

Содержание документа
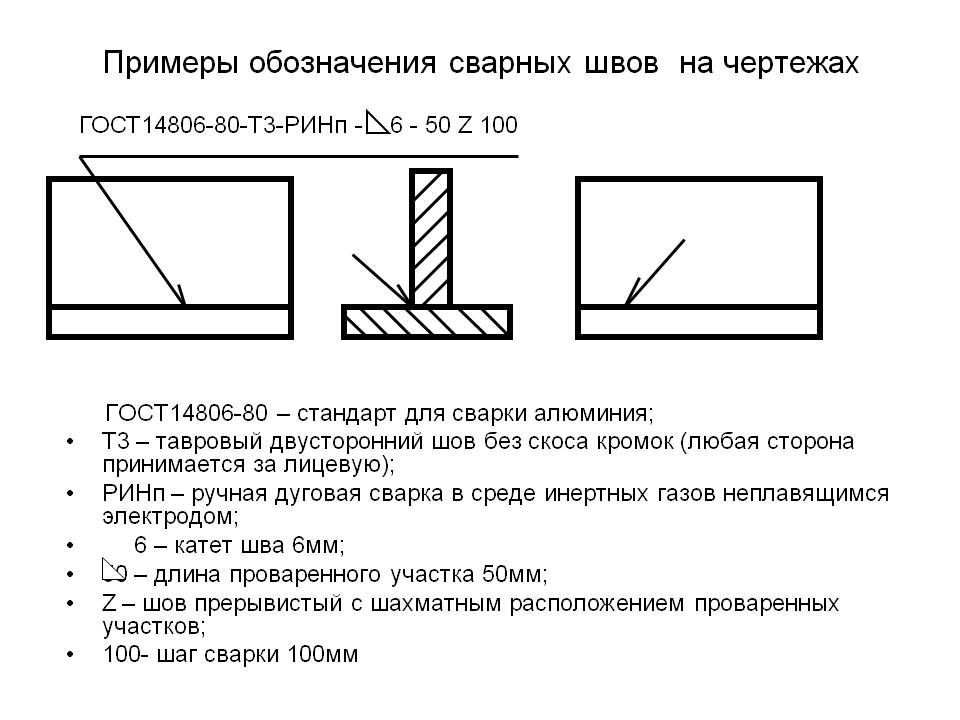
ГОСТом определена символьная структура, используемая для отображения на чертежах стандартных видов сварки. Условное обозначение состоит из нескольких блоков информации, разделённых знаком дефис.

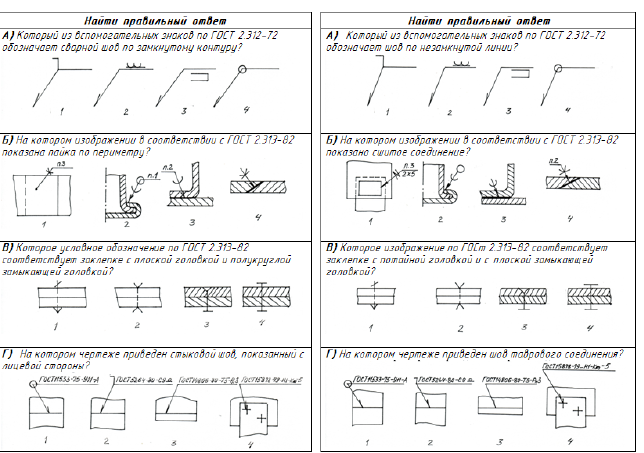
В начале структуры находится основной блок, включающий отображение, определяющее характер сварки. Так, в соответствии с принятой классификацией, это может быть замкнутый, незамкнутый, прерывистый или точечный шов.
Используемые графические обозначения в ГОСТе выглядят соответственно как круг диаметром 3 – 5 мм, прямоугольник с отсутствующей слева стороной, фигура в виде латинской буквы Z, либо отрезок прямой, наклонённый вправо и образующей угол в 60° с горизонталью.
Все условные знаки, использующиеся в качестве средств отображения различных видов сварки на чертежах, чертятся тонкими сплошными линиями, и имеют одну высоту с обозначением типа шва.
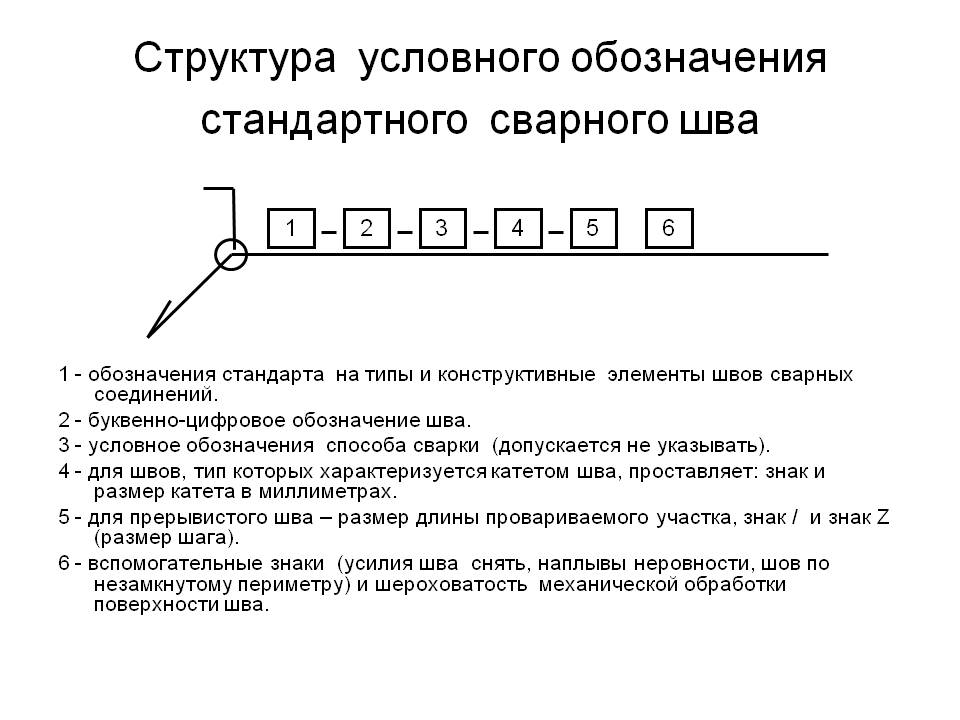
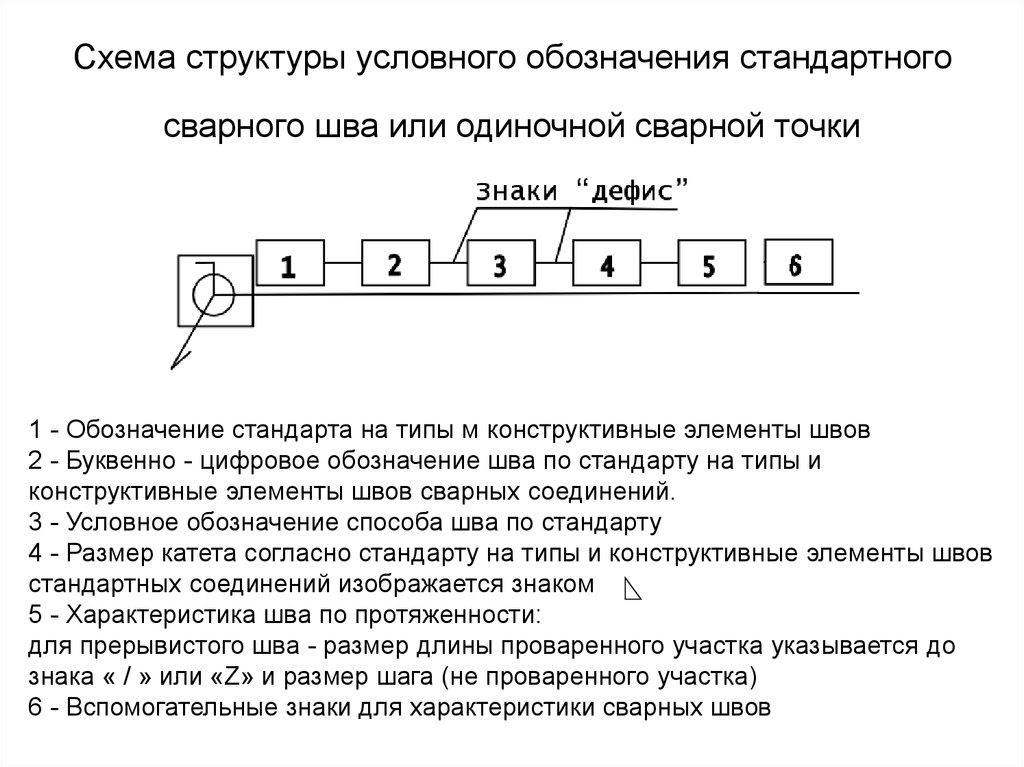
После основного блока информации следуют шесть дополнительных, часть которых может отсутствовать. Дополнительные блоки включают в себя следующие сведения:
- ГОСТ, определяющий нормы выполнения данного типа сваривания деталей;
- графический символ, которым обозначается на чертеже соединение по ГОСТу, состоящий из букв и цифр;
- ГОСТ на используемый тип сварки. Например, если сварка ручная, указывается ГОСТ 5264 – 80;
- величина катета, которую показывает число, стоящее после изображения прямоугольного треугольника (принятое обозначение катета);
- информация, уточняющая характеристики сварного шва.
 Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Если шов прерывистый, указывается длина провара и шаг, если сварка точечная – диаметр точки (расчётный). Для электрозаклёпочного или контактного процесса указываются диаметры точек, а также шаг.
Для шовной разновидности контактной сварки – расчётная ширина сваривания. В случае применения прерывистой шовной контактной сварки, указываются ширина и длина швов, а также шаг между ними.
В последнем блоке информации выделено место для размещения дополнительных сведений, на усмотрение конструктора, уточняющего или дополняющего характера.
Способы сварки (квадрат 4)
В требованиях по стандартизации описаны и способы сварки. Самыми распространенными из них являются:
- А – автоматическая. Проводится с использования флюса, но без прокладок и подушек;
- Аф – тоже автоматическая. Но в этом случае на подушке;
- ИН – выполняется в инертной среде с применением вольфрамового электрода без присадок;
- ИНп – такой же самый способ, как и предыдущий с той лишь разницей, что присадки применяются;
- ИП – соединение металлом проводится в инертной среде с использованием плавящегося электрода;
- УП – все то же самое, что и ИП, только вместо инертной среды применяется углекислая.
В данном случае в четвертом квадрате стоят символы УП. Это значит, что сваривание выполнялось в углекислой среде плавящимися электродами.
