ее высотой и технологическим припуском, равным радиусу фрезы для ее выхода во время обработки.
Диаметр вала по поверхности с наружной стороны равён размеру втулки по впадинам. Втулка со шлицами точно имитирует собственным отверстием профиль вала и плотно одевается на него. Шлицевые канавки по отверстию режуться на долбежном станке. Производственная технология долговременная, просит большой точности, которую не может обеспечить долбяк, потому как длина резца большая относительно его сечения. При попытке сделать быстрее обработку, сделать больше заход и подачу, инструмент отжимает, размер выходит в минус.
Во время проектирования узла и подборе пар, главным параметром считается диаметр внутри по шлицам. Его рассчитывают на кручение и изгиб. Шлицевая втулка подвергается меньшим по силе влияниям. Она подбирается по справочнику. Детали производят из среднеуглеродистых малолегированных сталей: Ст 45, Ст40Х, Ст 40ХН. Они имеют относительно высокую вязкость и невысокую хрупкость в нормализованном состоянии и после объемной закалки на воздух при твердости 320–350 HB.
Определить кол-во зубьев во время проектирования можно по таблицам. Они разделены для любого диаметра внутри на 3 группы по нагрузкам:
Чем больше вращающий момент необходимо передавать, тем выше сам шлиц и больше их кол-во. Благодаря этому возрастает площадь контакта.
Зубчатые соединения рассчитываются с учетом неточности изготовления. Между поверхностями сопряженных деталей есть просвет соединения. При повороте ведущей детали он смещается в противоположную сторону от направления действия силы. В совершенстве все поверхности контактируют и нагружены одинаково. По факту зубчатые соединения производятся с погрешностью в 0,01–0,03 мм, в зависимости от размера и способа обработки. Муфта одной плоскостью касается сильнее, иными меньше. При расчитывании прочности подбирается по таблице поправочный показатель, дающий возможность высчитать параметры деталей на крепость с учетом неравномерных сил нагрузок.
Просвет в соединении определяет размер хода в холостую. Начиная перемещаться, ведущая деталь в первую очередь подбирает просвет между рабочими плоскостями, после начинается силовое влияние и вращение ведомой детали и всего узла.
РАЗМЕРЫ
