

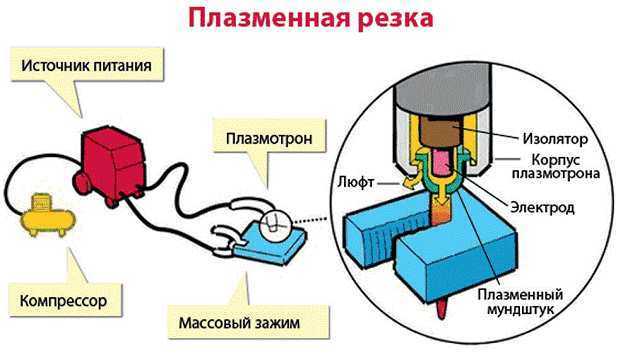
Свойства технологии
Промышленные и бытовые приборы объединяют общие принципы работы плазменной резки:
- создание электродуги;
- образование ионизированного газа;
- создание высокоскоростного потока плазмы;
- воздействие этой активной средой на обрабатываемый материал.
Для плазменно-дуговой резки характерны:
- Температура потока. Величины находятся в диапазоне 5000–30000°C. Определяется видом обрабатываемого материала: нижние значения используют для цветных металлов, верхние — для тугоплавких сталей.
- Скорость потока. Значения в пределах 500–1500 м/с. Настраивается под определённый вид обработки: толщина заготовки;
- вид материала;
- тип распила (прямой или криволинейный);
- длительность работы плазматрона.
Газ, применяемый для плазменной резки. При обработке чёрных металлов (сталей) используют активную группу, — кислород (O2) и воздух. Для цветных металлов и сплавов, — неактивную: азот (N2), аргон (Ar), водород (H2), водяной пар. Объясняется тем, что цветные металлы окисляются кислородом (начинают гореть), поэтому применяется среда защитных газов. Кроме этого, комбинируя состав газовой смеси, можно повысить качество обработки.
Ширина разреза. Здесь наблюдается прямая последовательность: с ростом показателей, увеличивается ширина реза. На её величину влияет:
толщина метала и его вид;
диаметр сопла; сила тока; расход газа; скорость реза.
Производительность. Определяется скоростью обработки. Например, для бытовых агрегатов и по ГОСТ, величина не превышает 6,5–7 м/мин (~0,11 м/сек). Зависит от толщины, вида металла, скорости газовой струи. Естественно, что с увеличением размеров, скорость обработки падает.
Качество обработки
Качество реза — важный фактор при обработке металла, особенно, если это плазменная резка труб. Определяется режимом работы, мастерством исполнителя. Плазменно-дуговая резка регламентируется ГОСТ 14792-80. Международный стандарт качества — ISO 9013-2002. Документами определяются основные критерии:
- Допуск на перпендикулярность или угловатость. Показывает отклонения от перпендикуляра и плоскости реза к поверхности обрабатываемого изделия.
- Оплавление верхнего края. Трещины в точках обработки не допускаются. Верхний край может быть острым, оплавленным, оплавленно-нависающим.
- Шероховатость. По ГОСТ делится на три класса, 1, 2 и 3.
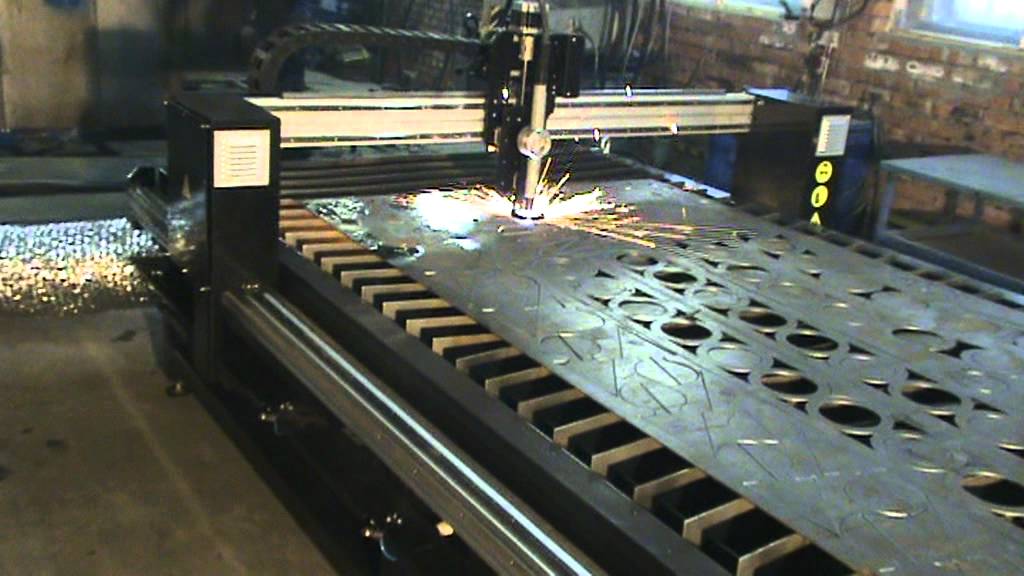
Плазморезы с ЧПУ
Среди оборудования для реза плазмой автоматизированные станки, работающие на программном обеспечении – востребованная технология во многих промышленных сферах. С их помощью изготавливаются элементы металлоконструкций для строительства, узлы и механизмы для машиностроения, комплектующие для сельскохозяйственной техники, дверные группы, стеллажи.
