

Как правильно устанавливать якорный рым на лодку ПВХ
О правилах установки следует начать разговор с рассмотрения конструкции любого рыма:
- Самое большое по площади и больше всего контактирующее с поверхностью лодки – это основание, оно имеет форму платформы из жесткого ПВХ. Эта пластина и будет удерживать вес не только конструкции, но и, распределяя нагрузку, вес якоря и его фала.
- Замок-башмак. Именно эта часть рыма выполняет функцию фиксатора каната. В зависимости от разъема между зубцами можно выбирать параметры каната, точнее, наоборот – якорный рым покупают для уже известного сечения фала для якоря.
- В некоторых конструкциях на пластину вынесен ролик для спуска каната либо просто выполнены выпуклости, направляющие фал в нужном направлении, играя роль барьера, бортика, защищающего лодку от соскальзывающего каната.
Сама установка очень проста и заключается в приклеивании рыма к борту лодки. Подготовьте необходимые материалы и инструменты. Для крепления рыма, вам понадобятся:
- Полиуретановый клей или любой другой для ПВХ поверхностей.
- Фен, любой.
- Насос, накачивать лодку.
- Карандаш либо маркер.
- Ацетон или другой растворитель.
- Веревка.
- Грузы.
- Цилиндрический ролик для прокатки рыма для лучшего прилипания.
- Рым.
Следует отметить, что, как и для прочих работ с клеем, оптимальной температурой для приклеивания будет 18-20 градусов. По возможности лучше делать это в помещении.
Последовательность
- Перед работой лодку надо будет накачать.
- Упругое основание конструкции рыма нагрейте перед феном, дайте слегка остыть.
- Приложите пластину рыма к поверхности лодки в том месте, где он будет крепиться, подогните по форме баллона и обведите карандашом или маркером контур (это необходимо, чтобы обозначить место, где следует нанести клей).
- Обезжирьте поверхность лодки внутри контура и поверхность пластины рыма.
- Нанесите тонким слоем клей на обе поверхности.
- Через 15 минут намажьте поверхности вторым слоем клея и оставьте их еще на 5-7 минут для застывания.
- Аккуратно прижмите рым к баллону лодки, не вылезая за обозначенный контур.
- Убедитесь в том, что пластина приложена ровно и между поверхностями нет пузырьков, прижмите рым и прокатайте приготовленным цилиндрической формы роликом либо похожим подручным предметом для уплотнения места соединения.
- Придавите рым к лодке приготовленными веревкой и двумя грузами, оставьте до полной полимеризации лодку в покое (от 5 до 24 часов).
ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Рым-болты должны быть изготовлены из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия-изготовителя металла.
(Измененная редакция, Изм. № 1).
2.2. (Исключен, Изм. № 1).
2.3. Технические требования к штампованным поковкам по ГОСТ 7505-89, класс точности — II, степень сложности — С3.
Примечание. При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза.
(Измененная редакция, Изм.№ 1). 2.4. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков п. 2.3.
2.5. Заварка или заделка дефектов не допускается.
2.6. Рым-болты после штамповки или ковки должны быть нормализованы и очищены от окалины.
2.7. Твердость нормализованных рым-болтов должна соответствовать указанной в табл. 3.
Таблица 3
| Марка стали | Твердость НВ рым-болтов с размером резьбы | |
| от М8 до М64 | от М72×6 до М100×6 | |
| 20 | 105-149 | 95-121 |
| 25 | 134-187 | 105-149 |
Допускается одна повторная термообработка.
2.8. На кольце рым-болта центровые отверстия не допускаются.
2.9. Надрезы на обработанной части хвостовика не допускаются.
2.10. Резьба — по ГОСТ 24705 с полем допуска 8g
по ГОСТ 16093.
Размеры фасок и сбегов резьбы — по ГОСТ 10549-80. Величина сбега резьбы для угла заборной части инструмента — 20°.
Примечание. При применении покрытия должны быть обеспечены указанные размеры и шероховатость.
2.11. Резьба не должна иметь сорванных ниток, заусенцев и вмятин.
2.12. Допуск перпендикулярности оси резьбы d
на длине 100 мм относительно опорной плоскости кольца:
0,10 мм — для рым-болтов с резьбой от М8 до M16;
0,05 мм — для рым-болтов с резьбой от М20 до М100×6.
2.13. Допуск симметричности оси резьбы d
относительно общих плоскостей симметрии рым-болта:
Т 1 мм — для рым-болтов с резьбой от М8 до М12;
Т 2 мм — для рым-болтов с резьбой от М16 до М48;
Т 4 мм — для рым-болтов с резьбой от М56 до M100×6.
2.12 — 2.13. (Измененная редакция, Изм.№ 2). 2.14. Рым-болты должны выдерживать испытание на прочность нагрузкой, равной удвоенной номинальной грузоподъемности.
Допускаемое отклонение этой нагрузки ±5 %.
2.15. Рым-болты могут изготовляться с покрытием. Виды и условные обозначения покрытий — по ГОСТ 1759.0-87.
Технические требования к покрытиям и качеству поверхности рым-болтов перед покрытием — по ГОСТ 9.301-86.
(Измененная редакция, Изм. № 1).
Рым-болт – что это?
Это изделие, отличающееся от обычного наличием кольца. Рым-болтами пользуются на предприятиях промышленного типа и на заводах. Созданы они были для существенного облегчения перемещения или установки на другое место тяжелых изделий, например, моторов, пресс-форм, штампов и компрессоров. Рым-болты применяют в качестве крепления или точки подъема.
- Описывая, почему так называется рым-болт, заметим, что в переводе с нидерландского это кольцо из металла закрепленное в обухе.
- На каждом изделии в обязательном порядке должен иметься знак ГОСТа и маркировки.
- По маркировке, имеющейся у резьбы, узнают, какие нагрузки могут выдержать данные рым-болты в работе.
Устройство рым-болта
Для изготовления используется углеродистая сталь со следующей оцинковкой, чтобы продлить срок службы данного приспособления. Очищение от каолина, происходит сразу после изготовления, крепежные элементы производятся из стали C15E. Когда принимают рым-болты, испытывают их на прочность.
- Тщательно осматривают на предмет отсутствия трещин, деформаций, имеющихся надрывов и заусенцев.
- По опорной части кольца проверяют твердость на соответствия требований ГОСТ-стандарта.
- При помощи предельных калибров проводится испытание резьбы стержневой части.
- Рым-болт – это прежде всего качество и безопасное перемещение.

