

Технологии литья бронзовых изделий
Для художественного литья из бронзы или латуни на предварительном этапе проводятся следующие работы:
- Создается эскиз будущей фигурки, а потом чертеж с размерами.
- Используя слоновую кость, гипс или дерево, воссоздается модель будущего бронзового изделия.
Художественное литье из бронзы и латуни состоит из следующих шагов:
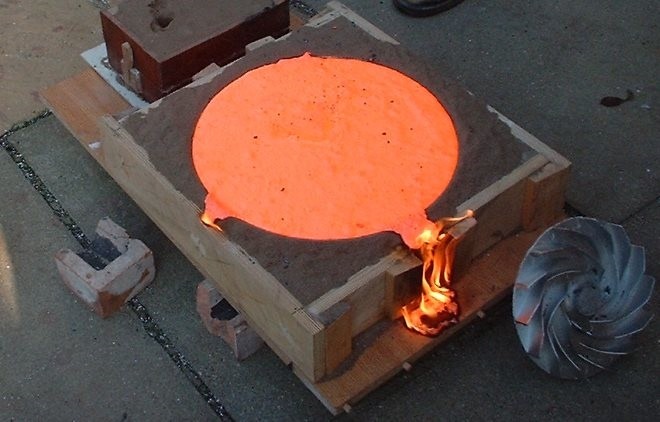
- На первом этапе идет плавление металла.
- Ведется заливка его в формы сроком на 1–2 мин.
- После застывания металл достают.
Искусство бронзовой отливки позволяет получать как предметы быта, так и фигурки или статуэтки.

Плавление металла
Литье под давлением
Процесс литья под давлением заключается в подаче расплавленного металла в пространство формы. Источником энергии является пневматическая или гидравлическая система, которая через поршень воздействует на расплавленную бронзу. Благодаря высокому давлению заполнение литьевой формы происходит в течение 0,1 с. Металл поступает во все уголки, не оставляя свободных карманов. Затем наступает период охлаждения. Начинается он с наружных объемов и перемещается к центру.
Работа совершается с помощью автоматического оборудования. Полученные тонкостенные изделия отличаются мелкозернистой структурой.
Центробежное литье
В основу такого литья положен принцип центробежной технологии. Заполняемую металлом форму начинают вращать. За счет центробежных сил идет отбрасывание металла к стенкам. Все легкие добавки заполняют центральную часть, отделяясь от изделия. Готовая продукция получается без вредных примесей.
Сложные конструкции форм позволяют получать отливки не только в виде тел вращения. Для этого в форму устанавливаются дополнительные штыри, которые являются осями бокового орнамента основного изделия.
Художественное литье
Художественное литье позволяет изготавливать из бронзы предметы для домашнего интерьера. Сюда относятся светильники, бра и скульптуры.
В некоторых случаях готовая продукция состоит из нескольких отливок, которые соединяются в одно целое. Все компоненты после извлечения из формы подвергаются чистке. С целью придания товарного вида проводится никелирование или хромирование.
Модель отливки
Окончательный
вид эскиз приобретает в виде рабочего чертежа, по которому уже и
изготавливается сама модель .
Модель отливки используется для создания отпечатка в литейной
форме: она задает требуемые контуры изделия.
В ручном литье (что преимущественно и присутствует в нашей мастерской)
чаще применяются разъемные и неразъемные гипсовые, пластиковые,
деревянные модели.
Для изготовления наиболее сложных штучных изделий, используются
деревянные модели (бук, ольха, липа, сосна) или модели из слоновой
кости многократного применения.
Модель отливки должна иметь достаточно гладкую и ровную поверхность.
Для этого ее покрывают двумя слоями модельного лака вслед за грунтовкой
и шпаклевкой.
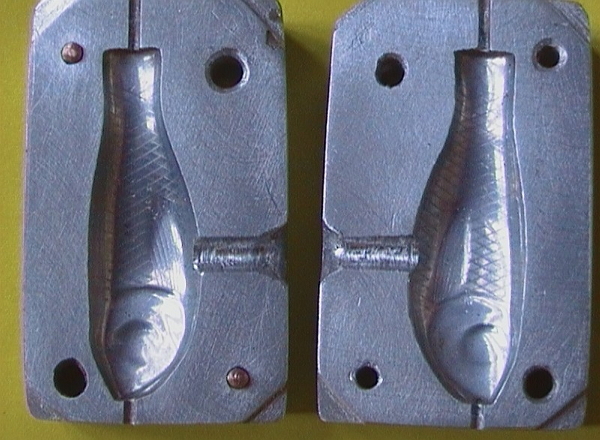
По своей конструкции модели отливки делятся на три вида.
- Неразъемные. Модели этого вида очень часто применяют
в ручном литье. Неразъемные модели извлекают из формы, не разделяя
на части. При формовке модели этого вида оставляют четкий отпечаток
наружного контура будущего изделия. - Разъемные. Модели этого вида состоят из нескольких частей,
которые легко отделяются друг от друга по сложной поверхности
или по плоскости. - Специальные. Модели этого вида представляют собой формовочные
шаблоны или скелетные модели и используются для формовки сложных
изделий из бронзы, латуни.
Литье бронзы
Литье бронзы используется издревле. На протяжении многих столетий сплавы из меди (бронза, латунь) использовались для изготовления орудий труда, охоты и украшений.
Совершенствование литейной технологии привели на современном этапе к возникновению множества методов литья металлов, в особенности цветных. Технологические возможности литья бронзы позволяют получать не просто предметы, а произведения искусства, которые с давних времен считались верхом совершенства.
Разработанные технологии позволяют производить плавку медных сплавов не только в условиях промышленного производства, но и в домашних условиях, в небольших мастерских.
2 Первые этапы технологии художественного литья
Сначала создается эскиз бронзовой конструкции при помощи подготовленных художников и дизайнеров. На его основании разрабатывается рабочий чертеж, по которому изготавливают отливочную модель, которая требуется для формирования в литейной форме отпечатка (контуров) будущего изделия.
Модели для художественного литья выполняются из слоновой кости или дерева (сосна, ольха, бук, липа), реже из пластика или гипса. На их поверхность обязательно наносят шпаклевку, грунтовку и несколько слоев специального лака, чтобы она была ровной и максимально гладкой.