Как работает плазморез на программном обеспечении?
Модельный ряд плазменных ЧПУ-станков может отличаться типом, схемой, подачей, обрабатываемого материала. Но все они имеют общие элементы.
- Система, подающая газ в плазмотрон;
- Раскроечный стол укомплектован поворачиваемой поверхностью.
- Система креплений на магнитах и устройство, передвигающее режущий инструмент.
- Контролирующий датчик высоты горелки над заготовкой.
- Рельса из профиля с зубчатыми рейками.
- Система числового программного управления.
Принцип функционирования оборудования прост, состоит в следующем алгоритме:
Воздушный поток поступает на резак с давлением. Он соприкасается с электродом получает температуру до 3000. Ионизированный воздух становится электропроводным. Металлопрокат плавится от контакта, а отрезанный под давлением кусок отбрасывается.
Для работы станка составляется программа, вводятся параметры. Станок без оператора или с его минимальным участием выполняет необходимые действия.
Рез плазмой на чпу-станках имеет ряд эксплуатационных преимуществ:
- все операции по резу металлических листов при условии сложности конфигурации проводятся точно по заданным параметрам и имеют абсолютную точность;
- низкое потребление электричества;
- работа станка не требует производственных издержек, что позволяет повысить рентабельность производства;
- высокая производительность;
- ЧПУ-станки могут выполнять работы по раскрою листов разного металлопроката, сталей низколегированных и углеродистых, чугуна 0,5 – 150 мм делая срез качественным и чистым при отсутствии дополнительных операций по зачистке торцов;
- безопасность работы станка – отсутствие выхода газа, огня;
- опция по определению толщины обрабатываемого металлического листа;
- простота в эксплуатации и обслуживании.
Минусов у плазмозеров с ЧПУ нет. Единственный недостаток – не возможность проводить раскрой высоколегированных металлических листов, толщина которых больше 100 мм и титана.

Особенности резки плазмой на станках с ЧПУ
Применяя станки-чпу, необходимо учитывать технические характеристики оборудования, химический состав смесей, размеры изделий, нюансы обработки.
При маленькой толщине металлопроката (до 10мм) хватит температуры, которую имеет маломощная дуга плазмы. При большей толщине заготовки, производят раскрой, дополнительно выполнив стабилизацию дуги. Если толщина материала превышает 10 сантиметров нужно оборудование, которое будет формировать дугу с высоким воздействием.
Также имеет значение вид источника. Тонколистовая сталь (6мм) обрабатывается малым током. При обработке листов, толщина которых более 1,2 см, применяются источники с высоким током. При слабом же источнике, срез будет зашлакованным.
Не менее важен выбор химсостава для обработки заготовок. Это смеси, в которых есть аргон, водород и азот. Так для медных сплавов чаще используется водород, для латуни и алюминия применяют азот с водородом.
Также нужно учитывать, что для получения качественного реза необходимо применять кислород.
Стол станка должен быть оборудован системой дымоудаления и металлических отходов.
Рез контролирует ЧПУ-блок, а программное обеспечение следит за укладываемыми металлическими листами на рабочий стол, выдавая оптимальный режим. Также программное обеспечение делает расчет времени, количества элементов, выполняет отчет.
Востребованы следующие типы плазморезов:
- со стационарным размещением. Это аппараты консольного, шарнирного, портального типа, режущие металл плазмой;
- переносные (мобильные) модели, выполняющие такую же функцию – рез металла плазмой, которые оснащены системой числового программного управления.
