

Преимущества лазерной резки
Технология обработки металлических изделий лазером лучше всего подходит для работы в промышленных масштабах благодаря ряду преимуществ. Лазерной резкой можно осуществить отделку материалов, которые легко деформируются. Технологию легко применяют в работах с твердосплавными металлическими изделиями. На производствах менее затратно производить раскройку деталей лазером, который будет действовать по чётко заданному чертежу, подготовленному на компьютере. Материалы при лазерной обработке почти не деформируются, так как отсутствует механический контакт с изделием.

Как выбрать способ раскроя металла на основании метода резки
Как было отмечено ранее, правильный выбор способа раскроя является очень важным этапом изготовления заготовок и деталей из листового металла. От этого зависит ряд моментов: качество кромки, точность реза, объемы отходов материала и дополнительной обработки после раскроя.
| Гильотина | Газокислородная резка | Плазменная резка | Лазерная резка | Гидроабразивная резка | |
| Стоимость раскроя | Средняя | Средняя | Низкая | Низкая | Очень высокая |
| Толщина раскраиваемого металла | До 20 мм черная сталь, до 16 мм нержавейка | До 350 мм | До 100 мм | До 16 мм | До 300 мм |
| Марки | Черный нержавеющий металл, алюминий, сплавы на основе меди | Металлы с высокой температурой плавления | Черный нержавеющий металл, алюминий, сплавы на основе меди | Черный нержавеющий металл, алюминий, сплавы на основе меди | Любые |
| Качество кромки | Заусенцы | Закаленная кромка, низкое качество | Закаленная кромка, низкое качество | Высокое | Высокое |
| Шероховатость кромки | Небольшая, Rz40 | Очень высокая от Rz100 | Высокая Rz60–100 | Минимальная Rz5-10 | Rz20–80 |
| Ширина реза | 0,1 мм | До 20 мм | 2-3 мм | 0,15–0,3 мм | 0,2–1 мм |
| Термовоздействие | Отсутствует | Очень высокое | Очень высокое | Среднее, 0,2 от края | Отсутствует |
| Точность | Низкая | Низкая | Средняя | Очень высокая | Очень высокая |
| Фигурные контуры | Нет | Да | Да | Да | Да |
| Необходимость постобработки | Большой объем работ | Высокая, кромка будет закалена | Высокая, кромка будет закалена | Практически не требуется | Практически не требуется |
| Преимущества | Выгодно для производства уголков и прямолинейных полос | Относительно высокая производительность | Высокая производительность | Изготовление сложных контуров высокой точности при низкой стоимости и высокой скорости производства | Обработка практически любых материалов без термического воздействия |
| Недостатки | Только подготовительные работы, в дальнейшем потребует больших затрат на завершение изделия | Низкая точность, закаливается кромка, потребует больших усилий для завершения изделия | Низкая точность, закаливается кромка, потребует больших усилий для завершения изделия | Сравнительно небольшая толщина обрабатываемого материала | Очень дорогостоящий вид раскроя |
Почему следует обращаться к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
- цветные металлы;
- чугун;
- нержавеющую сталь.
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Как подбирается наиболее экономичный способ раскроя металла

При раскрое особое внимание уделяется расположению заготовки на полосе или листе металла. Чаще всего заготовки изделий имеют форму близкую к прямоугольной, но нередко встречаются и детали, которые имеют более сложный контур
В процессе изготовления заготовок из металла образуются отходы, объем которых определяется правильным выбором способа раскроя.
Существует два вида отходов, получаемых в ходе производства продукции из металла:
- Технологическими отходами называют материал, который теряется за счет оплавления при резке (оплавление при высокотемпературном раскрое и стружка или неровности при механической резке).
- Отходы раскроя составляет материал листа, ленты, прутка и т. д., который остается нетронутым при определенном способе изготовления заготовок.
Получение отходов раскроя обусловлено двумя факторами, по которым их можно разделить на две группы:
- отходы формы;
- отходы некратности.
Отходы формы представляют собой материал, который расположен между контурами нескольких заготовок внутри прямоугольника, который охватывает их формы и остается неиспользованным (к примеру, между прямоугольником abed и периметром заготовки).
Отходами некратности называют неиспользованный металл листового или другого проката, габариты которого больше суммы размеров заготовок.
Чтобы из проката металла получить как можно большее количество заготовок необходимо подобрать наиболее оптимальный способ раскроя, который сопровождается наименьшим объемом отходов
Для этого нужно принять во внимание особенности технологии получения заготовок
Основные способы раскроя металла
Производственники, в целях оптимального раскроя материала и минимизации объема отходов, стремятся подобрать оптимальный способ раскроя листового материала или проката исходя из технологий, применяемых для разделки металла на заготовки. Например, при использовании дисковых ножниц или газового резака, допустимо расположение заготовок в любом месте листа. В то время как, при раскрое на гильотинных ножницах необходимо следовать определенным ограничениям. Заготовку необходимо так размещать, что существовала возможность реализовать прямолинейные резы вдоль или поперек листа и прямых резов под углом.

Станок для резки листового металла с дисковыми ножницами
В случае необходимости обработки большой партии заготовок имеет смысл использовать комбинированный метод. Он заключается в том, что заготовки, имеющие разную форму, укладывают в прямоугольник с минимизированными размерами. Затем эти прямоугольники используют для лучшего заполнения листа. Формирования размерной последовательности. Перемещая эти формы по поверхности, получают улучшенную форму конфигурации.