1.1.Основные размеры и числа зубьев шлицевых соединений должны соответствовать указанным на чертеже и в табл. 1 – 3.
Таблица 1
Размеры легкой серии, мм
z × d × D | Число зубьев z | d | D | b | d1, не менее | а, не менее | с | r, не более | |
Номин. | Пред. откл. | ||||||||
6 × 23 × 26 | 6 | 23 | 26 | 6 | 22,1 | 3,54 | 0,3 | +0,2 | 0,2 |
6 × 26 × 30 | 6 | 26 | 30 | 6 | 24,6 | 3,85 | 0,3 | +0,2 | 0,2 |
6 × 28 × 32 | 6 | 28 | 32 | 7 | 26,7 | 4,03 | 0,3 | +0,2 | 0,2 |
8 × 32 × 36 | 8 | 32 | 36 | 6 | 30,4 | 2,71 | 0,4 | +0,2 | 0,3 |
8 × 36 × 40 | 8 | 36 | 40 | 7 | 34,5 | 3,46 | 0,4 | +0,2 | 0,3 |
8 × 42 × 46 | 8 | 42 | 46 | 8 | 40,4 | 5,03 | 0,4 | +0,2 | 0,3 |
8 × 46 × 50 | 8 | 46 | 50 | 9 | 44,6 | 5,75 | 0,4 | +0,2 | 0,3 |
8 × 52 × 58 | 8 | 52 | 58 | 10 | 49,7 | 4,89 | 0,5 | +0,3 | 0,5 |
8 × 56 × 62 | 8 | 56 | 62 | 10 | 53,6 | 6,38 | 0,5 | +0,3 | 0,5 |
8 × 62 × 68 | 8 | 62 | 68 | 12 | 59,8 | 7,31 | 0,5 | +0,3 | 0,5 |
10 × 72 × 78 | 10 | 72 | 78 | 12 | 69,6 | 5,45 | 0,5 | +0,3 | 0,5 |
10 × 82 × 88 | 10 | 82 | 88 | 12 | 79,3 | 8,62 | 0,5 | +0,3 | 0,5 |
10 × 92 × 98 | 10 | 92 | 98 | 14 | 89,4 | 10,08 | 0,5 | +0,3 | 0,5 |
10 × 102 × 108 | 10 | 102 | 108 | 16 | 99,9 | 11,49 | 0,5 | +0,3 | 0,5 |
10 × 112 × 120 | 10 | 112 | 120 | 18 | 108,8 | 10,72 | 0,5 | +0,3 | 0,5 |
Таблица 2
Размеры средней серии, мм
z × d × D | Число зубьев z | d | D | b | d1, не менее | а, не менее | с | r, не более | |
Номин. | Пред. откл. | ||||||||
6 × 11 × 14 | 6 | 11 | 14 | 3,0 | 9,9 | – | 0,3 | +0,2 | 0,2 |
6× 13× 16 | 6 | 13 | 16 | 3,5 | 12,0 | – | 0,3 | +0,2 | 0,2 |
6 × 16×20 | 6 | 16 | 20 | 4,0 | 14,5 | – | 0,3 | +0,2 | 0,2 |
6 × 18×22 | 6 | 18 | 22 | 5,0 | 16,7 | – | 0,3 | +0,2 | 0,2 |
6 × 21 × 25 | 6 | 21 | 25 | 5,0 | 19,5 | 1,95 | 0,3 | +0,2 | 0,2 |
6 × 23 × 28 | 6 | 23 | 28 | 6,0 | 21,3 | 1,34 | 0,3 | +0,2 | 0,2 |
6 × 26 × 32 | 6 | 26 | 32 | 6,0 | 23,4 | 1,65 | 0,4 | +0,2 | 0,3 |
6 × 28 × 34 | 6 | 28 | 34 | 7,0 | 25,9 | 1,70 | 0,4 | +0,2 | 0,3 |
8 × 32 × 38 | 8 | 32 | 38 | 6,0 | 29,4 | – | 0,4 | +0,2 | 0,3 |
8 × 36 × 42 | 8 | 36 | 42 | 7,0 | 33,5 | 1,02 | 0,4 | +0,2 | 0,3 |
8 × 42 × 48 | 8 | 42 | 48 | 8,0 | 39,5 | 2,57 | 0,4 | +0,2 | 0,3 |
8 × 46 × 54 | 8 | 46 | 54 | 9,0 | 42,7 | – | 0,5 | +0,3 | 0,5 |
8 × 52 × 60 | 8 | 52 | 60 | 10,0 | 48,7 | 2,44 | 0,5 | +0,3 | 0,5 |
