

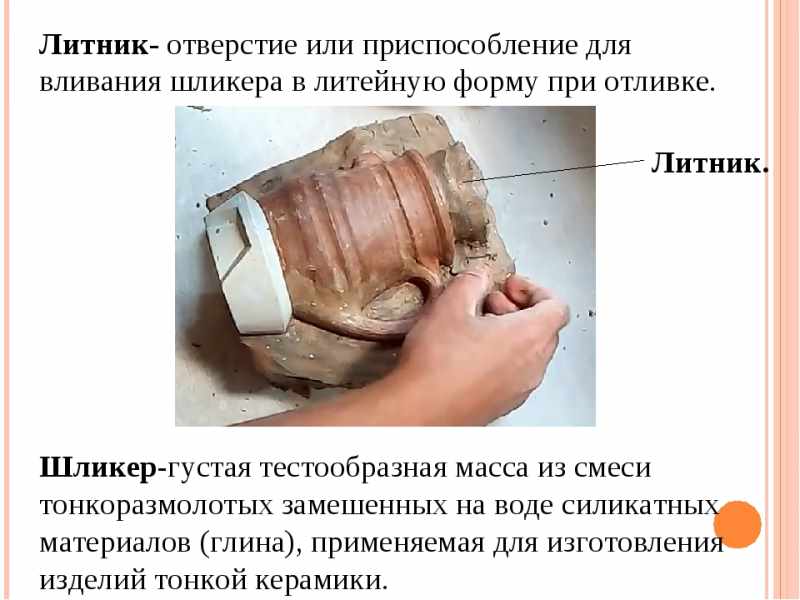
Технология шликерного литья
Процесс шликерного литья базируется на двух физических явлениях: способности гипса впитывать воду и способности глины отдавать воду. Возможно изготовление двух классов отливок: тонкостенные и толстостенные (полнотелые). На фоне технологий гончарного круга или ручной лепки процесс выглядит достаточно сложным. Применение его требует определенных навыков и опыта. Даже опытным мастерам обычно приходится дорабатывать отливочные формы. Весь технологический процесс от начала разработки эскиза до получения готового изделия может занять до нескольких недель.
Предварительные операции
Сначала необходимо разработать эскиз. При разработке нужно учесть требования выбранной технологии, предусмотреть в форме литники достаточного сечения и в местах, обеспечивающих наилучшее заполнение оправки и прилегание к модели.
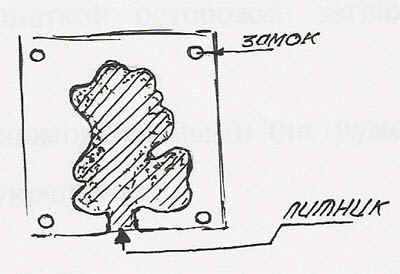
Пример эскиза для шликерного литья
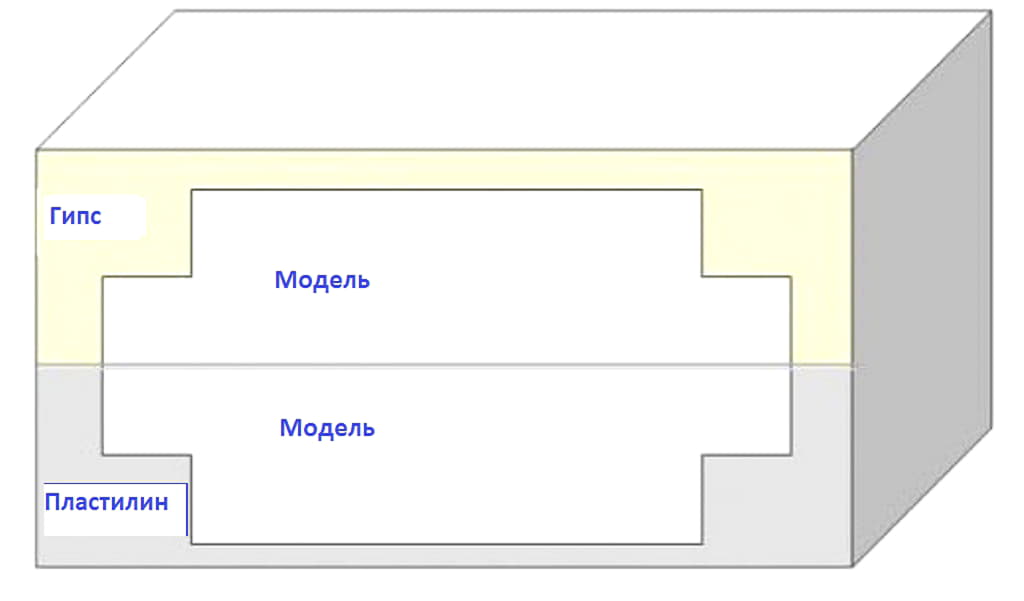
На основе эскиза можно приступать к изготовлению модели. Модель является точной копией будущего изделия, но отличается от него чуть большими размерами. Это припуск на неизбежную усушку в ходе обжига.