Вспомогательные знаки
Обозначение сварки на чертеже будет неполным и непонятным без вспомогательных знаков. В таблице ниже приведены знаки вспомогательного характера, указано что каждый из них значит при нанесении на схему.
Используя вспомогательные знаки специалисты при составлении схем металлоконструкций указывают следующую информацию:
- Необходимость устранить на стыке выпуклость, возникшую при проведении сварочных работ.
- Потребность в обеспечении на основную поверхность плавного перехода. Осуществить это можно с помощью механической или ручной обработки всех существующих неровностей.
- Линия сваривания элементов должна оставаться незамкнутой.
- Контур сварочного стыка должен быть замкнутым.
- Вначале необходимо провести монтаж подготовленных деталей и только после этого приступать к сварочному процессу.
- Нужно выполнить точечный или прерывистый шов, расположение его при этом должно быть цепным.
- В шахматном порядке необходимо создавать соединительный стык.
Каждое дополнительное обозначение сварного шва регламентировано ГОСТом и указывает на уточнения, которые следует дополнительно провести на стыке.
Примечания к обозначениям
Чтобы увидев, как на чертеже обозначается сварной шов правильно прочитать всю техническую информацию, следует запомнить некоторые нюансы:
- сторона, с которой осуществляется сварка одностороннего стыка, является лицевой поверхностью;
- в двустороннем соединении, кромки которого одна относительно другой несимметричны, лицевой стороной считается та, с которой осуществляется выполнение основного шва;
- лицевой поверхностью двустороннего стыка, в котором кромки подготовлены симметрично может выступать любая из сторон.
Все дополнительные символы и знаки наносятся на схемы тонкими сплошными линиями
При создании чертежей следует обратить внимание на то, что все знаки должны иметь такую же высоту, что и цифры
В таблице ниже приведено несколько примеров того, как используются на чертежах дополнительные символы.
| Название | Как выглядит стык | Изображение на чертежах |
| Одностороннее плоское соединение, разделка кромок V-образная | ||
| Шов выпуклый двусторонний, кромки разделены в виде символа V | ||
| Угловой стык вогнутого типа | ||
| Стыковое односторонне соединение, кромки разделены V-образным способом с плоским подварочным швом | ||
| Стыковой шов односторонний, V способом выполнен раздел кромок с большим притуплением и подварочным швом | ||
| Односторонний плоский стык с V-образным разделением кромок. С помощью дополнительной обработки снято усиление | ||
| Угловое соединение с плавным переходом к основному металлу от самого шва |
Требования к маркировке
Они унифицированы и подразумевают, что отраженная информация будет полезной и наглядной, а для этого должны выполняться следующие условия:
