

Порядок сварки толстостенного металла
Сварной шов может выполняться за один проход, в этом случае он называется однослойным. При большой толщине сварку производят в несколько проходов, в результате которых валики последовательно накладываются друг на друга. Такой шов называют многослойным. При сварке соединений из толстостенных материалов свыше 20 мм когда есть опасность возникновения после сварочных напряжения, деформаций, сталей склонных к закалке с плохой свариваемостью, разделку заполняют с применением специальных приёмов «горкой» или «каскадным».
При сварке “горкой” направляют первый валик небольшой длины 200-300 мм, затем второй, перекрывающий первый и имеющий в 2 раза большую длину. Третий слой перекрывает второй и длиннее его на 200-300 мм. Так производят сварку до полного заполнения разделки. От получившийся “горки” сварку производят таким же способом далее. Так достигаться более медленное охлаждение металла в зоне сварке, что препятствует образованию трещин.
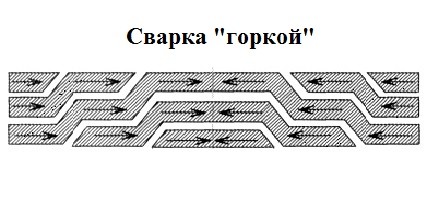 Сварка «горкой»
Сварка «горкой»
Сварка за одни проход проще и экономичней, но металл шва при этом получается с более низкими механическими свойствами из за увеличенной зоны перегрева и столбчатой структурой металла. При многопроходной или многослойной сварке получается эффект термообработки накладываемый валик отжигает предыдущий, в результате структура получается мелкозернистой.
Сварное соединение, форма шва и изображение на чертеже
Разобравшись с процессом ручной дуговой сварки, в процессе которого образуется шов, перейдем к рассмотрению основных зон сварного шва и его формам.
Сварное соединение включает четыре зоны металла:
| 1) Зона сварного шва — это сплав, образованный расплавленным основным и наплавленным металлами. | |
| 2) В зоне сплавления, где нагрев ниже температуры плавления, находятся частично оплавленные зерна металла на границе основного металла и металла шва. Зерна металла здесь разъединяются жидкими прослойками, связанными с жидким металлом сварочной ванны. | |
| 3) Зона термического влияния — это участок основного металла, не подвергшийся расплавлению. Структура и свойства данной зоны меняются в результате нагрева при сварке. | |
| 4) Часть основного металла, прилегающая к зоне термического влияния. |
Различают лицевую и обратную стороны шва. За лицевую сторону в одностороннем шве принимается та, с которой производится сварка. В двухстороннем шве с несимметричным скосом — сторона, с которой производится сварка основного шва. В двухстороннем шве с симметричным скосом — любая сторона.
Стороны сварного шва
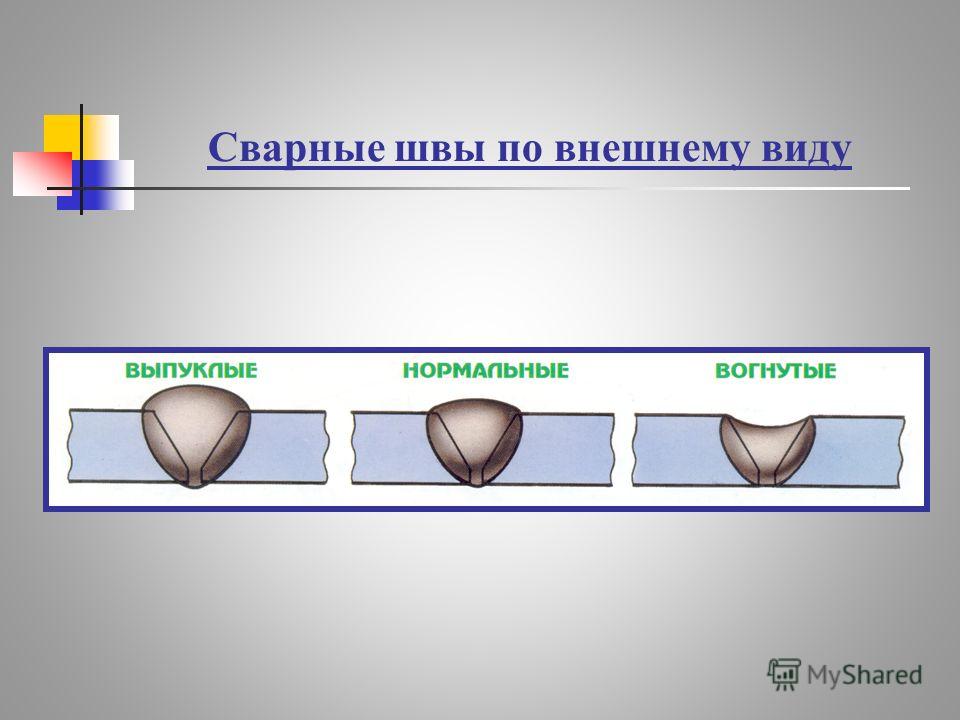
По форме наружной поверхности сварные швы бывают:
| 1 — 2 — 3 — выпуклый шов. При его остывании усадка (обозначено пунктиром) проходит спокойно. Пунктирная линия шва короче первоначальной, поэтому растягивающее напряжение в сварном шве не возникает. | |
| 1 — 4 — 3 — вогнутый шов. Усадка шва протекает с удлинением кривой контура, поэтому может возникнуть местный разрыв и трещина. |
Основные геометрические параметры стыкового шва по ГОСТ 2601 – 84:
| S — толщина свариваемого металла. | |
| e — ширина сварного шва. | |
| g — выпуклость стыкового шва — наибольшая высота (глубина) между поверхностью сварного шва и уровнем расположения поверхности сваренных деталей. | |
| h — глубина провара (глубина проплавления) — наибольшая глубина расплавления основного металла. | |
| t — толщина шва (g + h). | |
| b — зазор. |
Основные геометрические параметры углового шва по ГОСТ 2601 – 84:
| K — катет углового шва — кратчайшее расстояние от поверхности одной из свариваемых деталей до границы углового шва на поверхности второй свариваемой детали. | |
| g — выпуклость шва. | |
| Hp — расчетная высота углового шва — длина перпендикулярной линии, проведенной из точки наибольшего проплавления в месте сопряжения свариваемых частей к гипотенузе наибольшего прямоугольного треугольника, вписанного во внешнюю часть углового шва. | |
| a — толщина углового шва (g + p). |
Видимые сварные швы на чертеже изображаются основной линией, а невидимые — штриховой:
Обозначение шва на чертеже
Дефекты группы 2 – Поры
Порами в сварном шве называют полости, заполненные газами. Возникают в жидком металле шва вследствие интенсивного газообразования, при котором не все газовые пузырьки успевают выйти наружу до затвердевания сварного шва. Размеры пор, образующихся в металле, бывают как микроскопические, так и достигающие нескольких миллиметров. В сварном шве, помимо одиночных пор, могут возникать и скопления пор, а иногда даже раковины и свищи. Они могут быть округлой или вытянутой формы, а их размеры зависят от размеров пузырьков образовавшихся газов.
Причины образования пор в сварных швах следующие:
- низкое качество зачистки свариваемых кромок и присадочной проволоки от загрязнений (окалины, ржавчины, масел и т.п.)
- большая скорость сварки, при которой газы не успевают выйти наружу
- повышенное содержание углерода в основном металле и присадочном материале
- повышенная влажность (например: сварка при сырой погоде, что отразится на состоянии электродных покрытий, флюса и т.д.)
Наличие пористости в сварном соединении снижает механические свойства металла (прочность, ударную вязкость и т.п.), а также герметичность изделия.
Участок сварочного шва, в котором присутствуют поры, подлежит переварке с предварительной механической зачисткой или строжкой с последующей механической обработкой.
Газовая полость
Газовая полость (200;А) – полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металлеили
– полость произвольной формы, без углов, образованная газами, задержанными в расплавленном металле
Газовые полости образуются в сварочной ванне в виде пузырьков газа (водород, азот, окиси углерода и др.) которые застывают в металле при кристаллизации металла во время сварки.
Отличие газовой полости от газовой поры в форме т.е. пора имеет практически правильную шаровидную форму, а газовая полость имеет форму как указано на рисунке выше.
Газовая пора
Газовая пора (2011; Аа) – несплошность, образованная газами, задержанными в расплавленном металле. Имеет, как правило, сферическую формуили
– газовая полость обычно сферической формы (ГОСТ 30242 – 97)
Равномерно распределенная пористость
Равномерно распределенная пористость (2012) – группа газовых пор, распределенных равномерно в металле сварного шва. Следует отличать от цепочки пор (2014)
Скопление пор
Скопление пор (2013) – группа газовых полостей (три или более), расположенных кучно с расстоянием между ними менее трех максимальных размеров большей из полостей
Цепочка пор
Цепочка пор (2014) – ряд газовых пор, расположенных в линию, обычно параллельно оси сварного шва, с расстоянием между ними менее трех максимальных размеров большей из пор
Продолговатая полость
Продолговатая полость (2015; Ab) – несплошность, вытянутая вдоль оси сварного шва. Длина несплошности не менее чем в два раза превышает высоту.
Свищ
Свищ (2016; Ab) – трубчатая полость в металле сварного шва, вызванная выделением газа. Форма и положение свища определяются режимом затвердевания и источником газа. Обычно свищи группируются в скопления и распределяются елочкой.
Свищ образуется при случайных коротких замыканиях вольфрамового электрода или резком обрыве дуги, а также в результате неправильного гашения дуги при ручной и автоматической сварке.
Возможной причиной развития свища чаще всего является некачественная подготовка поверхности и присадочной проволоки под сварку.
Дефект обнаруживается визуально и подлежит переварке.
Исправить такой дефект можно только после полного удаления металла шва на этом участке.
Поверхностная пора (2017) – газовая пора, которая нарушает сплошность поверхности сварного шва
Усадочная раковина (202; R) – полость, образующаяся вследствие усадки во время затвердевания
Кратер
Кратер (2024; К) – усадочная раковина в конце валика сварного шва, не заваренная до или во время выполнения последующих проходовили
– дефект сварного шва, который образуется в виде углублений в местах резкого отрыва дуги в конце сварки. В углублениях кратера могут появляться усадочные рыхлости, часто переходящие в трещины.






Кратеры обычно появляются в результате неправильных действий сварщика. При автоматической сварке кратер может появляться в местах выводных планок, где обрывается сварочный шов. Кратеры уменьшают рабочее сечение сварочного шва, то есть снижают его прочность. Кроме того, в кратерах могут возникать усадочные рыхлости, которые способствуют образованию трещин. Кратеры вырубают до основного металла, зачищают и заваривают.