Сфера применения и особенности
 Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
Благодаря очень простой конструкции, изделие рым—болт получило широкое распространение в различных отраслях промышленности. Оснастка считается универсальной, её можно применять для нескольких технологических операций:
- Растяжка.
- Прочный крепёж.
Такое крепление монтируется на различные виды оборудования, грузоподъёмность приспособления зависит от угла наклона болта. Если учесть типоразмер изделия и угол каната относительно оси, его грузоподъёмность будет находиться в диапазоне 30—20000 кг. Запрещается поднимать груз, если угол отклонения от вертикали превышает 45 градусов.
Профессионалы рекомендуют выполнять поднятие груза относительно плоскости оси болты. Такой крепёж считается самым надёжным и безопасным.
Действующий ГОСТ классифицирует болты по нескольким основным параметрам:
- Диаметр резьбы.
- Размер кольца.
- Вид крепления — жёсткое, подвижное.
Рым—болты изготавливаются в полном соответствии с ГОСТ 4751–73 . В нём предъявляются конкретные требования к таким деталям:
- Наличие сертификата.
- Грузоподъёмность.
- Твёрдость — 105—149 НВ.
- Отсутствие окалины.
Методика производства приспособления
Обычно изделия изготавливаются обыкновенной штамповкой. Иногда рым—болты куются. Категорически запрещается пайка такой оснастки. Стальные болты, сделанные из СТ 25 должны обладать твёрдостью 105—149 НВ.