Метод лучшего заполнения короткой стороны листа
Метод лучшего заполнения короткой стороны листа – это позволяет снизить количество отходов, вызываемых отсутствием кратности. Остающаяся часть листа будет несколько короче чем вдоль длинной стороны. Заготовки должны быть подобраны таким образом, чтобы их размеры позволили оптимальным образом заполнить меньшую сторону листа. Для разметки вдоль длиной стороны выполняют аналогичную работу.
Суть способа формирования размерных последовательностей заключена в следующем — заготовки располагают на листе от крупных к мелким.
На основании проведенных работ составляют карту раскроя. Затем, определяют потребное количество материалов (листа или другого проката). Кстати, это основной документ, который должен быть на рабочем месте оператора заготовительной машины.
Из плотной бумаги или картона подготавливают шаблоны
Из плотной бумаги или картона подготавливают шаблоны заготовок, которые необходимо раскроить. Шаблоны располагают на лист и путем передвижения и их совмещения между собой получают оптимальный раскрой листового материала.
Резка металла ленточными и дисковыми пилами
Для раскроя металла используют и такой инструмент, как дисковые пилы. Этот инструмент применяют для обработки крупных заготовок. Надо отметить, что при работе с таким инструментом требуется использование довольно большого количества физической силы. Рабочий орган этого инструмент – диск, изготовленный из инструментальной стали.
Этот инструмент наиболее эффективен при работе со сталью и другими материалами, в том числе и с цветными металлами и сплавами. Чаще всего этот метод обработки металла выбирают для обработки листового материала, трубы. Рез выполняют прямо, но, возможно, и его выполнение под заданным углом.






Дисковый инструмент отличается высокой производительностью, безопасностью и простой эксплуатацией при раскрое сложных заготовок. Этот инструмент — вот уже длительное время обладает широкой популярностью и среди производственников, и среди домашних мастеров. Это вызвано в том числе и его доступностью. На рынке представлено множество моделей дисковых пил, в том числе и стационарных и приобрести их может каждый.
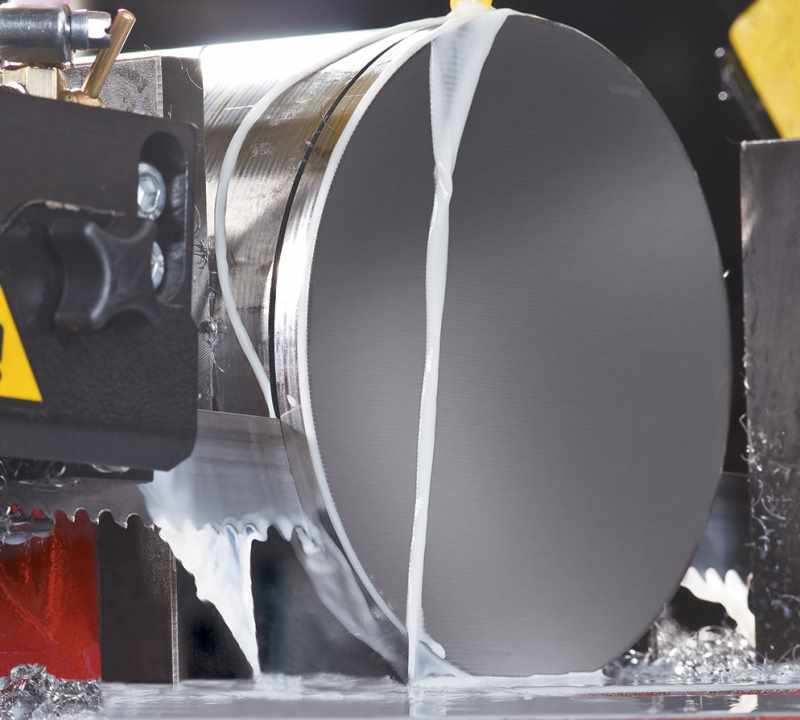
Ленточнопильный раскрой металла
Другой, не менее популярный, способ раскроя, это обработка заготовок на ленточной пиле. Рабочий орган этого оборудования – ленточная пила, которая работает как обычная ножовка. Полотно ленточной пилы замкнуто в кольцо и отличается большой длиной. То есть, по сути, ленточная пила представляет собой кольцо, с одного края которого расположены зубья. Для производства ленточной пилы применяют углеродистые стальные сплавы, но существуют и биметаллические модели.
В комплект ленточнопильного станка входят два шкива, которые вращаются от электрической силовой установки.
Станки этого класса представляют массу возможностей при обработке прутков, фасонных профилей, труб. На станках некоторых марок допустимо выполнять не только прямые резы, но и фигурные.

