

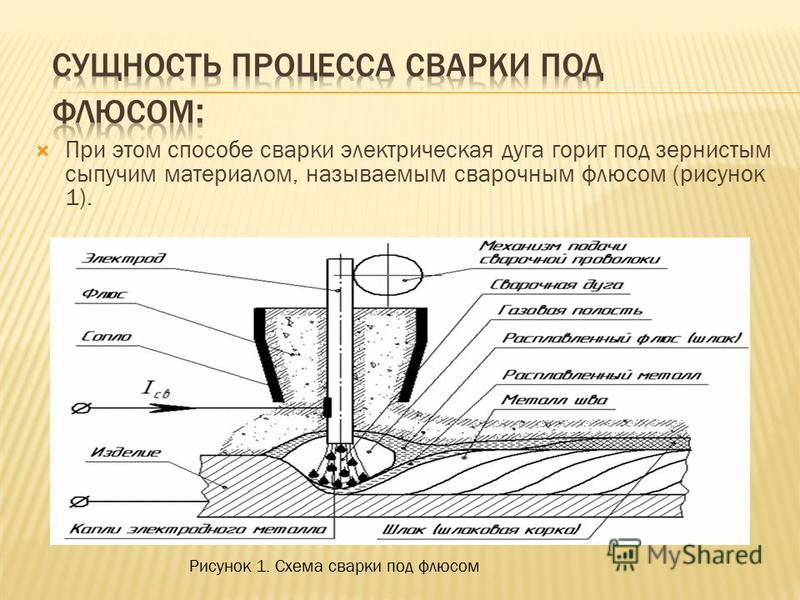
Принцип действия
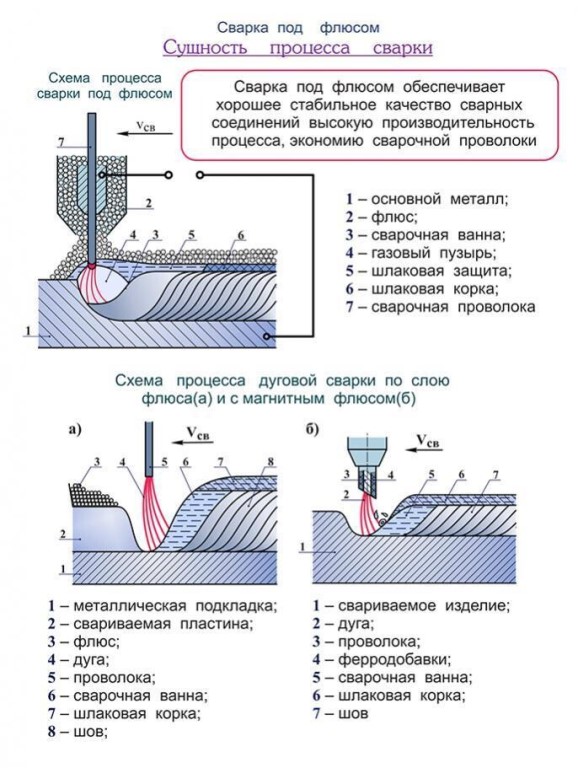
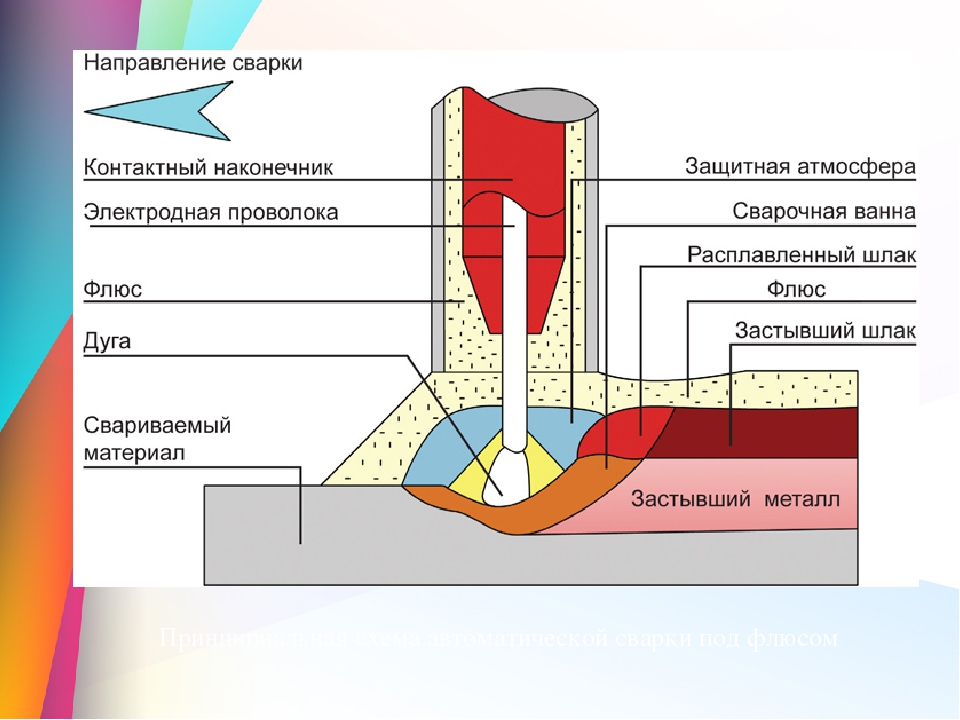
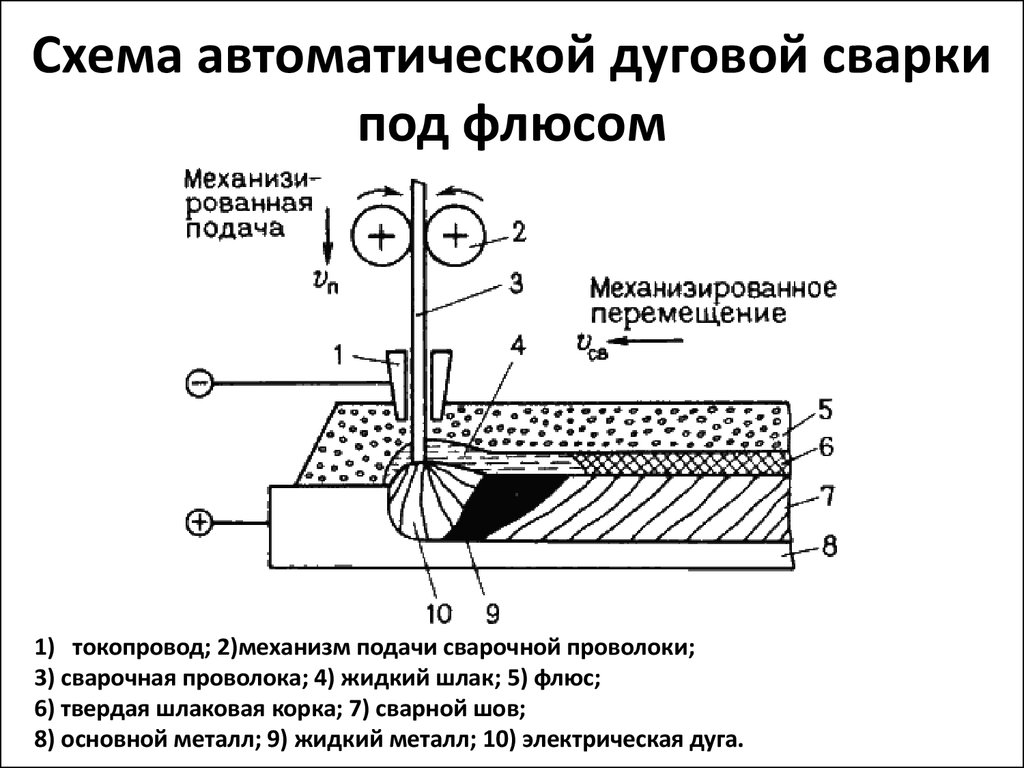
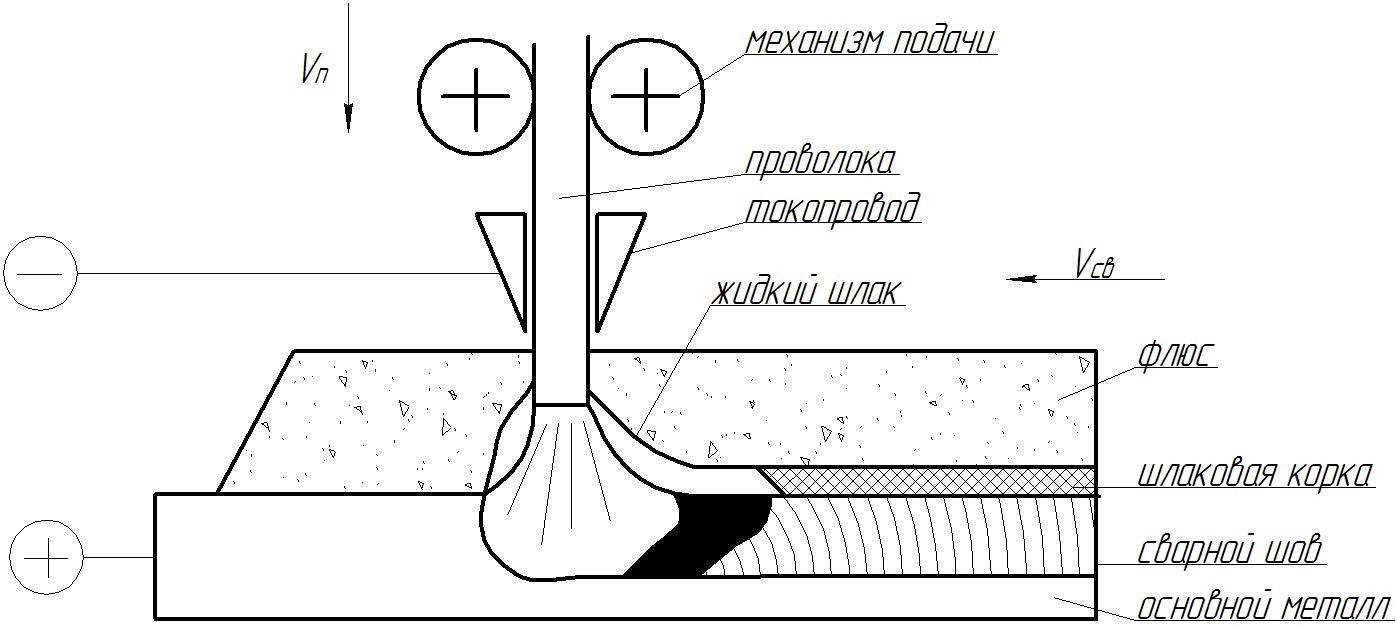
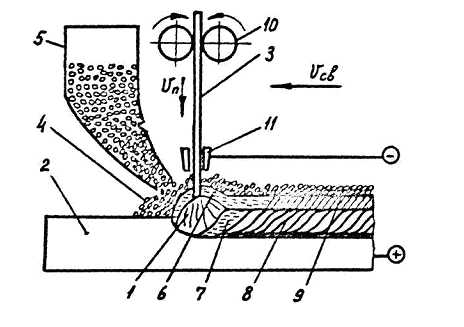
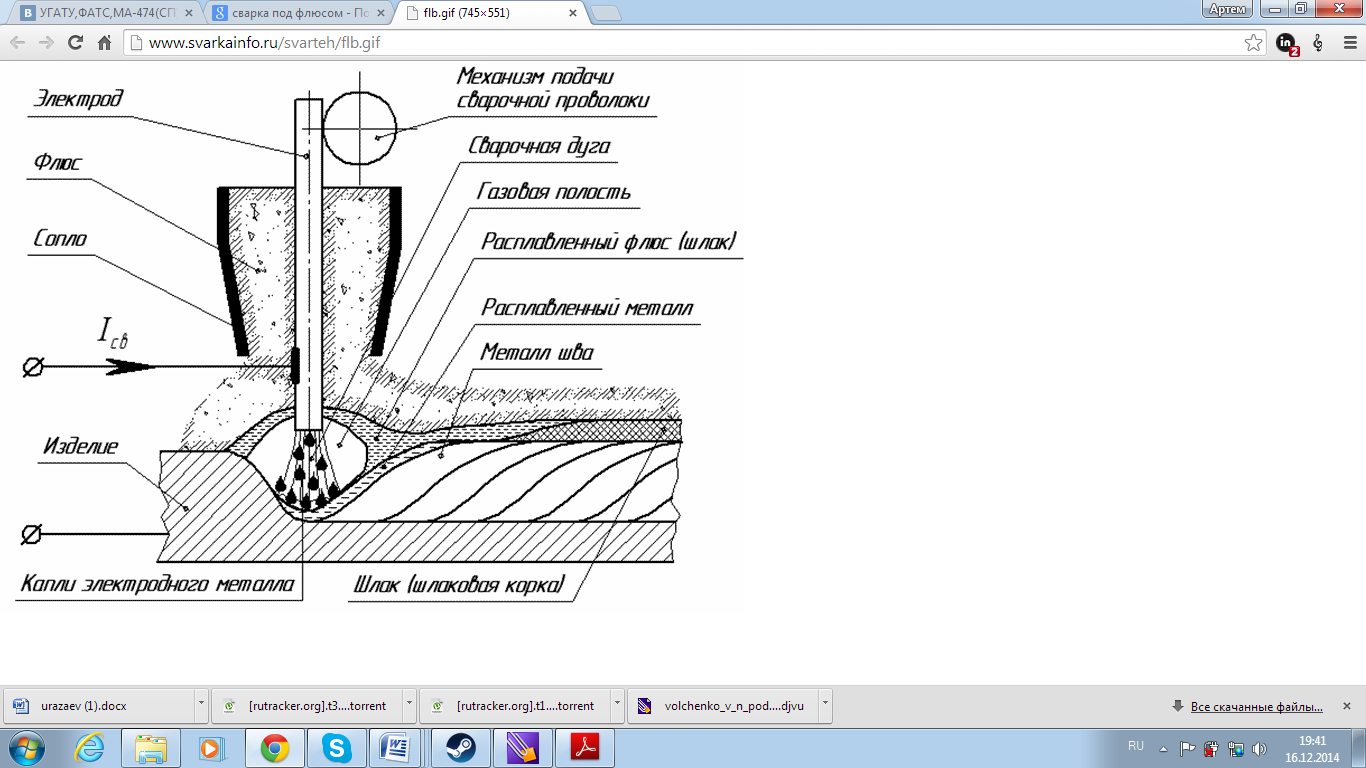
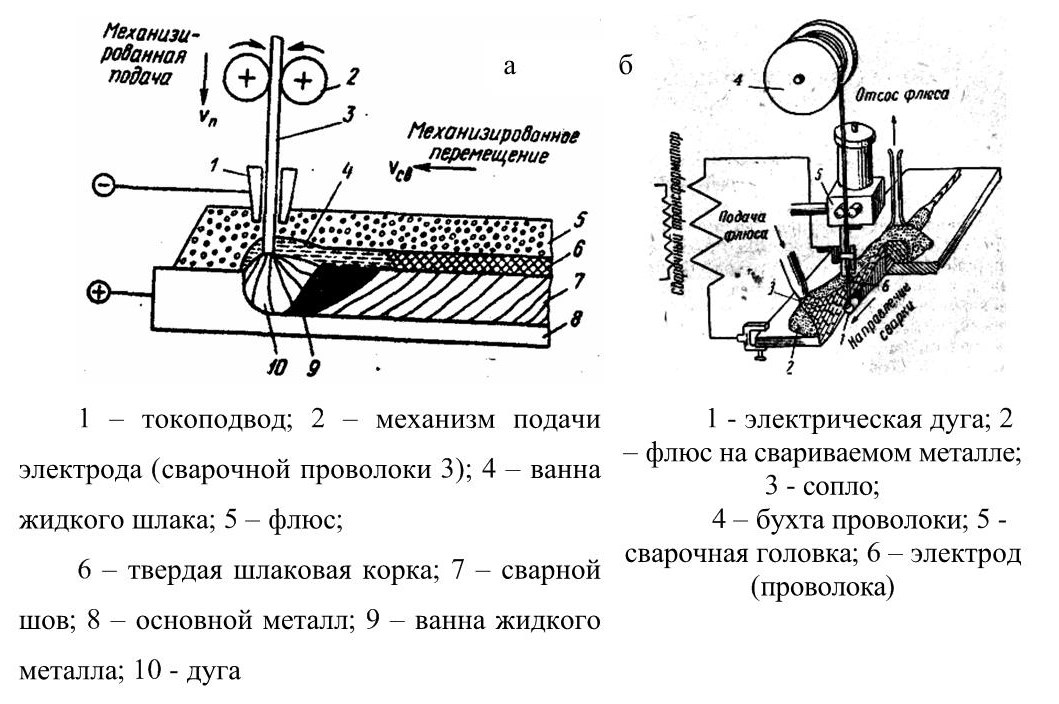
Типовая сварочная зона при установившейся стадии процесса включает в себя следующие области:
- Зону дугового столба с внутренней температурой не менее 4000…5000 °С.
- Зону газового пузыря, которая образуется вследствие интенсивного атомарного испарения компонентов в кислородной среде.
- Шлаковый расплав, который, будучи легче металла, располагается в верхней части газовой полости.
- Слой расплавленного металла в нижней части полости.
- Шлаковую корку, которая образует верхнюю, твёрдую границу сварочной зоны.