Когда проводится контроль прочности детали, даётся нагрузка, превышающая установленную ГОСТом в несколько раз. Не допускается появление трещин и вытянутостей. На поверхности резьбы не разрешается наличие вмятин, заусенцев, появление повреждённых ниток.
Завод, выпускающий болты, обязан подвергать их жёсткому контролю качества. Любая партия должна обязательно подвергаться испытаниям, полученные характеристики должны соответствовать указанным в стандарте.
 На дужке болта делается маркировка, состоящая из нескольких обозначений:
На дужке болта делается маркировка, состоящая из нескольких обозначений:
- Параметры резьбы.
- Товарный знак предприятия.
Готовые изделия упаковываются в деревянные ящики. На дно укладывается плотная бумага. В каждый ящик кладется только одна партия с одинаковыми параметрами. Вес такой упаковки не должен превышать 60 кг. В коробку вкладывается сопроводительный лист, в котором указывается:
- Наименование детали.
- Количество.
- Результат испытания.
- Качество.
Каждая упаковка обязательно маркируется. Согласно требованиям техники безопасности, если болты используются на морских судах, то перед началом эксплуатации все детали проверяются на наличие коррозии и возможных дефектов.
Разновидности оснастки для подъёма грузов
 Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
Сегодня рым-крепление используется для изготовления нестандартных систем, механизмов, позволяющих быстро транспортировать грузы. Большой спрос на нестандартные изделия, особенно при строительстве зданий, вынудил изготовителей разрабатывать нестандартные типы болтов.
В настоящее время можно приобрести изделие, оборудованное вертлюгом. Этот шарнир предотвращает любое вращение детали. Приспособление применяется для погрузки:
- Небольших, лёгких деталей.
- Грузов, имеющих удлинённые кольца.
- Нестандартных ёмкостей.
Рым-болт ГОСТ 4751-73, регламент производства, свойства и особенности
Для производства монтажных, погрузочно-разгрузочных работ и транспортировки грузов используются специальные приспособления, в комплектацию которых входит рым-болт ГОСТ 4751–73 с проушиной для фиксации цепей, строп, талрепов, монтажных скоб, канатов или тросов. Конструкция, способ изготовления, условия эксплуатации и размерные параметры метиза определены государственным стандартом.
Конструкция и технические условия
В конструкции устройства основным элементом является стержень с головкой-кольцом и телом с резьбой. Производство метиза осуществляется ковкой или штамповкой стали марки ст. 20 и ст. 25.
К процессу изготовления продукта государственным стандартом предъявляются повышенные требования, так как изделия подвергается значительным механическим нагрузкам, эксплуатируется в разных климатических условиях.
По техническим условиям на кольце и теле болта не допускается наличие заусенец, отверстий, каверн, надрезов, вмятин и задиров металла, особые требования предъявляются к целостности гребней и глубине резьбовой канавки. ТУ не допускает устранение дефектов, восстановленная деталь имеет пониженные механические характеристики. В целях защиты от коррозии готовая продукция подвергается обжигу и оцинковке.
Размерные параметры посадочного гнезда по ГОСТ на рым-болты определяются рядом показателей:
- Твердостью металла
- Допусками перпендикулярности оси тела к поверхности опоры
Грузоподъемность такелажного приспособления
При выборе приспособления основное внимание должно быть акцентировано на технических характеристиках продукта в соответствии с массой груза и разновидностью выполняемых работ. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления. Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления
Грузоподъемность рым-болтов формируется углом наклона петли головки по отношению к телу приспособления.
При транспортировке тяжеловесного груза направление натяжения стропы должно направляться по вертикальной оси рым-болта.
Отклонение от вертикальной оси к плоскости болта и плоскости петли не должно превышать 450.
Если показатели отклонений превышают допустимое значение — возникают аварийные ситуации из-за срыва головки-петли или гребней резьбы.
Разрушение целостности приспособления может быть спровоцировано несоответствием марки металла, превышением массы груза сверх допустимой нормы, заявленной производителем.
Виды стальных рым-креплений
Кроме прямого назначения крепления специальной конструкции также используются при формировании нестандартной грузоподъемной системы. Такими изделиями являются рым-болты с шарниром (вертлюгом), предотвращающим вращение груза с продольными кольцами или стержнями в момент подъема тяжелых, негабаритных и легких объектов.
Любая новаторская конструкция изготавливается по условиям государственного стандарта, обеспечивающего безопасность персонала и целостность груза.