Необходимость обозначений
Современные металлоконструкции состоят из множества разных по формам и размерам элементов. Чтобы они соответствовали всем требованиям ГОСТов, то создавать их необходимо по предварительно разработанной конструкторской документации.
Обозначение сварных швов на чертежах позволяет узнать полный перечень их технических характеристик:
- тип материалов, необходимых для создания качественных стыков;
- геометрические размеры швов и оптимальные параметры допусков;
- технологии сваривания;
- размер и форму наплавки;
- герметичность стыков и прочностные свойства;
- условия и очередность процесса сваривания и другие особенности.
Не только при изготовлении металлоизделий необходимо обозначение сварочных швов, проверки готовых конструкций на прочность и целостность стыков также требует наличия чертежей. Осуществляющие контроль сотрудники геометрические параметры каждого соединения сравнивают с показателями из конструкторской документации.
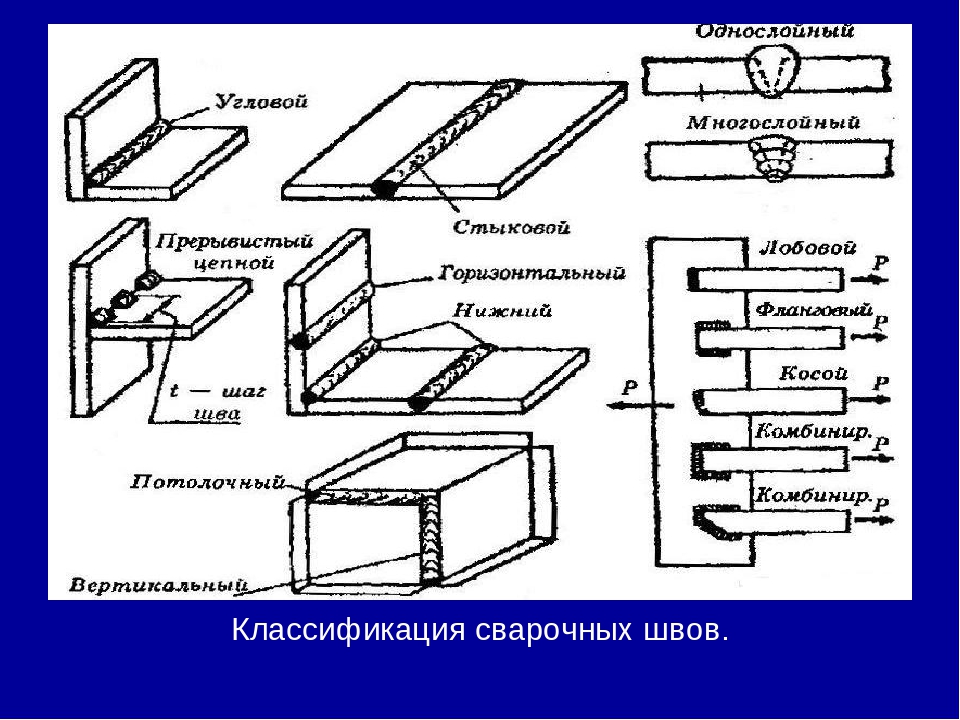
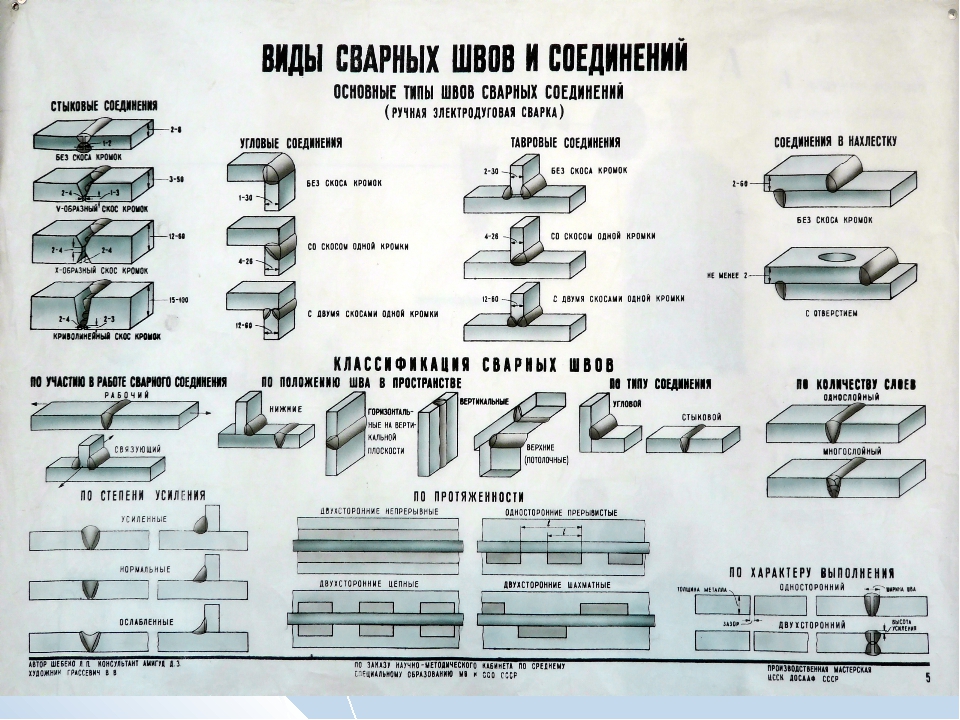
Какие бывают сварочные швы и соединения, классификация
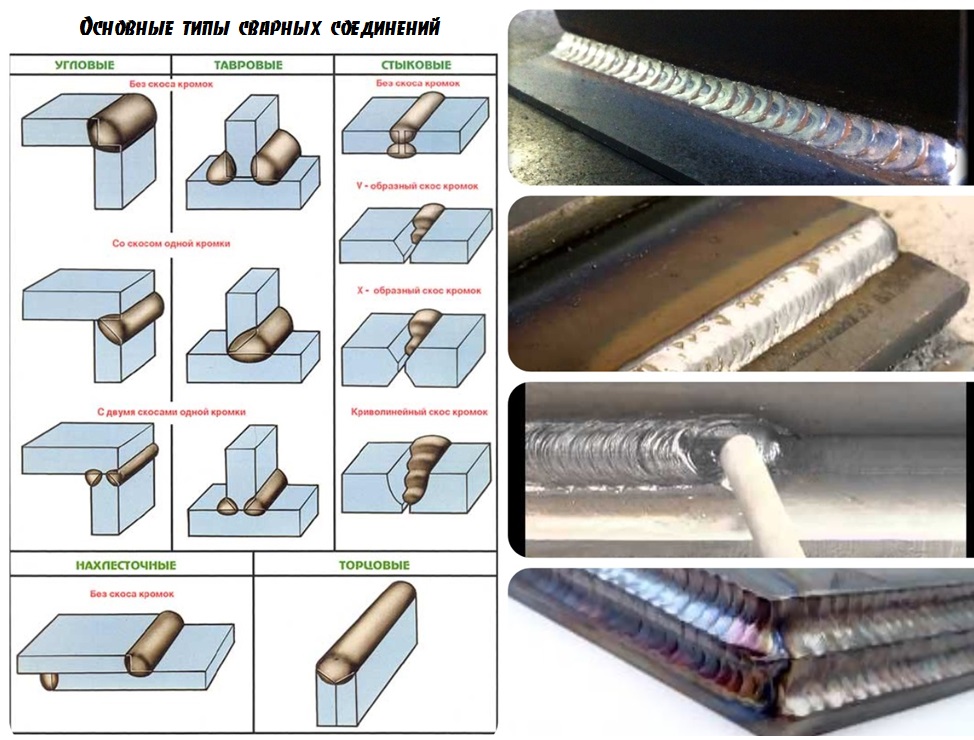
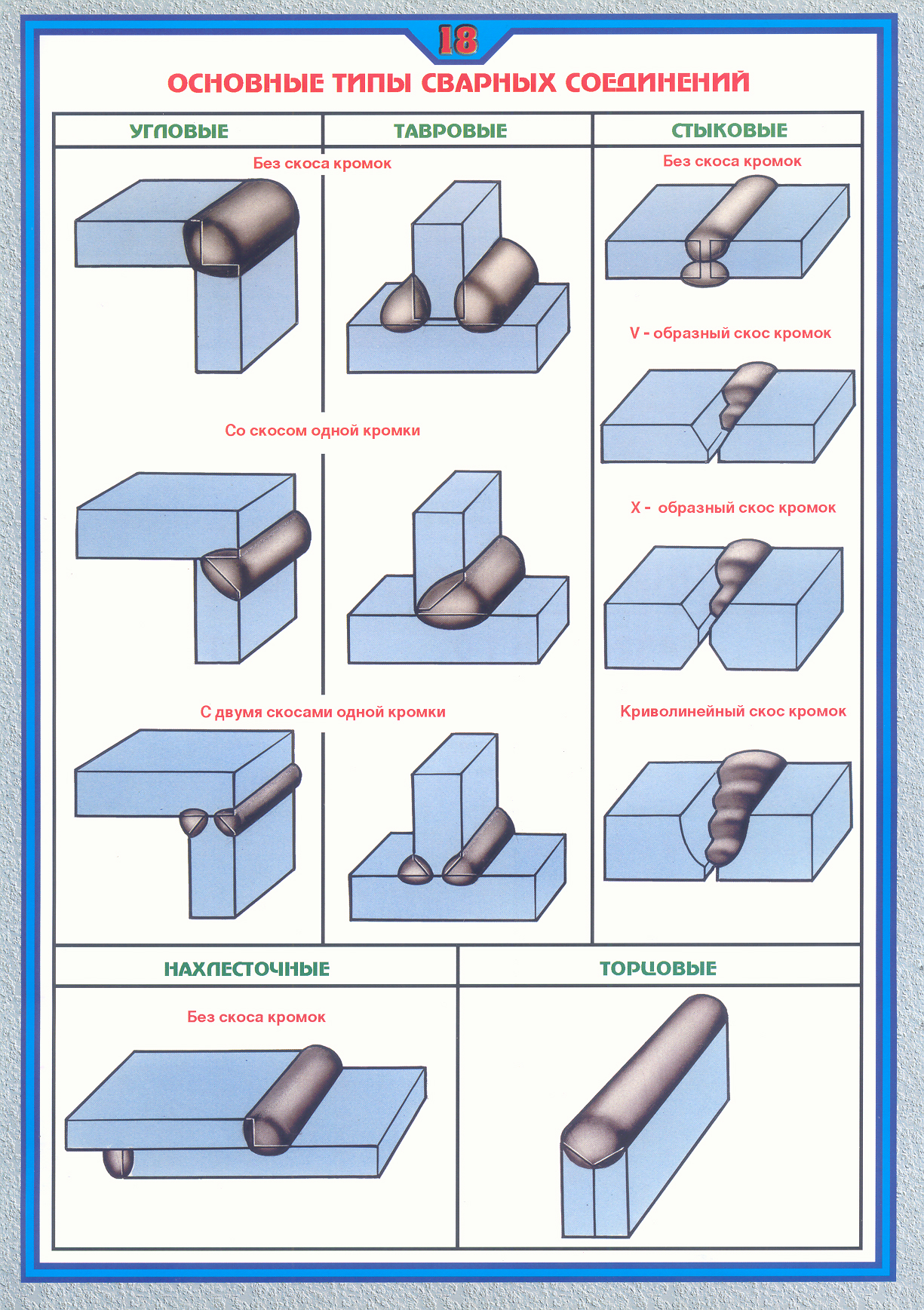
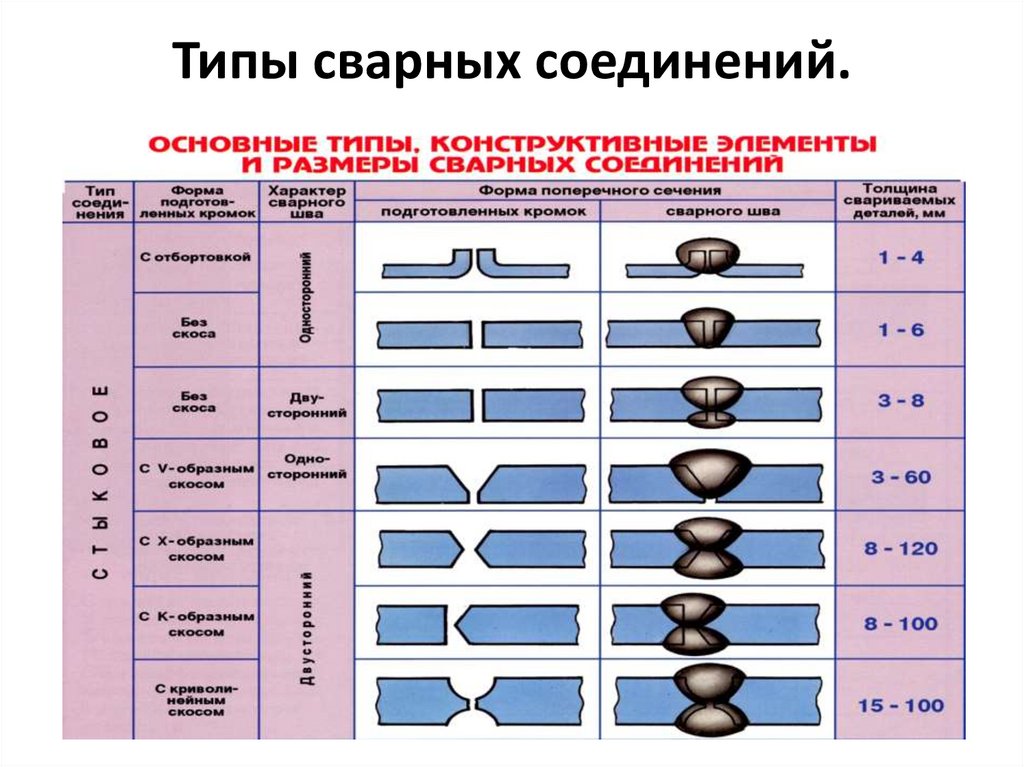
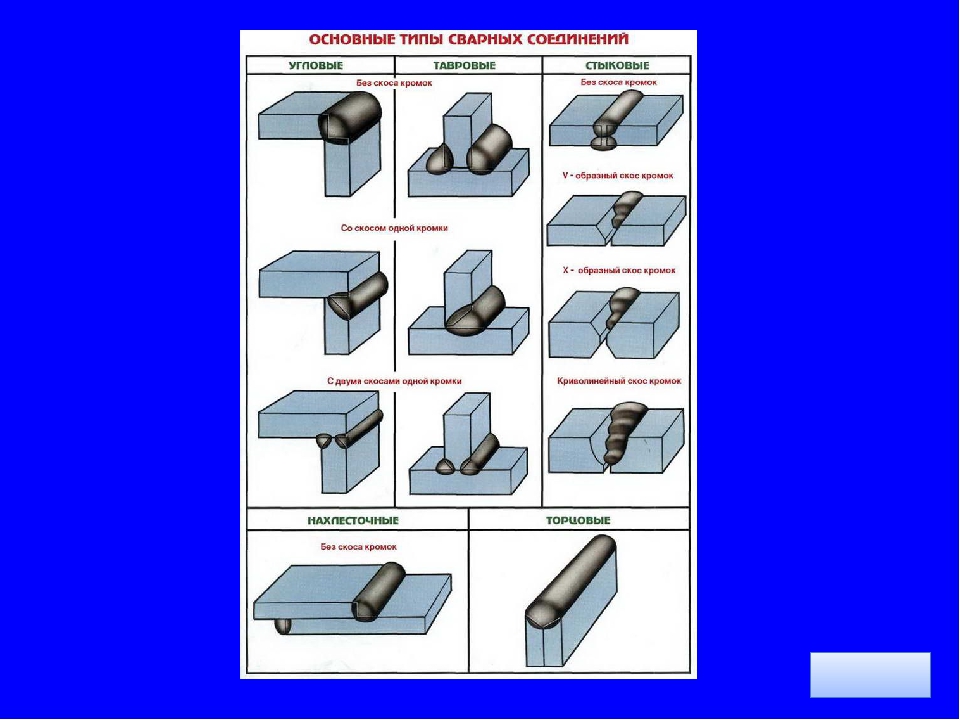
В таблице 1 приведены основные типы сварочных соединений, сгруппированные по форме поперечного сечения.