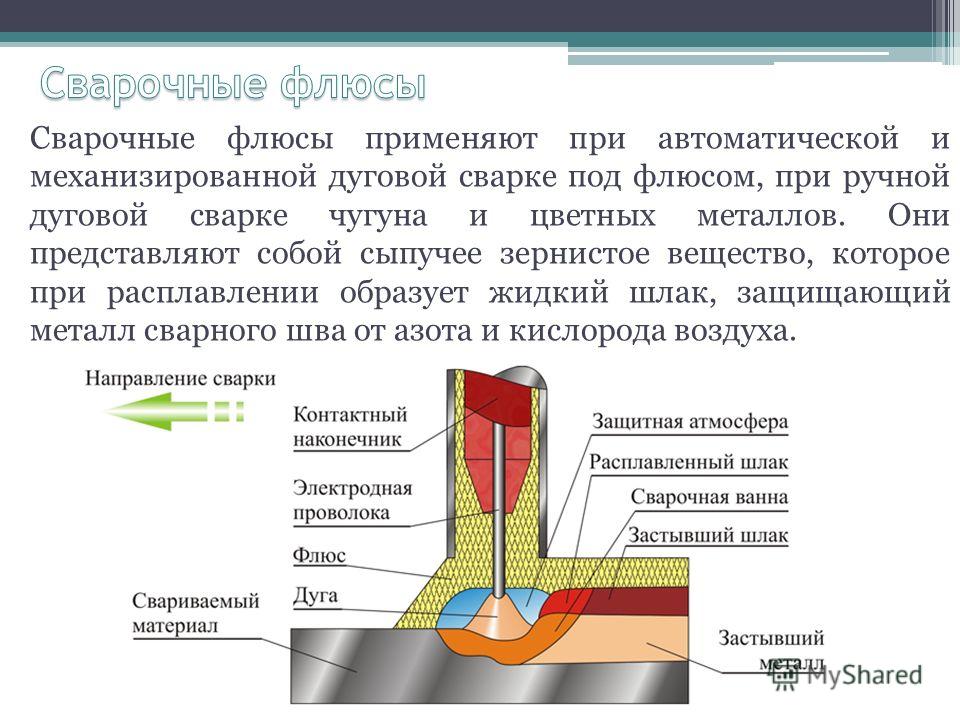
Кроме того, свой вклад в поведение свариваемого металла вносит также сварочная проволока. Таким образом, при всех разновидностях сварки в миниатюре моделируется обычный металлургический процесс получения металла, но без защитного покрытия и чёткой протяжённости, которые в первом случае ограничиваются объёмом мартеновской или электропечи.Обезопасить свариваемый металл от окисления и шлаковой корки, ухудшающей качество готового шва можно, применив непрерывную подачу в сварочную зону легкоплавких и в то же время – химически инертных компонентов. Ими и являются сварочные флюсы. Они могут применяться также для целей поверхностной наплавки. Применение флюсов снижает уровень пыли, которая всегда образуется при сварке. При использовании данных материалов должны обеспечиваться следующие условия:
- Сварочный флюс не должен снижать производительность сварки, а, наоборот, стабилизировать её;
- Материал не должен вступать в химические реакции, как с основным металлом, так и с металлом сварочной проволоки;
- На протяжении всего рабочего цикла должна обеспечиваться изолированность зоны сварочного пузыря от окружающей среды;
- После окончания процесса остатки флюса, связываясь со шлаковой коркой, должны легко удаляться из зоны обработки. При этом до 70…80% материала флюса можно, после соответствующей очистки, вновь использовать при сварке.
Эти требования довольно сложны и противоречивы, поэтому оптимальный состав и технология подачи сварочных флюсов определяется под конкретный вид сварки, конфигурацию соединяемых частей металла и производительность процесса.
https://www.youtube.com/watch?v=f65tHnkNnrU
Подбираем все, что нужно
Сварка под флюсом покажет себя с лучшей стороны только в том случае, если максимально правильно подобрать для нее все необходимое. Это утверждение касается как оборудования, так и флюсовых составов.

Оборудование
В промышленности чаще всего используется специальный автоматический стенд сборочного типа, позволяющий не только варить любые конструкции, но и надежно фиксировать их в том положении, в каком они должны будут пребывать постоянно после завершения работы. Подобное оборудование отличается повышенными показателями надежности крепления элементов – это позволяет гарантировать отсутствие отклонений по швам или форме будущего изделия, тем более что мастер в процессе работы сам шов не видит.
Такой агрегат удобен для выполнения стыковых и угловых швов, работает быстро, обеспечивает высокое качество и надежность соединений. Конструкция управляет собой сама, потому стоит дорого – в качестве альтернативы на стенд иногда устанавливают мобильные головки.
Полуавтомат стоит ощутимо дешевле, но требует от оператора куда большей вовлеченности в процесс. Направление проволоки и контроль вылета электрода целиком и полностью перекладываются на плечи сварщика, хотя подача проволоки все же производится автоматически. Мощность напряжения, скорость перемещения по шву и угол наклона электрода – это те параметры режима сварки, которые мастер должен выбрать самостоятельно в зависимости от специфики обрабатываемой детали.
Ручное оборудование чаще применяется в небольших мастерских или любителями, хотя есть и специфические сферы применения, где это наиболее удобный вариант для выполнения поставленной задачи. Так, ручная сварка возможна даже в труднодоступных местах и в любых положениях.

Флюсы
Сварочные флюсы бывают различных видов, их маркировка строго привязана к действующему ГОСТу. Классификация таких составов возможна по разным признакам, мы рассмотрим лишь некоторые из них. В первую очередь все флюсы делятся на классы в зависимости от материала, для сварки которого они годятся. Для высоколегированной стали нужен один класс составов, для углеродистой или легированной – другой. Третий, отдельный класс флюсов, выпускается производителями специально для цветных металлов и сплавов – меди, бронзы и так далее.
По способу производства флюсы делятся на керамические и плавленые. Керамические хороши тем, что обеспечивают повышенные качества шва и обладают легирующими свойствами. Производится масса путем экструзии сыпучих керамических компонентов с последующим добавлением жидкого стекла. Плавленые флюсы отличаются структурой, напоминающей пемзу или стекло, производятся они плавлением и спеканием ингредиентов с дальнейшим образованием гранул.

Существует также классификация флюсов по их химическому составу. Выделяют следующие классы.
- Солевые составы состоят из хлоридов и фторидов. Типичная сфера их применения – варение активных металлов и шлакового переплава.
- Оксидные смеси представляют собой металлические окислы с некоторой примесью соединений фтора. Это оптимальный выбор для сварки фтористых и низколегированных сталей.
- Смешанные флюсы, как следует из названия, представляют собой комбинацию солевых и оксидных. Лучше всего такое вещество подходит для варки легированных сталей.
Классифицируют флюсовые смеси также и по тому, в каком виде они продаются. Гранулы и порошок являются наиболее характерными формами флюса, но только в том случае, если сварка будет электрической. Состав может приобретать форму пасты или даже газа, но тогда он предназначен для более редкой газовой сварки. Некоторые начинающие сварщики по привычке стремятся определить еще и лучшего производителя флюсов, по традиции отдавая предпочтение составам импортных марок.

Положительные характеристики
Для осуществления такой технологии сварочный ток подаётся на проволоку через специальный мундштук. Он расположен примерно в 70 мм от края. В этом случае электрод не может перегреться. Для работы можно использовать большой ток. В результате происходит быстрая наплавка, хороший глубокий провар. Очень толстый металл можно сваривать без предварительного раздела кромок.

Когда выполняется автоматическая дуговая сварка, поддерживается постоянная величина шва. Он получается одинаковой формы и имеет однородный химический состав. В результате получается качественное соединение, отличающееся высокой стабильностью. Подобная технология не допускает появления дефектов, связанных с появлением подрезов и сплавлением металла.
Сварка флюсом считается высокопроизводительным процессом, при котором значительно экономится электроэнергия, совместно со сварочными материалами. Экономия достигает 30—40%.
Положительные и отрицательные качества
Автоматическая дуговая сварка под слоем флюса является востребованной технологией, которую активно применяют на производствах, предприятиях. При проведении этой технологии можно хорошо сэкономить на материале, при этом качество изделия никак не пострадает. Это осуществляется благодаря специальной эффективной конструкции, которая обеспечивает отличную тягу даже для компонентов с повышенной твердостью.



Автоматическая сварка под слоем флюса обладает целым рядом преимуществ:
- Данный вид сварки обладает повышенной степенью производительности. Она означает показатель метража шва, который производится за час работы дуги. Использование флюса повышает степень производительности сварки почти в 10 раз.
- За счет того во время сварочного процесса соблюдается стабильность и постоянная скорость прохода линии соединение имеет хорошее качество и высокую прочность.