8 × 56 × 65 | 8 | 56 | 65 | 10,0 | 52,2 | 2,50 | 0,5 | +0,3 | 0,5 |
8 × 62 × 72 | 8 | 62 | 72 | 12,0 | 57,8 | 2,40 | 0,5 | +0,3 | 0,5 |
10 × 72 × 82 | 10 | 72 | 82 | 12,0 | 67,4 | – | 0,5 | +0,3 | 0,5 |
10 × 82 × 92 | 10 | 82 | 92 | 12,0 | 77,1 | 3,00 | 0,5 | +0,3 | 0,5 |
10 × 92 × 102 | 10 | 92 | 102 | 14,0 | 87,3 | 4,50 | 0,5 | +0,3 | 0,5 |
10 × 102× 112 | 10 | 102 | 112 | 16,0 | 97,7 | 6,30 | 0,5 | +0,3 | 0,5 |
10 × 112 × 125 | 10 | 112 | 125 | 18,0 | 106,3 | 4,40 | 0,5 | +0,3 | 0,5 |
Таблица 3
Размеры тяжелой серии, мм
z × d × D | Число зубьев z | d | D | b | d1, не менее | с | r, не более | |
Номин. | Пред. откл. | |||||||
10 × 16 × 20 | 10 | 16 | 20 | 2,5 | 14,1 | 0,3 | +0,2 | 0,2 |
10 × 18 × 23 | 10 | 18 | 23 | 3,0 | 15,6 | 0,3 | +0,2 | 0,2 |
10 × 21 × 26 | 10 | 21 | 26 | 3,0 | 18,5 | 0,3 | +0,2 | 0,2 |
10 × 23 × 29 | 10 | 23 | 29 | 4,0 | 20,3 | 0,3 | +0,2 | 0,2 |
10 × 26 × 32 | 10 | 26 | 32 | 4,0 | 23,0 | 0,4 | +0,2 | 0,3 |
10 × 28 × 35 | 10 | 28 | 35 | 4,0 | 24,4 | 0,4 | +0,2 | 0,3 |
10 × 32 × 40 | 10 | 32 | 40 | 5,0 | 28,0 | 0,4 | +0,2 | 0,3 |
10 × 36 × 45 | 10 | 36 | 45 | 5,0 | 31,3 | 0,4 | +0,2 | 0,3 |
10 × 42 × 52 | 10 | 42 | 52 | 6,0 | 36,9 | 0,4 | +0,2 | 0,3 |
10 × 46 × 56 | 10 | 46 | 56 | 7,0 | 40,9 | 0,5 | +0,3 | 0,5 |
16 × 52 × 60 | 16 | 52 | 60 | 5,0 | 47,0 | 0,5 | +0,3 | 0,5 |
16 × 56 × 65 | 16 | 56 | 65 | 5,0 | 50,6 | 0,5 | +0,3 | 0,5 |
16 × 62 × 72 | 16 | 62 | 72 | 6,0 | 56,1 | 0,5 | +0,3 | 0,5 |
16 × 72 × 82 | 16 | 72 | 82 | 7,0 | 65,9 | 0,5 | +0,3 | 0,5 |
20 × 82 × 92 | 20 | 82 | 92 | 6,0 | 75,6 | 0,5 | +0,3 | 0,5 |
20 × 92 × 102 | 20 | 92 | 102 | 7,0 | 85,5 | 0,5 | +0,3 | 0,5 |
20 × 102 × 115 | 20 | 102 | 115 | 8,0 | 94,0 | 0,5 | +0,3 | 0,5 |
20 × 112 × 125 | 20 | 112 | 125 | 9,0 | 104,0 | 0,5 | +0,3 | 0,5 |

Примечания:
1. Исполнение 1 дано для изготовления валов соединений легкой и средней серий методом обкатывания. Валы соединений тяжелой серии методом обкатывания не изготовляются.
2. Шлицевые валы исполнений 1 и 3 изготовляются при центрировании по внутреннему диаметру, исполнения 2 – при центрировании по наружному диаметру и боковым сторонам зубьев.
(Измененная редакция, Изм. № 2).
1.2. (Исключен, Изм. № 2).
1.3. Фаска у пазов отверстия втулки может быть заменена закруглением с радиусом, равным величине фаски с.