- данное техническое описание объединяет отдельные элементы в какое-то определенное изделие;
- таблица содержит всю информацию, нужную для проведения работ;
- стык создается строго по установленной правилами технологии.
Их соблюдение – залог безошибочного составления документации, а значит важный шаг к качественному и оперативному завершению задачи, то есть к получению достаточно надежного объекта, способного выдерживать запланированные нагрузки и эксплуатироваться необходимое время. И раз конечный исполнитель должен понимать, как обозначаются сварные швы на чертежах, он также обязан знать эти требования и принципы, по которым они составлены, а также, напомним, уметь с ходу читать предоставленные ему схемы. Поэтому его долг – изучение ГОСТов и практик, актуальных для его предприятия или даже сферы в целом. Идеальный вариант – когда между конструктором и специалистом, непосредственно соединяющим детали, есть прямой контакт, тогда они могут быстро обсудить и согласовать любой непонятный момент. Но так происходит лишь в единичных случаях, а потому все должны действовать строго в рамках продуманных регламентов и норм, страхуя себя от ошибок. Выше мы подробно рассмотрели обозначение соединений на планах, примеры обозначения тоже привели. Надеемся, что теперь вам будет проще читать артикулы и понимать, что за ними скрывается.
УСЛОВНЫЕ ОБОЗНАЧЕНИЯ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
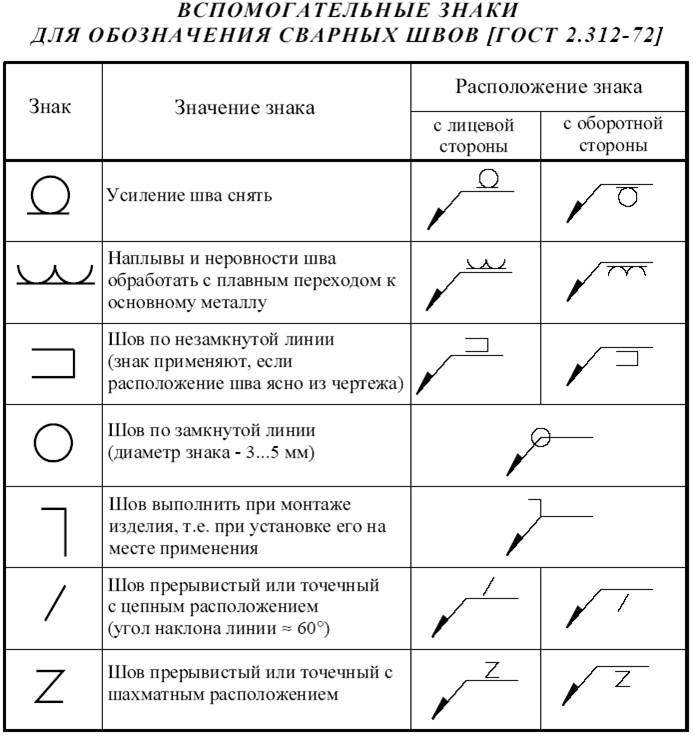
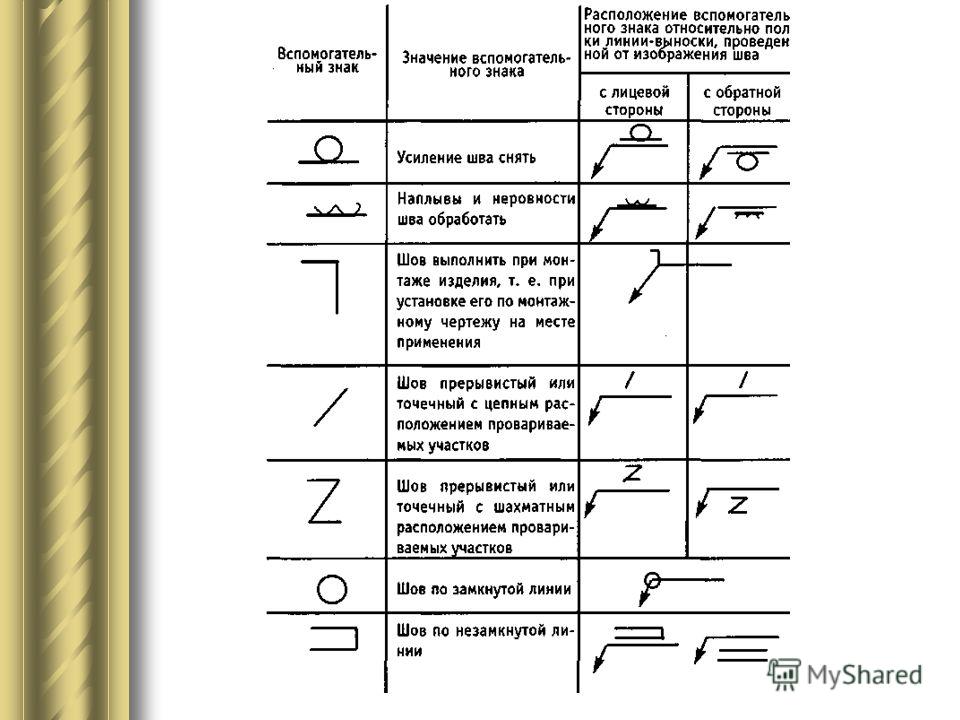
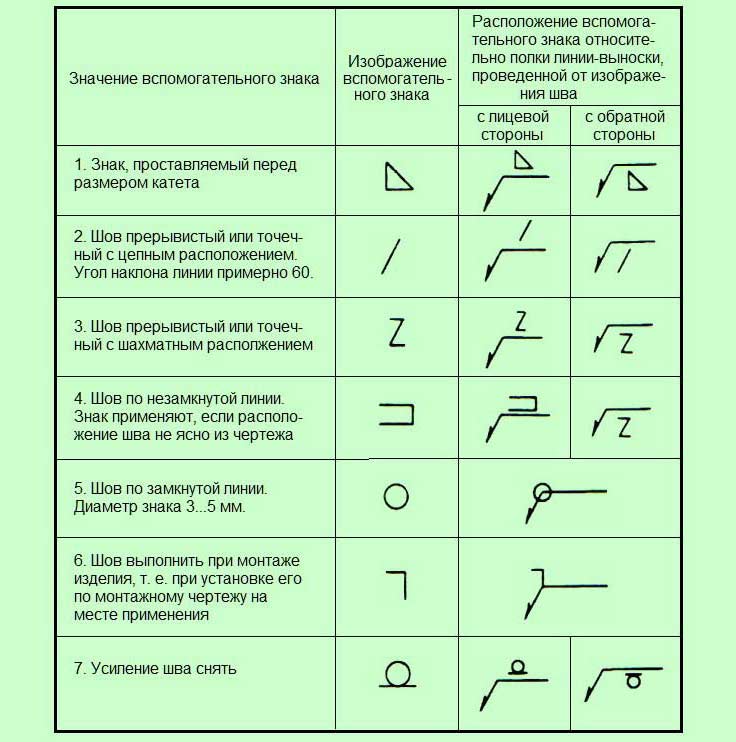
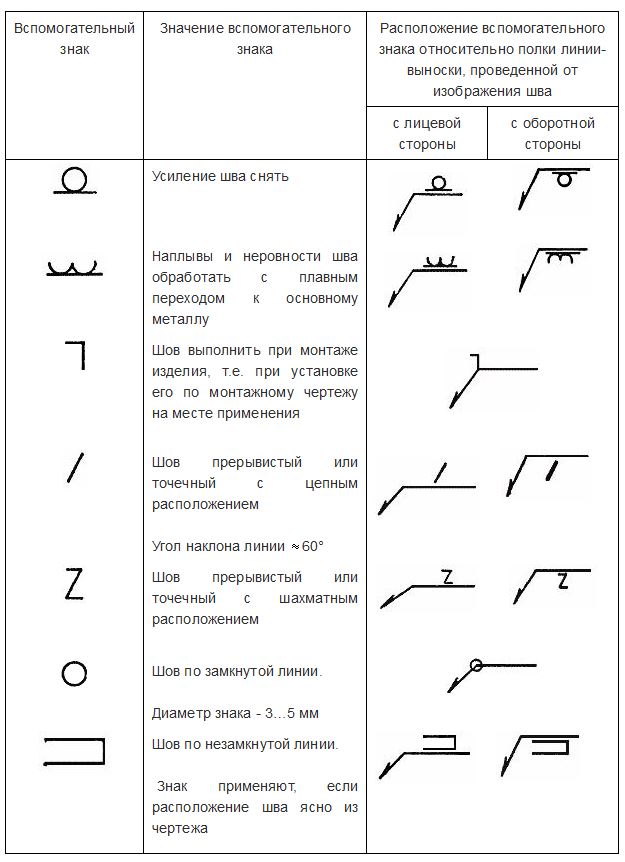
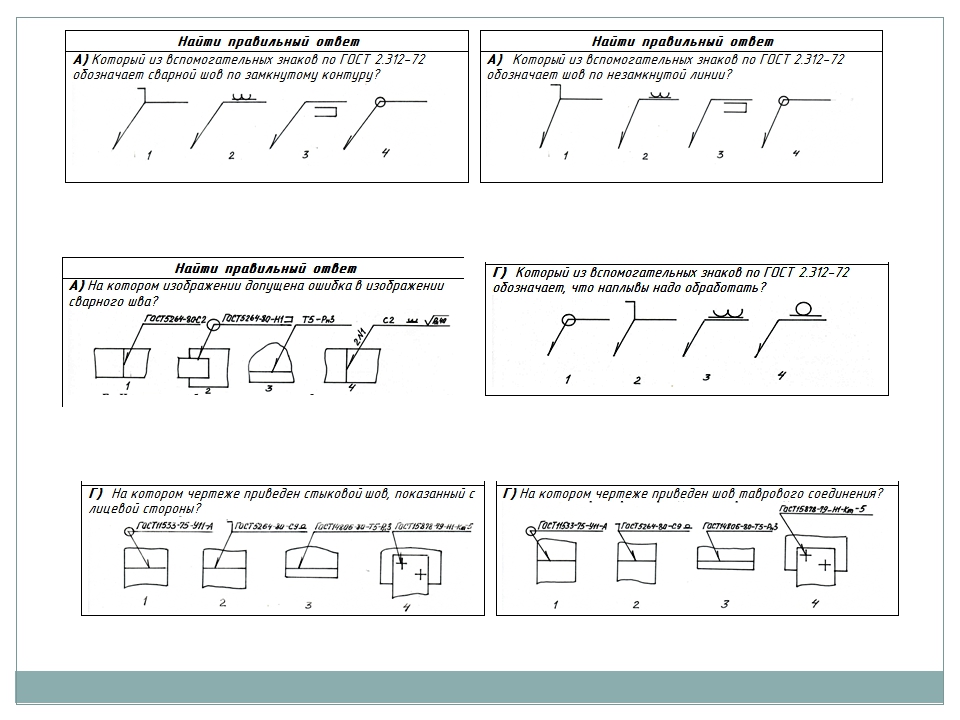
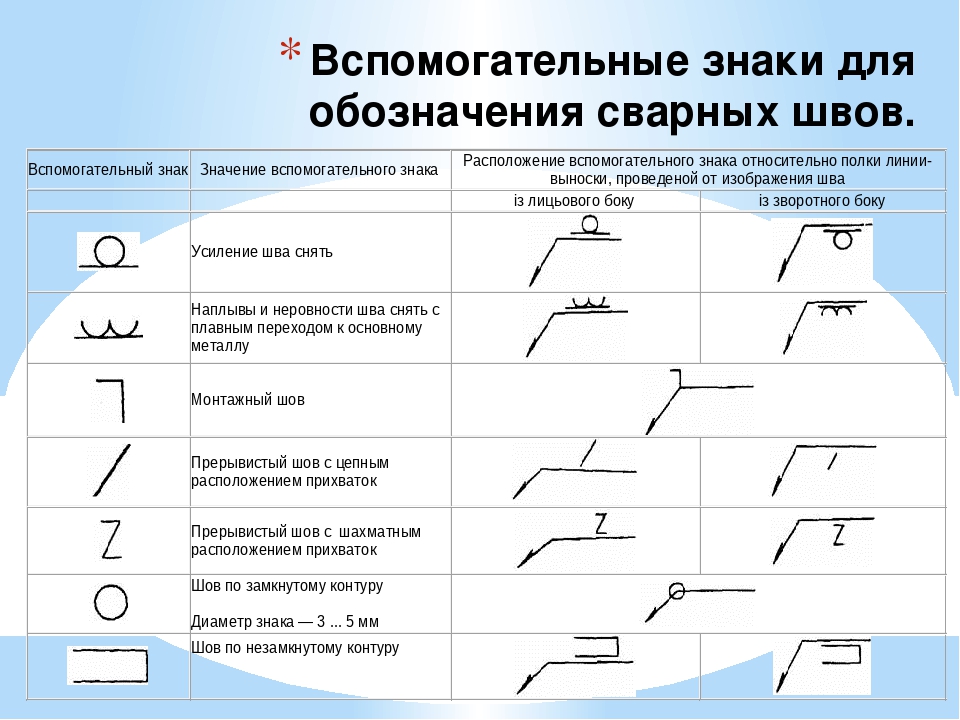
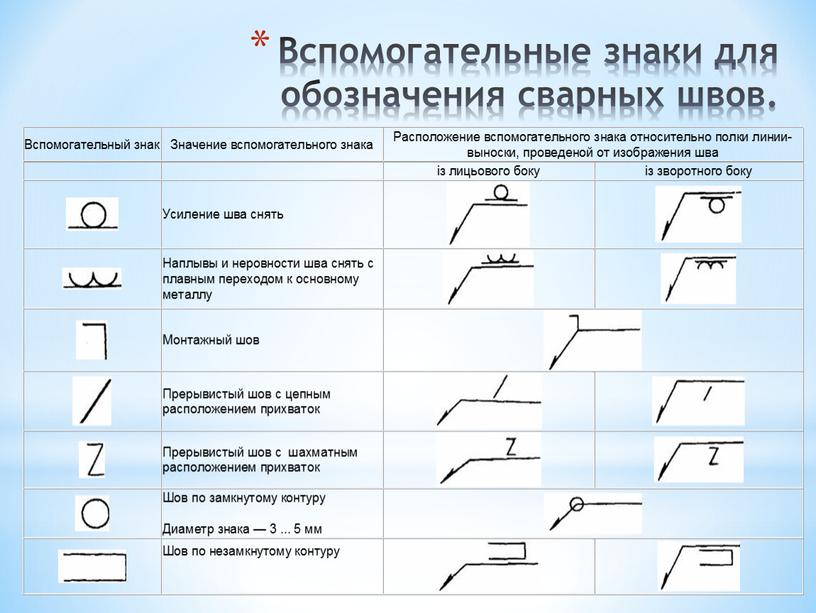
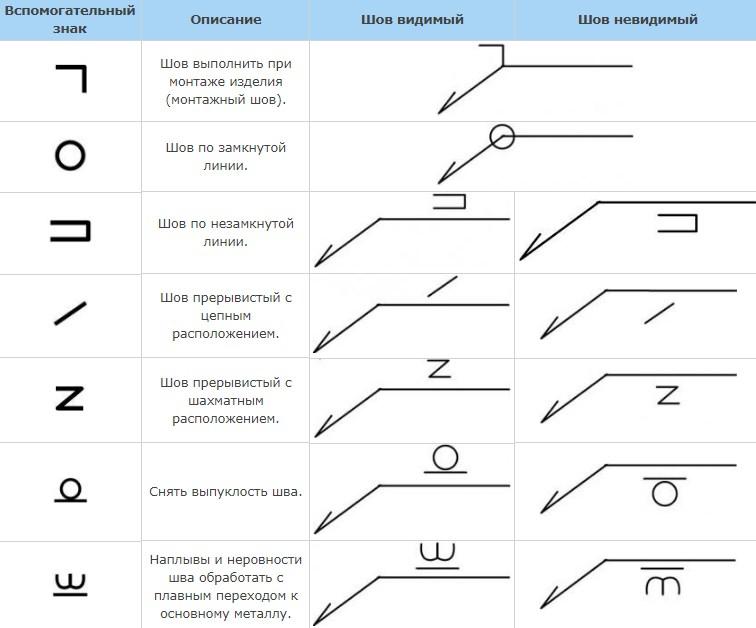
2.1. Вспомогательные знаки для обозначения сварных швов приведены в таблице.
Вспомогательный знак | Значение вспомогательного знака | Расположение вспомогательного знака относительно полки линии-выноски, проведенной от изображения шва | |
с лицевой стороны | с оборотной стороны | ||
Усиление шва снять | |||
Наплывы и неровности шва обработать с плавным переходом к основному металлу | |||
Шов выполнить при монтаже изделия, т.е. при установке его по монтажному чертежу на месте применения | |||
Шов прерывистый или точечный с цепным расположением Угол наклона линии 60° | |||
Шов прерывистый или точечный с шахматным расположением | |||
Шов по замкнутой линии. Диаметр знака — 3…5 мм | |||
Шов по незамкнутой линии. Знак применяют, если расположение шва ясно из чертежа |
Примечания:
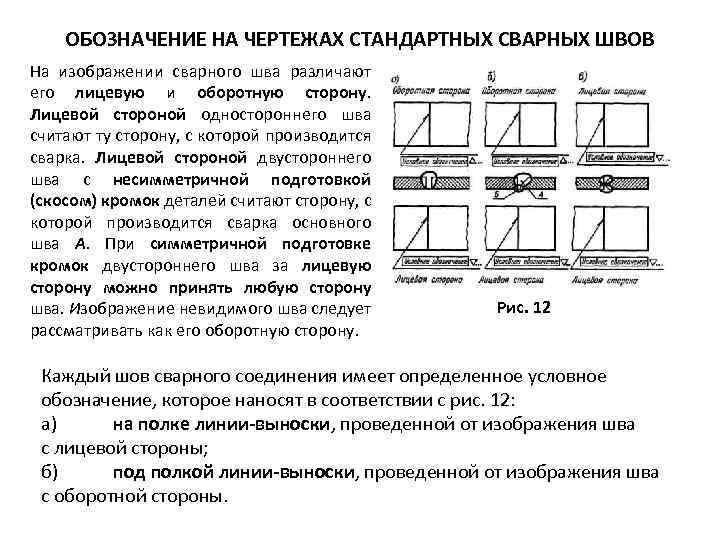
1. За лицевую сторону одностороннего шва сварного соединения принимают сторону, с которой производят сварку.
2. За лицевую сторону двустороннего шва сварного соединения с несимметрично подготовленными кромками принимают сторону, с которой производят сварку основного шва.