Модель шликерного литья
Модели делают из таких материалов, как пластилин, гипс, дерево, керамика или силикон. Используя модель, мастер делает разборную форму из гипса. Другие материалы, доступные в условиях мастерской, для оправки не подходят, поскольку только гипс обладает уникальным свойством всасывать воду из шликера. Форма разбирается, модель извлекается. Оправка готовится к литью. Шликер разводится и тщательно перемешивается непосредственно перед отливкой.
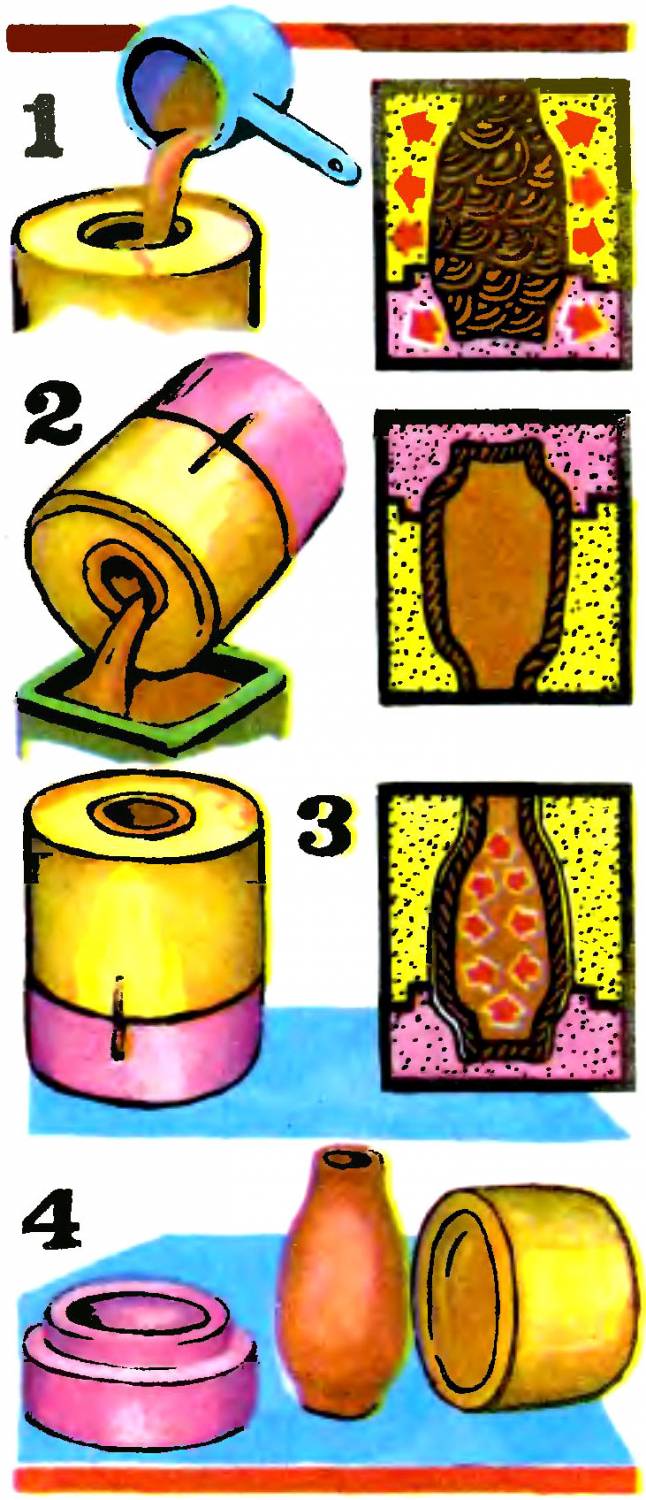
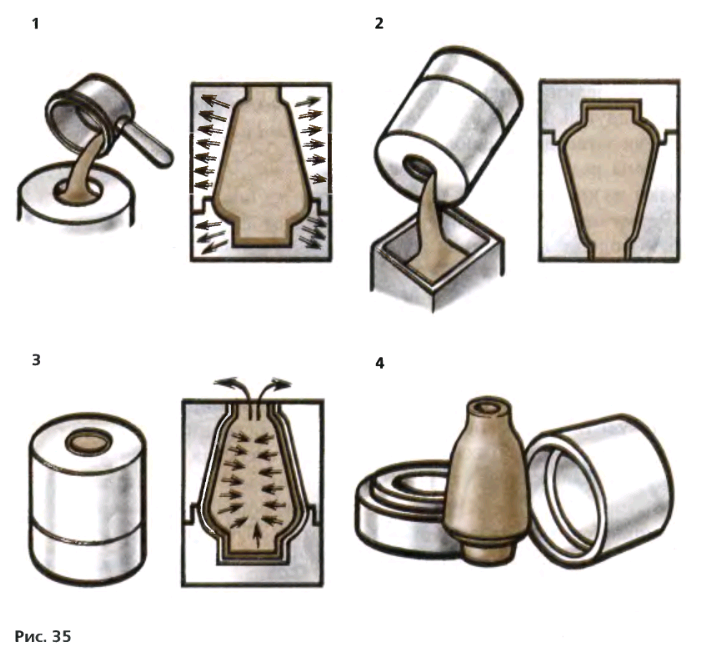
Собственно литейный процесс состоит из следующих этапов:
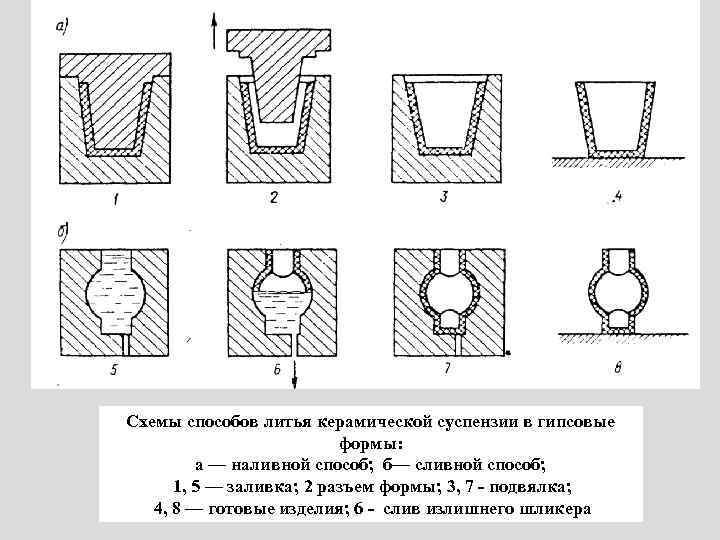
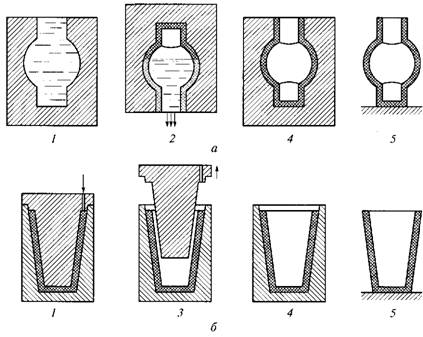
- Заливка шликера в форму
- Удаление избытков раствора
- Подсыхание отливки
- Отделение отливки от стенок формы.
После подсушивания разъедините части формы и осторожно извлеките изделие. Отливка подсушивается, при необходимости правятся недостаточно проработанные детали
Впоследствии отливку нужно обжечь в муфельной печи, как и изделие, выполненное на гончарном круге или ручной формовкой. Изделия, выполненные методом шликерного литья, также можно покрывать глазурью. Глазурный шликер наносится на поверхность. После этого проводится повторный обжиг изделий. Компоненты глазури спекаются, образуя тонкий и гладкий стеклообразный слой.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Техническая керамика
При формовании технических керамических материалов из сухих порошков, подготовленных для обработки, способ придания требуемой формы зависит от метода подготовки материала, а также от размера и формы детали, которая должна быть формована. Материалы, подготовленные для формования сухого порошка, чаще всего формуются “сухим” прессованием в механических или гидравлических прессах для прессования порошка, выбранных с учетом необходимой силы и глубины заполнения порошка. Сухой порошок автоматически выгружается во вставку из негибкой стали или карбида вольфрама в матрице, после чего порошок уплотняется до формы матрицы. Если деталь должна быть большой и не может передавать давление, подходящее для однородной