Конструктивно же модели бывают следующих типов:
- Разъемные – сборные конструкции из отдельных элементов, которые можно разъединить после извлечения из формы по плоскости либо по сложной поверхности.
- Неразъемные – монолитные изделия, чаще всего используются в домашних условиях (при ручном литье).
- Специальные – скелетные либо формовочные шаблоны. Их применяют, когда из бронзы изготавливаются сложные конструкции.
После получения нужной модели приступают к производству литейной формы. Это долгий и трудоемкий процесс, выполняемый при помощи особых формовочных композиций (глина плюс кварцевый песок), приспособлений и специального инвентаря.

Литейные формы подразделяются на много- и одноразовые. Их наполняют расплавленной бронзой (смотрите видео), которая при остывании образует отливку, идентичную форме созданной модели.
ДЕКОРИРОВАНИЕ СКУЛЬПТУР ИЗ МЕТАЛЛА
Скульптурные произведения из металла — цветного, черного или драгоценного как завершение всего процесса изготовления обязательно нуждаются в декоративной отделке. Причем она не только улучшает внешний вид скульптуры, ажурной или кованой решетки камина, чеканного рельефа или художественного литья, но и предохраняют произведение, созданные в любой технике, от воздействия внешней среды, продлевает их век.
Известно немало рецептов нанесения тончайших защитных покрытий разного цвета, имеющих свою технологию. Перед химической обработкой скульптуры проводят механическую, затем скульптуру тщательно очищают, обезжиривают, отбеливают; предварительно отшлифованную и отполированную скульптуру покрывают тонкой защитной и в то же время декоративной тонирующей пленкой. Выбор того или иного вида декоративной отделки металлического скульптурного изделия диктуется качествами самого металла, а также предназначением того или иного изделия.