3. За лицевую сторону двустороннего шва сварного соединения с симметрично подготовленными кромками может быть принята любая сторона. В условном обозначении шва вспомогательные знаки выполняют сплошными тонкими линиями. Вспомогательные знаки должны быть одинаковой высоты с цифрами, входящими в обозначение шва.
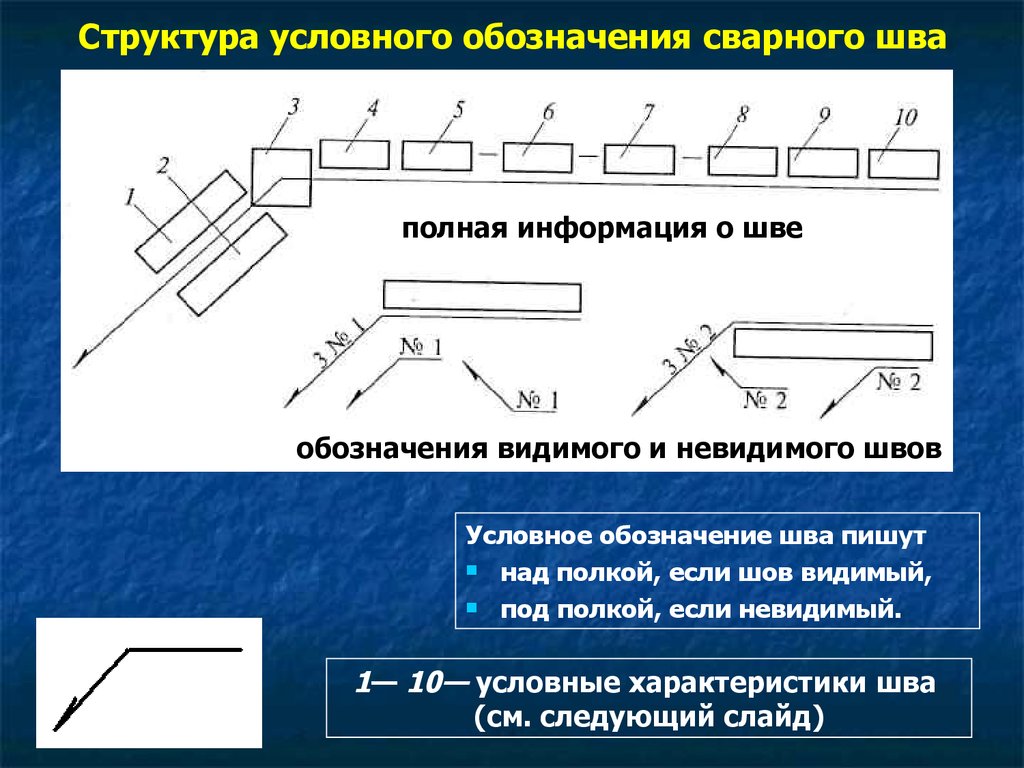
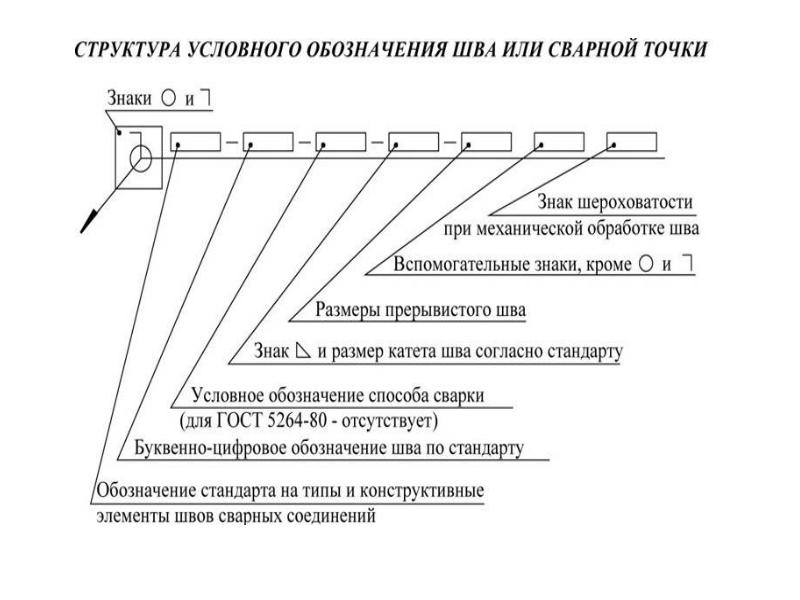
2.2. Структура условного обозначения стандартного шва или одиночной сварной точки приведена на схеме (черт.5).
Черт.5-10
Черт.5
Знак выполняют сплошными тонкими линиями. Высота знака должна быть одинаковой с высотой цифр, входящих в обозначение шва.
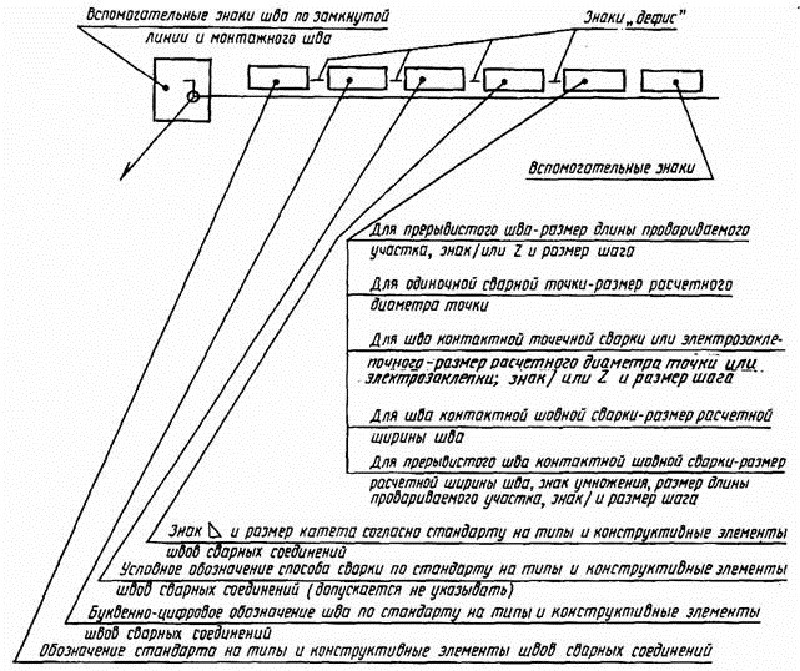
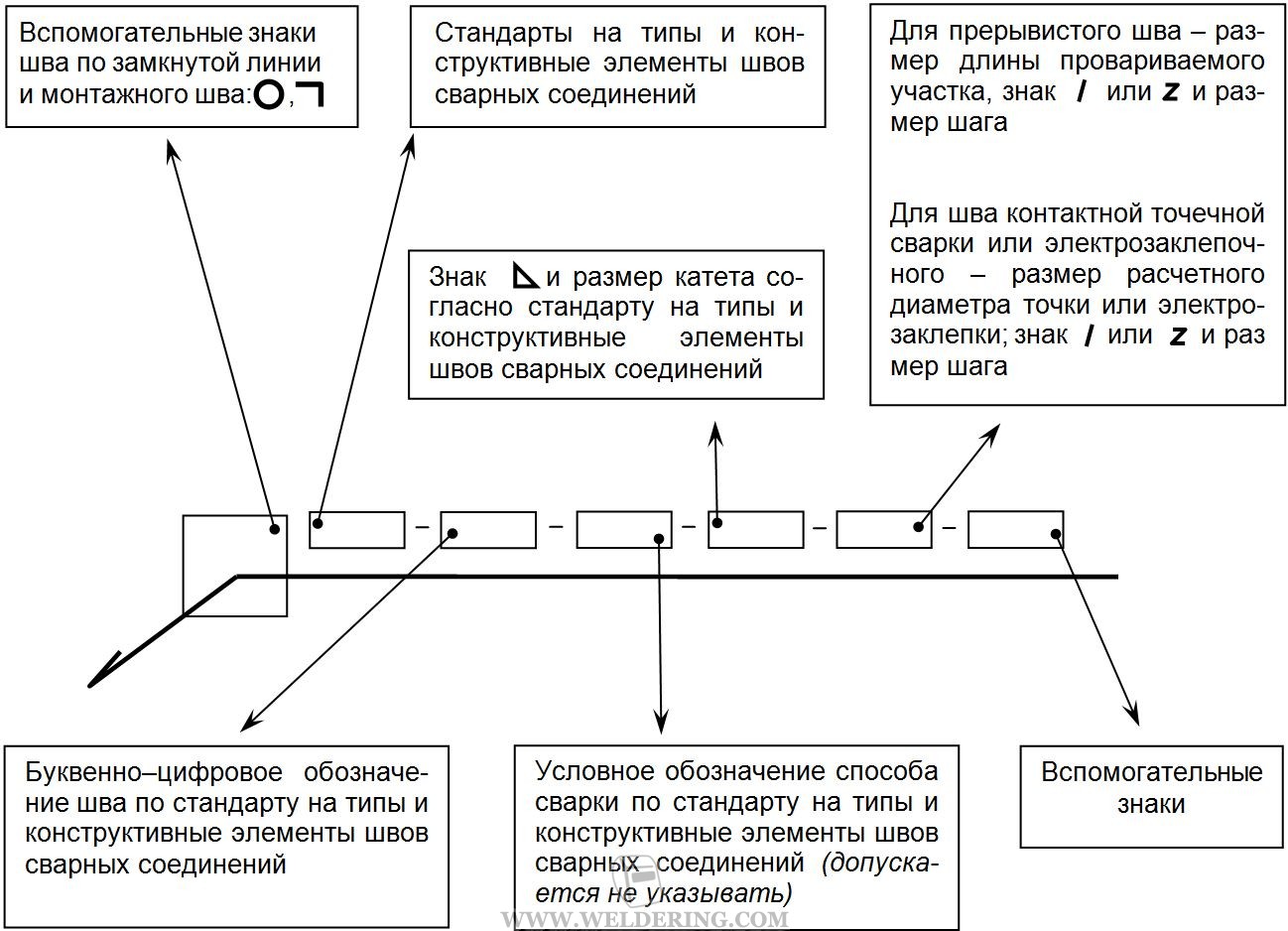
2.3. Структура условного обозначения нестандартного шва или одиночной сварной точки приведена на схеме (черт.6).



Черт.6
В технических требованиях чертежа или таблицы швов указывают способ сварки, которым должен быть выполнен нестандартный шов.