плотности прессования, то можно использовать изостатическое прессование. При изостатическом прессовании порошок принимает форму гибкой мембраны, действующей как форма, формируя форму и размер прессованного порошка. Изостатические прессы могут быть как высокоскоростными, высокопроизводительными автоматическими прессами для таких деталей, как керамические изоляторы для свечей зажигания или сопла для пескоструйной обработки, так и более медленными прессами «мокрого мешка», которые требуют гораздо большего ручного управления, но особенно подходят для больших обрабатываемых заготовок. или заготовки, которые будут вырезаны или иным образом сформированы во время вторичных операций до окончательной формы.
Если требуются технические керамические детали с очень большим отношением длины к диаметру, можно использовать экструзию. Существует два типа экструдеров для керамики: один из них поршневого типа с гидравлической силой, толкающей плунжер, который, в свою очередь, проталкивает керамику через цилиндр с загруженным материалом к фильере, которая формирует экструдат, и через нее. Второй тип экструдера представляет собой шнековый или шнековый тип, в котором винт вращается, заставляя материал проходить через фильеру, что снова формирует деталь. В обоих типах экструзии сырье должно быть пластифицировано, чтобы позволить и вызвать поток материала в процессе.
Сложные технические керамические детали обычно формуются с использованием процесса литья под давлением или «горячего воска». Оба используют термочувствительные пластификаторы, позволяющие материалу течь в матрицу. Затем деталь быстро охлаждается для снятия с матрицы. Керамическое литье под давлением во многом похоже на литье пластика под давлением с использованием различных полимеров для пластификации. Для формования из горячего воска в основном используется парафин .
Применение шликерного литья
Шликерное литье из глины применяется достаточно широко как в промышленности, так и в художественных промыслах.
Промышленное производство охватывает санитарную керамику, производство фигурных элементов отделки помещений, плитки и печных изразцов.