Фигурный раскрой металла на ленточной пиле
На рынке представлены разнообразные модели начиная от однотумбовых станков, управляемых вручную и заканчивая машинами портального типа, работающих под управлением компьютера.
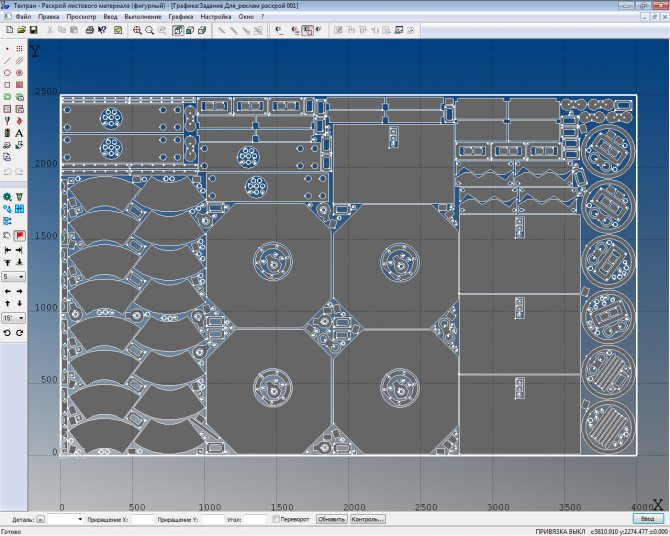
Расчет раскроя металла, минимизация отходов
Первый этап – формирование карты раскроя. Это схема расположения контуров деталей (заготовок) на листовом металле. Делается в ручном режиме, либо с использованием программных комплексов. Последний вариант предпочтителен, так как карта раскроя получается оптимальной
Это важно для потокового производства, когда нужно учитывать деловые остатки, которые уменьшат объем невозвратных отходов
Принципы формирования карты раскроя металла.
- Размещение однотипных заготовок позволяет использовать материал максимально эффективно.
- Сначала размечаются габариты длинных и широких деталей, затем остальные заготовки заполняют свободное пространство.
- Совмещение контуров для оптимизации порезки, меньше проходов резака или лазерной головки.
- Технологическая ширина реза. Для тепловой обработки она составляет 3-5 мм от фактической ширины. При механическом раскрое не учитывается.
- Чем больше стальной лист, тем выше коэффициент использования. Это отношение площади заготовок к площади листа.
Учитывается, какой станок или другое оборудование выбрано для раскроя металла. Основной параметр – максимальная и минимальная ширина реза, возможность изменения этой величины. Основание для выбора технологии – требования к качеству получаемой заготовки
Так, для высокоточного производства важно отсутствие конусности среза, либо минимальное значение этого параметра
Важно: для изготовления деталей разной толщины рекомендуется составлять несколько карт, а также рассчитывать параметры оборудования. Это нужно для оптимизации процесса, повышения скорости обработки, качества изделий
Инструменты для резки листов металла
Изначально при выборе инструментов нужно определиться с задачами. Имеет значение не только количество работы, но и временные рамки, аккуратность среза и возможность повреждения защитного покрытия. На стройке часто пользуются электроножницами. При этом не стоит ожидать очень ровного края. Преимущество такого аппарата – скорость проведения работ.
Как ровно отрезать лист металла? В домашних условиях проблема решается достаточно просто – применением ножниц по металлу. Но этот метод требует много времени и физических сил. Не подойдут ножницы, если нужно вырезать длинные полосы. Наиболее ровный срез можно получить, используя шлицевые ножницы. Такой инструмент достаточно дорогой и его обычно используют профессионалы.
Оборудование для резки профилированного и оцинкованного листа:
Рубка гильотиной
История этого оборудования, по официальным данным, берет свое начало со времен Французской революции. В то время ее применяли для устранения «врагов народа» и только множество лет, спустя, ей нашли другое применение, а именно, в раскрое листового металла. С использованием некоторых приспособлений на гильотине (механических ножницах) можно резать прокат, арматура.
Раскрой листа происходит в течение ряда операций.
- Лист устанавливают на рабочий стол. С тыльной стороны станка установлена линейка, на которой выставляют размер отрезаемой заготовки.
- После того как лист выставлен, оператор станка запускает его. Передняя плита прижимает лист к поверхности стола, в вторая, на которой установлены ножи, после этого опускается и под свои весом разрезает лист в установленный размер.
Следует отметить, что если ножи имеют подобающую заточку и установлены с минимальной погрешностью, то рез получается без заусенцев и замятий. При этом, на листе не будет возникать кривизна, так как рез происходит во всей длине листа одномоментно.

Рубка гильотиной
Оборудование этого класса оснащают электрическими двигателями. У одних марок, например, Н177, перемещение передней и задней плиты осуществляет с помощью механизма, основу которого составляет довольно габаритный маховик. На таких станках допустимо резать листы до 12 – 14 мм, разумеется, толщина зависит от свойств и марки материала.
Существуют станки этого класса, в котором плиты перемещают с помощью гидравлического механизма. Но в отличие от механических устройств они требуют к себе бережного отношения, постоянного контроля над уровнем и состояния масла и пр. На таких станках допустимо резать материалы до 30 мм толщиной.
Современные гильотинные ножницы, оснащают цифровой техникой выставления размеров, возможностью настройки усилия реза и другими опциями. Существуют и станки, оснащенные системами числового управления. Оборудование этого класса, выполняет раскрой метала с минимальными погрешностями.
Для создания изделий из жести (оцинкованного металла) применяют ручные ножницы. В зависимости от конструкции на них можно заниматься кройкой листов жести с шириной двух и более метров при толщине до 20 мм.
Существует еще одна разновидность гильотин – сабельные. Их также используют в кустарных мастерских или небольших производствах.