№ п/п | Сварные соединения и швы | Особенности расположения | Основное применение | Примечание |
| 1 | Стыковые | Соединяемые детали, элементы находятся в одной плоскости. | Сварка конструкций из листового металла, резервуаров и трубопроводов. | Экономия расходных материалов и времени на сварку, прочность соединения. Тщательная подготовка металла и выбор электродов. |
| 2 | Угловые | Соединяемые детали, элементы расположены под любым углом относительно друг друга. | Сварка емкостей, резервуаров. | Максимальная толщина металла 3 мм. |
| 3 | Нахлесточные | Параллельное расположение деталей. | Сварка конструкций из листового металла до 12 мм. | Большой расход материала без тщательной обработки. |
| 4 | Тавровые (буквой Т) | Торец одного элемента и боковая часть другого находятся под углом | Сварка несущих конструкций. | Тщательная обработка вертикального листа. |
| 5 | Торцовые | Боковые поверхности деталей примыкают друг к другу | Сварка сосудов без давления | Экономия материала и простота исполнения |
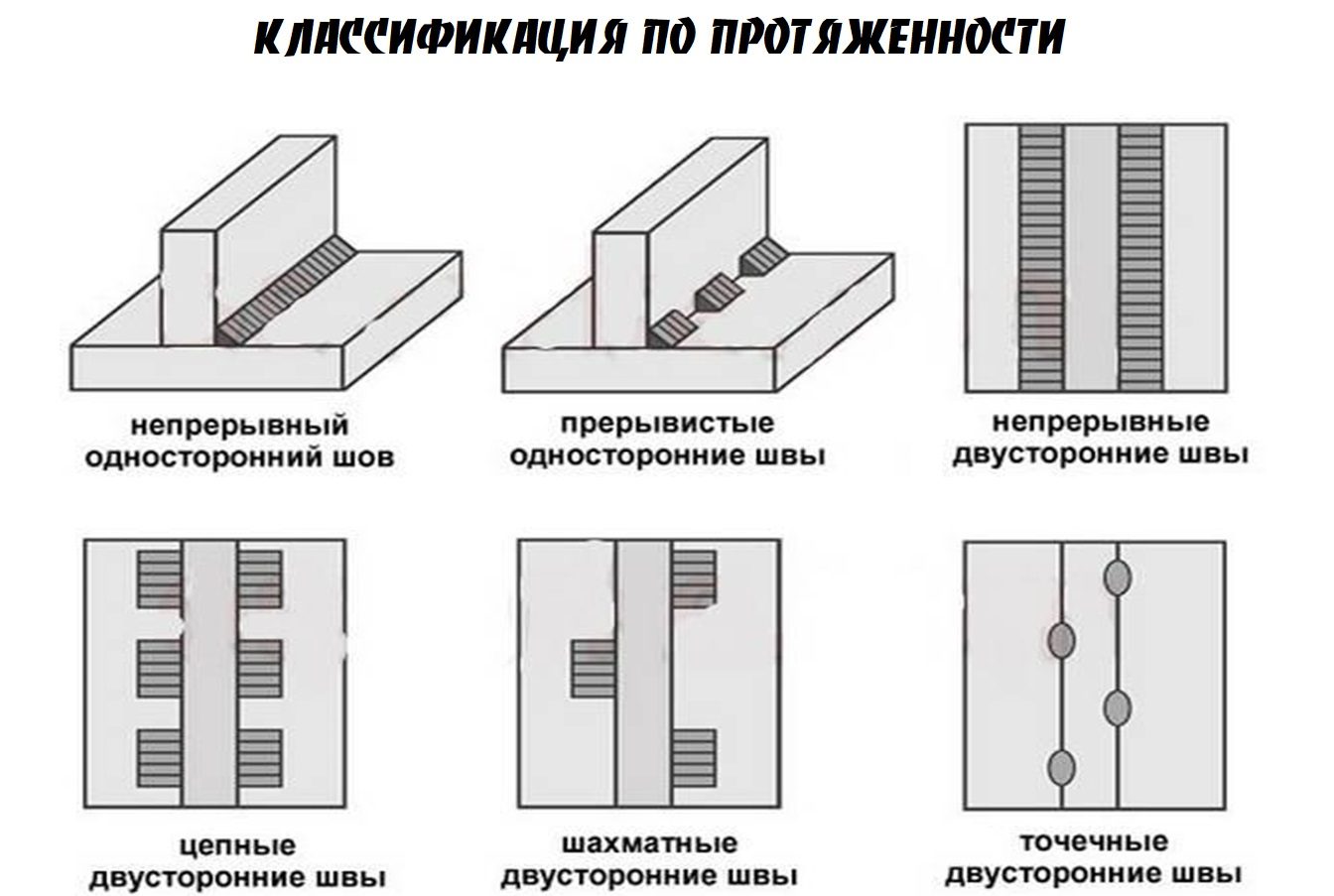
По способу выполнения:
- Двухсторонние – сварка с двух противоположных сторон с удалением корня первой стороны;
- Однослойные – выполнение за один «проход», с одним наплавленным валиком;
- Многослойные – число слоев равно числу «проходов». Применяется при большой толщине металла.