Высоковольтные изоляторы
Отдельно стоит отметить производство высоковольтных изоляторов. Фарфоровые изоляторы сочетают доступную цену с отличными электрическими характеристиками, устойчивостью к перепадам температуры и отменной долговечностью. Недостатком же их является высокая хрупкость. В последнее время они стали уступать свои позиции на рынке изделиям из современных пластиков.
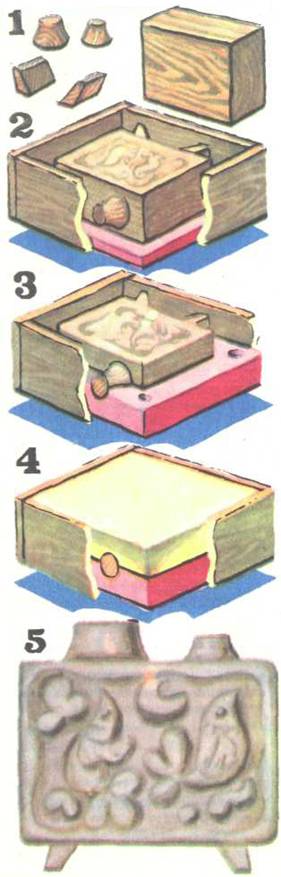
Как сделать форму из гипса: пошаговая инструкция
- Шаг 1. Готовим емкость для заливки гипсом или делаем ящик из досок. При изготовлении деревянного ящика для заливки имейте в виду, что все стыки нужно проклеить. Для этого подойдет клеевой пистолет. Гипс легко найдет любую дырочку и трещинку, воспользуется лазейкой и будет вытекать. Можно сделать опалубку – ящик без дна. В этом случае деревянная заготовка ставится на лист фанеры или ДВП и понизу тщательно обмазывается пластилином, чтобы не было щелей.
- Шаг 2. Перед тем как заливать гипс, емкость нужно смазать. Для этой цели вам и потребуется мыло, масло или жидкий воск. Лучший вариант – жидкое мыло. Мазать нужно обильно, чтобы после высыхания слепок легко отделился от стенок емкости. Для этого вам понадобится кисть.
- Шаг 3. Заливаем первую половинку формы. Есть два варианта. В первом случае на дно емкости наливается тонкий слой гипса и оставляется до застывания. Естественно, придется заранее изготовить небольшую порцию раствора для этой цели. Когда смесь застыла, на нее помещают модель, тщательно смазывают ее мылом и заливают свежим гипсом до половины. Во втором случае вместо основы из гипса используют слой пластилина.