Гильотина для раскроя металла сабельного типа
Кстати, ножницы гильотинного типа нашли свое применение не только при изготовлении металлических конструкций но и в полиграфии, с их помощью разрезают большие стопки бумаги.
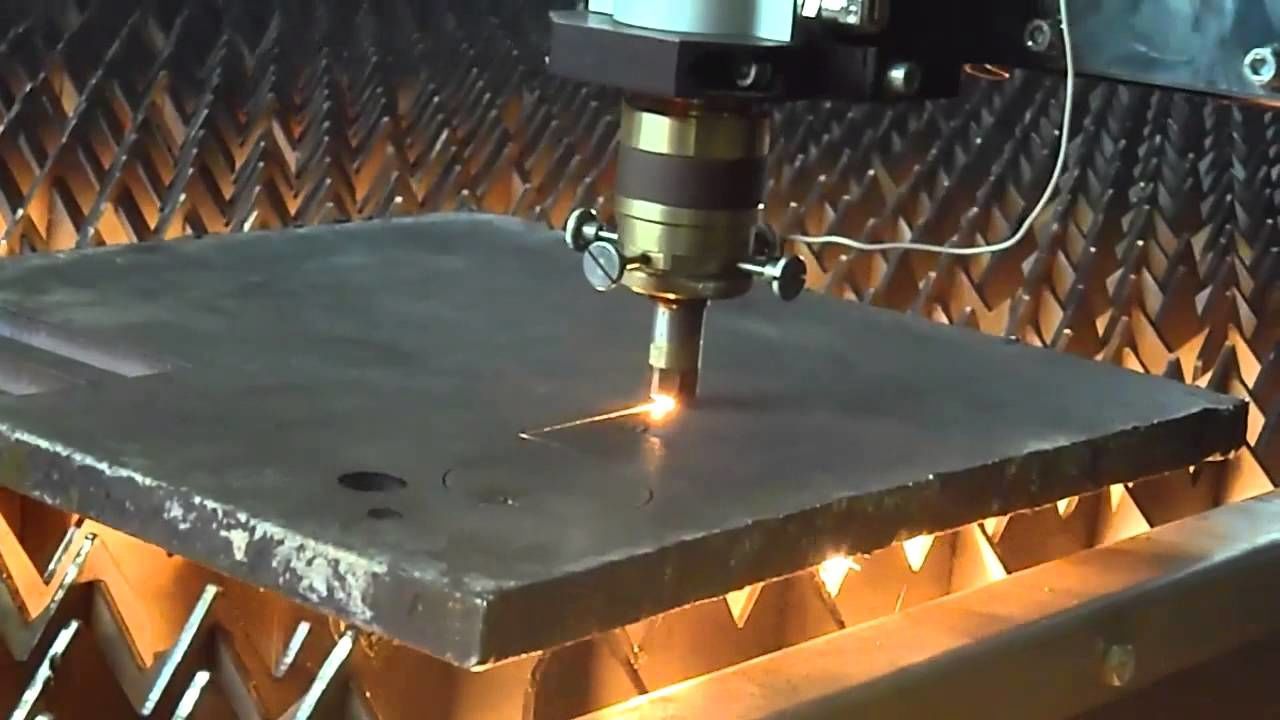
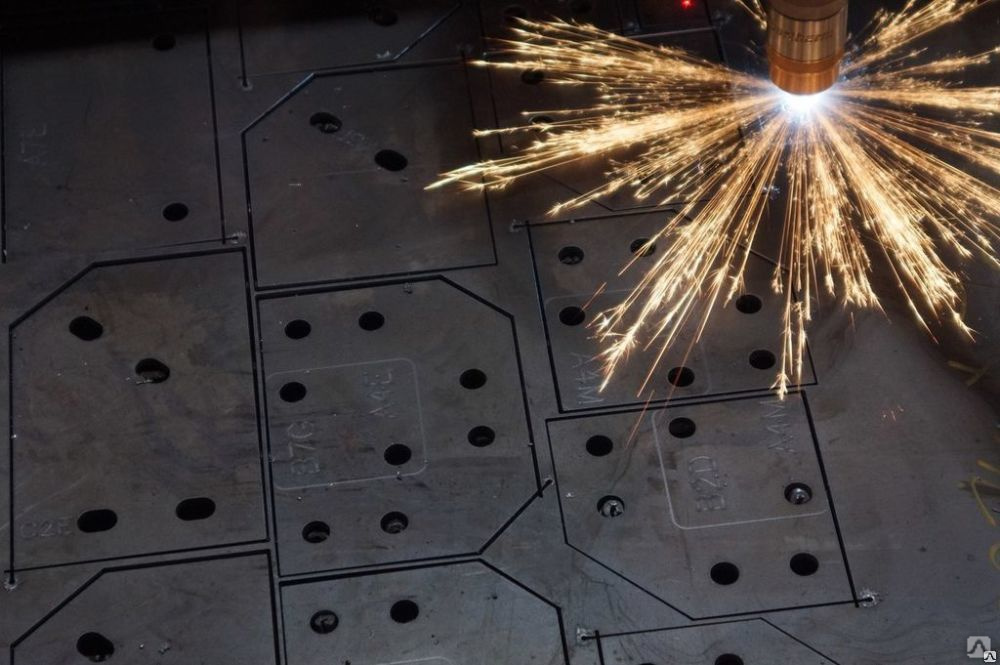
Лазерная и плазменная резка
Одним из главных достоинств, кроме высокой производительности плазменной и лазерной резки металлов является возможность выполнения сложного фигурного реза в листовом материале.
Раскрой проката плазморезом
Плазменный раскрой металла выполняется посредством интенсивного нагревания металла вдоль реза энергией электродуги с последующим удалением расплава плазменным потоком. За счет высокой температуры режущего потока ионизированного газа (15-30 тыс. градусов Цельсия), метод обладает высокой скоростью резки. Это наиболее эффективный термический способ резки листового металла.
Перечисляя достоинства плазменного раскроя металла, кроме высокой точности реза, стоит отметить:
- Возможность раскроя заготовок сложной формы, в том числе по шаблону;
- Отсутствие термальной деформации листа;
- Высокую повторяемость для однотипных деталей, с допуском по контуру до 0,5мм;
- Экологичность и безопасность процесса;
- Возможность обработки черного и цветного проката, нержавейки с большим диапазоном толщин.
Плазменный раскрой листового металла возможен для:
- Алюминиевого проката толщиной до 120 мм;
- Меди и сплавов (бронзы) до 80 мм;
- Легированных сталей — до 50 мм.
Различия по максимально возможной толщине обработки связаны с различной теплопроводностью цветных и черных металлов. С увеличением толщины листа, экономическая целесообразность снижается в связи с большим расходом ресурсов (электротока).