- Закрытая дуга обладает высокой мощностью. Именно это способствует расплавлению металла на большую глубину в процессе сварочного процесса. Именно это избавляет от необходимости проводить разделку кромок под сварку. Но стоит учитывать, что открытая дуга не такая мощная, она требует предварительного разделывания кромок. Без этого условия невозможно получить хорошее сварное соединение.
- Главное преимущество данной технологии состоит в том, что весь процесс производится в автоматизированном режиме. Сварщик не обязательно должен уметь варить, ему достаточно знания того, как проводится настройка используемого оборудования.
- При выполнении автоматического сварочного процесса электрод применяется почти полностью, его потери составляют всего 2 %.
- Во время сварки не образуются брызги от расплавленного металла. Это приводит к экономии самого металла, что положительно отражается на стоимости и производительности сварочного процесса.
- Область сваривания отлично защищена от отрицательного воздействия воздуха и окружающей среды.
- За счет того, что во время автоматического сваривания применяются флюсы, происходит минимальное образование оксидов.
- На протяжении всего процесса наблюдается ровное пламя дуги. Именно за счет этого выходит прекрасная мелкочешуйчатая структура и сохраняется отличный эстетический вид сварного шва.
- От вредных внешних воздействий сварную область отлично защищает флюс. Во время сварки не требуется дополнительно применять специальные защитные устройства.
- Усиленное охлаждение металла после сварочного процесса приводит к образованию прочного и стойкого сварного шва.
- Этот метод обладает простым исполнением, для него не требуется иметь большой опыт, навыки.
Наличие большого количества плюсов делает сварку под слоем флюса востребованной технологией. Действительно этот метод пользуется широкой популярностью во многих областях производства, благодаря ему можно получить качественное и прочное соединение, которое способно прослужить длительное время. Кроме этого этот метод прекрасно подходит для сваривания трубных конструкций разного диаметра.
Но все не стоит забывать про то, что автоматическая дуговая сварка имеет негативные качества, среди которых можно выделить:
- сварка под флюсом, которая осуществляется в автоматическом режиме, является дорогим методом сваривания. Его может позволить далеко не каждый;