По степени выпуклости:
- Выпуклые – усиленные;
- Вогнутые – ослабленные;
- Нормальные – плоские.
На выпуклость шва влияют используемые сварочные материалы, режимы и скорость сварки, ширина разделки кромок.
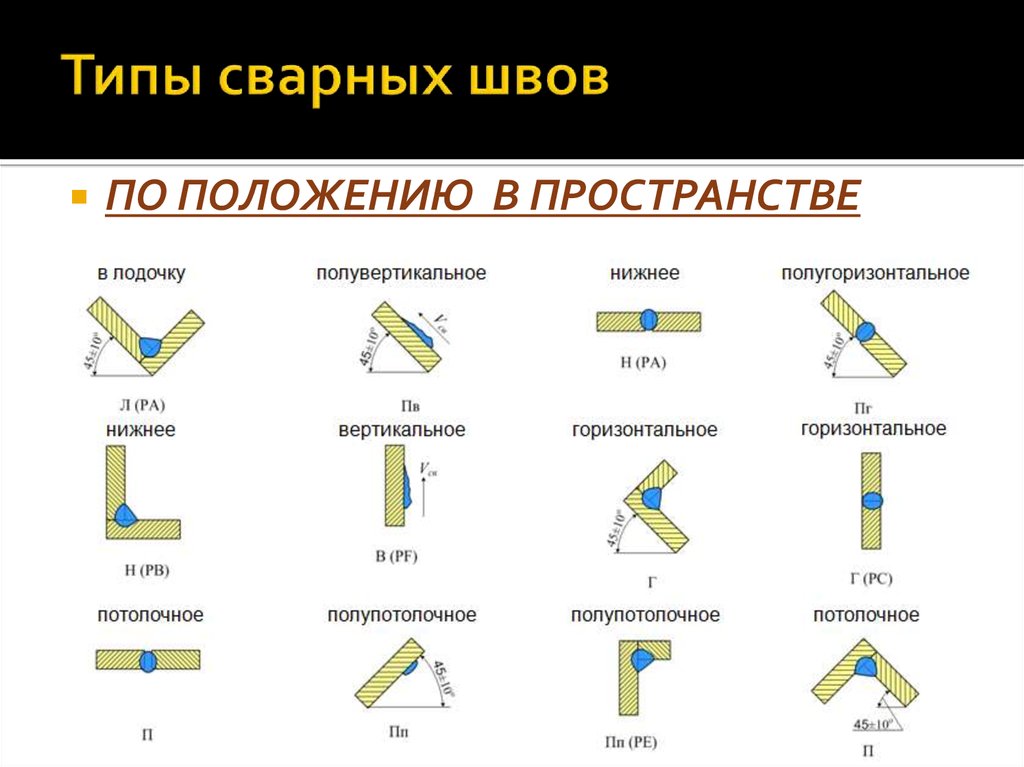
По положению в пространстве:
- Нижние – сварка ведется под углом 0° – наиболее оптимальный вариант, высокие производительность и качество;
- Горизонтальные – сварка ведется под углом от 0 до 60° требуют повышенной
- Вертикальные- сварка ведется под углом от 60 до 120° квалификации сварщика;
- Потолочные – сварка ведется под углом от 120 до 180° – наиболее трудоемкие, небезопасные, сварщики проходят специальное обучение.
- Сплошные – самые распространенные;
- Прерывистые – негерметичность конструкции.
По направлению действующего усилию и вектору действия внешних сил:
- фланговые – вдоль оси сварного соединения;
- лобовые – поперек оси сварного соединения;
- комбинированные – сочетание фланговых и лобовых;
- косые –под некоторым углом к оси сварного соединения.
Виды швов зависят также от толщины рабочего материала и от длины самого стыка:
- короткие – не > 25 см, при этом сварка производится способом «за один проход»;
- средние – длиной < 100 см – используется обратно-ступенчатый способ сварки, при этом строчка разбивается на малые отрезки длиной в 100-300 мм;
Все протяженные швы обрабатываются обратно-ступенчатым способом, от центра к краям.
По пространственному положению
Последующая классификация швов и соединений осуществляется по месту наложения в пространстве. Их делят на:
- Нижнее. Часто встречается на заводах и крупных производствах. Обеспечивает равномерное распределение расплавленного металла, с минимальным количеством потеков и наплывов. Чтобы сваривать большие изделия в нижнем положении применяются вращающиеся кондукторы. Электрод или горелка всегда направлен сверху вниз. Так можно выполнять все виды стыков по способу соприкосновения друг с другом (углом, внахлестку, и т. д.).
- Вертикальное. Отличается повышенной сложностью и требует определенных навыков. Применяется при сварке труб (прохождении швов по бокам) или скреплении больших конструкций, за невозможностью перевернуть их для нижнего положения. Требует большего времени для наложения шва, меньшей силы тока, и прерывистой дуги, для предотвращения потеков. Электрод направляется снизу вверх. Так же ведется и сварка.