К недостаткам плазменного раскроя можно отнести:
- Увеличение твердости кромок в результате термического нагрева;
- Зону побежалости, радужного изменения цвета, по краям реза.
На рынке представлено оборудование разного класса, в том числе и для ручной плазменной резки. Раскрой черного и цветного металла выполняется контактными аппаратами, электродуга возникает между электродом и обрабатываемым листом.
Устройство для плазменной резки состоит из:
- Плазмотрона, преобразовывающего энергию электродуги в тепловую энергию плазмы;
- Источника питания;
- Компрессора или газового баллона для обеспечения струи газа или воздушной смеси
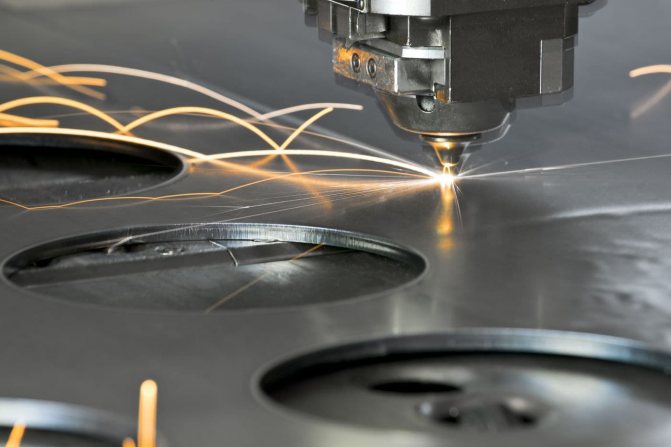
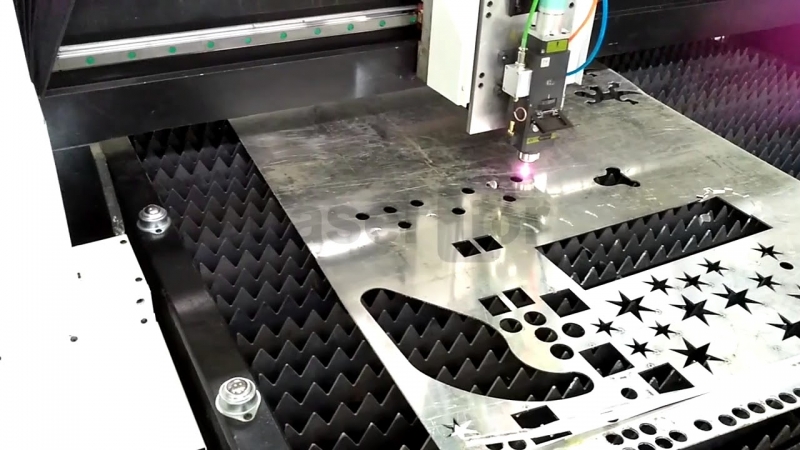
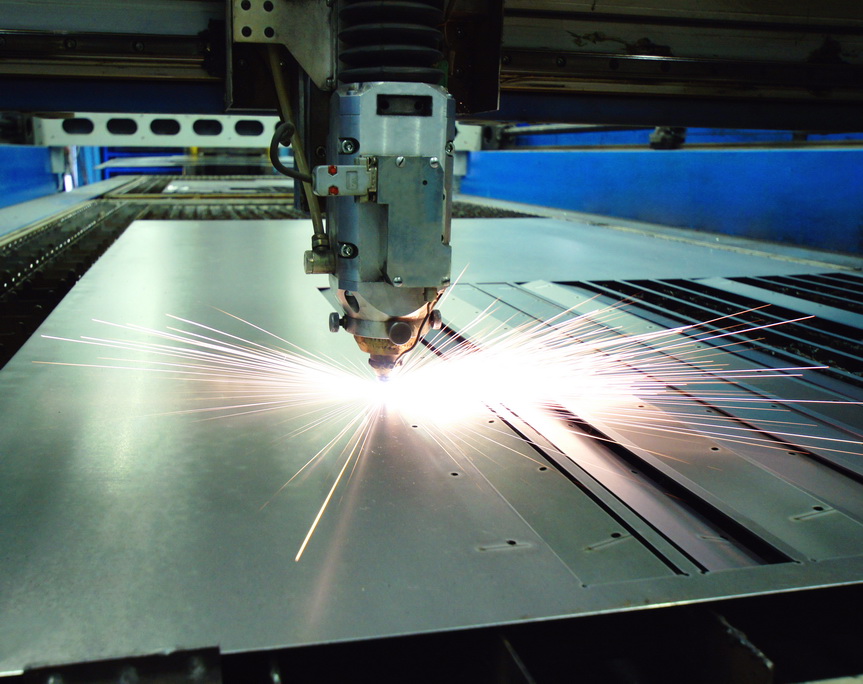
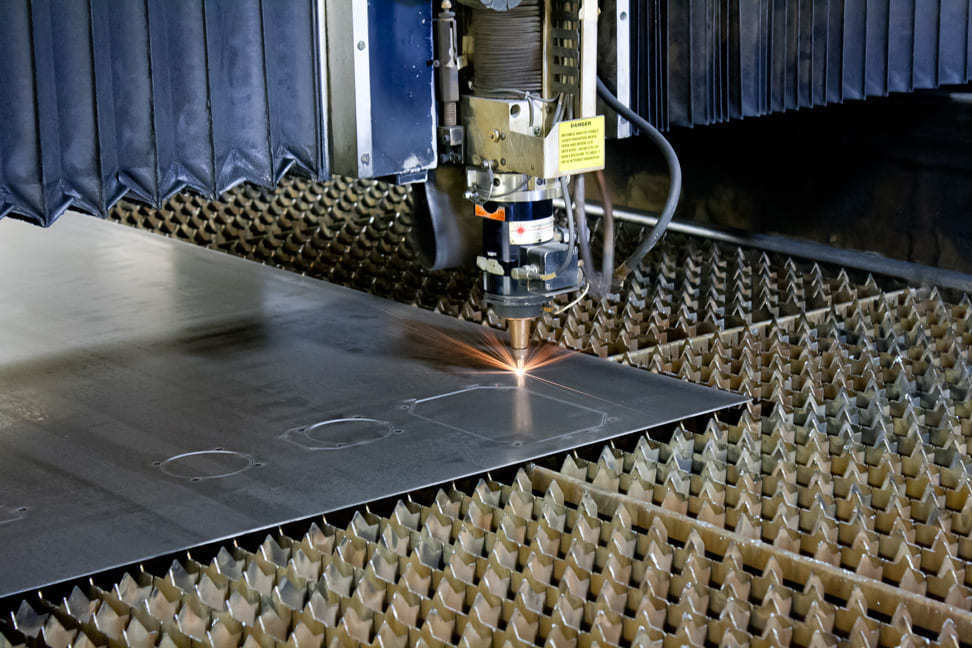
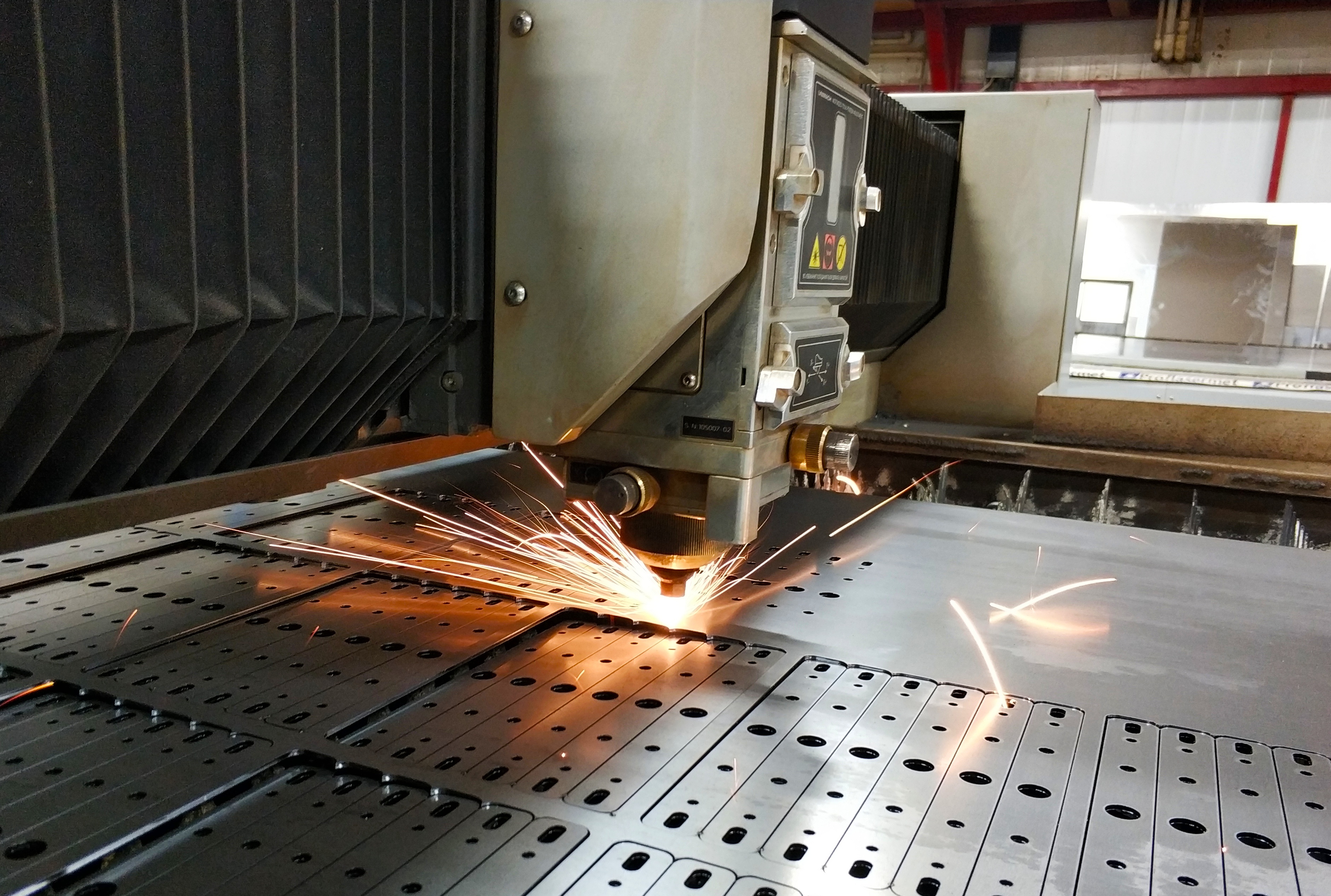
Лазерный раскрой листового проката
Лазерный раскрой металла обеспечивается за счет сфокусированного излучения с концентрацией тепловой энергии в области резки. В результате — высокоточные тонкие резы, позволяющие раскроить лазером множество деталей с минимальными зазорами между разметкой. Процесс резки роботизирован. Лазер выполняет сложные перемещения согласно электронному чертежу, заложенному в программное управление без малейших отклонений по контуру.
К преимуществам лазерного раскроя можно отнести:
- Воспроизведение замкнутых криволинейных контуров любой сложности;
- Экономия материала за счет плотного расположения деталей на листе и программного раскроя с минимальной вероятностью ошибки;
- Отсутствие механического и продолжительного термического воздействия, края деталей не деформируются, отсутствуют цвета побежалости;
- Перпендикулярность кромки, низкий коэффициент шероховатости поверхности.
https://youtube.com/watch?v=H5GAk_L_sR8
Негативными параметрами являются:
- Максимально возможная толщина резки — 20мм;
- Снижение производительности при резке металла с высокими отражающими свойствами, например, полированной нержавеющей стали, уменьшающие мощность воздействия лазера.
Лазерный раскрой листовой стали широко используется при изготовлении деталей с максимальными требованиями к точности геометрической формы и повторяемости, в автомобилестроении, точном приборостроении, а также для создания эксклюзивных элементов декора, резных решеток и держателей.
Поиск записей с помощью фильтра:
Технологические особенности лазерного раскроя металла
Функциональность и быстрота работы станочного парка обеспечивается благодаря четкой работе квалифицированных технических специалистов, производящих своевременный ремонт и замену комплектующих в случае возникновения необходимости.
Современные технологические возможности раскроя листового проката при помощи лазера позволяют обеспечить:
- высокую скорость и точность обработки поверхности;
- возможность раскроя по фигурному контуру детали любой формы;
- ввиду отсутствия физического контакта, качественный раскрой любых тонких и хрупких материалов;
- идеально ровную торцевую часть детали;
- получение минимального количества отходов в ходе лазерной резки листа.
Помимо раскроя листового металла, наше производственное предприятие осуществляет гибку изделий, их дальнейшую сварку и покраску.
Все работы выполняются на высоком профессиональном уровне в сжатые сроки.
Наиболее распространенные способы
Рубка гильотиной. Разнообразие видов оборудования на рынке позволяет качественно выполнять резку металла от 0,45 мм до 2,5мм простым механическим устройством, до 20 мм электрическими или пневматическими гильотинными ножницами. Гильотинные ножницы выполняют чистый прямой рез, толщина пропила в зависимости от класса оборудования может быть разной. Недорогие механические гильотины, как станок для раскроя листового металла, популярны в строительстве для и изготовления деталей кровли из оцинкованного листа или металлочерепицы, оконных отливов и карнизных свесов, обшивки парапетов. Гидравлические, пневматические и электромеханические гильотины используется в технологическом цикле при изготовлении листового проката, для мерной порезки профилированных листов, раскроя рулонного металла. Основной недостаток — только прямой рез.
- Резка металла ленточными и дисковыми пилами. Наиболее известный инструмент, очень популярный для решения задач, не требующих высокой точности — углошлифовальная машина «болгарка». Стационарные пилы с большим диаметром дисков дают более точные размеры и активно используются при мелкосерийном изготовлении металлоизделий в промышленности и строительстве. Толщина пропила составляет до 8 мм, что следует учитывать при раскрое. Одно из главных преимуществ — возможность резки под углом, фигурный криволинейный рез получить очень затруднительно.
- Просечные прессы. В зависимости от мощности, применяются в промышленном производстве и изготовлении строительных алюминиевых конструкций, или же для финишной обработки листового проката, при изготовлении, например, просечно-вытяжных листов.
- Газокислородная резка. Благодаря высокой производительности наиболее популярный вид раскроя металла. Применяется во всех отраслях промышленности. Недостатком является широкий рез с окалиной и неровностями, невозможность раскроить тонкий листовой прокат
Принцип работы, технология и оборудования для плазменного раскроя металла
Между электродом и соплом активируют электрическую дугу. Через сопло проходит газ – кислород или воздух его рабочее давление составляет 5 – 8 ат. При контакте газа и электрической дуги, происходит его разогрев до температуры до 30 000 °C. Таким образом, струя газа трансформируется в пучок плазмы. Который и выполняет функцию раскроя.
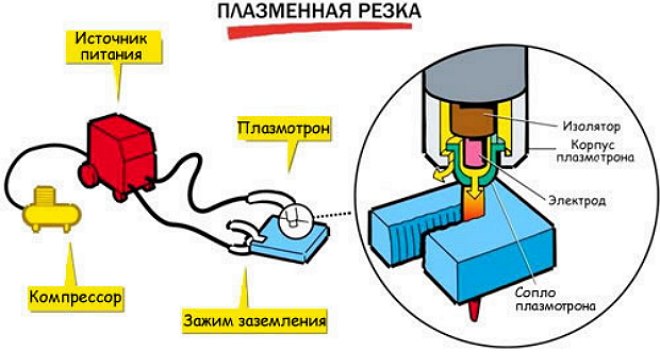
Принцип действия плазмореза
Отличительной чертой этого метода раскроя металла, является то, что металл не выгорает, как, например, при газовой резке, а просто испаряется и это требует дополнительных мер по защите персонала и окружающей среды.
На практике применяют два типа оборудования для плазменно — воздушной резки металла – ручное и автоматизированное. На первом выполняют операции раскроя металла без применения каких-либо средств автоматизации, и на первый взгляд, она напоминает газопламенный метод раскроя.