Общая характеристика металла
Бронза – это сплав меди в сочетании с оловом, реже в качестве дополнительного элемента используется кремний, свинец или алюминий. В зависимости от процентного соотношения металлов бронза приобретает различный цвет.

Базовые показатели этого материала обусловили его широкое применение в различных направлениях. Бронза отличается следующими свойствами:
- высокая прочность,
- износостойкость,
- низкий уровень коррозии,
- простота обработки,
- паростойкость,
- высокая тепло и электропроводность,
- устойчивость к различным повреждающим факторам. К ним относится и влияние окружающей среды.
По сравнению с другими аналогичными сплавами бронза отличается особой прочностью и стойкостью. Температура ее плавления 1000–1100 градусов.
Специалисты по работе с металлом используют два варианта бронзы: с содержанием олова и без него. Ко второй группе относятся такие типы бронзы:
- свинцовый – обладает высоким уровнем стойкости и устойчивости,
- бериллиевый – этот сплав характеризуется наибольшей стойкостью и прочностью, превосходя показатели стали,
- кремниецинковый – обладает наиболее высокой текучестью в расплавленном состоянии,
- алюминиевый – наиболее стоек перед различными раздражителями, особенно химическими.

Несмотря на хорошие показатели, оловянный тип бронзы получил самое широкое распространение. Особенностью бронзового литья является небольшой процент усадки, поэтому его часто используют для изготовления деталей, требующих точного соблюдения размера.
Поэтому такие изделия после отливки нуждаются в минимальной обработке, так как они имеют гладкую поверхность и четкие контуры. Это качество металла проявилось и в художественном литье, а также в отрасли машиностроения для изготовления различных деталей.
Заключительная обработка
После извлечения из литейной формы изделия, как правило, имеет непрезентабельный вид. Оно имеет различные поверхностные дефекты. Чтобы придать изделию из бронзы нормальное состояние и его нужно очистить шлифовальной машинкой или металлической щеткой.