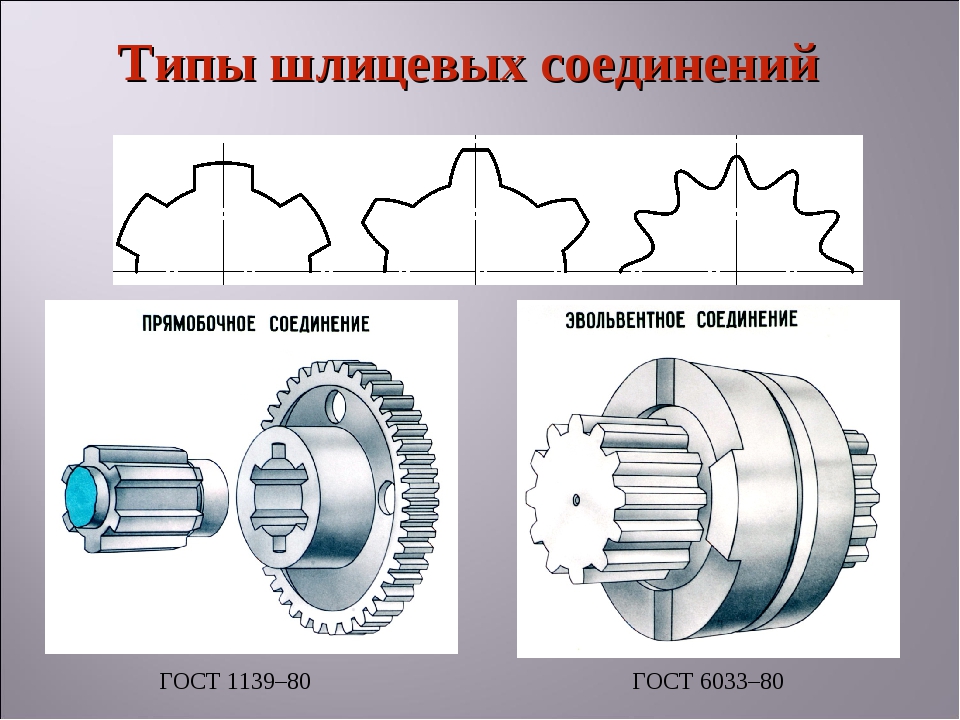
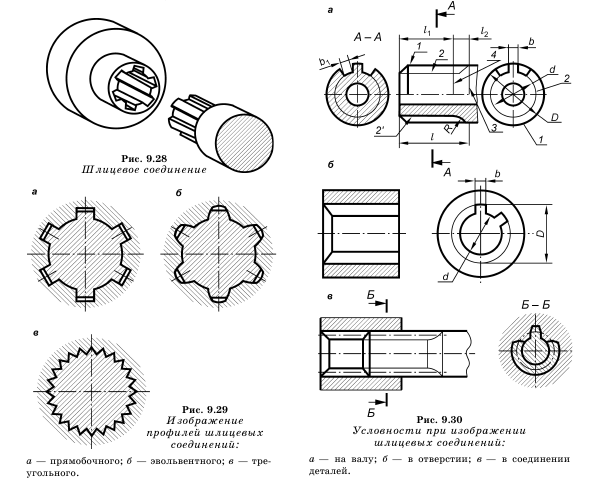
Классификация
Детали шлицевых узлов нормализованы – существует определенный список типоразмеров, с соответствующими парами. Под них изготавливается инструмент и настраивается оборудование. В зависимости от условий работы и нагрузок, шлицевые соединения на несколько групп. Они характеризуются:
- формой зуба;
- базовыми поверхностями;
- возможностью смещения вдоль оси.
Форма выступа определяется по шлицевому валу. Втулка имеет только соответствующие вырезы – пазы. Характеристики определяются видами шлицов:
- прямые или прямобочные;
- эвольвентные;
- треугольные.
Классификация производится по форме зуба в сечении поперек соединения.