- во время процесса достаточно тяжело определить верное расположение материала для фиксации. Это связано с техническими характеристиками технологии;
- сварка может оказывать вредное воздействие на человека, который контролирует и выполняет весь рабочий процесс;
- для проведения процесса требуется дорогостоящее и редкое оборудование, которое имеется только на промышленных предприятиях. По этой причине данный вид сварки редко используется в бытовых условиях;
- перед проведением сварки требуется тщательная подготовка металла;
- не получится провести сваривание металл на весу. Деталь необходимо зафиксировать в горизонтальном положении и предварительно проварить корень сварного соединения.
Важно! При проведении автоматического сваривания сварочный трактор расплавляет часть порошка электрической дугой от проволоки, в результате этого появляется корка на поверхности шва. А другая часть порошка так и остается в виде гранул
После полного завершения процесса требуется очистить весь шлак.
Технология сварки под слоем флюса
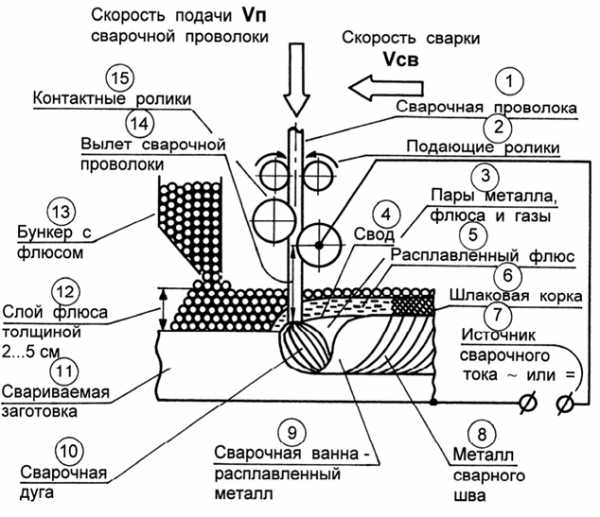
Автоматизированный процесс сварки подразумевает наличие сыпучего флюса, подаваемого непосредственно к изделию. При розжиге дуги происходит плавление проволоки электрода, воздействующего на металлическое основание. Результатом реакции металла с веществом, которые интегрируются на участке сварки, образуется газовая ванна, состоящая из сварочных паров. Сварка под флюсом применяется автоматическим либо механизированным производством.
Также конструкция электродной проволоки реагирует на флюс, подвергая обработке материал, допускает получить качественный шов.

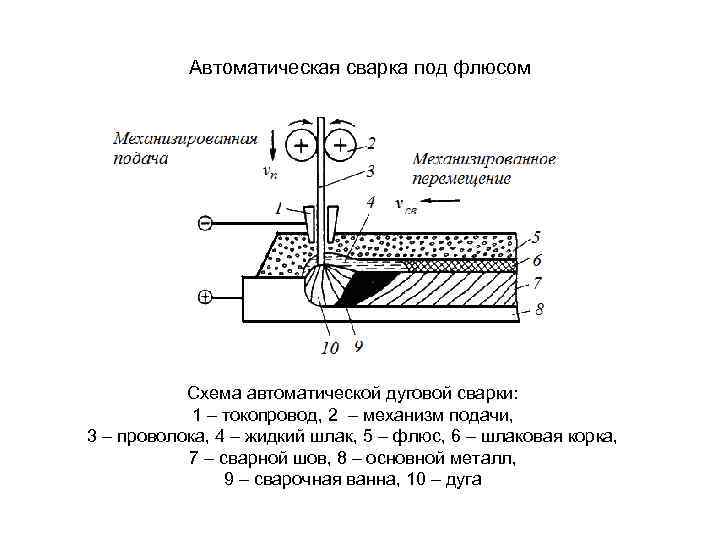
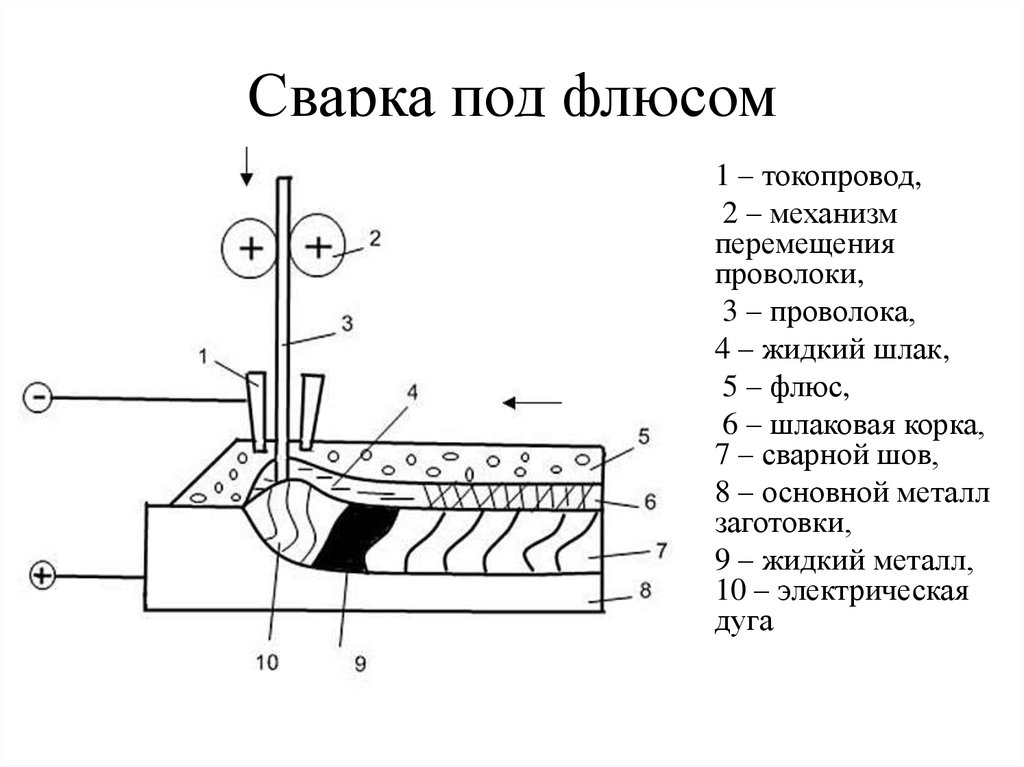
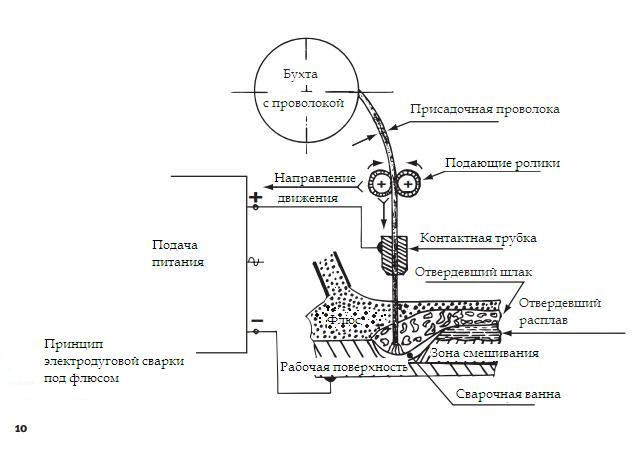
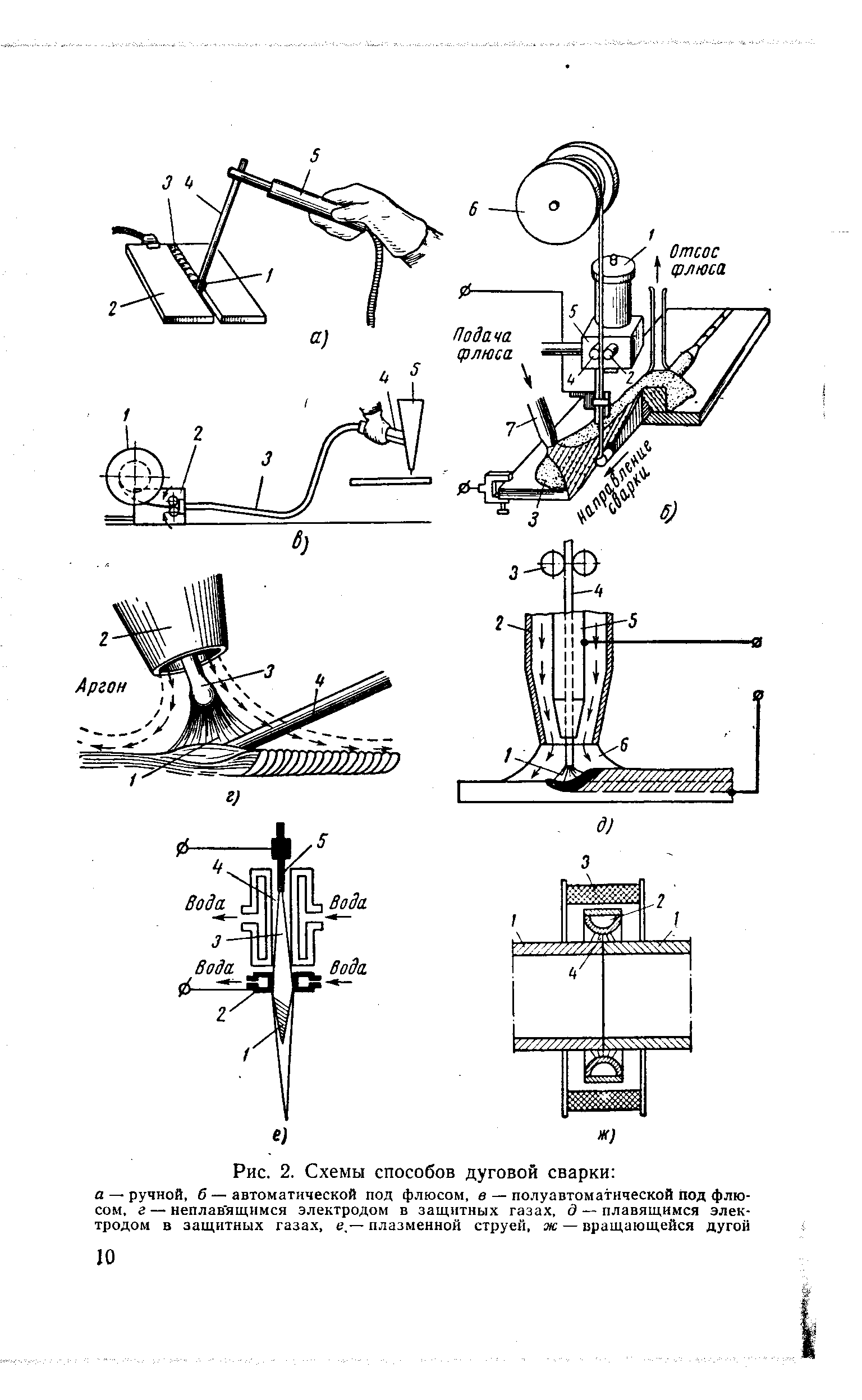
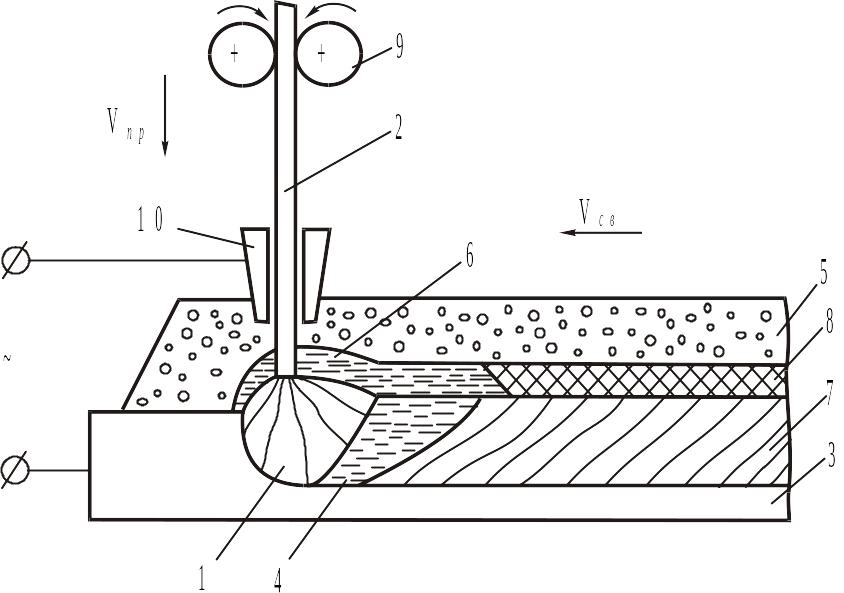
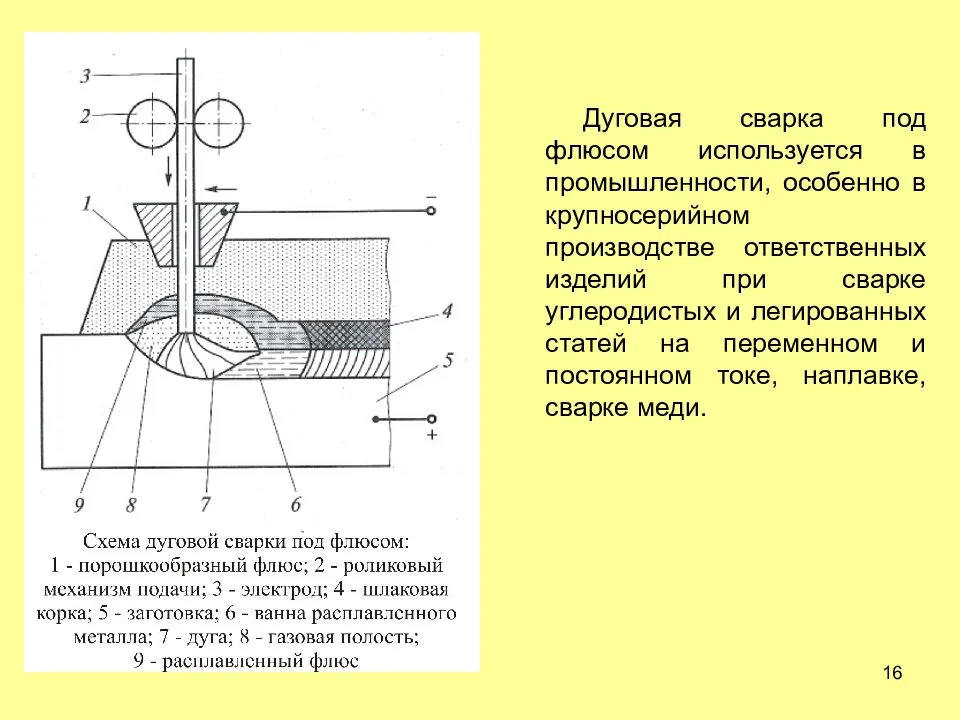
Схема дуговой сварки под флюсом
В процессе удаления дуги, изделие переходит из расплавленного состояния в твердое, образовывая твердый слой, легко удаляемый с поверхности изделия. Технология автоматической сварки под флюсом подразумевает цикл изъятия лишнего вещества с помощью специального механизма. Технология имеет множество достоинств, позволяющих применять метод на любом предприятии.