Все изделия должны иметь буквенно-цифровую маркировку и товарный знак производителя на дужке головки (М8, М16 и т. д. ).
- Технические характеристики болтов формируются способом изготовления:
- Готовое изделие подвергается обжигу при высокой температуре.
- При маркировке используется метод:
- Штамповки
- Ударное нанесение.
Каждая партия изделий оснащается Сертификатом соответствия с логотипом завода изготовителя, номером партии, количеством креплений, результатом экспертизы. Упаковка продукции должна осуществляться послойно, с прокладкой промасленной бумагой между слоями.
Особенности и область применения
Отличительными качествами рым-крепления является марка стали и шаг резьбы. Так, болт, изготовленный из ст. 20 с шагом резьбовых гребней М 8 — М 64 должны иметь показатель твердости от 105 HB до 149 HB и полное отсутствие окалины и следов ржавчины.
Усилие подъема объекта зависят от угла закрепления болта по отношению к плоскости груза. Угол натяжения строп относительно вертикальной оси крепления формируется грузовой массой перемещаемого объекта и может составлять в пределах от 30 кг до 20 тонн. Наиболее безопасное поднятие тяжеловесных грузов осуществляется при создании усилия по длине оси винтового стержня.
Метизы, изготовленные по ГОСТ 4751–73 из углеродистой стали, изготавливаются в разных размерах и формах. Кроме головки в форме кольца, элемент крепления может оснащаться крюком. Для закрепления устройства на объекте резьбовой наконечник изделия вкручивается в отверстие на корпусе груза, стропа или трос фиксируется в проушине болта.
Технические данные рым-болтов — изготовление по ГОСТ 4751 73
Настоящий стандарт распространяется на рым-болты, предназначенные для подъема, опускания или удержания на весу изделий при монтажных и такелажных работах для всех условий эксплуатации по ГОСТ 15150.
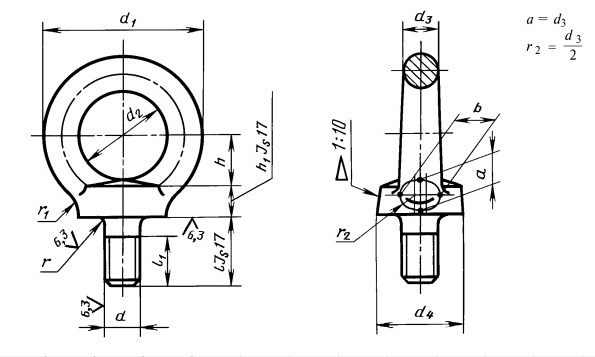
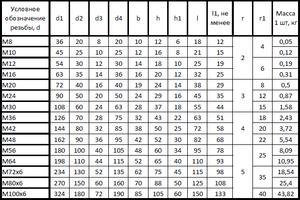
ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ1.1. Конструкция и основные размеры рым-болтов должны соответствовать указанным на чертеже и в табл. 1. Таблица 1 Размеры в мм Условное обозначение резьбы d | Применяемость | D1 | d2 | d3 | d4 | b | h | h1 | l | l 1, не менее | r | r1 | Масса 1 шт., кг |
| М8 | 36 | 20 | 8 | 20 | 10 | 12 | 6 | 18 | 12 | 2 | 4 | 0,05 | |
| М10 | 45 | 25 | 10 | 25 | 12 | 16 | 8 | 21 | 15 | 0,12 | |||
| М12 | 54 | 30 | 12 | 30 | 14 | 18 | 10 | 25 | 19 | 6 | 0,19 | ||
| М16 | 63 | 35 | 14 | 36 | 16 | 20 | 12 | 32 | 25 | 0,31 | |||
| М20 | 72 | 40 | 16 | 40 | 19 | 24 | 14 | 38 | 29 | 3 | 8 | 0,50 | |
| М24 | 90 | 50 | 20 | 50 | 24 | 29 | 16 | 45 | 35 | 12 | 0,87 | ||
| М30 | 108 | 60 | 24 | 63 | 28 | 37 | 18 | 55 | 44 | 15 | 1,58 | ||
| М36 | 126 | 70 | 28 | 75 | 32 | 43 | 22 | 63 | 51 | 4 | 18 | 2,43 | |
| М42 | 144 | 80 | 32 | 85 | 38 | 50 | 25 | 72 | 58 | 20 | 3,72 | ||
| М48 | 162 | 90 | 36 | 95 | 42 | 52 | 30 | 82 | 68 | 22 | 5,54 | ||
| М56 | 180 | 100 | 40 | 105 | 48 | 60 | 34 | 95 | 78 | 5 | 25 | 8,09 | |
| М64 | 198 | 110 | 44 | 115 | 52 | 65 | 40 | 110 | 93 | 10,95 | |||
| М72×6 | 234 | 130 | 52 | 135 | 62 | 75 | 45 | 115 | 98 | 35 | 18,54 | ||
| М80×6 | 270 | 150 | 60 | 160 | 70 | 88 | 50 | 125 | 108 | 25,40 | |||
| М100×6 | 324 | 180 | 72 | 190 | 85 | 105 | 60 | 150 | 133 | 40 | 43,82 |
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73
То же, с мелкой резьбой M100×6, с покрытием 01 (цинковое с хроматированием), толщиной 9 мкм:
Рым-болт М100×6.019 ГОСТ 4751-73
(Измененная редакция, Изм. № 1, 2).
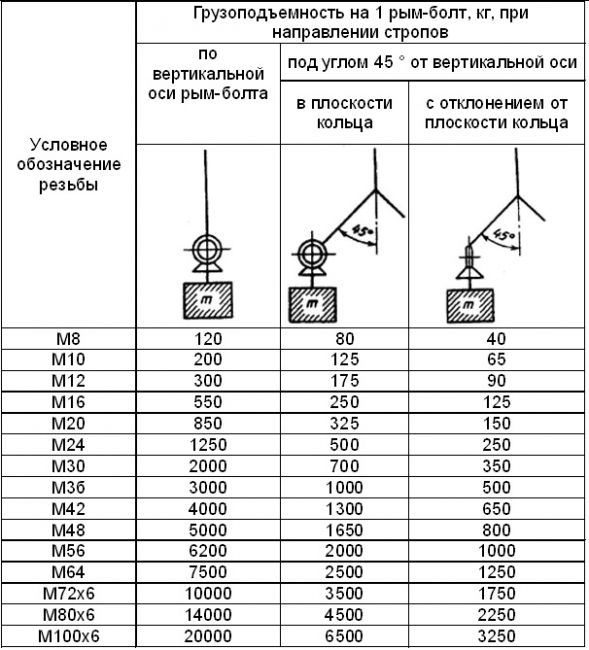
1.2. Грузоподъемность рым-болтов должна соответствовать указанным в табл. 2.
Таблица 2
| Условное обозначение резьбы | Грузоподъемность на 1 рым-болт, кг, + | ||
| при направлении строп | |||
| по вертикальной оси рым-болта | под углом 45º от вертикальной оси рым-болта | ||
| в плоскости кольца | с отклонением от плоскости кольца | ||
| М8 | 120 | 80 | 40 |
| М10 | 200 | 125 | 65 |
| М12 | 300 | 175 | 90 |
| М16 | 550 | 250 | 125 |
| М20 | 850 | 325 | 150 |
| М24 | 1250 | 500 | 250 |
| М30 | 2000 | 700 | 350 |
| М36 | 3000 | 1000 | 500 |
| М42 | 4000 | 1300 | 650 |
| М48 | 5000 | 1650 | 800 |
| М56 | 6200 | 2000 | 1000 |
| М64 | 7500 | 2500 | 1250 |
| М72×6 | 10000 | 3500 | 1750 |
| М80×6 | 14000 | 4500 | 2250 |
| М100×б | 20000 | 6500 | 3250 |
Примечания:
1. При подъеме груза направление строп под углом от вертикальной оси рым-болта свыше 45° не допускается.
2. Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб толщиной:
— до 1 мм — под рым-болты с резьбой М8-M12;
— не более половины шага резьбы — под рым-болты с резьбой свыше M12.
1.3. Конструкция и размеры гнезд под рым-болты приведены в приложении.