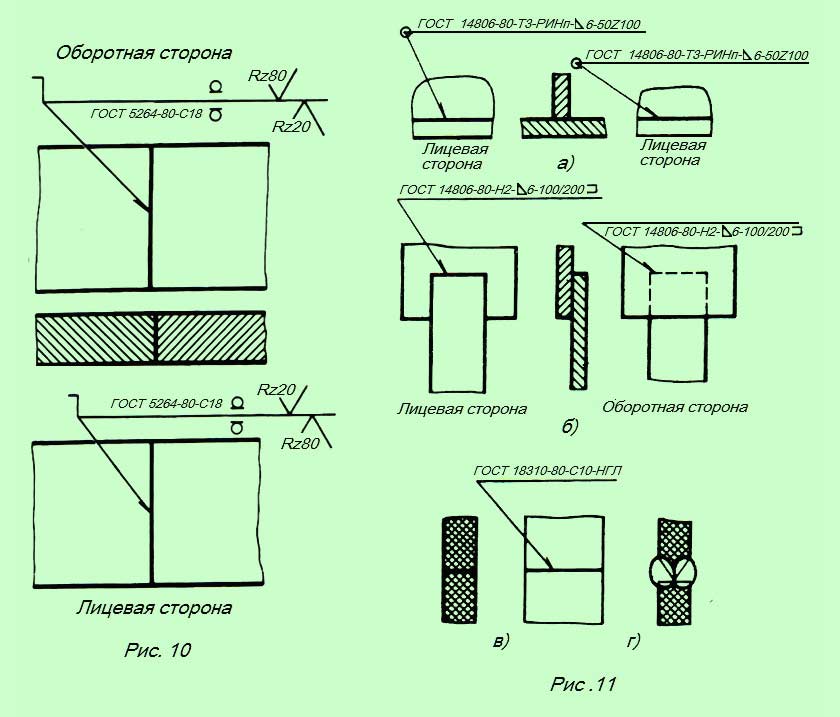
2.4. Условное обозначение шва наносят:
а) на полке линии-выноски, проведенной от изображения шва с лицевой стороны (черт.7а);
б) под полкой линии-выноски, проведенной от изображения шва с оборотной стороны (черт.7б).
Черт.7
2.5. Обозначение шероховатости механически обработанной поверхности шва наносят на полке или под полкой линии-выноски после условного обозначения шва (черт.8), или указывают в таблице швов, или приводят в технических требованиях чертежа, например: «Параметр шероховатости поверхности сварных швов…». Примечание. Содержание и размеры граф таблицы швов настоящим стандартом не регламентируются.
Черт.8
2.6. Если для шва сварного соединения установлен контрольный комплекс или категория контроля шва, то их обозначение допускается помещать под линией-выноской (черт.9).
Черт.9
В технических требованиях или таблице швов на чертеже приводят ссылку на соответствующий нормативно-технический документ.
2.7. Сварочные материалы указывают на чертеже в технических требованиях или таблице швов. Допускается сварочные материалы не указывать.
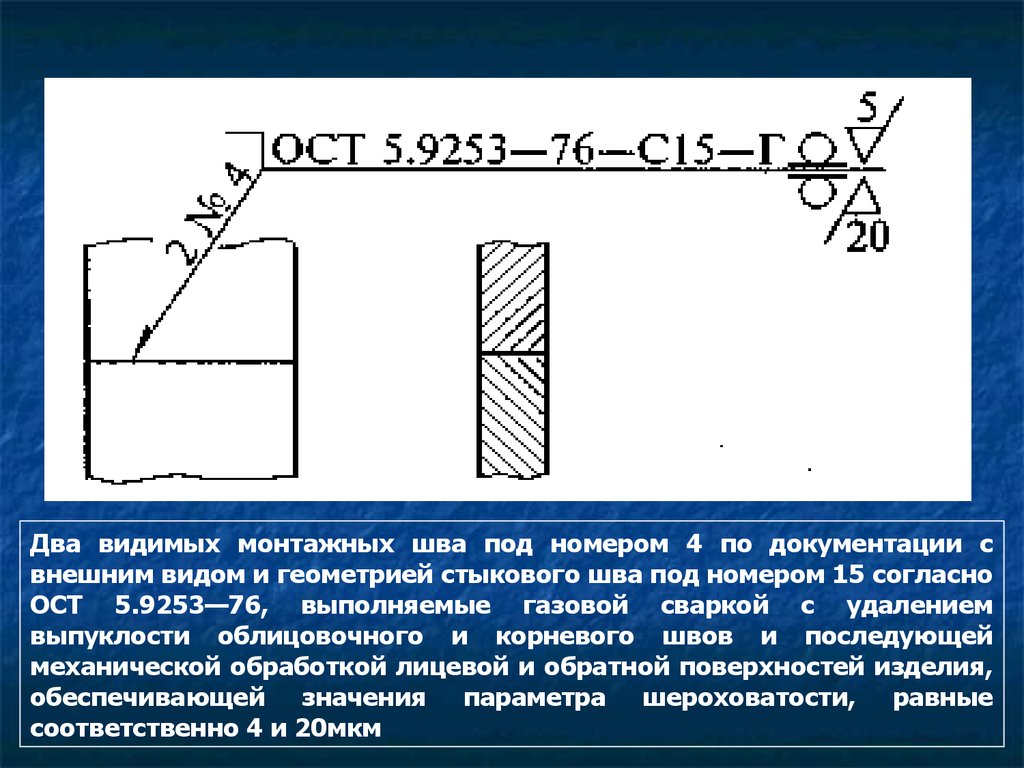
2.8. При наличии на чертеже одинаковых швов обозначение наносят у одного из изображений, а от изображений остальных одинаковых швов проводят линии-выноски с полками. Всем одинаковым швам присваивают один порядковый номер, который наносят:
а) на линии-выноске, имеющей полку с нанесенным обозначением шва (черт.10а);
б) на полке линии-выноски, проведенной от изображения шва, не имеющего обозначения, с лицевой стороны (черт.10б);
в) под полкой линии-выноски, проведенной от изображения шва, не имеющего обозначения, с оборотной стороны (черт.10в).
Черт.10
Количество одинаковых швов допускается указывать на линии-выноске, имеющей полку с нанесенным обозначением (см. черт.10а).
Примечание. Швы считают одинаковыми, если: одинаковы их типы и размеры конструктивных элементов в поперечном сечении; к ним предъявляют одни и те же технические требования.
2.9. Примеры условных обозначений швов сварных соединений приведены в приложениях 1 и 2.
Это интересно: Обработка сварного шва после сварки — термическая, механическая, антикоррозийная
Обозначения сварки по ГОСТу
Мало кто захочет изучить абсолютно все общепринятые аббревиатуры и сокращения, связанные со сварочными работами, а также запомнить наизусть все обозначения на чертежах сварки.
В том числе и все ГОСТы на свете так же невозможно знать. Все это и не нужно только если вы не сварщик, желающий стать квалифицированным профессионалом, вот в этом случае знать все эти моменты не просто желательно, а необходимо.
Крайне важно знать все тонкости стандартов если вы собираетесь заниматься сваркой не только на своем дачном участке, но и на предприятии где вам 100% придется столкнуться со специфической топологией и рабочими чертежами со всеми специфическими обозначениями на них. Без знаний специфики, терминов и обозначений сварных работ вам невозможно будет работать
Технологический процесс сварки включает в себя огромное количество методов. Каждый из них в свою очередь соответствует узкоспециализированным требованиям и техническим запросам. Все эти моменты обобщены и отображены в ГОСТах и именно о них и всех моментах касающихся сварочных работ вы можете прочитать на страницах нашего интернет портала mrmetall.ru
Без знаний специфики, терминов и обозначений сварных работ вам невозможно будет работать. Технологический процесс сварки включает в себя огромное количество методов. Каждый из них в свою очередь соответствует узкоспециализированным требованиям и техническим запросам. Все эти моменты обобщены и отображены в ГОСТах и именно о них и всех моментах касающихся сварочных работ вы можете прочитать на страницах нашего интернет портала mrmetall.ru
Для неопытного специалиста технологические чертежи со всеми специфичными обозначениями так же, как и сварочные швы обозначение на чертежах сразу могут быть пугающими. Но как только начинающий сварщик изучит самые основные ГОСТы по профессии, то все условные обозначения в документах станут понятной и ценной информацией
Очень важно для сварщика уметь «прочесть чертеж» и понять поставленные задачи
ЕСКД
Есть целая система, в которую входят самые основные стандарты. Она называется кратко «ЕСДК».
В нее входят:
- ГОСТ 14771-76 Сварка в инертной среде. Полный свод информации о том какие получаются швы и соединения при таком варианте работ;
- ГОСТ 2.312-72 именно здесь собран весь перечень условных обозначений и отображение всех видов сварочных швов в чертежных документах
- ГОСТ 5264-80 собрана вся информация по швам и соединениям, которые выполнены дуговой ручной сваркой (РДС).
Кроме того, используется и ГОСТ 16037 который применяется в том случае если производится сварка стальных трубопроводов с арматурой и другими видами труб.
Благодаря тому, что есть чертежи, есть возможность проверить готовые изделия (конструкции) на целостность и прочность стыков (и это не только при изготовлении металлоконструкций нужны ОСШ обозначение сварных швов). Те сотрудники, которые осуществляют контроль сверяют замеры каждого из соединений с данными чертежей, что позволяет судить как о надежности конструкции, компетентности сварщика, который произвел работу и о качестве сварки.
Расшифровка швов
Во время ручной дуговой сварки и металлической сварки в газовой среде ГОСТ вычленяет разные швы и расшифровки к ним. Виды соединений при сваривании помечаются знаками ради гораздо практичной заметки и сбережения бумаги.