- Возможно объединить детали, используя повышенную силу тока. На большинстве производств употребляется сила тока от 1000 до 2000 А, для сравнения показатель дуговой сварки не превышает 650 Ампер. Обычным режимом увеличение силы тока пагубно влияет на качество, разбрызгивая металл. При использовании вещества, возможно повышение мощности до 4000 А, что позволяет получить готовый материал в сочетании со скоростью процесса.
- Процесс подразумевает образование дуги под слоем флюса, работающей при большой глубине. Данное условие дает возможность не беспокоится о предварительной обработке сварных соединений.
- Повышенная скорость сцепления позволяет производить больший объем сварочных работ. Для сравнения, изготовление шва с идентичными параметрами дуговой сваркой может отнять больше времени в 10 раз.
- Формируемый газовый пузырь в процессе позволяет избежать разбрызгивания раскаленного металла в процессе. Данное условие позволяет не только получить крепкий шов, но и соблюдать технику безопасности при работе с большими температурами. За счет этого, происходит экономия электроэнергии и инструментов.
https://youtube.com/watch?v=rMF3I_u3zjw
Режим сварки определяется при зависимости от некоторых требуемых характеристик шва. Основные критерии:
- диаметр электрода;
- электроток, его полярность;
- скоростные показатели работы и напряжение тока;
- характеристики состава.
Также существует ряд дополнительных параметров, зависящих от применяемых инструментов.
Что дает применение флюса
Химическое вещество, основанное на множестве компонентов, именуется флюсом. Применяется при необходимом следовании стандартам, защите металлических изделий от коррозионных условий при последующей эксплуатации.

Флюс сварочный
Основные задачи, которые под силу решить веществу:
- устойчивое горение сварочной дуги;
- улучшенные свойства и формы шва;
- обеспечение сварочной ванны, ей производится защита металла;
- применение различных креплений позволяет изменять состав химической смеси для получения необходимых характеристик.
Кроме вышеперечисленных достоинств, основным преимуществом является возможность построения механического процесса стыковки. Различные химические соединения применяются в автоматических линиях.
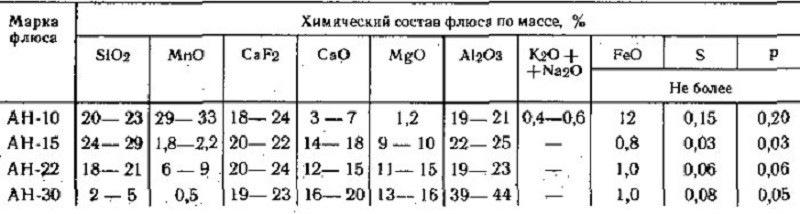
Химический состав различных марок флюса
У каждого способа существуют недостатки, использование флюса не исключение:
- работа производится только при нижнем положении стыка;
- сборка деталей должна соответствовать параметрам подгонки и обработки кромок;
- производство выполняется только на жесткой опоре, воздействие в подвешенном состоянии на материал недоступно;
- стоимость вспомогательных материалов высока, поэтому способ употребляется в ответственных конструкциях.
Сварка алюминия или других цветных металлом невозможна без применения флюса, вне зависимости от способа стыковки. Однако существует вероятность образования твердой окиси, вытесняемой на поверхность в процессе.



Оборудование
Производится оборудование 2 видов для сварки деталей под флюсом. В первом виде используют сварочную проволоку толщиной не более 3 мм.
 Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Принцип устройства такого сварочного аппарата предполагает самостоятельную регулировку дуги (напряжения на ней), в то время как проволока подается с постоянной скоростью.
Второй вид – это оборудование, в котором автоматически регулируется сила тока, в зависимости от скорости подачи сварочных проволок. Диаметр электродной проволоки для такого оборудования начинается от 3 мм.
Производятся сварочные полуавтоматы и устройства для автоматической сварки. Выпускают универсальные аппараты, на которых можно проводить , под флюсом, MIG, а также электродуговую строжку. Ток достигает значений 300…1500 A.
https://youtube.com/watch?v=WJYnMV0NSVY
Современные автоматические модели оснащают механизмом, который позволяет собрать нерасплавившийся флюс и отправить его назад в емкость для загрузки. Существует функция контроля пропорциональности шва.
В промышленности распространены самоходные аппараты (трактора, подвесные головки), позволяющие автоматически варить объемные и протяженные конструкции. Если сварочный аппарат оснащен лазером, то это дает возможность отслеживать положение электрода. Причем экран можно устанавливать на расстоянии порядка 20 метров.
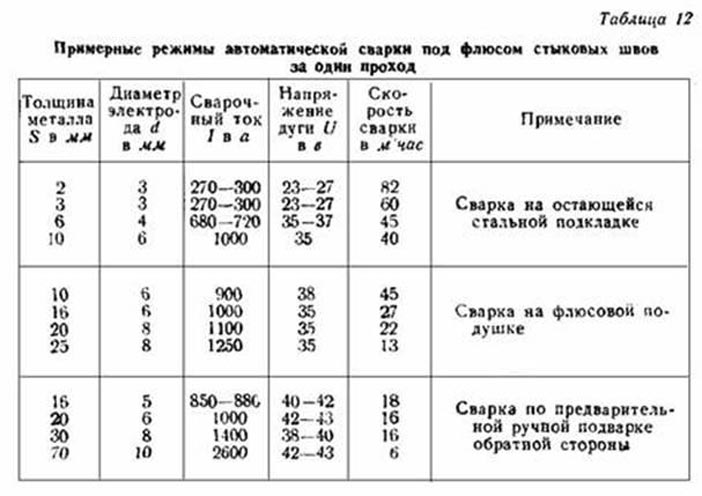
Режимы сварки стыковых швов без разделки
Ниже приведены ориентировочные режимы SAW-сварки конструкционных Si-Mn легированных сталей на постоянном токе обратной полярности с использованием керамических алюминатно- основных, алюминатно-рутиловых или кальциево-силикатных флюсов типа OK Flux 10.70, OK Flux 10.71, OK Flux 10.80, OK Flux 10.81 и т.п. При сварке на переменном токе или при использовании плавленных флюсов, напряжение на дуге рекомендуется устанавливать на два вольта выше.
Двухсторонняя сварка стыка без разделки (типа С7 по ГОСТ 8713-79)
 | |||||
| Толщина кромок | Диаметр электрода | № Прохода | Напряжение на дуге | Сварочный ток | Скорость сварки [см/мин] |
| 6 | 3 или 4 | 1 | 30-32 | 350-400 | 50-70 |
| 2 | 31-33 | 400-450 | 50-70 | ||
| 8 | 3 или 4 | 1 | 30-32 | 450-500 | 60-70 |
| 2 | 30-33 | 500-550 | 50-60 | ||
| 10 | 4 | 1 | 30-32 | 450-500 | 60-70 |
| 2 | 31-33 | 550-600 | 55-60 | ||
| 12 | 4 или 5 | 1 | 32-35 | 600-650 | 55-60 |
| 2 | 33-35 | 700-750 | 60-65 | ||
| 14 | 4 или 5 | 1 | 33-35 | 650-700 | 50-60 |
| 2 | 33-35 | 750-800 | 40-50 |
Типичные механические свойства наплавленного металла в состоянии после сварки
| OK Flux 10.71/ OK Autrod ХХ.ХХ | Предел текучести | Предел прочности | Ударная вязкость на V-образном надрезе Шарпи | |
| Т | KV | |||
| 12.10 | 360 | 465 | -40 | 65 |
| 12.20 | 410 | 510 | -40 | 55 |
| 12.22 | 425 | 520 | -46 | 40 |
| 12.24 | 500 | 580 | -29 | 40 |
| 12.32 | 480 | 580 | -46 | 40 |
Категории одобрения морских регистров
| OK Flux 10.71/ OK Autrod ХХ.ХХ | ABS | BV | DnV | GL | LR | RS |
| 12.10 | 3М | 3М | IIIM | 3М | 3М | 3M |
| 12.20 | 3YM | 3YM | IIIYM | 3YM | 3YM | 3YM |
| 12.22 | 4Y400M | 4Y40M | IVY40M | 4Y40M | 4Y40M | 4Y40M |
| 12.24 | 3YTM | 3YTM | IIITYM | 3YTM | 3YTM | 3YTM |
В следующей таблице приведены режимы SAW-сварки низколегированных сталей с использованием керамическими фторидно-основными флюсами типа OK Flux 10.61, OK Flux 10.62
| Толщина кромок | Диаметр электрода | № Прохода | Напряжение на дуге | Сварочный ток | Скорость сварки [см/мин] |
| 6 | 3 | 1 | 28,5-29,5 | 300-500 | 60-65 |
| 2 | 30-31 | 375-425 | 60-65 | ||
| 8 | 3 | 1 | 30-31 | 435-465 | 60-65 |
| 2 | 31-32 | 485-515 | 60-65 | ||
| 10 | 4 | 1 | 30-31 | 485-515 | 60-65 |
| 2 | 30-32 | 575-600 | 60-65 | ||
| 12 | 4 | 1 | 30-32 | 585-615 | 58-62 |
| 2 | 30-32 | 585-615 | 58-62 |
Типичные механические свойства наплавленного металла
| OK Flux 10.62/ OK Autrod ХХ.ХХ | Состояние | Предел текучести | Предел прочности | Ударная вязкость на V-образном надрезе Шарпи | |
| Т | KV | ||||
| 12.22 | после сварки | 410 | 500 | -62 | 35 |
| 12.24 | после сварки | 500 | 580 | -51 | 45 |
| 12.32 | после сварки | 475 | 560 | -62 | 70 |
| 12.34 | после сварки | 540 | 620 | -51 | 45 |
| 12.40 | после сварки | 530 | 620 | -51 | 40 |
| 12.44 | после сварки | 600 | 700 | -62 | 50 |
| 13.10 SC | после ТО 690°С/1 час | 500 | 610 | -29 | 80 |
| 13.20 SC | после ТО 690°С/1 час | 525 | 625 | -29 | 80 |
| 13.21 | после сварки | 470 | 560 | -62 | 60 |
| 13.24 | после сварки | 530 | 620 | -73 | 50 |
| 13.27 | после сварки | 460 | 570 | -73 | 50 |
| 13.40 | после сварки | 610 | 690 | -62 | 50 |
| 13.43 | после сварки | 700 | 800 | -62 | 50 |
| 13.49 | после сварки | 500 | 600 | -101 | 40 |
Преимущества сварки флюсом
Появление технологического процесса проведения сварки с применением флюса можно сравнить с революцией в промышленной сфере.