- Шаг 5. Изготавливаем вторую часть формы. Теперь нужно пройтись по полуформе кистью, стряхнуть пыль и мелкие кусочки. Смазать емкость, и поместить заготовку в нее. Положить в форму модель, также все смазать. Залить гипсом так, чтобы смесь покрывала образец слоем, толщиной около двух сантиметров. После того, как гипс затвердел, можно извлекать прототип.
- Шаг 6. Выпиливаем на обеих частях формы отверстие для заливки. Далее ей нужно дать просохнуть в течение суток. Потом форму нужно промыть теплой водой и снова просушить. Готово! Теперь вы знаете, как сделать форму для литья из гипса.
Основные проблемы при шликерном литье
Загустевание раствора в форме
Раствор может загустеть, просто находясь в оправке. Поэтому перед сливом лучше активировать залитый в форму шликер путем легкого взбалтывания, вращения или легкого потряхивания
Забивание литника
Если применяется форма с небольшим литником, до начала слива нужно прочистить отверстие тонким шпателем.

Очистка отверстия тонким шпателем
Забилось отверстие литника
Некоторые начинающие мастера вырезают кратер литника, не притрагиваясь к отверстию и боясь нанести вред отливке. Чтобы отверстие литника оставалось свободным, можно вставить в них обрезки коктейльных трубочек.

Забилось отверстие литника
Форму нужно перевернуть над емкостью для слива и ровно и сильно подуть в трубочку
Важно добиться полного вытекания. Особо внимательно надо относиться к формам сложного рельефа
После того, как шликер слит, обрезок трубочки надо залить водой. В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность.







Установка формы после слива шликера в исходное положение
После слива раствора форму надо установить в перевернутом положении. Если вернуть ее в исходное, образуются потеки шликера по стенкам изделия, и толщина стенок меняется. Разная толщина стенок приведет к росту напряжений в ходе обжига и даже возникновению трещин вдоль потеков. Отливка может быть безнадежно испорчена.
Неполное слитие шликера из формы
Неполный слив также может привести к потекам и трещинам при обжиге. Если сливается изделие замысловатой конфигурации, при сливе форму лучше встряхивать под разными углами, добиваясь полного слива шликера.
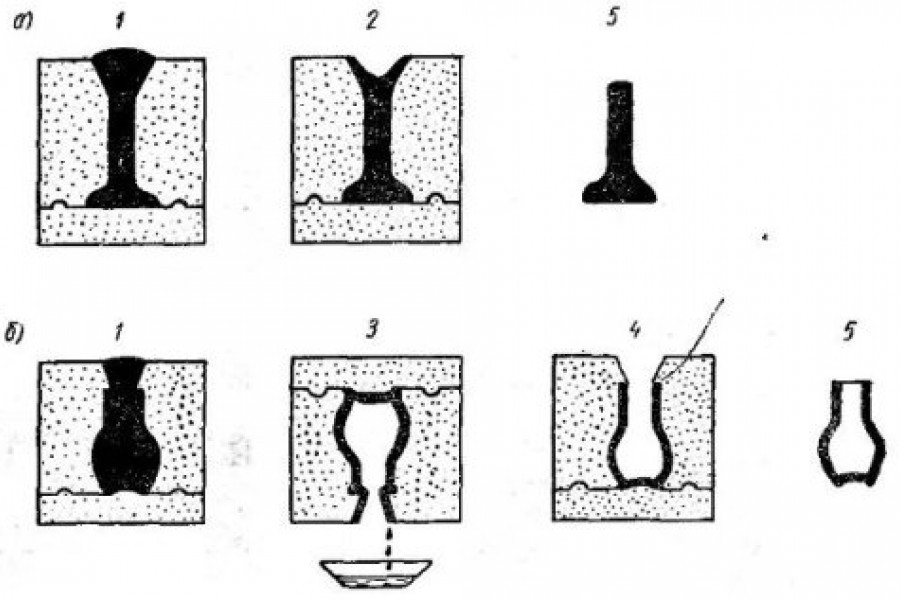
Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.
Использование шликерного литья
Шликерное литье из глины используется очень широко как в промышленности, так и в эстетических промыслах. Товарное производство охватывает санитарную керамику, производство фигурных компонентов облицовки помещений, плитки и печных изразцов.

Отдельно нужно отметить производство высоковольтных изоляторов. Фарфоровые изоляторы совмещают недорогую стоимость с прекрасными работающими от электричества свойствами, стойкостью к температурным перепадам и отменной долговечностью. Минусом же их считается большая хрупкость. В наши дни они стали уступать собственные позиции на рынке изделиям из сегодняшних пластиков.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Применение шликерного литья
Шликерное литье из глины применяется достаточно широко как в промышленности, так и в художественных промыслах.
Промышленное производство охватывает санитарную керамику, производство фигурных элементов отделки помещений, плитки и печных изразцов.

Высоковольтные изоляторы
Отдельно стоит отметить производство высоковольтных изоляторов. Фарфоровые изоляторы сочетают доступную цену с отличными электрическими характеристиками, устойчивостью к перепадам температуры и отменной долговечностью. Недостатком же их является высокая хрупкость. В последнее время они стали уступать свои позиции на рынке изделиям из современных пластиков.
Состав шликера
Сам по себе шликер – это кашеобразная масса, в состав которой входят каолин, шпат полевой, кварц. А также этот термин актуален и для подкрашенной глины, разведенной в воде, которую широко использовали еще в древние времена. В наши дни шликер представляет собой суспензии, основой которых являются вода и глина. Именно такие смеси применяют для производства керамических фигурок и посуды литьем в пористые формы.
Влажность суспензий для фарфора и фаянса составляют от 30 до 33% и от 33 до 37% соответственно. Отметки в 40% может достигать параметр шликеров из красножгущихся видов глины
Важно учитывать, что чем ниже показатель влажности, тем выше скорость формирования керамического слоя на внутренних стенках форм
Параллельно необходимо обратить внимание на меньшую усадку в процессе сушки, а, следовательно, деформацию изделий