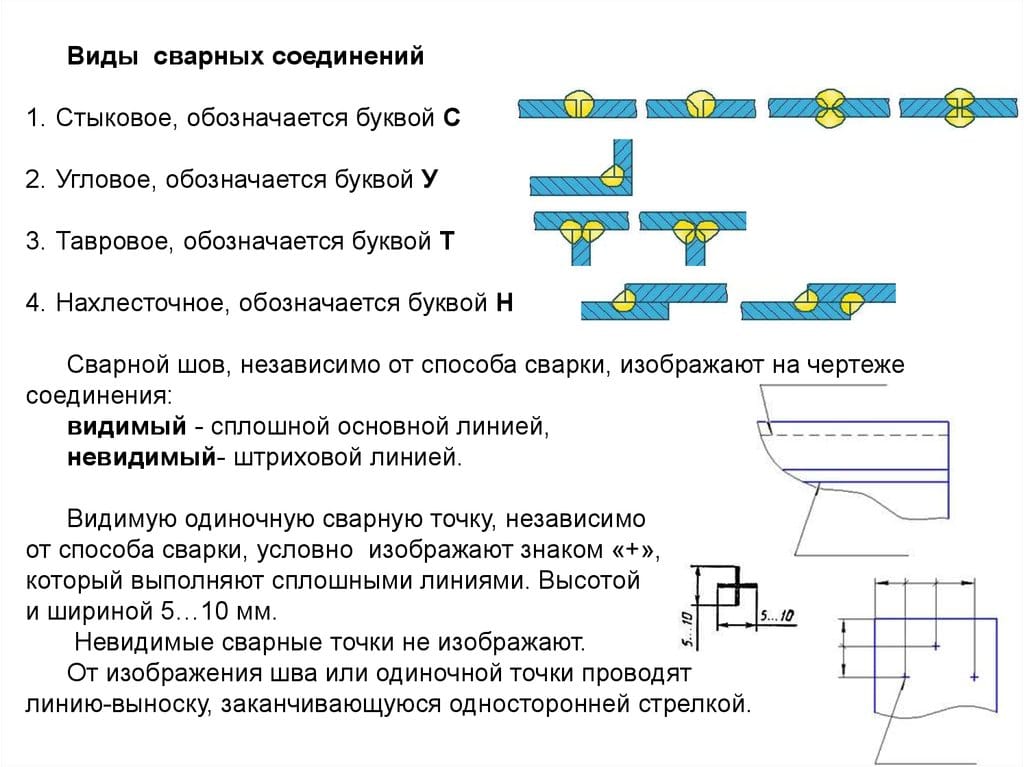
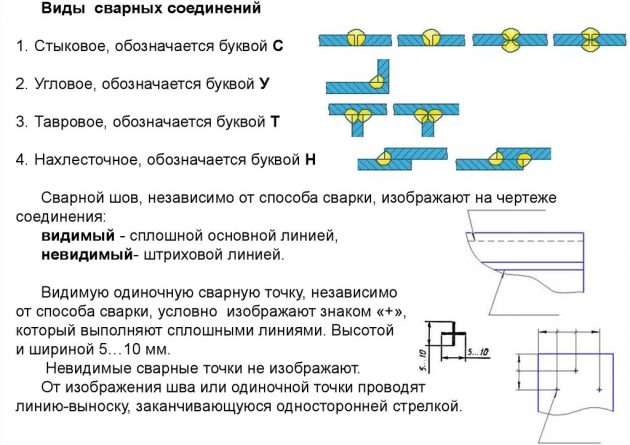
Бывают следующие виды:
- «Н» – нахлесточный;
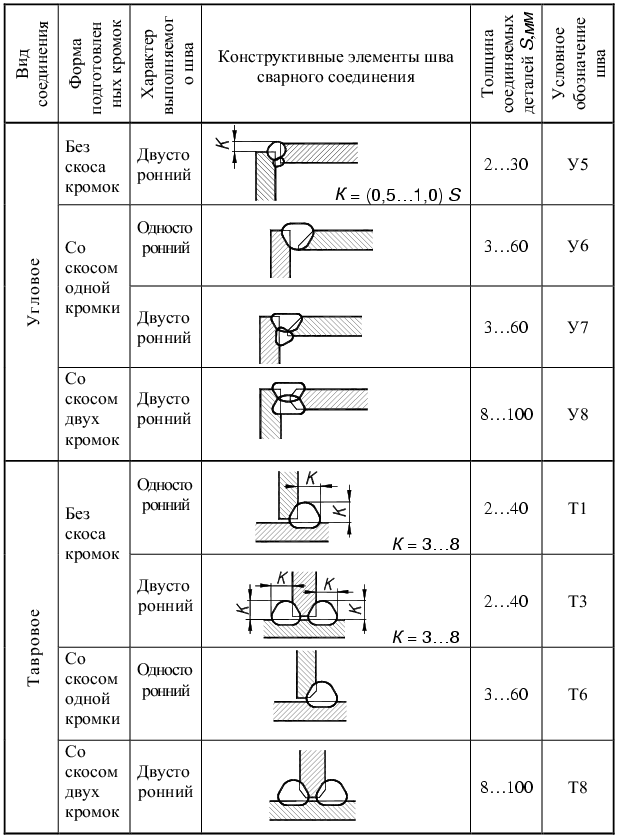
- «У» – угловой;
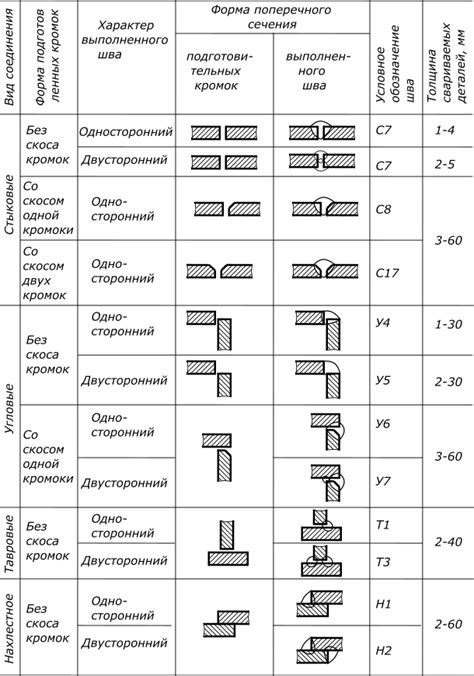
- «С» – стыковой;
- «Т» – тавровый;
- «С» – торцевой.
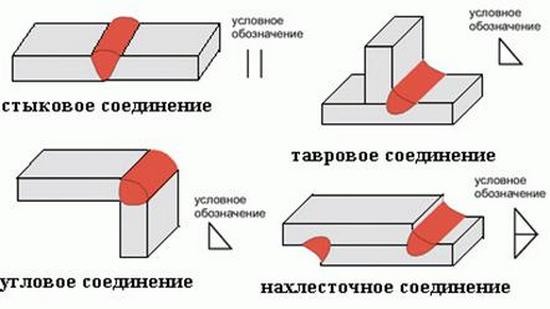
Рассмотрим виды соединений тщательнее.
Стыковое сварное соединение производится по примыкающим граням, при этом свариваемые элементы расположены под одним углом. Этот шов гораздо крепче и основательнее, он обширно формируется при сваривании крайне ответственных металлоконструкций.
За некоторое время до сваривания нужно скрупулезно подготовить металлическую гладь и удостовериться в том, что элементы соединят в согласии с чертежом.
Торцевой шов образовывается по торцам деталей. Боковые плоскости деталей прочно соединяются одна с другой. Во время сваривания тонких металлов зачастую применяется торцевой шов.

Нахлесточный шов не столь притязателен к качеству работы, нежели предшествующие. Однако совместно с тем, он не имеет отличных крепких свойств и плохо переносит нагрузки.
Для его формирования, разместите детали рядом, с незначительным сдвигом вбок, чтобы они в некоторой степени друг друга перекрывали.
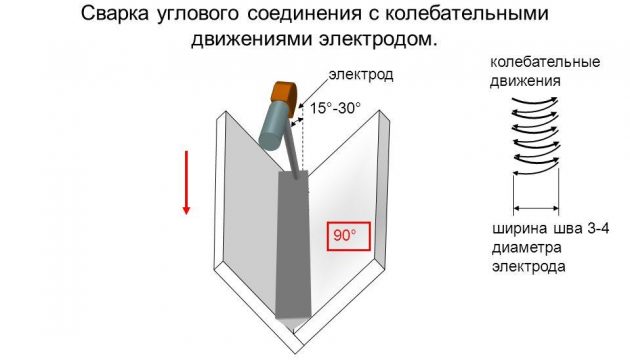
Тавровое сварное соединение — крепкое и основательное, однако оно плохо переносит нагрузки на излом. Для изготовления таврового шва, разместите одну деталь вертикально, а другую горизонтально и объедините их, гранью к плоскости.

Угловой шов используют гораздо реже, чем остальные виды соединений. Он сравнительно проверенный и прочный. Одну из деталей торцом можно повернуть к другой и размещаться под различными углами, в согласии с чертежом.
Все сварочные соединения, независимо от вида, бывают односторонними (их также помечают «SS»; это обозначение применяется в чертежах во всем мире) либо двусторонними (обозначение «BS»).
Односторонние швы формируются в ходе сваривания с одной стороны детали, а двусторонние — при сваривании с двух сторон.
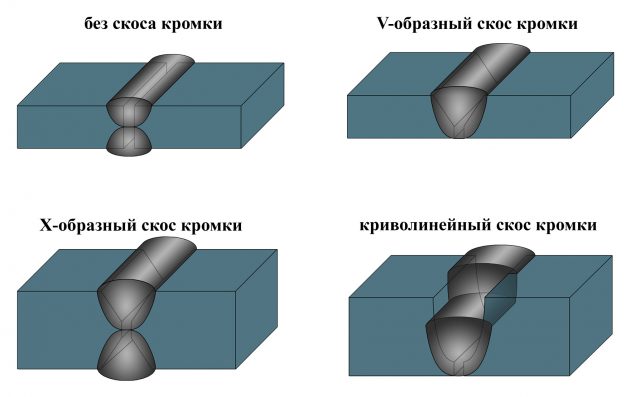
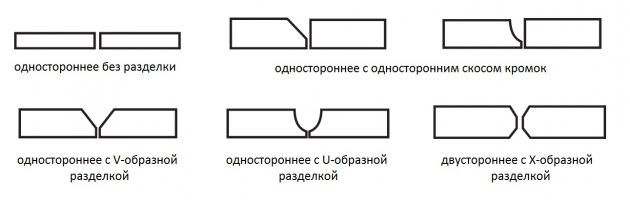
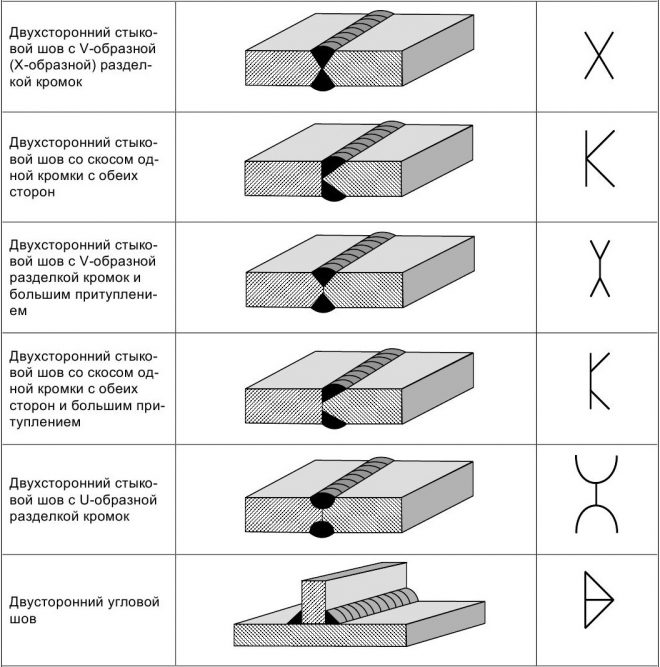
Если есть потребность в сваривании элементов способом плавления, значит нужно разделать кромки. Есть огромное количество вариаций раздела кромок, которые описываются различными коэффициентами угла, формата зазора.