Механизированное оборудование и различные полуавтоматические системы позволяют использовать флюс для различных операций:
- Образование вертикального шва. Наиболее прочной считается сварка листового металла толщиной 20—30 мм.
- Соединение труб. На автоматах изначально сваривали трубы небольшого диаметра. Сегодня, после усовершенствования технологии, стало возможным обрабатывать изделия большого диаметра.
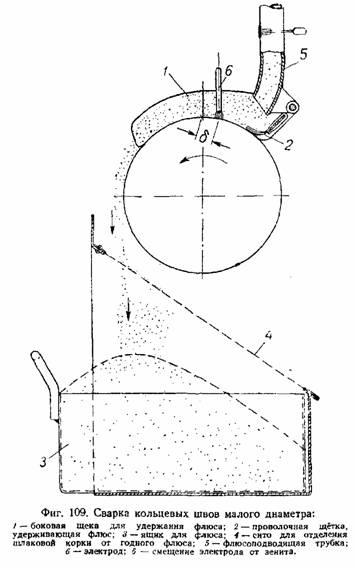
- Получение кольцевого шва. Процесс сварки усложняется удержанием сварочной ванны, одновременно не допуская растекания металла. Эта сварка выполняется на станках, оборудованных ЧПУ (числовым программным управлением). Иногда проводится дополнительная ручная подварка.
Расположение символов на чертежах
Если рассматривать полное условное изображение соединительного стыка, то содержащиеся в нем дополнительные и основные знаки составляют только часть обозначения. Кроме них изображение включает и другие элементы:
- линия с направляющей стрелкой;
- двойная выноска, которая состоит из двух (пунктирной и сплошной) параллельных друг к другу линий;
- дополняющая линию-выноску вилка, за которой размещается необходимая для качественного выполнения соединения дополнительная информация.
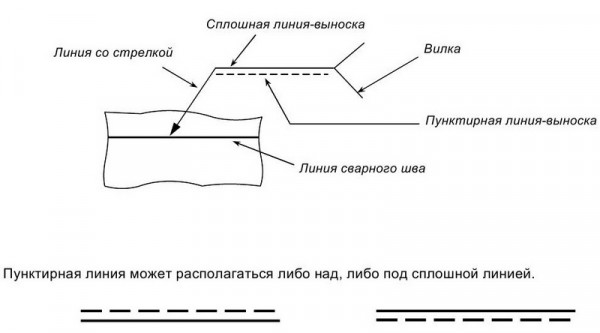
Пунктирная линия может находиться как под сплошной линией, так и над ней. Обозначающий шов знак в зависимости в какую сторону направлена стрелка наносится на сплошной или пунктирной линиях:
- когда на сплошной линии находится символ, значит на лицевую сторону показывает стрелка;
- знак нанесен на пунктирной линии – на противоположную стыку сторону направлена стрелка.
Если речь идет о стыках с несимметричной разделкой, то стрелка должна направляться на сторону с обработанной кромкой.
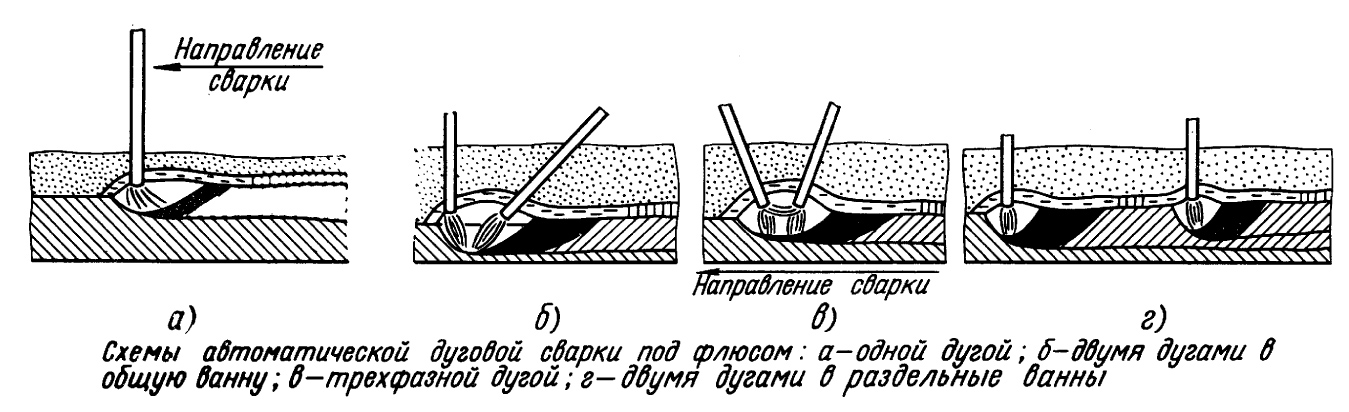
Технологии сварки под флюсом одной или несколькими проволоками
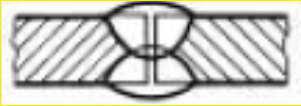
Существуют разновидности сварки под флюсом, когда в некоторых случаях целесообразно применение двухдуговой или многодуговой сварки. При этом дуги питаются от одного источника или от отдельного источника для каждой дуги. При сварке сдвоенным (расщепленным) электродом дуги, горящие в общую ванну, питаются от одного источника. Это несколько повышает производительность сварки за счет повышения количества расплавленного электродного металла.
Электроды по отношению к направлению сварки могут быть расположены последовательно или перпендикулярно. При последовательном расположении шва несколько увеличивается, а при перпендикулярном уменьшается. Второй вариант расположения электродов позволяет выполнять сварку при повышенных между кромками. Изменяя расстояние между электродами, можно регулировать форму и размеры шва. Удобно применение этого способа при наплавочных работах. Однако недостатком способа является некоторая нестабильность горения дуги.
Преимущества автоматизированной сварки
Безусловно, у автоматической сварки под флюсом есть ряд преимуществ относительно трудовых затрат. Человеку остается лишь отладить оборудование для соответствующего режима и пассивно контролировать процесс.
Электрическая дуга — ионизированный квазинейтральный газИсточник spacegid.com
Последовательность действий:
- К месту стыковки деталей флюс подается в автоматическом режиме. Высота (h) слоя регулируется в соответствии с толщиной металла, а забор порошка проводится из специального бункера.
- Сварная проволока подается из кассетного механизма без участия человека.
- Скорость процесса регулируется автоматически, с учетом толщины металла, чтобы создать качественную сварочную ванну.
Но бывают ситуации, когда приходится работать без каких-либо инструкций, например, нужно сделать всего один сварочный шов на трубопроводе. В таких случаях лучше придерживаться следующих правил:
- Дуга должна быть стабильной – только так можно добиться высокого качества. Параметры можно отрегулировать по силе тока и толщине металла, как это указано в таблице раздела «Существующие нормативы».
- Скорость сваривания будет зависеть от интенсивности подачи проволоки.
Положительные моменты:
- Скорость. Это определяется подачей сварочной проволоки (количество м/час). Использование флюса разгоняет этот процесс примерно в 10 раз.
- Равномерность. За счёт подачи проволоки с определённой скоростью существенно повышается ударопрочность, вязкость и эстетика шва.