Помимо очистки, потребуется и чеканка, хотя бронза имеет неплохую текучесть и при заполнении формы с легкостью проходит во все углубления. Тем не менее для того чтобы добиться на изделии четкого рисунка не обойтись без чеканки. Этот этап работы часто занимает долгое время, особенно если изделие имеет ажурные элементы.
Чеканка является наиболее творческим этапом литейной процедуры, и от ее качества будет зависеть окончательный внешний вид изделия. Готовые изделия часто покрывают серебром или позолотой, хромом или никелем. Часто дополнительным слоем покрываются статуэтки.
Изделия, отличающиеся сложностью конструкции, могут отливаться отдельными частями, а не целиком. После, элементы изделия соединяются специальными замками. Рекомендуется маркировать каждую часть, чтобы не спутать замки при сборке.
Формовка
После
того, как закончена работа над моделью, и она утверждена у Заказчика,
происходит следующий этап – изготовление литейной формы,
при помощи модели изделия и различных инструментов и приспособлений,
а так же песчаной (формовочной) смеси. Процесс изготовления литейной
формы (формовка) – наиболее трудоемкий и продолжительный.
В литейную форму заливают расплавленный металл, который заполняет
полость, остывает в ней и формирует отливку, своими очертаниями
повторяющую форму модели .
Для отливки изделия используются такие сплавы как бронза, латунь
и др.
Литейные формы подразделяются на разовые и многоразовые. Основная
составляющая формовочных смесей при изготовлении разовых форм –
кварцевый песок; в качестве связующей добавки используют глину.
После того как отливка готова, разовую форму разрушают.
Литейная
форма составляется из двух полуформ – опок. Они служат для
удержания формовочной смеси при ее уплотнении. Как правило, опоки
заполняют смесью из органических и неорганических материалов .
При ручном способе формовки используют небольшие по массе и размерам
опоки.
Применение изделий и отливок изготавливаемых центробежным литьем на ООО «Завод Литейных Заготовок»
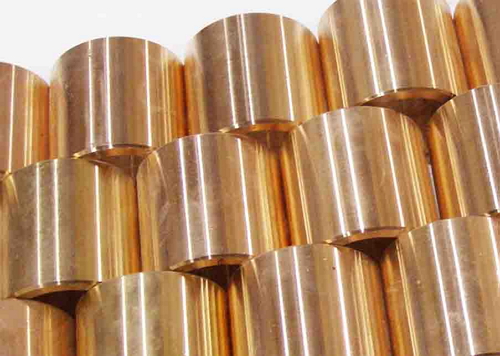
Втулки бронзовые, крышки и вкладыши подшипников трения для строительной и сельскохозяйственной техники, карьерных экскаваторов, дробильно-размольного оборудования, направляющие для кузнечно — прессового оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
Венцы бронзовые для редукторов подъемных кранов, лифтов, специального промышленного оборудования.
- Бронзовые сухари соединительных и предохранительных муфт
- Клапаны насосов и компрессоров высокого давления
- Кольца для поршней двигателей внутреннего сгорания и компрессоров
Технология литья из бронзы и латуни
Эту страничку мы решили открыть для того, чтобы Вам стал несколько
понятней производственный процесс художественного литья из бронзы
и латуни. Нам часто приходиться отвечать на вопросы наших потенциальных
Заказчиков о том, что изготовление того или иного изделия из бронзы
сопряжены с достаточно трудоемким и длительным процессом. Особенно
это касается таких изделий, которые изготавливаются с “нуля”,
т.е. эксклюзивное исполнение по идее, а в лучшем случае по предварительному
эскизу Заказчика.
Литейное дело – одно из самых древних в мире ремесел. На
заре литейного производства модель изготавливали из воска, а формы
для литья были глиняными. В более поздний период, примерно в XII
веке, появились более совершенные двухсторонние формы. С их помощью
изготовлялись самые разные изделия: домашняя утварь, оружие, украшения.
В XV веке для литья научились использовать чугун. Со второй половины
XIX века распространилась сталь, и литейное производство значительно
усложнилось.
4 Финальные этапы художественного литья
К поверхности отливок при их обработке нередко пригорают остатки формовочной композиции. Их удаляют посредством грубых щеток из металла. Если же нужно очистить очень тонкое и изысканное изделие, обычно используют проволочные механические щетки.

Для улучшения качества полученных предметов из бронзы, кроме того, применяют чеканку. На отливке почти нереально получить изображение безупречного качества – рисунок нередко трудно назвать четким и идеальным.
Справиться с этой проблемой как раз позволяет доводочная операция чеканки. Она может занимать немало времени – чем более ажурное и тонкое изделие отливалось, тем дольше она будет выполняться. Также готовые изделия при необходимости покрывают патиной, серебром, позолотой, никелем.

История технологии
Историки и археологи утверждают, что литье из бронзы начало развиваться более 10 тысяч лет назад. В начале истории появления этого сплава он использовался для производства орудий труда и примитивных украшений. Раньше сплав использовали только в производственных целях. На данный момент бронза используется для изготовления декоративных изделий, заборов, подвижных ограждений, люстр, бра, скульптурных композиций.