Подбор подходящей модели разделки обуславливается толщей металла и сварочным методом. На картинке изображены варианты раздела кромок. Разрешается применять любой вариант.
Что такое сварной стык
Сварочный процесс — технологическая операция образования монолитного соединения. Зона, где происходило расплавление и застывание материала стыкуемых деталей, называется сварным швом.
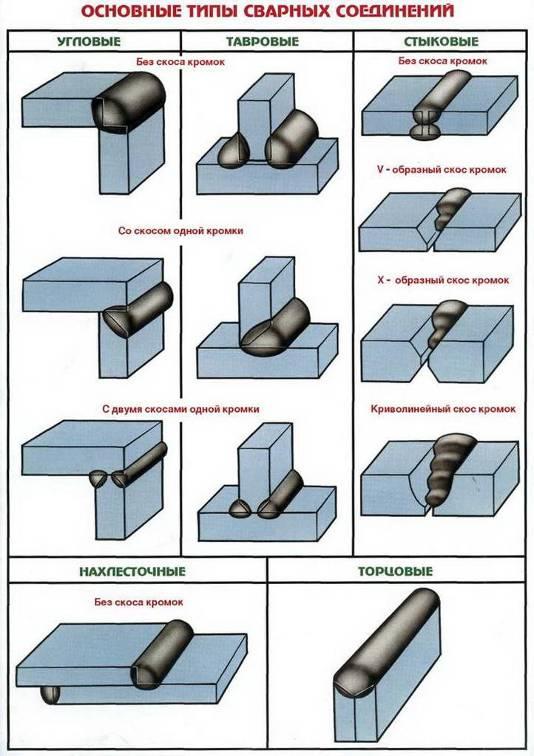
Виды
Сварной стык подразделяется:
Стыковой. Соединение образовано по торцевым поверхностям деталей. Осуществляется с обработкой кромок и без оного. Маркировка «С».
Нахлесточный. Плоскости деталей параллельны друг другу и частично заходят одна на другую. Маркировка «Н».
Тавровый. Торец детали примыкает к плоскости другой детали под углом. Шов располагается вдоль стыка. Маркировка «Т».
Угловой. Основные плоскости стыкуемых деталей в зоне сварки расположены под углом друг к другу. Маркировка «У».
Торцовый. Полуфабрикат прижат боковыми поверхностями. Шов образован наплавлением металла на торцы изделий.
Шов выполняется:
Односторонний. Наплавление осуществляется с одной из сторон соединения (стыка).
Двусторонний. Обработка происходит с двух сторон.
Необходимость обозначения сварки
Любая конструкция состоит из отдельных деталей (узлов), соединенных между собой тем или иным способом. Один из них — сварка. Стык обладает своими характеристиками, влияющими на работоспособность изделия в целом.
Обозначение сварки на чертеже — это пояснение способа стыковки, формы шва и его геометрические параметры, способ выполнения и другая дополнительная информация. Грамотный инженер почерпнет дополнительные сведения:
- о прочности — соединение сплошное или прерывистое; кроме этого, в зоне шва образуются термические напряжения;
- о размерах и форме наплавленного металла;
- герметичности стыка;
- время выполнения соединения — до монтажа или в его процессе, и другое.
Это интересно: Как врезать трубу электросваркой?
Что представляют собой сварочные стыки, их разновидности
Особенности устройства сварочных креплений оказывают влияние на физико-механическое характеристики конструкции и расход материала электрода. При выполнении выпуклых швов практически во всех случаях необходима их дополнительная обработка в виде снятия неровности, которая производится механическим методом. Исходя из формы поверхности, различают сварочные швы и их дефекты.
Действующими стандартными определяется несколько видов стыков, для распознавания которых используются буквенные обозначения швов сварных соединений.
 Обозначние сварных соединений
Обозначние сварных соединений
Стыковой вид
Для маркировки швов применяется буква «С». С помощью такого метода производится сварка деталей, расположенных в одной плоскости, стыкованием смежных торцов. Эти типы относятся к наиболее прочным и долговечным, они нашли широкое применение при изготовлении конструкций из металла, относящихся к категории ответственных. Для выполнения крепления необходимо провести тщательную подготовку поверхности.
 Виды стыковых соединений
Виды стыковых соединений
Торцевое крепление
И они обозначаются буквой «С». Формирование этих соединений производится по торцам заготовок. Торцевой стык часто применяется для сварки изделий из тонкого металла. При помощи такого крепления обеспечивается надежная фиксация деталей.

Нахлесточный вид
Стыки маркируются литерой «Н». При проведении сварочных работ с использованием таких приемов к качеству работы предъявляются менее строгие требования. Но прочностные характеристики и нагрузочная способность стыков гораздо хуже, чем у двух предыдущих вариантов. Для проведения крепления детали располагаются параллельно, со смещением относительно друг друга и частичным перекрытием.
Тавровое крепление
Для обозначения швов сварных соединений используется буква «Т». Стыковка при помощи таврового метода относится к категории наиболее долговечных и жестких, но она плохо переносит нагрузку на изгиб. Для проведения работ одна из деталей располагается в горизонтальной плоскости, а вторая – вертикально, и сваривается торцом.
 Типы тавровых соединений
Типы тавровых соединений
Угловой вид
Стыки обозначаются литерой «У». Эти виды применяются реже остальных. Они надежны и долговечны. В зависимости от необходимости, детали располагаются относительно друг друга под разными углами.
Сварочные соединения всех типов могут выполняться односторонними, когда сварка производится только с одной стороны заготовки (обозначающимися «SS»), и двусторонними, маркирующимися «BS». В последнем случае детали свариваются с двух сторон.
Обработка кромок
При проведении сварочных работ необходимо выполнить раздел кромок. Правильная их подгонка позволяет добиться:
- минимального расхода материалов;
- оптимального времени для сварки, выполняемой за один проход;
- прочности стыка, не уступающего по своим характеристикам основному металлу.
Применяется множество вариантов, различающихся углами, величиной зазора и т. д. Форма разделки выбирается в зависимости от способа сварки и толщины металлической заготовки. Чтобы качественно провести крепление, следует между кромками оставить зазор размером 4 мм.

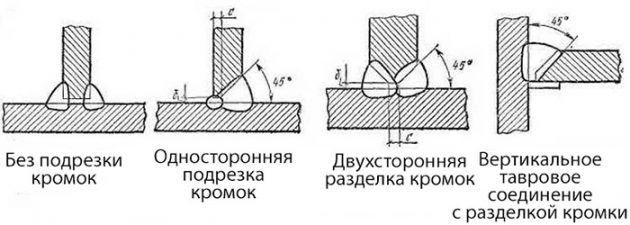
Разделка кромок может быть выполнена:
Под прямым углом.
Такой вариант используется при проведении односторонней сварки металла толщиной не более 3 мм, двустороннего крепления металла, имеющего толщину не более 8 мм, и для стыковки стали толщиной 4…8 мм.
- В V-образной форме (односторонний скос). Толщина металла может быть 4…26 мм.
- В X-образной форме (двусторонний скос). Эта разделка применяется при креплении деталей толщиной 12…40 мм.
- Под углом 45 градусов. Такой вариант используется для металлов толщиной от 2 см.
 Виды кромок
Виды кромок
Документация для свариваемых конструкций
Особой разновидностью моделей сборок являются сварные конструкции, процесс создания которых состоит из «разделки», «сварки», «обработки» и «моделирования». Для любого из состояний конкретные виды можно создать на чертеже:
- виды состояния сборки позволяют увидеть, как выглядит модель без сварочных соединений или заданной к ним разделки;
- виды подготовки представляют модель с уже заданной разделкой соединительных швов;
- виды сварки показывают будущую модель со сварными стыками;
- виды обработки определяют модель с подготовкой соединений, с уже готовыми стыками и обработкой после сварочных работ.
При оформлении чертежей только состояние сборки может применяться. Когда же конструкция переходит в какое-либо из других состояний, то должно осуществляться соответствующее сообщение об этом.
Дополнительные данные
Это характерные особенности стыка, записанные в виде пиктограмм:
- круговое соединение – кружок;
- монтажное – флажок.
Зачастую конструктору необходимо решить, как обозначить (показать) сварной шов на чертеже в соответствии с ISO. Самый правильный способ – вписывать (в зависимости от стандарта):
- код технологии – согласно 4063;
- требования к уровню качества – по 10042 и 5817;
- используемый материал – по 544, 2560 и 3581;
- положение стыка – при 6947.
Эта информация размещается за вилкой.
Создание чертежей с помощью САПР
Сегодня их делают не вручную, а в специализированных программах, экономящих время и силы разработчиков. ПО вроде Kompas, SolidWorks или AutoCAD, быстро и точно моделирует даже сложные изделия, не допускает помарок, проводит расшифровку маркеров. В компьютерной среде также не составит труда провести виртуальную сборку изделия и расчет будущих нагрузок. При этом САПР соответствуют всем актуальным ГОСТам, регламентам, нормативам. Поэтому обучиться работать с ними – долг каждого конструктора. С другой стороны, специалисту необходимо уметь самостоятельно рисовать схемы и помнить, как на чертеже обозначается сварное соединение того или иного типа – чтобы не зависеть от компьютера.
Типы сварочных соединений и условные обозначения
Для качественного соединения отдельных элементов при создании металлоконструкций необходимо иметь подробное описание каждого стыка. Для этого выполняется состоящая из чертежей конструкторская документация, в которой все условные обозначения сварных швов должны соответствовать ГОСТам.
В зависимости от способов стыковки свариваемых друг с другом элементов различают несколько видов соединений. Наименования, особенности и обозначение сварочных швов на чертежах можно посмотреть в таблице ниже.
| Типы швов | Характеристики | Сварочный шов на чертеже |
| Стыковой | Расположенные в одной плоскости детали свариваются по прилегающим торцам. Чтобы стыки получались ровными и прочными необходимо перед соединением обработать стыковые кромки | С |
| Угловой | Детали соединяются по наклоненным один к другому торцам, угол между которыми должен составлять более 30° | У |
| Торцевой | Соединяются торцы элементов таким образом, чтобы между собой соприкасались боковые поверхности | С |
| Нахлесточный | Одна на другую накладываются плоскости элементов. Используются в случаях, когда точность подгонки не является критичной | Н |
| Тавровый | К поверхности конструкции под углом или вертикально приваривается торец детали | Т |
Существуют также не предусмотренные ГОСТом особые виды швов, которые на схемах обозначаются символом «О».