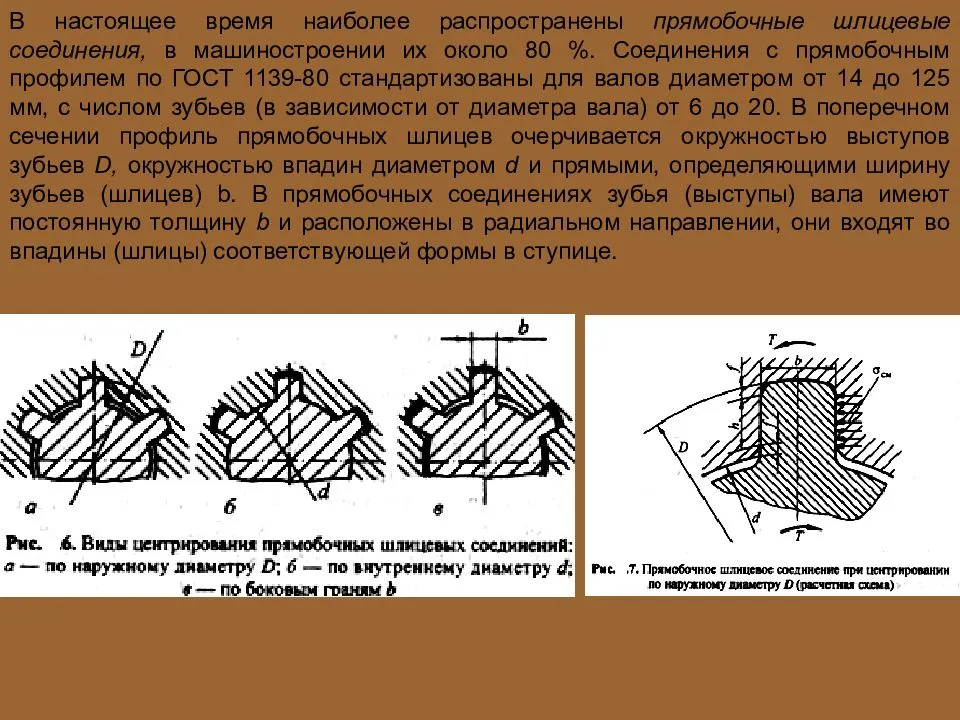
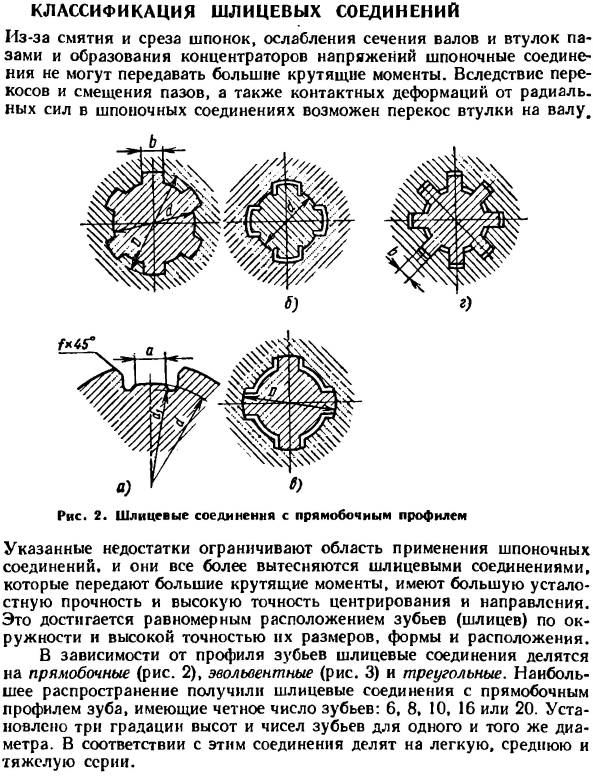
Прямобочные – прямозубые
У прямобочных шлицевых соединений зуб в поперечном сечении представляет собой прямоугольник. Ширина по всей высоте одинаковая. Встречаются в механизмах чаще всего, поскольку изготовление относительно простое. Прямозубые шлицевые соединения различают по величине нагрузки: малая, средняя, высокая.
По способу движения вдоль оси различают типы соединений:
- неразъемные;
- подвижные без нагрузки;
- подвижные под нагрузкой.
Неразъемные используют в редукторах и других узлах при передаче вращения между постоянной парой деталей.
Примером подвижных соединений без нагрузки служат коробки скоростей станков. При переключении смещается вал, и другая пара вступает в зацепление. Изменяется передаточное число и скорость вращения патрона или шпинделя.
Коробка скоростей автомобиля не требует полной остановки для переключения. Происходит передвижение втулки относительно оси вращения без остановки, под нагрузкой.