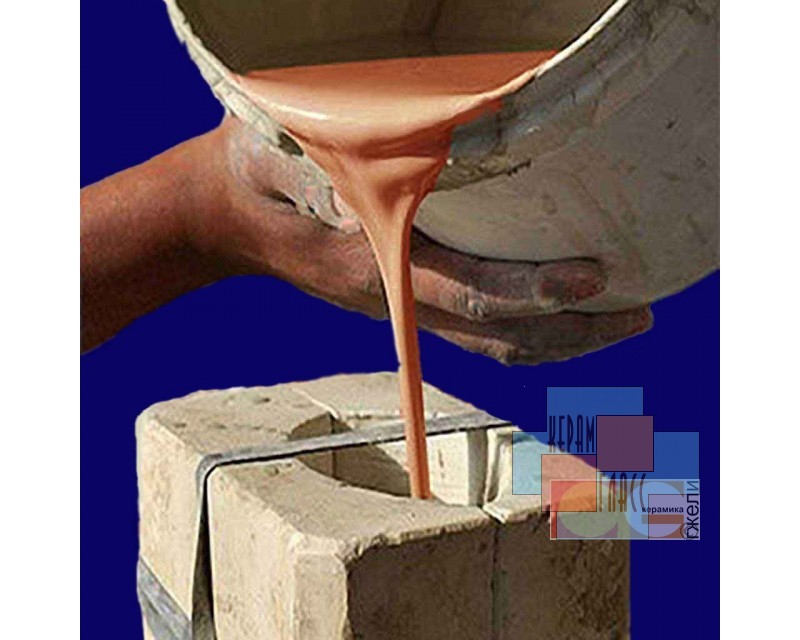
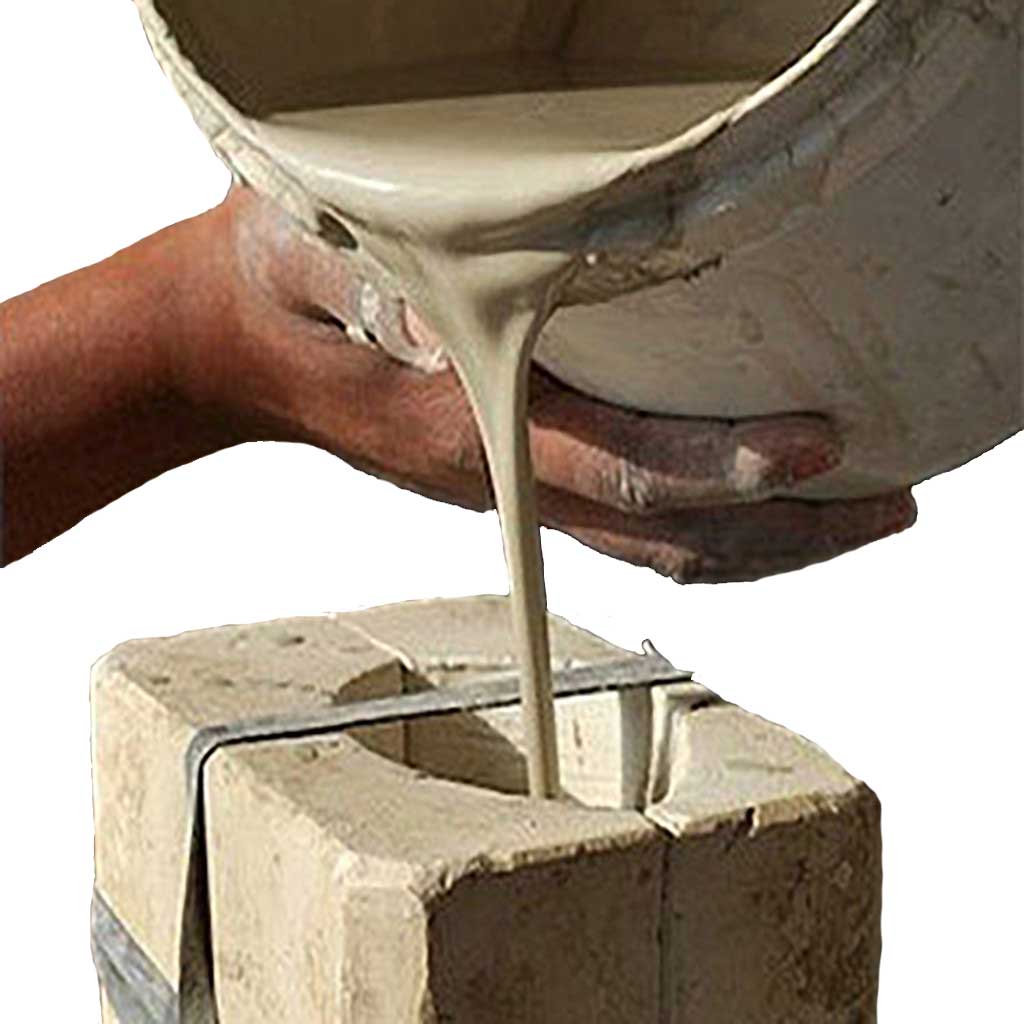
Заливаем раствор в форму
Внимание! Проблема! Пузырьки воздуха в глиняном растворе влияют на прочность изделия. Наливать шликер нужно по стенке формы, как пиво.. Теперь ждем
Вы будете видеть как по контуру гипсовой формы появляются стенки будущей кружки. Оптимальная толщина стенок – 5-6 мм. Если вы видите, что шликер стало меньше, долейте еще. Когда стенки получились требуемой толщины, нужно слить оставшийся раствор
Теперь ждем. Вы будете видеть как по контуру гипсовой формы появляются стенки будущей кружки. Оптимальная толщина стенок – 5-6 мм. Если вы видите, что шликер стало меньше, долейте еще. Когда стенки получились требуемой толщины, нужно слить оставшийся раствор.
Как это сделать правильно?
Аккуратно выливаете остатки шликера из формы. Срезаете ножиком стенки кружки заподлицо с формой. Нельзя просто перевернуть форму и поставить ее вверх дном: на дне образуется капелька. Нужно оставить кружку под углом.
Когда глина схватилась и стала твердой, вынимаете изделие из формы. О том, что кружка готова свидетельствует то, что она стала отслаиваться от гипсовой формы. Если это разборная форма, то снимаете донышко и разделяете части формы.
Методом шлинкерного литья изготавливаются не только кружки, чашки, но и сувениры, подарочная керамика.
В строительных магазинах или по интернету можно купить готовые формы для заливки.
Оборудование и материалы для литья
Для литья используется шликер определенной консистенции. На ощупь он должен быть маслянистым. В состав шликера, помимо глины и воды, включают различные добавки, меняющие консистенцию и другие свойства суспензии. В качестве добавок используют