Автоматизированное оборудование для плазменного раскроя металла
Автоматизированное оборудование работает под управлением системы ЧПУ и вся работа оператора заключается в том, что бы в нужное время включить управляющую программу.
Сам станок представляет собой установку портального типа, перемещающуюся, к примеру, по оси Х и режущую головку, которая перемещается по оси Y. Таким образом, резка металла может начинаться из любой точки листа, при этом точность реза составляет 0,2 мм.
В отличие от станков для механической резки заготовок, раскрой листа происходит с применением специальных программных комплексов. Их применение минимизирует объем отходов. На некоторых формах количество отходов может не превышать 1 – 5% от площади листа.
К недостаткам оборудования плазменной резки можно отнести следующее:
- По мере роста толщины металла появляется уклон от внешнего края к внутренней части листа, это вызвано рассеиванием пучка плазмы, это необходимо учитывать при разметке листа металла.
- Неверная настройка режимов резания — ток, расход воздуха (газа), рабочая скорость движения головки, может привести к тому, что вырастет количество применяемого расходного материала – сопел, электродов.
- Установка подобного оборудования требует тщательной подготовки воздуха, то есть непосредственно перед ней необходимо устанавливать влагоуловительные устройства.
- Во время работы, на месте реза образуются наплывы, которые, при необходимости их можно удалить с помощью угловой шлифовальной машины. Вообще, если заготовка производится под сварку на эти наплывы можно не обращать внимания.