- Мощность. Закрытая дуга несет в себе высокую мощность, что позволяет расплавлять металл на нужную глубину. Если используется открытая дуга, то мощность падает, а это требует предварительного раздела кромок и качество стыка снижается.
- Автономность. После отладки оборудования присутствие оператора при процессе не является обязательным.
- Экономия. От электрода при сварке остается всего лишь 2%, которые невозможно использовать.
- Структура. Благодаря стабильности дуги создается красивая мелкочешуйчатая структура шва.
- Простота. Для работы сварщика в данной сфере не нужно длительное обучение – достаточно приобретения общих навыков.
Влияние выбранных режимов автоматической сварки на глубину проплавления и ширину шва
Влияние силы тока и напряжения сварочной дуги
При увеличении силы тока, тепловая мощность и давление сварочной дуги возрастают.
Это способствует увеличению глубины проплавления, но на ширину сварного шва
оказывает незначительное влияние.


Если увеличить напряжение электрической дуги, то увеличивается степень её подвижности
и увеличивается степень доля тепловой энергии, которая расходуется на расплавление
сварочного флюса. При этом ширина сварного шва становится больше, а на глубину
проплавления влияние оказывается незначительное.
Влияние диаметра электродной проволоки и скорости сварки
Если увеличить диаметр электродной проволоки, но не менять величину сварочного
тока, то глубина проплавления металла уменьшится, а ширина сварного шва увеличится,
вследствие увеличения подвижности сварочной дуги.
Увеличение скорости сварки уменьшит и глубину проплавления, и ширину сварного
шва, т.к. металл при большей скорости сварки не будет успевать плавиться в том
же количестве, в котором он плавился при меньшей скорости.
Влияние рода сварочного тока и его полярности
Род сварочного тока и его полярность существенно влияют на размеры и форму
сварного шва из-за того, что количество теплоты, образующееся на катоде и аноде
сварочной дуги, также сильно меняется. Если выбрать постоянный ток прямой полярности,
то глубина проплавления свариваемого металла уменьшается на 40-50%, а у переменного
тока на 15-20%, по сравнению с постоянным током обратной полярности.
Исходя из этого, если требуется выполнить сварной шов небольшой ширины с глубоким
проплавлением металла (например, при
сварке стыковых швов, или при сварке
угловых швов без разделки), то рекомендуется выбирать для этого постоянный
сварочный ток обратной полярности.
Влияние вылета электродной проволоки
Когда увеличивается вылет электродной проволоки, то увеличиваются также скорость
его подогрева и скорость плавления. Из-за этого, объём сварочной ванны под электрической
дугой увеличивается за счёт электродного металла и это препятствует расплавлению
основного металла. Как следствие, глубина проплавления уменьшается. Подобную
особенность иногда используют при автоматических наплавках для того, чтобы увеличить
производительность наплавки.
В отдельных случаях (чаще всего при автоматической наплавке), электроду задают
движение поперёк сварных кромок с разной амплитудой и частотой. Такой технологический
приём позволяет существенно изменять форму и размеры сварного шва. При автоматической
сварке под флюсом с поперечными движениями электродной проволоки, глубина проплавления
основного металла уменьшается, а ширина сварного шва увеличивается.
Такой способ
сварки применяется для того, чтобы уменьшить вероятность прожога при сварке
стыковых швов с большим зазором между сварными кромками. Такой же цели можно
достигнуть, если производить сварку сдвоенным электродом, при этом электроды
необходимо расположить поперёк направления сварки. Если их расположить вдоль
направления сварки, то это, наоборот, увеличит глубину проплавления.
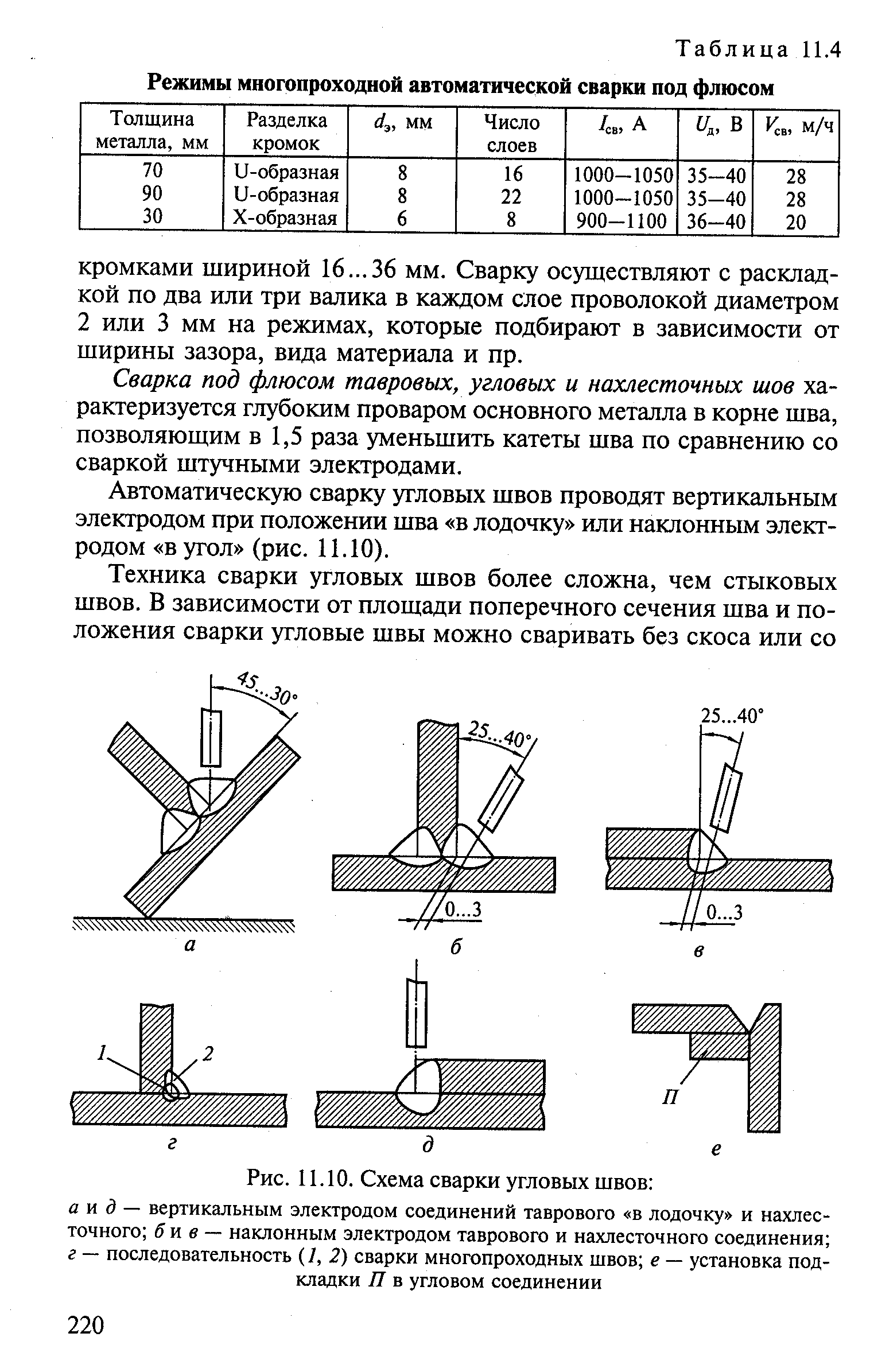
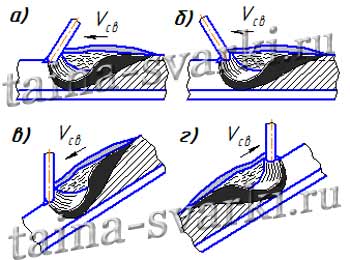
Влияние угла наклона электрода или сварных кромок
 При
При
расположении электрода углом вперёд (схема а) на рисунке, расплавленный металл
подтекает в зону сварки. Из-за этого глубина проплавления уменьшается, а ширина
сварного шва увеличивается. Если сварка производится при положении электрода
углом назад, расплавленный металл оттесняется от зоны сварки вследствие воздействия
сварочной дуги. В результате глубина проплавления увеличивается, а ширина сварного
шва уменьшается.
Аналогично этому, при сварке на спуск (схема в) на рисунке) глубина расплавления
основного металла уменьшает, а ширина шва увеличивается. При сварке на подъём
(схема г) на рисунке), наоборот, глубина проплавления увеличена, а ширина шва
уменьшена.
Дополнительную информацию о режимах автоматической сварки, в зависимости от
способа сварки (на медной подкладке, на стальной подкладке, на флюсовой подушке,
сварка с подварочным швом), можно узнать на странице “Технология
автоматической сварки под флюсом”.
Дополнительные материалы по теме:
Автоматическая | Техника |