Шликер для будущего изделия
- Другие сорта глины
- Песок
- Шамот
- Электролиты
- Красители
Важнейшим оборудованием являются формы для литья. От продуманности конструкции и качества изготовления напрямую зависит качество конечного изделия. В шликерном литье применяются гипсовые формы. Оправка обычно делается из двух частей. Для точного совмещения двух частей на одной из них предусматриваются выступы, а в другой — соответствующие им по профилю впадины. В художественном литье, отличающемся малыми сериями, части формы скрепляются резинками. Гипсовая форма для шликерного литья обладает ограниченным сроком службы, и при планировании выпуска больших партий (например, изразцов) необходимо предусмотреть изготовление нескольких оправок на каждое изделие.

Формы для шликерного литья
Важно! Форму необходимо делать только из высококачественного скульптурного гипса. Гипс должен быть пуховым, не содержать посторонних включений и комков
Оправки, изготовленные из высококачественного гипса, способны выдерживать более сотни отливок. Если же гипс низкокачественный, то после десятка отливок стенки начинают выкрашиваться и осыпаться.






Формы, пришедшие в негодность, можно раскрошить молотком, просеять через мелкое сито и добавлять в гипсовый раствор для отливки новых оправок в пропорции не более чем 1:10.
Характерности тонкостенного литья из шликера
Если нужно получить тонкостенное изделие, необходимо помнить, что после заливки гипс тут же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или статуэтки. Глина осаждается на стенках формы с конкретной для каждой определенной формы и определенного состава раствора скоростью. Исходя из этого увеличивается и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер льют в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений специалист может высчитать время, которое необходимо для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, однако в случае тонкостенных сосудов ввиду относительно небольшого объема черепка этого не нужно бояться.
Условия обучения
Обучаем в Москве художественной керамике 6 дней в неделю с понедельника по субботу согласно выбранному расписанию
Подать заявку на обучение вы можете в любое удобное время на нашем сайте, но сначала обратите внимание на условия:
- При регистрации необходимо внести 50% стоимости обучения. Оставшуюся сумму – в течение первых двух недель обучения.
- Продолжительность базового курса — 72 академических часа .
- Стоимость 48 000 рублей.
- Численность группы – до 4 человек .
- Выдаваемый документ после успешного прохождения базового курса — Свидетельство о профессии «Изготовитель художественных изделий из керамики» с присвоением 2-3 разряда.
- Для записи при себе иметь: паспорт, фотографию 3х4 см.
Занятия проходят в мастерской с использованием гончарного оборудования и инструментов, современных печей для обжига. Курс обучения гончаров-керамистов включает теоретическую и практическую части, которые есть в плане каждого занятия. За время курсов каждый из учащихся создаст декоративные изделия, керамическую плитку и посуду, используя разные техники работы с глиной. Наставники уделят максимум внимания технологиям, более всего интересующих конкретную группу. Все работы, кроме дипломной, останутся у слушателя. Одна из работ, выполненных слушателем на курсах, вынесется на защиту в качестве дипломной. По результатам защиты мы выдадим документ о квалификации. Для желающих научиться профессионально изготавливать конкретный вид изделий организуем индивидуальные и групповые курсы продвинутого уровня.
Подайте заявку на обучение прямо сейчас! Мы свяжемся с вами, ответим на вопросы, запишем на курс с подходящим режимом обучения.
Узнать даты начала курсов
Руководитель курса и педагоги