Примечания фгуп «стандартинформ»
1. На первой странице под наименованием стандарта на английском языке дополнить кодом: МКС (указатель «Национальные стандарты», 2008)
2. Указанные в разделе «Информационные данные» к ГОСТ 4751-73:
ГОСТ 1759.0-87. В части маркировки на территории Российской Федерации действуют ГОСТ Р 52627-2006 (ИСО 898-1:1999) и ГОСТ Р 52628-2006 (ИСО 898-2:1992, ИСО 898-6:1994);
ГОСТ 16093-81 заменен на ГОСТ 16093-2004;
ГОСТ 24705-81 заменен на ГОСТ 24705-2004.
| Поделитесь в соц.сетях: |
- Предыдущая записьКакие самоделки для домашнего хозяйства можно сделать своими руками
- Следующая записьКак высчитать амперы зная мощность и напряжение – советы электрика
Нет комментариев
Рым (грузовой болт)
Такелаж грузовой :: Рым (грузовой болт)
К специальным винтам относится грузовой винт (рым-болт ГОСТ 4751—73). Рым представляет собой стальное кольцо, закрепляемое резьбовой частью на деталях машин и агрегатах, предназначенное для подъема их при монтаже, перемещении и разборке. Рымы, постоянно закрепленные на машинах и агрегатах, являются их составной частью, а работающие в качестве грузозахватных приспособлений – составной частью грузозахватных средств. Стандартные обыкновенные рымы (рис. 14) устанавливают на электродвигателях, корпусах редукторов и т. п.
Рис 14. Рым: а — обыкновенный; б — отверстие под рым; в — с вертлюгом, предназначенный для транспортирования легких деталей; г — с удлиненным кольцом для транспортирования тяжелых деталей; д —усиленный для кантования деталей; е — с удлиненным стержнем, для подъема деталей с нерезьбовыми отверстиями; ж — для транспортирования деревянных изделий; з — строповка за один рым; и — стро¬повка за два рыма, расположенных произвольно; к — строповка за два рыма, расположенных в од¬ной плоскости.
Используя различные переходники с наружной и внутренней резьбой или с фланцами, можно применять рымы для строповки различных грузов (деталей, узлов и оборудования). При зацепке за рымы нужно учитывать угол между натянутыми ветвями стропа, число рымов и ветвей, так как при большом угле наклона ветвей возникают большие усилия на рымы.
В случае отсутствия указаний о методе строповки за рымы, стропы следует располагать только вертикально. Погнутые рымы или с сорванной резьбой применению не подлежат.
Технические требования.
Рым-болты изготовливаются из стали марки 20 или 25 (подгруппа а) по ГОСТ 1050-88 штамповкой с последующим отжигом или нормализацией и выбирают в зависимости от грузоподъемности. Допускается изготовление ковкой.
Соответствие материала предусмотренным маркам должно быть подтверждено сертификатом предприятия изготовителя металла.
Технические требования штампованным к поковкам — по ГОСТ 7505-89, класс точности II, степень сложности С3.
Для установки в одной плоскости колец двух ввинченных до упора рым-болтов допускается применение плоских шайб до 1 мм — под рым-болты с резьбой М8 — М12; не более половины шага резьбы — под рым-болты с резьбой свыше М12.
Пример условного обозначения рым-болта с резьбой М8 без покрытия:
Рым-болт М8 ГОСТ 4751-73.
То же с мелкой резьбой М100 х 6, с покрытием 01 (цинковое с хроматированием) толщиной 9 мкм: Рым-болт М100 х 6.019 ГОСТ 4751-73.
Грузоподъемность рым-болтов
Таблица 4. Грузоподъемность рым-болтов.
Твердость нормализованных рым-болтов
Таблица 5. Твердость НВ рым-болтов .
При подъеме груза направление стропов под углом от вертикальной оси рым-болта свыше 45 ° не допускается.
При изготовлении рым-болтов свободной ковкой в подкладных штампах допускается увеличивать плюсовые допуски в 2 раза. На внутренней окружности кольца допускается лыска, получаемая после зачистки заусенцев, при условии сохранения размера в пределах допусков.
Заварка или заделка дефектов не допускается. Рым болт после штамповки или ковки должен быть нормализован и очищен от окалины.
Проконсультироваться по вопросам других типов изделий и полный перечень продукции вы можете узнать у наших менеджеров.
- Рым-болт по DIN 580
- Рым-гайки по DIN 582
Грамотное обращение с крепежом для успеха работы
Перед работой важно обращать внимание на качество крепежных элементов. Как и любое приспособление, они должны быть не только прочными, но и безопасными. Их используют с большими грузами, поэтому нужно соблюдать некоторые несложные, проверенные профессионалами правила
Необходимо перед использованием оценить качество крепежа, не следует применять изношенные либо поврежденные кольцевые болты. Также не стоит использовать приспособления согнутые, либо с деформированными проушинами
Их используют с большими грузами, поэтому нужно соблюдать некоторые несложные, проверенные профессионалами правила. Необходимо перед использованием оценить качество крепежа, не следует применять изношенные либо поврежденные кольцевые болты. Также не стоит использовать приспособления согнутые, либо с деформированными проушинами.