- Горизонтальное. Используется при соединении вертикальных труб или листов металла. Чревато потеками при медленном ведении шва, или не проваренными местами при быстром проходе. Для удобства стороны выставляются со смещением в 1 мм, чтобы образовалась «ступенька» для задержки накладываемого металла. После наложения шва разницу в выступлении поверхностей на 1 мм не видно.
- Потолочное. Самое трудное для сварщиков, но доступное после того, как специалист освоит вертикальный метод. Шов наносится прерывистой дугой, на меньшей силе тока. Используется при сварке труб, когда возможность провернуть изделие отсутствует. Активно применяется на строительных площадках в монтаже потолочных швеллеров и балок.
Вид свариваемых деталей
При сварке различают следующие виды свариваемых деталей лист — Л (Р), труба — Т (Т), стрежень — (С) и их сочетания между собой лист с трубой (Л + Т), трубы с отводом (Т + О), трубы с трубой через муфту (Т + М + Т), лист со стержнем (Л+С).
Под понятием «труба» подразумеваются также детали замкнутого полого профиля, таких как: штуцер, патрубок, обечайка, корпус коллектора и пр. Под понятием «стержень » подразумеваются детали круглого и многогранного сплошного сечения, гладкие и с периодическим профилем.
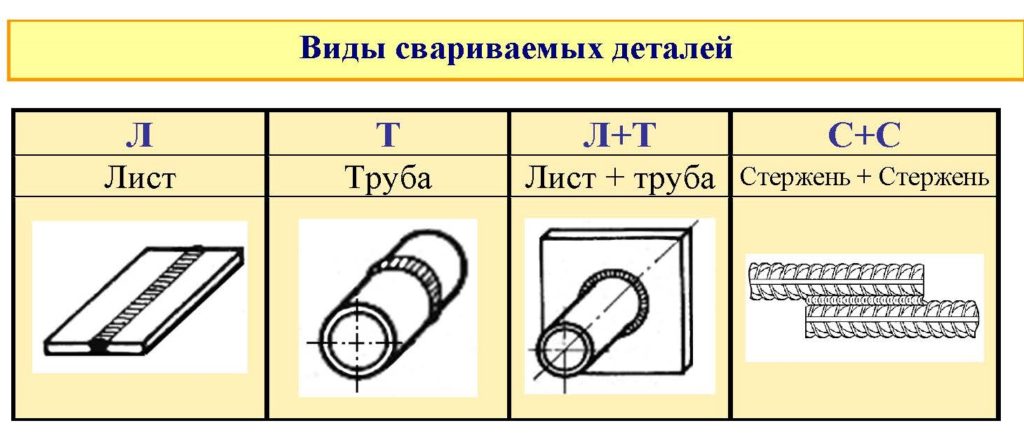 Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
Виды свариваемых деталей Л -лист, Т — Труба, Л+Т Лист +Труба, С — Стержень
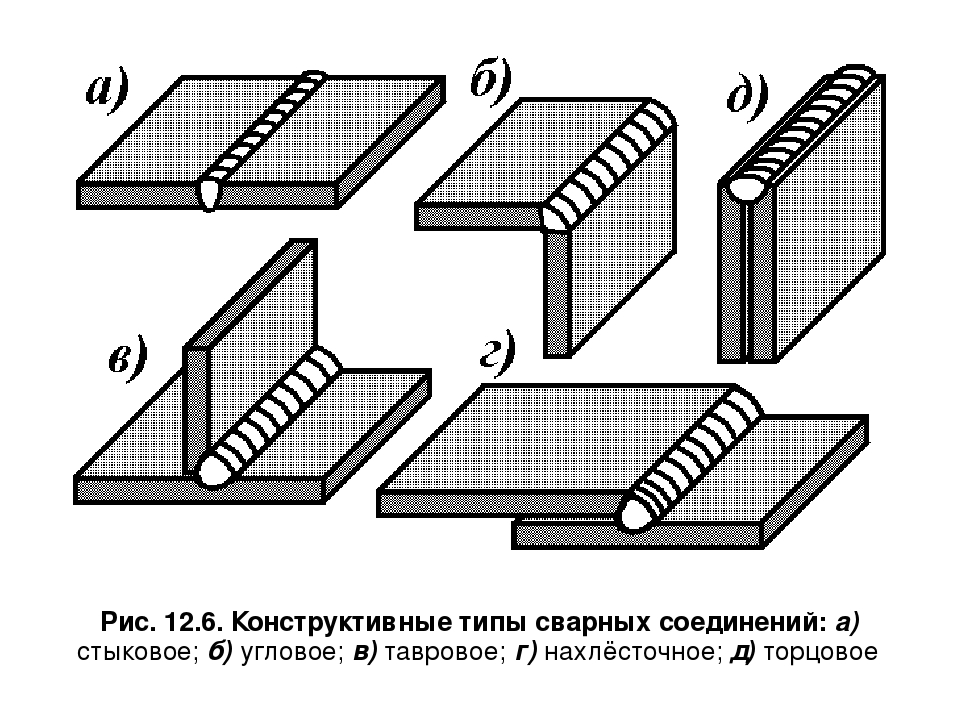
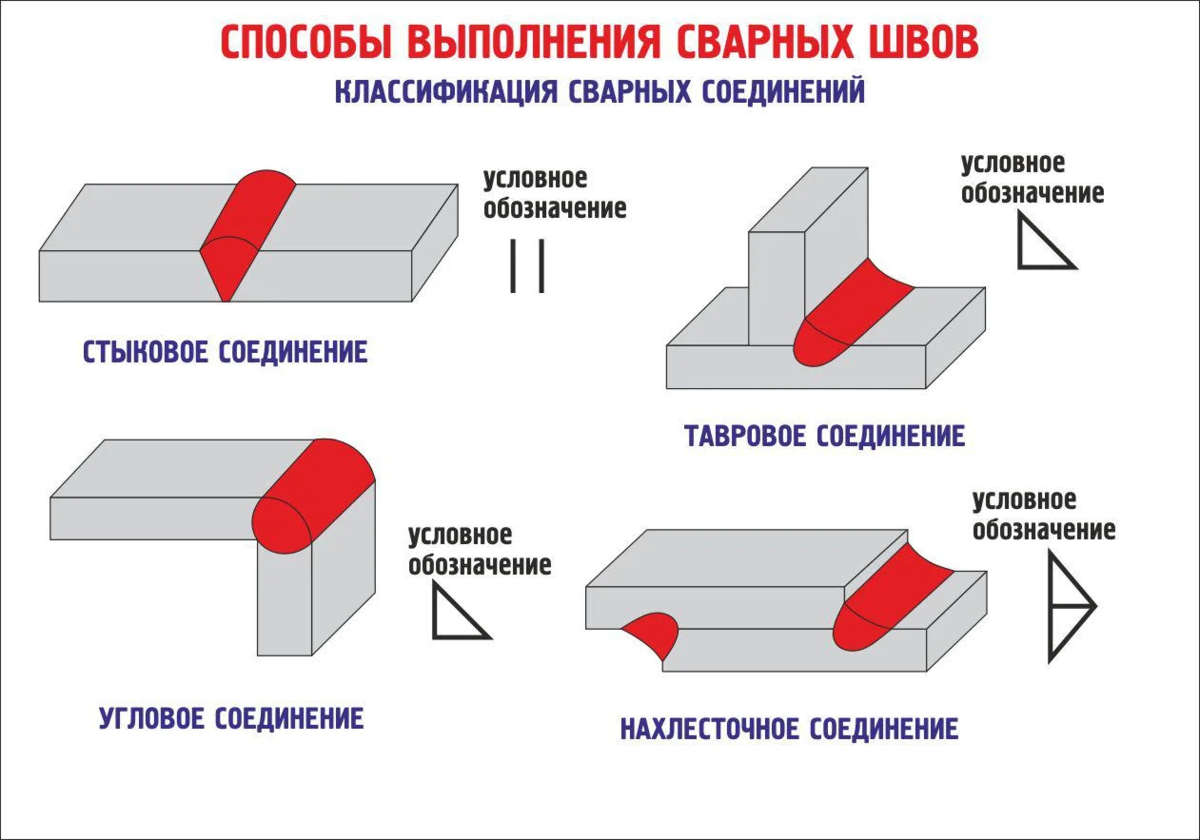
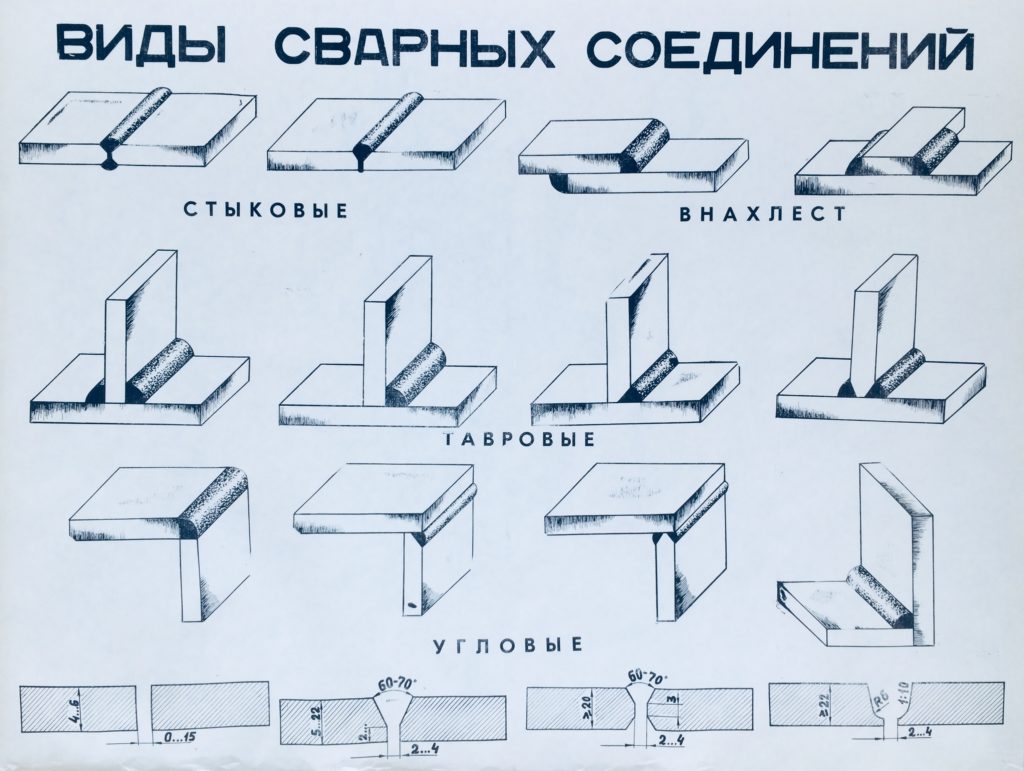
Виды соединений
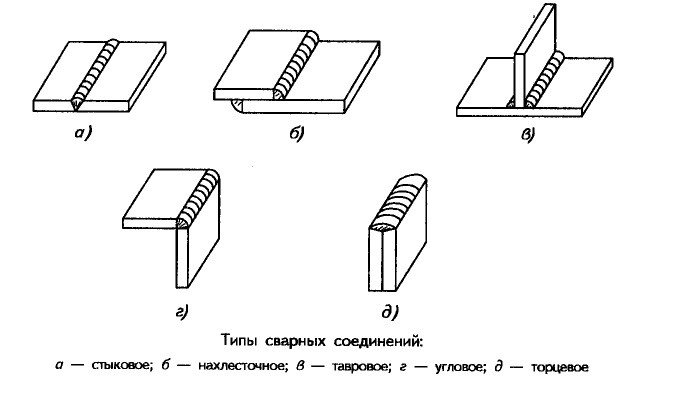
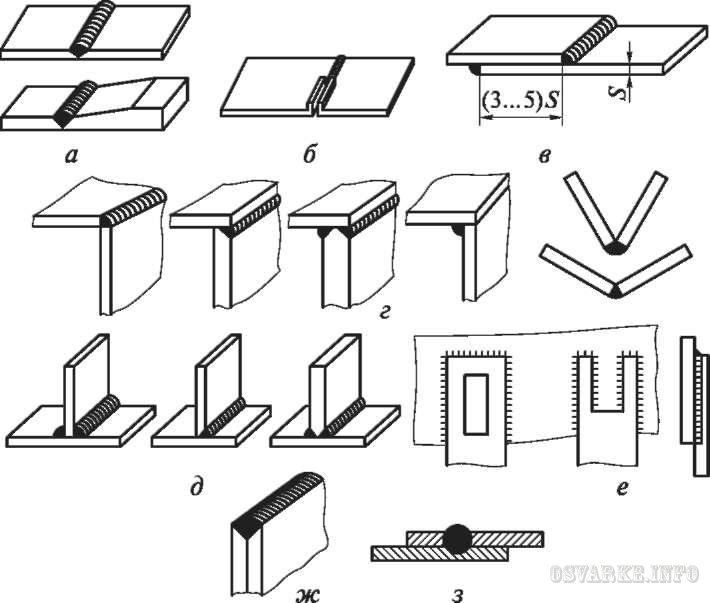
Стыковое соединение — сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями и расположенных в одной плоскости или на одной поверхности (рис. 2). Поверхности элементов могут быть несколько смещены при соединении листов разной толщины (см. рис.2, б).
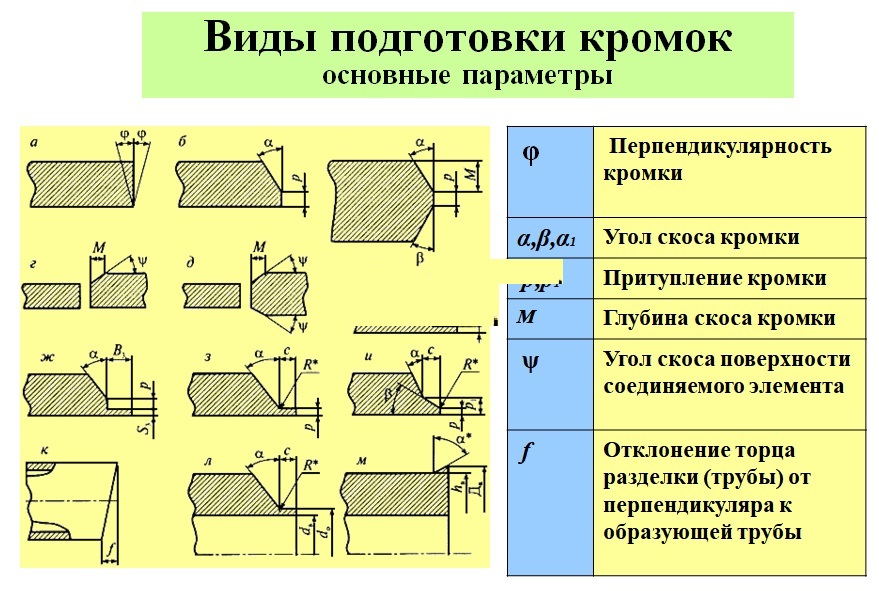 Рис. 2. Стыковые соединения
Рис. 2. Стыковые соединения
Угловое соединение — сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев (рис. 3).
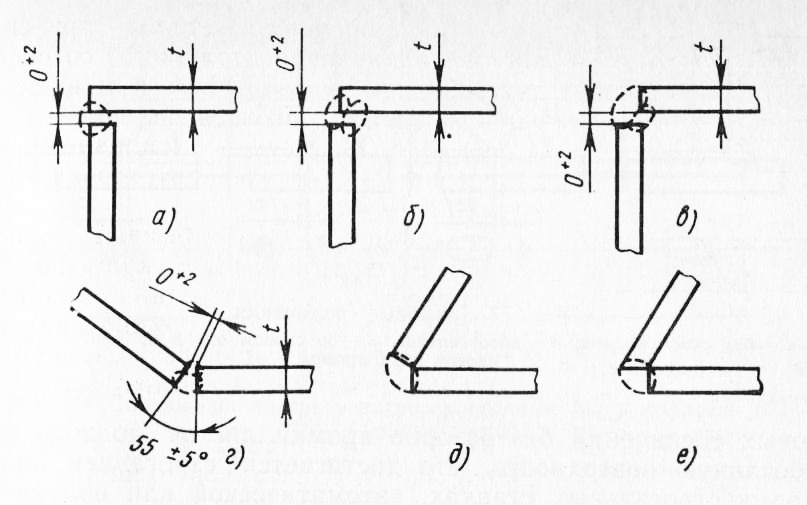 Рис. 3. Угловые соединения
Рис. 3. Угловые соединения
Тавровое соединение — сварное соединение, в котором торец одного элемента примыкает под углом и приварен к боковой поверхности другого элемента (рис. 4).