Пименов Сергей Викторович
Преподаватель курса «Художественная керамика»
Пименов Сергей Викторович
Художник, керамист-гончар. Учился МГХПА им. Строганова на факультете монументально-декоративной живописи. В течении 15 лет занимался прикладным дизайном (художественная ковка, литьё, мозаика, витраж, дизайн мебели, лестниц, интерьера). Работал в области производства печных изразцов и настенной плитки. С 2021 года работает с глиной — гончарное дело, лепка, декор. Преподаёт в школе-студии Сергея Акентьева от (пос. Гжельского кирпичного завода). Член Творческого Союза Гончаров Александра Поверина.

Звягина Вероника Юрьевна
Преподаватель курса «Гончарное дело»
Звягина Вероника Юрьевна
Художник-керамист, гончар, участник творческих выставок и керамических фестивалей. Стаж работы с глиной больше 10 лет. Опыт преподавания 10 лет. Руководитель творческого проекта «Делание» Преподаватель курса «Гончарное дело» в Русской Академии Ремёсел.

Сырбу Александра Николаевна
Преподаватель дистанционного курса «Керамика и гончарное дело»
Сырбу Александра Николаевна
Образование: — АХПК им. В.М. Васнецова по специальности «декоративно-прикладное искусство», — МГХПА им. С.Г. Строганова по специальности «художественная керамика», — Институт Проблем Современного Искусства «Новые художественные стратегии». С 2014 года постоянная участница российских и международных выставок, участница международных биеннале, лауреат ряда российских и международных конкурсов. С 2021 года член Международной Федерации Художников и Творческого Союза Художников России. Ведет теоретические и практические занятия, длительные курсы, мастер-классы для детей и взрослых. Опыт ведения занятий 7 лет. Стаж художественной практики 15 лет.
Основные проблемы при шликерном литье
Загустевание раствора в форме
Раствор может загустеть, просто находясь в оправке. Поэтому перед сливом лучше активировать залитый в форму шликер путем легкого взбалтывания, вращения или легкого потряхивания
Забивание литника
Если применяется форма с небольшим литником, до начала слива нужно прочистить отверстие тонким шпателем.

Очистка отверстия тонким шпателем
Забилось отверстие литника
Некоторые начинающие мастера вырезают кратер литника, не притрагиваясь к отверстию и боясь нанести вред отливке. Чтобы отверстие литника оставалось свободным, можно вставить в них обрезки коктейльных трубочек.

Забилось отверстие литника
Форму нужно перевернуть над емкостью для слива и ровно и сильно подуть в трубочку
Важно добиться полного вытекания. Особо внимательно надо относиться к формам сложного рельефа
После того, как шликер слит, обрезок трубочки надо залить водой. В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность.
Установка формы после слива шликера в исходное положение
После слива раствора форму надо установить в перевернутом положении. Если вернуть ее в исходное, образуются потеки шликера по стенкам изделия, и толщина стенок меняется. Разная толщина стенок приведет к росту напряжений в ходе обжига и даже возникновению трещин вдоль потеков. Отливка может быть безнадежно испорчена.
Неполное слитие шликера из формы
Неполный слив также может привести к потекам и трещинам при обжиге. Если сливается изделие замысловатой конфигурации, при сливе форму лучше встряхивать под разными углами, добиваясь полного слива шликера.
Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.








Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.
Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.
Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.
Применение шликерного литья
Шликерное литье из глины применяется достаточно широко как в промышленности, так и в художественных промыслах.
Промышленное производство охватывает санитарную керамику, производство фигурных элементов отделки помещений, плитки и печных изразцов.

Высоковольтные изоляторы
Отдельно стоит отметить производство высоковольтных изоляторов. Фарфоровые изоляторы сочетают доступную цену с отличными электрическими характеристиками, устойчивостью к перепадам температуры и отменной долговечностью. Недостатком же их является высокая хрупкость. В последнее время они стали уступать свои позиции на рынке изделиям из современных пластиков.