Важно, чтобы перед применением отверстия и резьба были чистыми. Нельзя пользоваться переделанными, укороченными или измененными другим способом болтами
Кроме осмотра, необходимо соблюдать еще определенные правила и при выполнении монтажных работ. При использовании элементов нельзя превышать допустимую рабочую нагрузку (обычно это можно проверить в специальных таблицах, которые имеются в упаковке). Не следует использовать обычные болты с гайками, когда требуется выполнять боковые нагрузки. Для боковых нагрузок нужно использовать только кольцевые болты либо с гайками, либо с опорами.
Важно применять данные приспособления при допустимых рабочих нагрузках: обычно если угол к вертикали составляет около 90 градусов, то допустимая нагрузка может быть 30 процентов в линии, а при наклоне в 90 градусов допустимая рабочая нагрузка не должна превышать 25 процентов. Нельзя укорачивать такие болты при прикреплении к грузам, и перед креплением нужно высверливать правильно отверстия, чтобы они соответствовали подготовленным крепежам, или нужно использовать шайбы
Важно вкручивать не только сами болты, но и гайки до конца, до упора.
Даже если крепеж прикреплен по всем правилам и проверен на качество, все равно при перемещении груза нужно соблюдать следующие правила безопасности: во время работы нельзя стоять под грузом, а поднимать его нужно равномерно, без рывков, важно в такой работе контролировать подъем. Нагружать кольцевые болты нужно в плоскости проушины, под углом этого делать не допускается
Если при работе с ними используются двухветвенные или более разветвленные стропы, важно, чтобы нагрузка рассчитывалась с учетом угла наклона стропы. Конечно, это уже наука не для бытового уровня, а для крупных строительных проектов или логистических центров, где и грузы потяжелее, и ответственность побольше.
- 5
- 4
- 3
- 2
- 1
Тюнинг лодки из ПВХ
Данное водное транспортное средства является самым продаваемым и удобным в использовании. Это можно обусловить тем, что:
- лодку легко транспортировать, не надо покупать никаких прицепов;
- её легко отремонтировать;
- для неё существует множество примочек.