К классификации шлицевых соединений относится и способ центровки. Он может быть:
- по внутреннему диаметру – d;
- по наружному диаметру – D;
- по боковым сторонам, ширине зуба – b.
При центровке по внутреннему диаметру минимальные допуска на изготовление даются на размер вала по впадине и внутренний диаметр втулки. Просвет образуется между вершиной зуба на валу и дном шлица. Точность соединения достигается шлифовкой отверстия втулки на внутришлифовальном станке. Обработка меньшего диаметра на валу производится абразивным кругом вдоль оси.
При центровке по наружному диаметру плотное прилегание происходит по вершине выступа на валу и диаметром по впадине на втулке. В этом случае производится наружная шлифовка вала и чистовая обработка – долбежка, втулки.
Шлицы изготавливаются с высокой точностью по ширине зуба и его расположения относительно оси. Втулка запрессовывается на вал. По обоим диаметрам имеются зазоры.
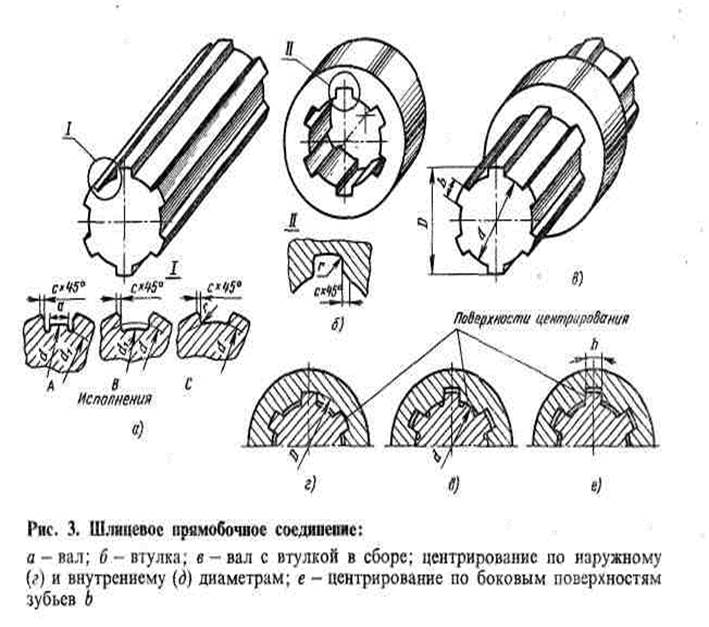
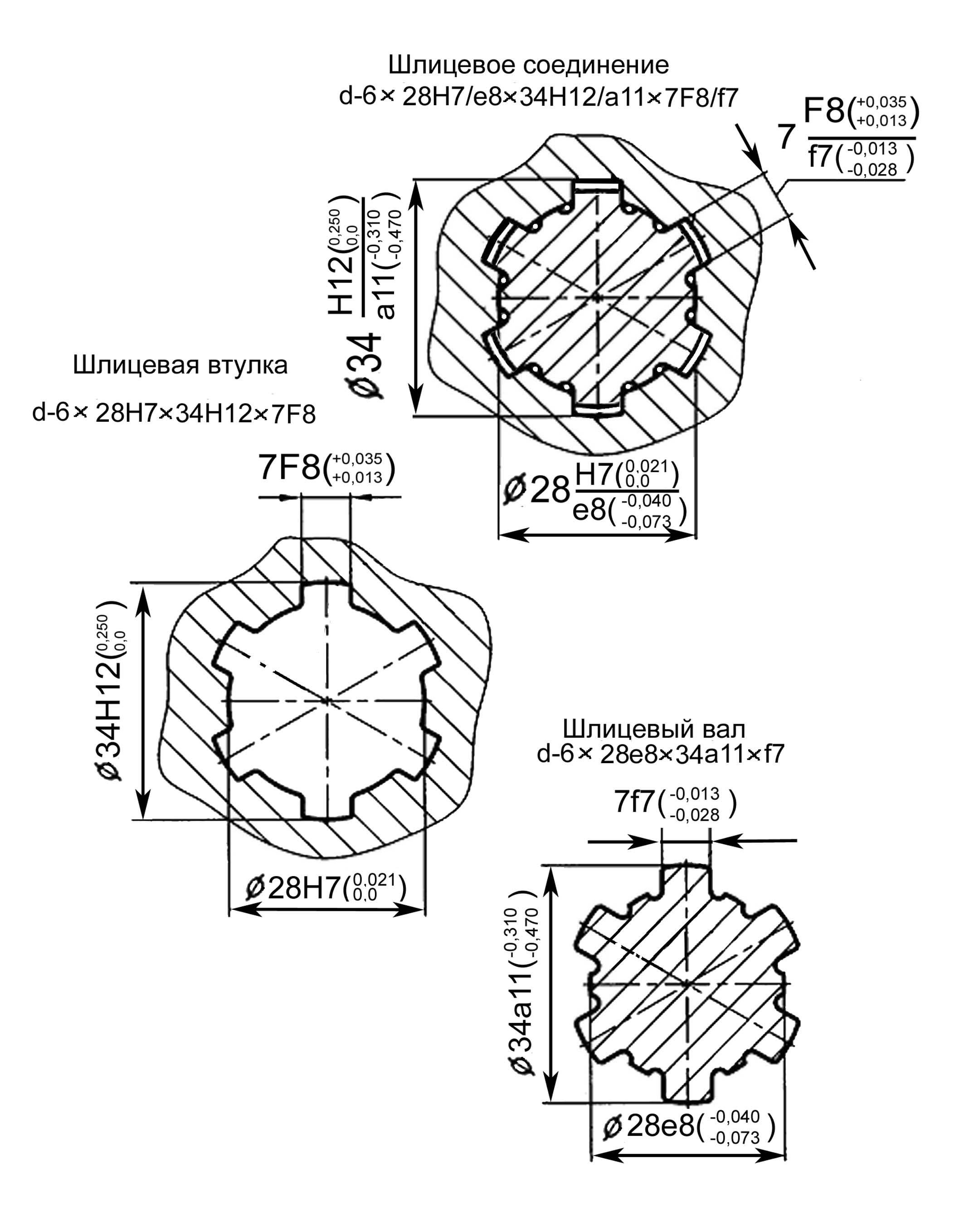
На чертеже показывается поперечное сечение соединения с одним зубом и диаметрами пунктирной линией. Втулка заштриховывается. Прямозубые шлицевые соединения на основном виде обозначают выносом линии с характеристиками. Расшифровка включает в себя буквенное обозначение способа центровки, количество и ширина шлицев, размер внутреннего и наружного диаметра с указанием класса точности и чистоты обработки всех поверхностей.
Эвольвентные
Соединение получило свое название за форму боковой поверхности в виде эвольвенты, как у цилиндрического зубчатого зацепления. Большая площадь контакта и широкий зуб в основании позволяет передавать огромное усилие. Зуб отличается высокой прочностью на изгиб.
Изготавливают шлицевые валы на зубофрезерных станках. Получается высокая точность при использовании стандартного оборудования. Центрирование делается по наружному диаметру для механизмов, работающих с высокой точностью, и по боковой поверхности для сильно нагруженных узлов. Соединение неподвижное. При боковом смещении возникает большая сила трения.
На чертеже указывается один зуб и его форма, по аналогии с прямозубыми зацеплениями. Кроме диаметров и классом обработки под выносной линией указывается ГОСТ, по которому изготавливались шлицы.