По расположению
- Односторонние (SS) если предстоит сваривание деталей только с одной стороны
- Двусторонние (BS) для того, чтобы сделать именно такой тип соединения, необходимо перемещать сварочный аппарат поочередно с верхней части рабочей поверхности к внутренней. При этом внутри сечения будет находиться корень стыкового шва.
По способу выполнения (протяженности сварки)
- точечными;
- сплошными;
- прерывистыми (предусматривается определенный и постоянный интервал между касанием сварки
Обозначение прерывистого (не сплошного) сварного шва на чертеже — это сплошная линия (если это видимые стыки) а если они не видимы, то линия будет штриховая.
Данный вид шва в свою очередь делится на три подвида: точечный, цепной и шахматный
По форме разделки кромок
- Без разделкиДля того чтобы сварка методом плавления производилась на оптимальной глубине и максимально качественно, для этого необходимо разделить кромки. Это возможно сделать несколькими способами:
- Односторонняя разделка
- 2х сторонняя разделка
Условные обозначения и их структура
Сочетание символов, букв и цифр для сварщика является руководством к действию и соблюдению параметров и последовательности производственного процесса. Для проектировщика обозначение сварных швов имеет основополагающее значение, это результат конструкторского расчёта, от которого зависит прочность здания или сооружения. Поэтому на чертежах указывается вид сварки, состоящий из следующих буквенных обозначений:
- символ «З» означает сварку в среде защитного газа;
- буквы «Кт» говорят о контактном способе сварочных работ;
- сварка автоматическая без использования подкладок, но под флюсом − «А», на подушке флюса − «Аф»;
- работа в инертном газе TIG без присадочного металла − «ИН», а с присадкой − «ИНп»;
- сварка плавящимся электродом в среде инертного газа − «ИП», а в углекислом газе − «УП»;
- газовую сварку обозначают символом «Г»;
- буква «Э» символизирует электродуговую сварку.
Кроме вида сварки в условном обозначении присутствует и ряд других параметров, который можно отнести к способам обработки заготовок и характеру шва с зачисткой наплывов и неровностей. Иногда обозначение многократного прохождения шва служит для снятия остаточной термической деформации заготовок и используется для повышения качества соединяемого стыка.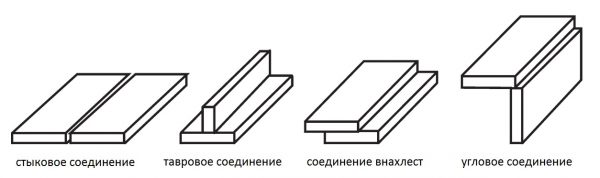
Запись имеет вид:
❶ ❷-❸-❹-❺-❻-❼
Условно структура обозначения сварочного шва выглядит таким образом и обозначает порядок выполнения сварочных операций, заключающихся в следующем.
❶ − Здесь косая односторонняя стрелка или линия-выноска с горизонтальной полкой и размещением на ней информации о способе сварки по замкнутой линии «О» или монтажу по месту стыковки «┌».
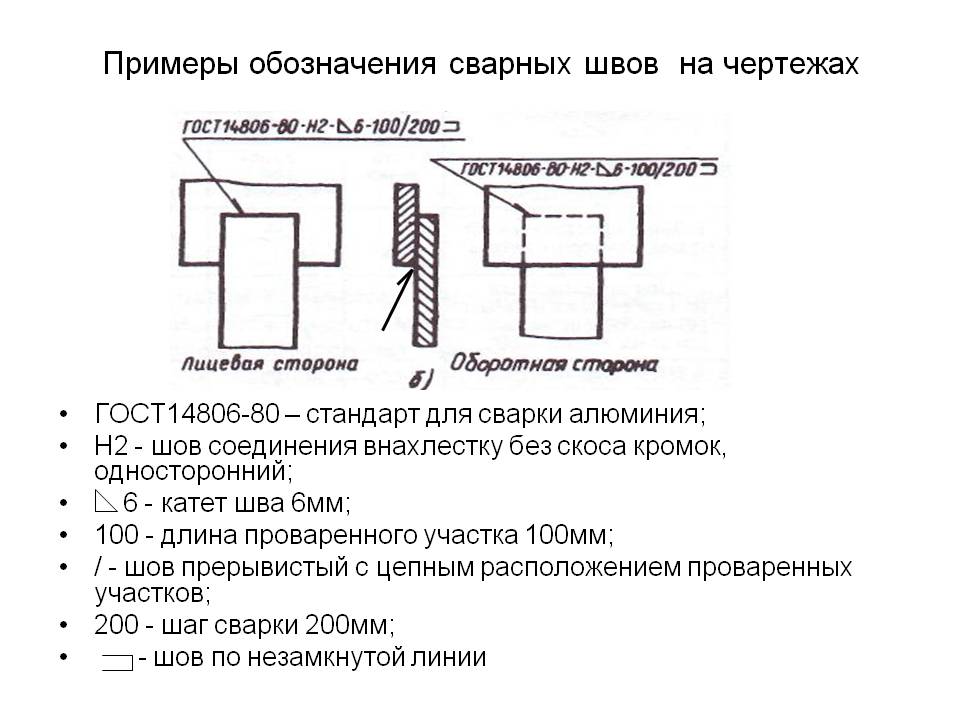
❷-❸-❹ − Информация о способе стыковки и сварки по стандарту, например ГОСТ 5264-80-Т7, означает, что это тавровое соединение с двусторонним угловым швом и со скосом одной кромки.
❺ − Параметры шва, выполненные в виде прямоугольного треугольника с размерами катетов сварных швов по стандартам.
❻ − Указывается длина провариваемого участка для прерывистой сварки «/» или шахматного порядка «Z», а также параметры их разновидностей, например 50Z100.
❼ − Размещаются вспомогательные знаки, которые указывают способ зачистки и чистоту обработки лицевого и внутреннего шва.
В структуре условного обозначения на чертеже могут присутствовать указания на точечную сварку или газосварку с соответствующими буквенными сокращениями.
Как расшифровывается техническая аббревиатура
При обозначении сварных швов в документации необходимо ориентироваться на требования ЕСКД, в которую входят: ГОСТ 5264-80, ГОСТ 14771-76 и ГОСТ 2.312-72.
ГОСТ 14771-76
Условные изображения швов
Обозначение сварных швов
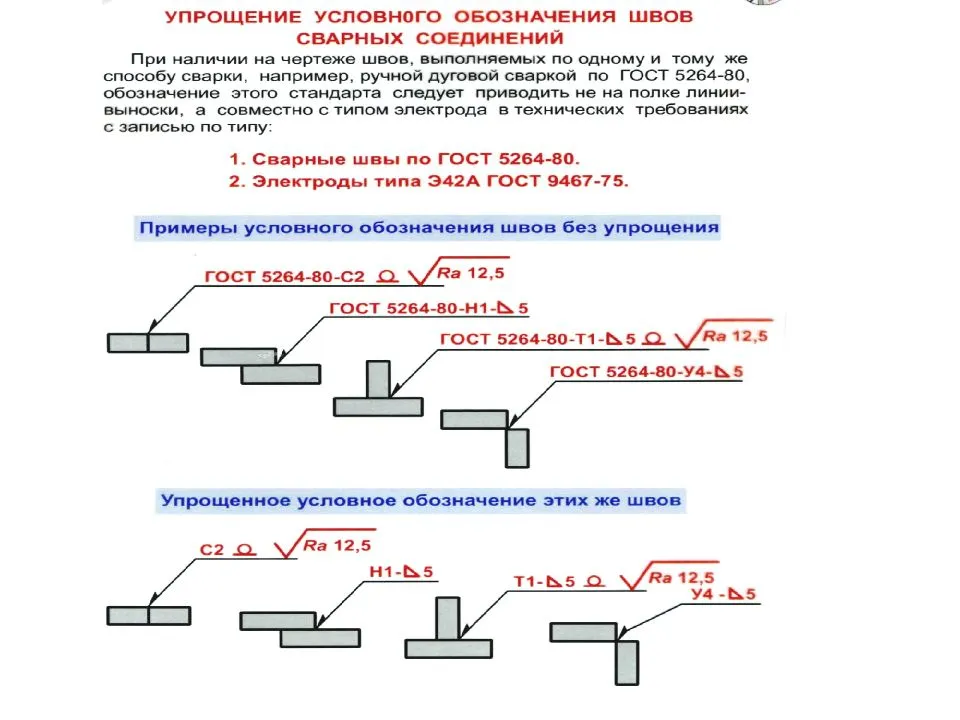
Сварные стыки могут выполняться видимыми, расположенными на лицевых поверхностях и невидимыми, выполненными с изнаночной стороны изделия. В двусторонних соединениях лицевым принято считать то, которое должно быть сделано первым. При устройстве симметричных кромок любую из сторон можно называть лицевой. Невидимые швы на чертеже обозначаются штриховыми отрезками, видимые — сплошными линиями.
Местонахождение линии шва указывает односторонняя стрелка. На ней располагается «полка» со вспомогательным знаком или буквенным обозначением. При указании на невидимый шов — они размещаются под «полкой», на видимый — над ней.
Обязательно используется комбинация из букв и чисел, содержащая данные о виде сварочных работ и типе стыка. Например, аббревиатура С1 означает использование одностороннего стыкового крепления, С2 — двустороннего.
Для предоставления более полной информации применяются вспомогательные знаки, описывающие соединения (форму шва (по замкнутой/незамкнутой линиям), прерывистость или точечное нанесение и др.), операции, которые необходимо выполнить мастеру (снять выпуклость, обработать наплывы или неровности и т.д.).
Обозначение способа сварки
Способы сварки имеют свои условные буквенные обозначения, указывающиеся на сборочных чертежах.
| Обозначение | Метод проведения работ |
| А | Под флюсом в автоматическом режиме (без применения подкладок и подушек) |
| Аф | Под флюсом с использованием автоматики (с подушками) |
| ИН | В облаке защитных газов тугоплавкими вольфрамовыми электродами (без дополнительных материалов) |
| ИНп | В среде инертных газов вольфрамовыми электродами (с проволокой) |
| ИП | В облаке защитных газов расплавляющимися электродами |
| УП | В среде углекислых газов плавящимися электродами |
Грамотное и корректное нанесение условных обозначений в конструкторской документации позволяет специалистам-сварщикам сделать расшифровку швов в чертежах и качественно выполнить работы по металлу.

Основные знаки и способы маркировки сварки