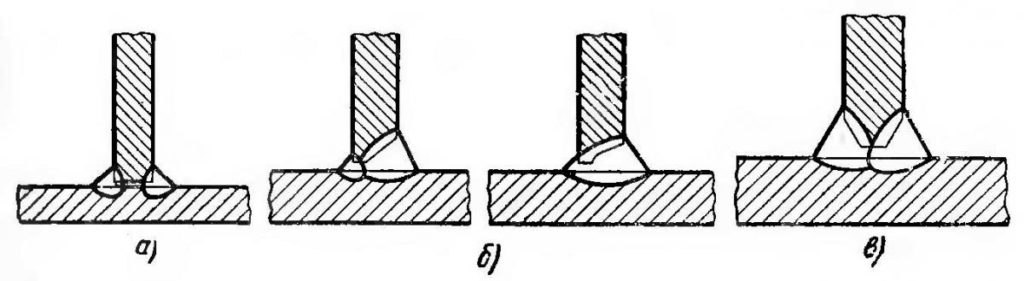 Рис. 4. Тавровое соединение
Рис. 4. Тавровое соединение
Нахлесточное соединение — сварное соединение, в котором сваренные элементы расположены параллельно и частично перекрывают друг друга (рис. 5, а, б). Отсутствие опасности прожогов при сварке облегчает применение высокопроизводительных режимов сварки. Применение нахлесточных соединений облегчает сборку и сварку швов, выполняемых при монтаже конструкций (монтажных швов).
Торцовое соединение — сварное соединение, в котором боковые поверхности сваренных элементов примыкают друг к другу (рис. 5, е).
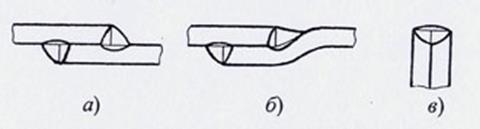 Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
Рис. 5. Нахлесточные (а, б) и торцовое соединения (в)
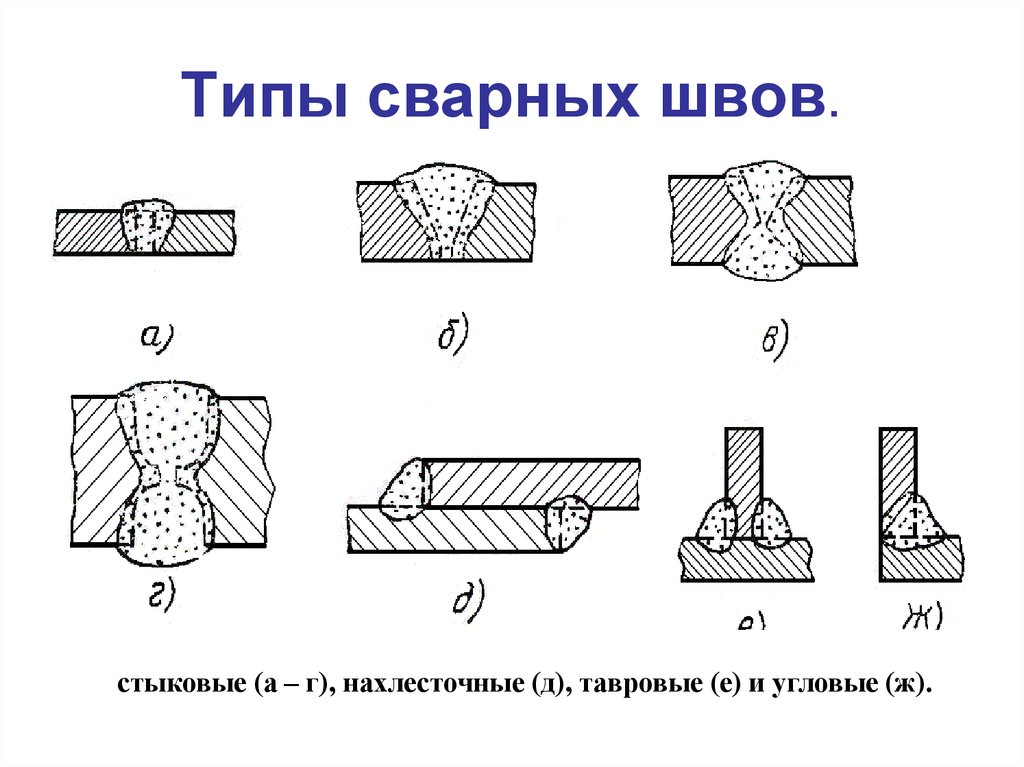
Сварные швы подразделяют по разным признакам: по типу шва, по протяженности, по способу выполнения, по пространственному положению и по форме разделки кромок.
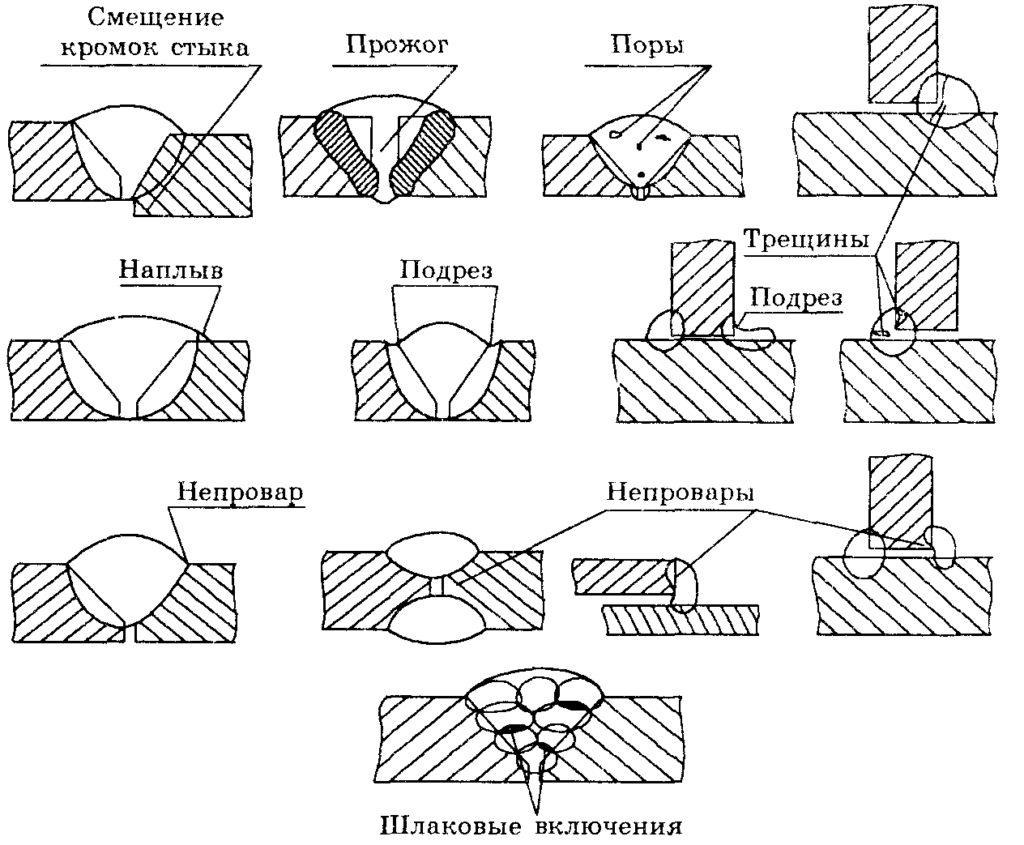
Брак и швейные дефекты
Самый частый дефект в работе новичка – кривой шов с неровным заполнением. Такая картина – результат неравномерного ведения электрода, он буквально пляшет в руках юного мастера. Здесь вам понадобятся упорство и труд: с опытом все это проходит без следа. Вторая по частоте ошибка – неверный выбор силы тока или длины дуги, после чего остаются «подрезы» или неровное заполнение. При одних дефектах больше страдает эстетика, при других – прочность.
В каких случаях появляется непровар:
- Некачественная обработка (или отсутствие таковой) кромок поверхностей;
- Слишком слабая сила тока;
- Слишком быстрое движение электрода.