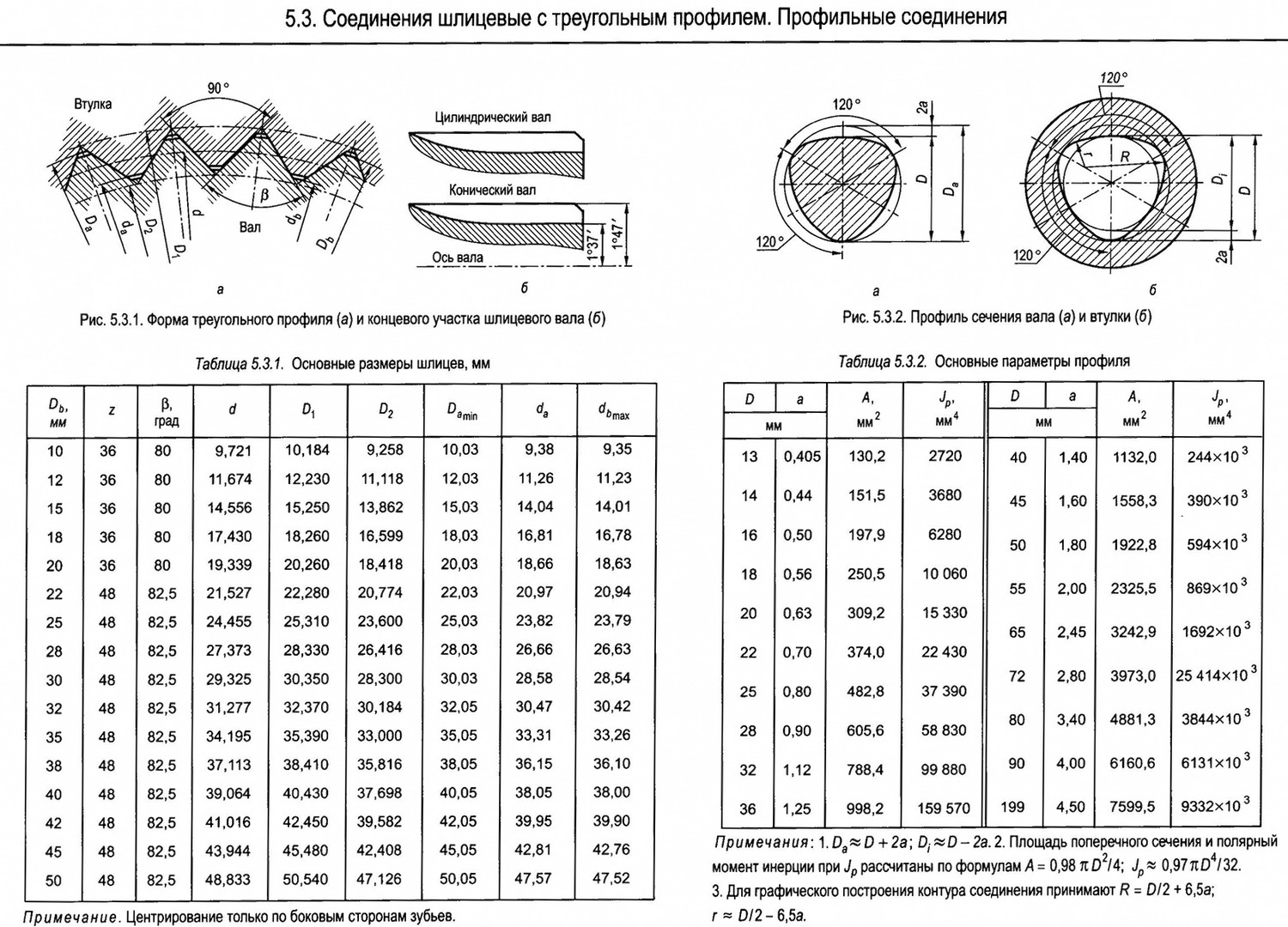
Треугольный профиль
Для передачи вращения тонкостенными ступицами изготавливаются шлицевые соединения с треугольным профилем. Они соединяются неподвижно и используются для маломощных усилий, требующих большой точности передачи вращения.
Изготавливается зуб по отраслевым стандартам с углом: 30°, 36° и 45°. Зубья мелкие, количество большое, в пределах 20 – 70 шт. центрирование производится только по боковым поверхностям.
Стоят на приводе стеклоочистителя в автомобилях, торсионных валах триммеров.