Моментом самого главного пика изготовления изделий из бронзы является период европейского барокко. В этот период люди украшали свои дома и поместья декоративными элементами из этого сплава.
3 Заливка, выбивка и обрубка литейных форм
После того, как будет осуществлена формовка, приступают к подготовке расплава, который требуется для заливки формы. Его получают в дуговой, тигельной либо пламенной печи (видео).
Как только металл полностью расплавляется в печи, форму можно сразу же заполнять. Данная процедура длится буквально пару минут, но для операции отливки и результатов литья она имеет важнейшее значение. Если процесс выполняется с нарушением технологии, в заливке могут образоваться шлаковые раковины, спаи, пригары, серьезные недоливы. Заполнение форм в небольших мастерских и в бытовых условиях производится при помощи специальных “ложек” – ручных металлических ковшей.
После охлаждения отливки до заданной температуры (она может варьироваться) следует процедура выбивки. Выполняют ее молотком и клещами, просто-напросто разрушая форму (если применяется одноразовая форма). На литейных заводах чаще применяются многоразовые формы, разбивать которые не нужно.
Литье в домашних условиях
Опытные мастера металлургии практикуют литье из бронзы в домашних условиях. Для проведения этого процесса требуется приобрести:
- горн;
- щипцы;
- древесный или каменный уголь;
- тигель в котором будет плавиться металл.
В качестве нагревательного элемента для плавки бронзового сплава часто используют газовую горелку. Связано это с тем, что бронзу можно расплавить при небольшой температуре. Так можно сэкономить на покупке индукционной печи.
Создание литейной формы
Литье бронзы в домашних условиях требует правильного изготовления форм для литья. Формовочная смесь должна состоять из смеси, песчаника, каменноугольной пыли, глины. Этапы изготовления формы:
- Формовочная смесь засыпается в деревянный ящик, который называется опока. Сверху её утрамбовывают слабыми ударами.
- Далее в формовочную смесь погружается модель будущей заготовки.
- Сверху располагается ещё один ящик (опока). В него засыпается формовочная смесь. Трамбуется.
- Далее мастер разделяет форму на нижнюю и верхнюю половины.
Как правильно залить расплавленную бронзу в литейную форму
Литье из бронзы в домашних условиях требует особой подготовки литейных форм. Из них требуется удалить воздух чтобы получились долговечные отливки без дефектов. Формы необходимо раскрутить в центрифуге с электроприводом. После этого можно заливать расплавленный металл.
Как получить более качественное литье
Качество литья можно повысить. Нужно использовать другой изменённую технологию. При этом используется воск. Из него изготавливают формы, в которые будут заливаться отливки. Можно использовать парафин. Чтобы сделать такую модель, требуется использовать готовую форму, которая нагревается в кипящей воде.
Литье бронзы известно многие сотни лет. С помощью этого технологического процесса изготавливаются декоративные элементы, ограждения, светильники и скульптуры. В состав бронзы входят разные компоненты, которые влияют на характеристики сплава. Существует различные виды изготовления отливок из бронзы, которые подразумевают разные технологические процессы.
Пожалуйста поддержите канал: ставьте лайки, делайте репосты, а мы будем размещать для Вас полезную информацию о металлах!Так же Вы можете посетить наш информационный сайт всё о металлах и обработке.
Технологии литья бронзовых изделий
Литье из бронзы можно разделить на несколько видов в зависимости от технологического процесса и использования литейных машин. Для плавки сплава используются индукционные печи. Сам металл покрывается флюсом.
Литье под давлением
В процессе вакуумного всасывания расплавленный металл начинает втягиваться в форму кристаллизатора. Далее начинается охлаждение заготовки, которое происходит от краёв к центру. В качестве кристаллизатора использует емкость с тонкими стенками. Она охлаждается водой. После охлаждения заготовка сама отходит от формы.
Центробежное литье