Но даже учитывая все эти положительные моменты, она в «сыром» виде, довольно не практичная. Функционал у такого средства очень маленький, а это означает, что надо дорабатывать.








Существуют сервисы, где можно осуществить свою затею, но это стоит довольно дорого. Сделать тюнинг ПВХ лодки своими руками будет дешевле и правильнее.

Конечно, это не означает, что все детали надо мастерить собственноручно, часть из них можно приобрести в магазине.
Итак, давайте разберём, что можно доделать:
Усиление днища и баллонов. Такой тюнинг опытные рыболовы проводят всегда, независимо от условий рыбаки. Предлагается на дно и по бокам баллонов приклеить дополнительный слой прорезиненной ткани или мембраны.

Изначально при надутой лодке делаются замеры и отмечаются места, куда будут приклеиваться латки. После это лодка сдувается, места склейки обезжириваются, а уже сверху приклеивается выбранный материал.


Якорь. Очень удобная вещь при рыбалке на одном месте. В магазинах продается специальный якорный рым, его устанавливают на корме.

Посмотрите еще здесь!
Зимняя удочка своими руками — обзор лучших вариантов. Инструкция по созданию необычной зимней удочки из разных материалов
Якорь для лодки своими руками: изготовление самодельного якоря для ПВХ лодок (95 фото и видео)
- Как сделать жерлицу своими руками — особенности изготовления зимних и летних снастей (110 фото и видео)
Герметизация швов. При покупке дешевой лодки, на качество надеяться не приходится. Поэтому многие владельцы дополнительно герметизируют швы.

Также можно украсить лодку по периметру различными наклейками и т. д. Чтобы вдохновиться, можно посмотреть фото такого тюнинга на лодке своими руками.

Держатель удилищ. Также незаменимая вещь, если ловля происходит сразу несколькими спиннингами.

Список вещей, которыми можно дополнить плавательное средство, можно продолжать бесконечно. Например, можно установить, сидения, столик, руль, соорудить колёса и много, много другого.