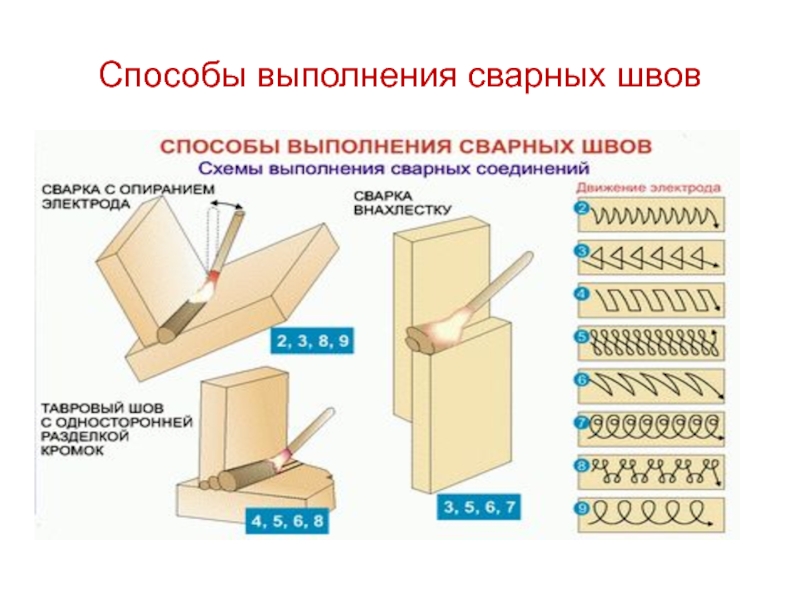
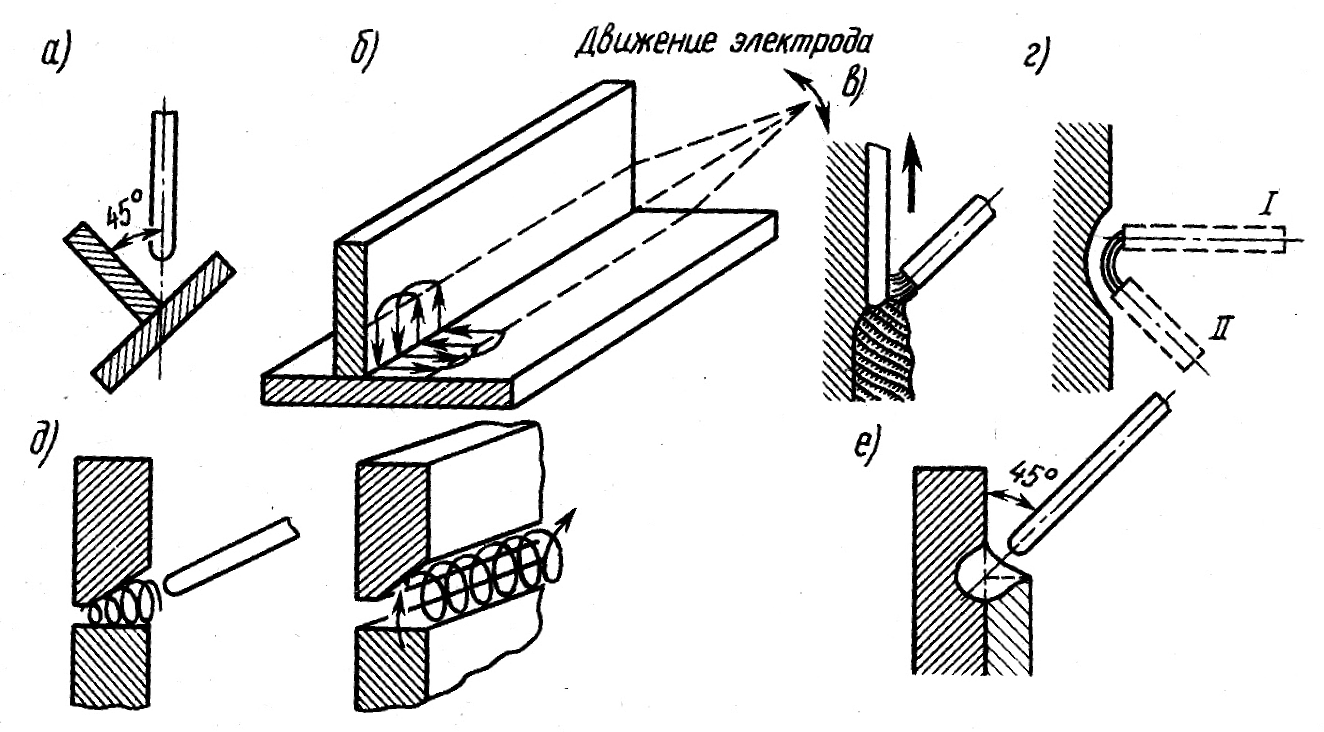
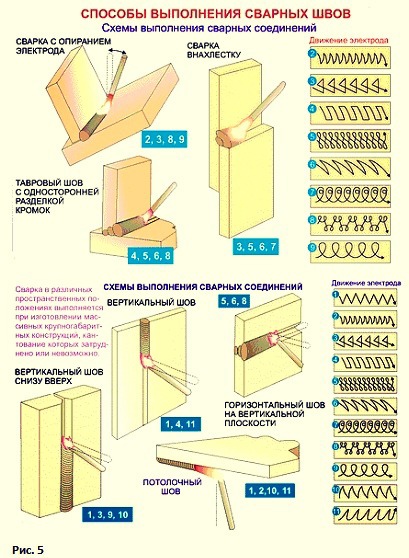
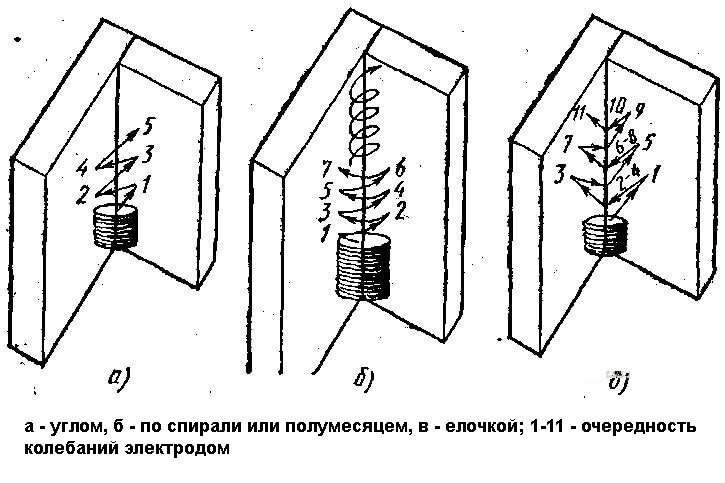
Примеры схем движения электрода.
Прожог – банальная дырка в шве по следующим причинам:
- Широкий зазор между краями;
- Слишком большая сила тока;
- Низкая скорость движения электрода
И здесь ищем оптимальное соотношение трех составляющих: тока, ширины зазора, движения электрода.
Поры и наплывы – множественные отверстия малого размера. Это критический дефект, влияющий на прочность соединения.
Причины:
- Грязь и ржавчина на металле;
- Попадание кислорода к расплавленному металлу (при сквозняке);
- Некачественная обработка кромок;
- Электроды низкого качества;
- Использование присадочных проволок;
Трещины – серьезные нарушения целостности швов. Появляются после остывания металла и по своей сути являются предвестниками разрушения самого шва. В данном случае спасет только новая сварка или полное удаление старого шва и повторное накладывание нового.
Изображение соединений при разных типах сварки
В зависимости от типа используемой сварочной технологии по-разному изображаются виды сварных швов и соединений, их обозначения на чертежах указаны в таблице.
| Способ выполнения сварки | Как на чертеже показать сварку |
| Для изготовления конструкции используется сварка с применением автоматического аппарата. Выполняется под слоем флюса, предварительная проварка стыка не требуется. Подкладки или подушки в работе не используются | А |
| Сварка под флюсом с помощью автоматической установки с использованием специальной подушки с флюсовой основой | Аф |
| Соединение деталей должно происходить в среде инертного газа. Работы проводятся вольфрамовым тугоплавким электродом. Технология не требует использования дополнительного присадочного материала | ИН |
| Элементы соединяются вольфрамовым электродом посредством сварки в инертных газах с применением присадочного металла | ИНп |
| В среде инертного газа свариваются друг с другом детали с помощью плавящегося электрода | ИП |
| Сварочные работы проводятся в среде защитного газа, для этого используется углекислый газ | УП |
| Применять нужно газосварочную технологию | Г |
| Соединение элементов электродуговым методом | Э |
| Выполнять работы необходимо с применением защитного газа | З |
Создание чертежей с применением САПР
Практически все чертежи, по которым в дальнейшем с помощью сварочных технологий изготавливаются разнообразные металлоконструкции, выполняются с использованием специального программного обеспечения (САПР). Автоматизация процесса создания технических схем позволяет разработчикам существенно сэкономить время на составление проектной документации.

Благодаря САПР конструкторы быстро и с максимальной точностью наносят все сварочные швы на чертежах, обозначение их также выполняется соответственными программными комплексами, которые способны не только моделировать самые сложные металлоизделия, но практически мгновенно проводить самые сложные расчеты сварочных соединений за счет подбора готовых инженерных решений в специализированных встроенных библиотеках.
В настоящее время конструкторам предложено большое количество разных продуктов, из числа которых наиболее эффективными и востребованными являются следующие программные комплексы:
- Kompas;
- AutoCAD;
- SolidWorks.
Например, за считанные секунды Компас находит любые необходимые сварочные чертежи, и их расшифровка сразу же высвечивается на мониторе без необходимости тратить время на поиск дополнительных источников.
Бесспорно, профессиональный конструктор должен уметь вручную выполнять технические схемы и тем более знать, как на чертеже обозначается сварка. Но при этом производительность работ будет намного выше, если в процессе оформления документации использовать специализированные программы.
С помощью программных комплексов разрабатывать можно не только агрегаты и узлы сварных конструкций, но также осуществлять расчеты максимально допустимых нагрузок в процессе их эксплуатации. В свою очередь это позволяет специалистам еще на стадии разработки проектов применять правильные решения в отношении конструктивных особенностей металлоизделий, исключая при этом образование неточностей из-за неточного подбора сварных технологий и в частности типов соединительных стыков.
Все современные автоматизированные программы, предлагаемые инженерам-конструкторам, разработаны с максимальным соответствием установленных техническими регламентами и нормативно-правовыми документами требований.
Умение использовать обозначение швов сварных соединений на чертежах и в частности создавать схемы в автоматизированном режиме с помощью САПР позволяет корректно и безошибочно составить документацию и обеспечить условия успешного изготовления изделий из металла посредством проведения сварочных работ.
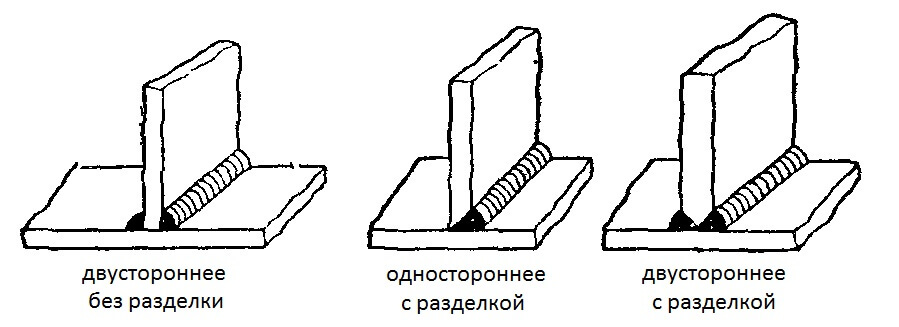
Разделка кромок под сварку
Для создания прочного и качественного сварного шва кромки соединяемых изделий проходят необходимую подготовку и им придается определенная форма (V, X, U, I, K, J, Y – образная). Во избежание прожога подготовку кромок можно выполнять при толщине металла не менее 3 мм.
Порядок подготовки кромок:
- Очищение краев металла от ржавчины и загрязнений;
- Снятие фасок определенного размера – в зависимости от способа сварки;
- Величина зазора – в зависимости от типа сварных соединений.
Параметры подготовки кромок:
- Угол разделки кромок – α;
- Зазор между кромками –b;
- Притупление кромок –c.
В таблице 2 приведены особенности подготовки кромок в зависимости от толщины металла.