Центробежное литье бронзы применяется для изготовления деталей цилиндрической и конусовидной формы. К ним относятся уплотнительные кольца, втулки для промышленного оборудование и другие детали. С помощью центробежной технологии изготавливаются червячные колёса и шестерни. Технологический процесс подразумевает под собой вращение формы, благодаря чему расплавленный металл уплотняется.
Художественное литье
Технология художественного литья из бронзы используются в случаях создания декоративных элементов. К ним относятся различные скульптуры, светильники, решётки, ограды, сувенирная продукция. Этапы художественного литья из бронзы:
- Изначально изготавливается чертеж будущей заготовки.
- Далее мастер создаёт форму, в которую будет переливаться расплавленный металл.
- Расплавляется исходное сырье — шихта.
- Форма для литья заполняется расплавленным металлом.
- Процесс охлаждения.
- Извлечение заготовки из формы.
Последним этапом считается очистка и дальнейшая обработка детали. Если конструкция составная, изначально создаются и обрабатываются отдельные детали. После этого они соединяются в одну конструкцию. Швы зачищаются и обрабатываются защитными составами. При правильном выполнении технологического процесса создания декоративных элементов из бронзы, можно избежать ошибок и снижения качества готовой продукции.
Заливка формы
По
окончании процесса формовки изделия, начинается подготовка приготовления
расплава для заливки формы. Металл расплавляют в плавильной
печи одной из разновидностей: вагранка, пламенная, тигельная, дуговая
и др.
При художественном литье крайне редко используются металлы в чистом
виде. Литейные сплавы бывают черными (из чугуна и стали) и цветными
(из соединения в определенных пропорциях магния, цинка, свинца,
алюминия, олова, меди и других металлов). Самые распространенные
в литейном деле сплавы – серый литейный чугун и различные медные
сплавы. Наиболее известные медные сплавы – латунь и бронза, которые
в большинстве случаев и используется в мастерской нашей Фирмы для
изготовления изделий.
Латунь представляет собой сплав цинка и меди, иногда – некоторых
других элементов. Латунь имеет достаточно плотную структуру и обыкновенно
используется для изготовления отливок со сложной поверхностью.
Бронза представляет собой сплав, в который входят олово,
алюминий, марганец, или свинец. В свою очередь, бронзы подразделяются
на безоловянные и более распространенные оловянные.
По готовности металла в печи производится заливка литейной формы.
Это самая короткая операция в литейном деле, однако, она играет
основную роль в процессе отливки, т.к. при заливке возможны разнообразные
виды брака – пригар, спаи, недоливы, шлаковые раковины и т.д. Для
выполнения этой операции используются ковши самой разнообразной
формы .
В мастерской нашей Фирмы используются ручными ковшами – ложками.
Полировка скульптурного произведения
Это следующий этап отделки скульптуры из металла. Полировка осуществляется полировочными пастами различного сметанообразного состава — смеси мела, извести, окиси хрома, алюминия, нашатырного спирта, воды и других компонентов. Славится полировочная паста ГОИ. Пасты бывают твердые, средние и тонкие. В такой очередности ими и пользуются. Если первой ликвидируют оставшиеся от шлифовки царапинки, второй добиваются ровного фона, то последней получают зеркальный блеск металла.
Полировку скульптуры обычно производят вручную, достигая идеальной равномерности и доставая до углублений рельефа. Более ровные и крупные детали скульптурного изделия полируют на специально изготовленных кругах из нескольких слоев войлока, фетра, толстого сукна.
Закрепленный на небольшом металлическом стержне, который крепится в патроне точильного или сверлильного станка, полировочный круг, смазанный пастой, вращаясь, полирует скульптурное изделие. Затем художественную доводку скульптуры осуществляют на сухом матерчатом круге.
Наиболее труднодоступные участки скульптурного произведения полируют специально изготовленными палочками из древесины более твердых пород — бука, дуба и мягких — липы, груши. Рабочая часть полировочных палочек, которая смазывается пастой, разнообразна: выпуклая, вогнутая, коническая и так далее. Узкие сквозные отверстия скульптуры полируют шелковым шнуром, а то и суровой нитью, покрывая их пастой.