Образование наплывово при плазменной резке металла
Существуют конструкции с двумя и более движущимися режущими головками. Такая конструкция поднимается производительность труда и снижается себестоимость заготовок.
Какие параметры нужно учитывать при лазерном раскрое металлов
На скорость раскроя влияет не только мощность самого лазера и толщина металла, но и теплопроводность материала. Чем она ниже, тем менее интенсивно из участка резки высвобождается тепло, следовательно, вся процедура становится менее энергозатратной.
Например, лазер со средней мощностью 600 Вт без труда осуществит раскрой черных металлов или титана. Однако раскрой медных или алюминиевых листов представляет сложности, так как теплопроводность данных металлов на порядок выше. В таблице приведены средние показатели, учитываемые при раскрое различных металлов:
| Малоуглеродистая сталь | Инструментальная сталь | Нержавеющая сталь | Титан | |||||||
| Толщина, мм | 1,0 | 1,2 | 2,2 | 3,0 | 1,0 | 1,3 | 2,5 | 3,2 | 0,6 | 1,0 |
| Мощность лазера, Вт | 100 | 400 | 850 | 400 | 100 | 400 | 400 | 400 | 250 | 600 |
| Скорость резания, м/мин | 1,6 | 4,6 | 1,8 | 1,7 | 0,94 | 4,6 | 1,27 | 1,15 | 0,2 | 1,5 |
Рекомендации к лазерному раскрою металла:
Не следует осуществлять раскрой металлов, имеющих следы коррозии или ржавчины
Иначе пострадает качество реза – он будет сильно отличаться от четких контуров, получаемых при раскрое качественного металла.
Поверхность металлических листов, подвергаемых раскрою, не должна иметь существенные неровности.
Важно правильно раскладывать заготовочные детали на листе. Они не должны располагаться ближе, чем на 5–10 мм друг от друга
Следует отступать также и от края листа не менее чем на 1 см.
Деталь получится внешне лучше, если использовать листы с закругленными уголками. В этом случае при раскрое станок не будет сбрасывать скорость режущей головки.
Цена лазерного раскроя металла зависит также и от количества контуров. Каждый контур требует временных затрат, так как, чтобы раскроить его, станок выполняет врезание в металлический лист рядом с линией. Следовательно, чем больше контуров у будущего изделия, тем оно дороже по стоимости.
Сферы использования
Высочайшая точность и качество получаемой кромки позволяет создавать изделия в областях приборостроения, авиационного машиностроения, автомобилестроения, медицинской отрасли. Широко используется в промышленности и строительстве.
Приводим некоторые примеры изделий, создаваемых посредством данной технологии:
запчасти для автомобилей, техники и т.д.;
элементы для стеллажей, подставок и т.д.;
-
вендинговое оборудование;
трансформаторные шкафы;
рекламная продукция: шаблоны для надписи, объемные буквы, вывески;
узор, герб, трудный контур технологических матриц;
заготовки для лифтового оборудования;
для кованых изделий;
элементы для интерьера и мн.др.