Таблица 2
| №,п/п | Толщина металла, мм | Разделка кромки | Угол, α | Зазор b,мм | Притупление кромок c, мм |
| 1 | 3-25 | Односторонняя V-образная | 50 | – | – |
| 2 | 12-60 | Двухсторонняя X-образная | 60 | – | – |
| 3 | 20-60 | Односторонняя, двухсторонняя U-образная | – | 2 | 1-2 |
| 4 | >60 | I-образная | – | – | – |
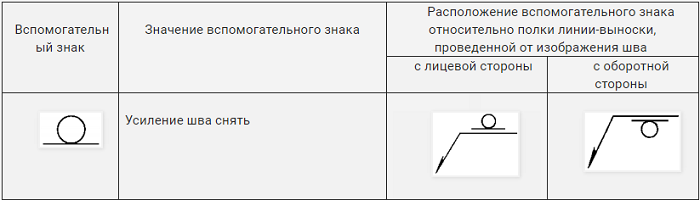
Термин усиление шва снять что значит?
По названию сложно сразу понять, что это значит — «усиление шва». Так, в специальной литературе этот термин расшифровывается, как часть наплавленного металла, образующая выпуклость.
А вот обозначение на чертеже «усиление шва снять» (незакрашенный круг на горизонтальной линии, ГОСТ 2.312-72 ЕСКД) предполагает, что этот самый бугорок нужно устранить. Чаще всего он зачищается болгаркой. Но стоит не забывать, что усиления на угловых и стыковых сварных областях нужно снимать не одним и тем же способом. На угловых, к примеру, должен остаться катет, хотя на стыковых наплавах предполагается снятие всего, что выступает над поверхностью соединяемых материалов.
 Обозначение снятия усиления сварного шва
Обозначение снятия усиления сварного шва
Снятие усиления сварного соединения может маркироваться также маленькими буквами английского алфавита, где:
- a — это увеличение длины, предполагающее лобовое наложение части.
- b — обозначает увеличение рабочей длины (или высоты) у катета, при котором располагается угловой шов.
- с — это внутреннее угловое наплавление, измеряющееся по высоте с учетом наличия дополнительных технологических элементов, наплавки или особых параметров лобовых частей.
Система обозначений позволяет лучше понять не только особенности варки, но также материалов, а также конструкций из них, с которыми предстоит работать.
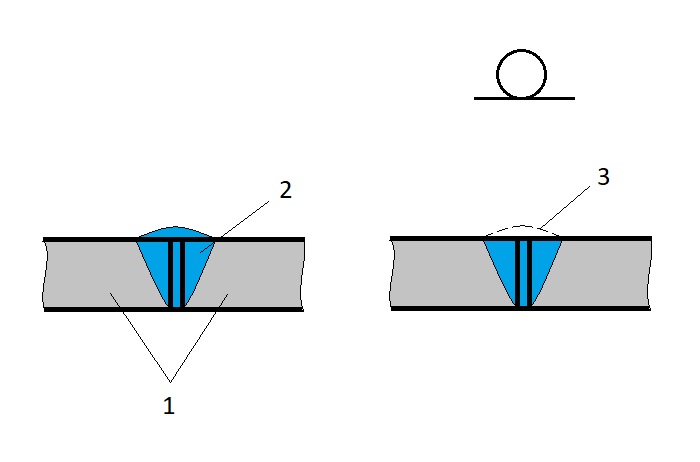 Снятие сварного шва: 1 — свариваемые детали; 2 — сварной шов; 3 — материал, удаляемый при обработке
Снятие сварного шва: 1 — свариваемые детали; 2 — сварной шов; 3 — материал, удаляемый при обработке
Измерение глубины подреза сварного шва
В большинстве случаев измерение подрезов сварных швов производится с помощью:
- специального прибора (глубиномера);
- универсального шаблона сварщика УШС-3, УШС-4.
Прибор для измерения глубины подреза сварного шва
Прибор для измерения глубины подреза сварного шва представляет собой опорное основание 1 в котором закрепляется индикатор часового типа со специальным наконечником индикатора. Путем установки основания на ровную поверхность необходимо выставить 0 на индикаторе, после чего прибор передвинуть к месту измерения и установить наконечник индикатора в канавку. Размер устанавливается значением на шкале индикатора.
Кстати, конструкция прибора предусматривает два типа наконечников:
- с углом 45° – для измерения глубины подреза, углублений между валиками и чешуйчатости, вогнутости корня шва;
- плоский – для измерения высоты усиления сварного шва, выпуклости корня шва, смещение кромок свариваемых деталей.
Измерение глубины подреза сварного шва универсальным шаблоном сварщика (УШС-3; УШС-4)
Измерение подреза при помощи универсального шаблона сварщика производится путем установки указателя 1 в канавку. Размер определяется напротив риски 2 по шкале 3.
Принципиального отличия в методах проведения контроля нет, поэтому чем измерить подрез сварного шва зависит только от наличия того или иного мерительного инструмента.
УПРОЩЕНИЯ ОБОЗНАЧЕНИЙ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
3.1. При наличии на чертеже швов, выполняемых по одному и тому же стандарту, обозначение стандарта указывают в технических требованиях чертежа (запись по типу: «Сварные швы… по…») или таблице.
3.2. Допускается не присваивать порядковый номер одинаковым швам, если все швы на чертеже одинаковы и изображены с одной стороны (лицевой или оборотной). При этом швы, не имеющие обозначения, отмечают линиями-выносками без полок (черт.11).
Черт.11
Черт.11
3.3. На чертеже симметричного изделия, при наличии на изображении оси симметрии, допускается отмечать линиями-выносками и обозначать швы только на одной из симметричных частей изображения изделия.
3.4. На чертеже изделия, в котором имеются одинаковые составные части, привариваемые одинаковыми швами, эти швы допускается отмечать линиями-выносками и обозначать только у одного из изображений одинаковых частей (предпочтительно у изображения, от которого приведена линия-выноска с номером позиции).
3.5. Допускается не отмечать на чертеже швы линиями-выносками, а приводить указания по сварке записью в технических требованиях чертежа, если эта запись однозначно определяет места сварки, способы сварки, типы швов сварных соединений и размеры их конструктивных элементов в поперечном сечении и расположение швов.
3.6. Одинаковые требования, предъявляемые ко всем швам или группе швов, приводят один раз — в технических требованиях или таблице швов.
Сварка трубопровода
С помощью дуговой электрической сварки можно сделать горизонтальный шов, который проходит по окружности трубы и вертикальный, который проходит сбоку, А также верхний и нижний швы. Самым удобным вариантом является нижний шов.
Трубы из стали нужно проваривать встык, сваривая при этом все кромки по высоте стенок. Во время работы электрод нужно установить под углом 45 градусов — это делается для того, чтобы снизить наплывы внутри изделий. Ширина шва должна составлять 2−3 мм, высота — 6−8 мм. Если сварка идет внахлест, то здесь уже необходимая ширина 6−8 мм, а высота — 3 мм.
Непосредственно перед началом работ нужно провести подготовительные процедуры:
- Нужно очистить деталь.
- Если края трубы деформированы, то выровнять их или отрезать углошлифовальной машинкой, или по-простому болгаркой.
- Кромки, где будет проходить шов, необходимо зачистить до блеска.
После подготовки можно приступать к работе. Необходимо сваривать все стыки непрерывно, полностью проваривая. Стыки труб с шириной до 6 мм свариваются в 2 слоя, при ширине 6−12 мм в 3 слоя и при ширине стенок больше 19 мм в 4 слоя. Главная особенность заключается в постоянной очистке труб от шлака, т. е. после каждого выполненного слоя необходимо очищать его от шлака и только потом варить новый. Особую внимательность нужно проявлять при работе над первым швом, необходимо сплавить все притупления и кромки. Первый слой тщательно проверяют на наличие трещин, если они присутствуют, то необходимо их выплавить или вырубить и наварить заново.
Все последующие слои привариваются при медленном поворачивании трубы. Последний слой приваривают с ровным переходом на основной металл.
Ошибки начинающих сварщиков
Чтобы узнать, как правильно варить электросваркой, нужно рассмотреть основные ошибки, которые допускают новички:
- Слишком быстрое перемещение электрода, при этом образуется неровный шов.
- Слишком медленное перемещение шва, при этом в металле образуются дырки и прожоги.
- Слишком неровный и плоский шов. Главная ошибка здесь в угле наклона электрода.
- Непроварка металла. Это происходит потому что не был соблюден 5 мм зазор между металлом и электродом, т. е. зазор был слишком маленький.
- В обратном случае, когда зазор слишком велик — металл не проваривается.
Все вышеперечисленные ошибки — это только самые грубые. Есть еще много нюансов, разобраться в которых можно только с опытом.




При сварке тонкостенного металла или профиля необходим тщательный подход к работе. Тонкие детали можно сваривать, наложив очищенный электрод и варить прямо поверх него.
Разительно отличается сварка по цветным металлам, т. к. требует других электродов. Еще необходима специальная защитная среда. Сейчас можно купить универсальные аппараты, которые варят практически любые металлы.
Также существуют полуавтоматические аппараты для работы с тонкостенными металлами. Суть его заключается в наплавлении специальной проволоки.
На сегодняшний день, в век инновационных технологий, красивый сварочный шов электродом остаётся популярным метолом соединения металлических конструкций различных деталей. Но чтобы знать и уметь порядок выполнения качественной сварки, потребуется изучить вопрос, как сделать красивый сварочный шов электросваркой. В интернете, как и в научной, технической литературе, имеется достаточное количество информации, которые помогать создать красивый и прочный шов для любой поверхности изделия.
Читать также: Приспособление для горизонтального сверления
Разновидности сварных швов
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку. Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе. Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков. Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование. Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Стыковые
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях. Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания. Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок. Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.
Тавровые
Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления. При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход. Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.
Нахлесточные
Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.

Угловые
К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва. Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках. Эти типы электросварных швов характеризуются повышенным использованием объема наплавленного металла.
Потолочные
Сваривание потолочным швом, шов которого располагается над сварщиком, относится к наиболее трудным видам выполнения электросварных работ. Он наносится прерывистой сваркой при небольшом значении силы электротока. Вертикальные и потолочные соединения весьма трудные, поэтому не все сварщики могут их выполнять с достаточным качеством. Они используются в местах, где нет возможности изменить положение свариваемых конструкций. Это трубы, разнообразные металлические сооружения, а также потолочные балки и швеллеры на строительных площадках. Специфику выполнения потолочных швов, видео с которыми объяснит нюансы, можно освоить на постоянной практике.

Процесс зачистки
Завершающим этапом работ является очистка места сварочного соединения от шлака и окалины, она осуществляется в несколько этапов:
- первичная обработка направлена на удаление шлака и устранение выявленных дефектов;
- затем проводится полировка вручную или с использованием механических средств;
- при необходимости производится обработка оловом или лужение.
Внешний вид соединения напоминает коллоидные рубцы на теле человека после проведения операции — они выступают над поверхностью изделия и имеют выпуклую форму, вокруг остаются застывшие капли расплавленного металла, которые убираются в процессе зачистки.