Полирование скульптуры путем уплотнения, выглаживания металлической поверхности скульптуры производится специальным инструментом — полировочным гладильником (гладилом). Он изготавливается из высокопрочной стали. Гладильник полируется и закаливается. Полирование осуществляется проглаживанием под нажимом в одном направлении до появления глянца на полируемой поверхности. Затем выглаживание осуществляется в перпендикулярном направлении. Рабочая часть гладильника шарообразна. Полируемую поверхность скульптуры для лучшего скольжения рабочей части полировальника время от времени, смачивают специальным раствором в воде мыла и нашатырного спирта.
1 Красота и роскошь изделий из бронзы
Считается, что первая технология литья из бронзы простейших украшений и разнообразных предметов появилась около 12 тысяч лет тому назад. Уже в те далекие годы наши предки умели создавать бронзовые изделия, многие из которых были по-настоящему великолепными. С каждым веком методики литья из бронзы улучшались.
На сегодняшний день технологии такого процесса разработаны до совершенства. Причем роскошные изделия из бронзы в наши дни можно получить и на заводах, и в домашних условиях.

Бронзовые литые конструкции современности вызывают у человека с художественным вкусом ассоциации с аристократическими интерьерами средних веков, барочным шиком, искусством античных времен. Бронза, а также еще один сплав меди – латунь, являются идеальными материалами для создания интерьерных и монументальных шедевров, которые могут украсить любой дом.
Отметим, что максимальную популярность бронзовое и латунное литье обрело в эпоху классицизма и европейского барокко. Именно мастера тех столетий научились создавать изысканные и роскошные композиции, используя латунь и бронзу. Мы и сейчас можем любоваться ими, осматривая вживую или на видео Санкт-Петербургский Екатерининский дворец, залы и сады французского Версаля, другие шедевры прошедших веков.

Сейчас латунь и бронза активно используются для изготовления:
- элементов интерьера;
- ворот и заборов;
- скульптур и сувениров;
- барельефов и бра;
- решеток и лестничных ограждений.
5 Центробежное литье и его технология
Несколько слов скажем и о том, что собой представляет центробежное литье, с помощью которого получают разные по назначению бронзовые детали с высоким уровнем износостойкости (червячные колеса, шестеренки, обечайки, втулки, фланцы, кольца, вкладыши и так далее).
Под таким процессом понимают производство отливок в формах из металла под действием центробежных сил. Они отбрасывают заливаемый металлический расплав к стенкам формы, в результате чего и получается требуемая отливка (после затвердевания горячей композиции).

Центробежное литье осуществляется на специальном машинном оборудовании – вертикальном либо горизонтальном, в зависимости от того, как располагается ось вращения литейной формы. Особых конструктивных различий между такими агрегатами нет. Они состоят из тигеля для плавления бронзы, желоба, по которому подается расплав, корпуса, изложницы, электродвигателя, шкивов и валов, а также клиноременной передачи.
Основные характеристики бронзовых сплавов
Цвет бронзового сплава зависит от количественного состава легирующих элементов. Они оказывают влияние на физические свойства: пластичность, износостойкость, температуру плавления бронзы. В качестве легирующих компонентов выступают металлы (олово, алюминий, бериллий, свинец, марганец) и неметаллы (фосфор, кремний). Расплавить в домашних условиях можно любой бронзовый сплав. Зная маркировку лома, несложно определить точную температуру плавления бронзы. Но обычно состав бронзовых кусочков, подготовленных к плавлению, разнится. Тогда оценивают внешний вид металла.
Бронзовые сплавы классифицируют по двум категориям:
- оловянные более пластичные;
- безоловянные хуже поддаются обработке:
- бериллиевые характеризуются высокой прочностью, максимальной выносливостью на разрыв, кручение;
- у алюминиевых невысокая температура плавления, они устойчивы к коррозии, обладают хорошими антифрикционными свойствами;
- свинцовые пластичные, хорошо поддаются механической обработке;
- с добавками цинка и кремния отличаются текучестью, при плавлении равномерно заполняют форму для литья;
- сплав с железом неплохо сваривается, но контакт ее с агрессивными средами нежелателен;
- марганец улучшает прочностные характеристики с сохранением пластичности, свойственной меди;
- оловянно-свинцовые бронзы отличаются ковкостью, их подвергают горячей деформации, делают из сплава горячекатаный прокат.
Для литья в промышленных условиях используют оловянную бронзу с низкой температурой плавления, до +1000°С.
В отличие от латуни, бронза более вязкая в точке плавления. При заполнении форм сложной конфигурации в производственных цехах применяют центрифуги. Сплаву, разогретому выше температуры плавления на 5°, придают дополнительное ускорение, чтобы он растекался равномерно. При кустарном изготовлении отливок вязкость бронзового сплава в точке плавления желательно учитывать, чтобы не было брака на поверхности. Достоинством цветного металла литейщики считают низкую усадку при охлаждении. Удается получать литье, не требующее длительной доводки до заданных геометрических размеров. Из бронзовых сплавов делают качественные фасонные отливки.