Оборудование для резки относится к одному из самых дорогих, поэтому оправдано при полной производственной загрузке. Также раскрой других материалов (включая сложные формы) целесообразно осуществлять при выпуске малых партий продукции, чем расходовать бюджет на изготовление пресс-форм или литьевых форм. Закупать оборудование не обязательно – есть масса компаний, оказывающих подобные услуги. В специализированных фирмах заказывают даже единичные экземпляры (без необходимости изготовления дорогостоящего клише).
Услуги лазерной резки металла
Лазерной резкой называют особую технологию обработки изделий из металла с помощью направляющего лазерного луча. Луч фокусируется и направляется на металл компьютерной программой. С помощью этой технологии резки можно на промышленных производствах обрабатывать металлы любого типа и прочности, а также изготавливать и формировать заготовки даже со сложным геометрическим контуром. Процесс раскроя представляет собой разрезание металлоизделий, при этом получаются тончайшие резы. Во время операции материал изделия получает минимальную термическую обработку – поэтому практически не деформируется.
| Преимущества данного метода обработки: |
| высокая скорость раскроя |
| простота управления процессом |
| минимальная погрешность (до 0,05 мм) |
| отсутствие отклонений от прямой линии реза |
| качественная обработка углов |
| возможность создания отверстий с минимальным диаметром |
| минимальные затраты на серийное производство |

Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Основные способы раскроя металла
На производстве для оптимизации раскроя металла подбирают наиболее выгодную технологию разделения металлопроката на заготовки. К примеру, преимущество использования газовой резки или дисковых ножниц заключается в том, что заготовки для производства изделий могут размещаться в любом месте листового металла. Если же для раскроя материала применяются гильотинные ножницы, то появляется ряд ограничений по выбору места расположения контура заготовки. Она должна располагаться таким образом, чтобы обеспечивалась возможность выполнения прямолинейного реза по длине и ширине листа и прямого раскроя под углом.
Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Для промышленного производства больших партий изделий логичнее применять комбинированный способ раскроя. В этом случае заготовки различной формы комбинируют таким образом, чтобы их можно было сложить в прямоугольники с минимально возможными размерами. С помощью таких прямоугольников производится оптимизация заполнения листа металла.
Методика рационального заполнения листа по ширине обеспечивает снижение объемов отходов некратности. Неиспользованная часть листа в этом случае будет иметь меньший размер, чем при расположении форм по длине листа. Необходимо подобрать комбинацию заготовок таким образом, чтобы сумма их размеров способствовала наиболее полному заполнению меньшей стороны листа. Такую же методику применяют и для выполнения разметки по длине листа.

Способ разметки путем формирования размерных последовательностей предполагает размещение заготовок для раскроя от более габаритных к мелким. Задачу оптимизации раскроя металла решают особые технологические группы. Они получают от производственных единиц заявку на месяц, в которой указываются требуемые виды заготовок. Заявка содержит номер заказа, чертежи готовых изделий, марку металла и нормативы его расхода. На основании полученных чертежей сотрудники технологических групп группируют изделия по маркам металла и необходимой толщине заготовок.
После этого, с учетом размеров листов металла, который присутствует на складе предприятия, составляются карты раскроя. Вначале рассчитывается приблизительное количество необходимых листов металла. Затем технологи вычерчивают в наиболее удобном масштабе их габариты. В таком же размере необходимо выполнить раскрой шаблонов для изготовления заготовок на бумаге. Вырезанные трафареты комбинируют на чертежах листов металла таким образом, чтобы минимизировать объемы расходов.
После завершения работ над технологичными картами раскроя оформляется комплектовочная ведомость. На основании данных такого документа нужно подобрать металл и передать его вместе с документацией в цех. Для исполнителя процесса производства заготовок рабочим документом выступает карта раскроя. Если для того, чтобы изготовить нужное количество заготовок понадобится лишь часть целого листа металла, то оставшийся материал, который называют «деловым отходом», возвращается на склад с внесением соответствующей записи в учетные документы.
Описанный выше способ раскроя металла называют оперативным, так как он основан на получении информации о наличии материала на складе. На производстве может использоваться и способ перспективного раскроя. Он применим для серийного производства повторяющихся изделий. Технологичные карты в этом случае составляются ориентировочно за 6 месяцев до даты выпуска партии продукции и по ним оформляют заказ на мерный лист.
Карты раскроя не составляются, если заготовки производятся не из листового, а из профильного проката. Прутки, швеллеры, уголки и другой прокат выдается на производственные участки в мерах длины с учетом размеров заготовок и норм припуска на раскрой. После завершения резки остатки маркируются и передаются на склад. Чтобы оптимизировать расход профильного проката, заготовки из металла следует производить централизованно. Подбор материалов осуществляется в зависимости от марки, профиля и размеров таким образом, чтобы заготовка была кратной габаритам металлопроката.