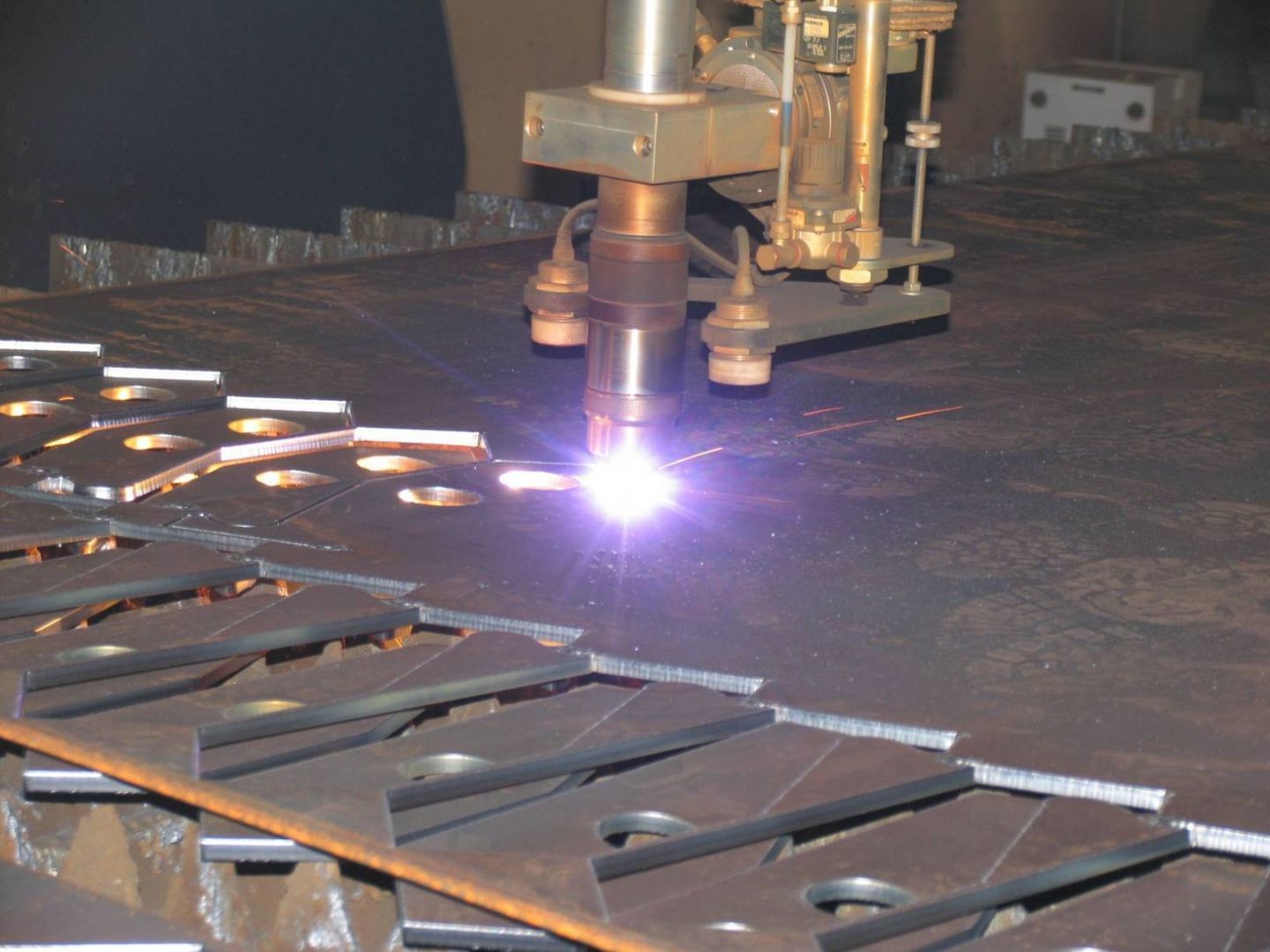
Плазменная резка какого металла возможна
нарезанные плазмой заготовки
Плазменный резак может использоваться как для цветных металлов, так и для черных и их сплавов. В первом случае в качестве основы для плазмы используются неактивные газы, а во втором – активные. Толщина материалов, которые способен обработать плазменный резак, может достигать 220 миллиметров. С помощью плазмы можно резать и тонкие металлы.
Однако обратите внимание, что даже самые дорогостоящие плазморезы не могут гарантировать отсутствие скоса, конусность резки все равно будет составлять 2-4 градуса. Аппарат плазменной резки может производить как раскраивание металлического листа по прямой линии, так и фигурную резку, в том числе сверление отверстий
Минимальный диаметр отверстий при этом не может быть меньше 1,5 – 2 толщин металлической заготовки
Аппарат плазменной резки может производить как раскраивание металлического листа по прямой линии, так и фигурную резку, в том числе сверление отверстий. Минимальный диаметр отверстий при этом не может быть меньше 1,5 – 2 толщин металлической заготовки.
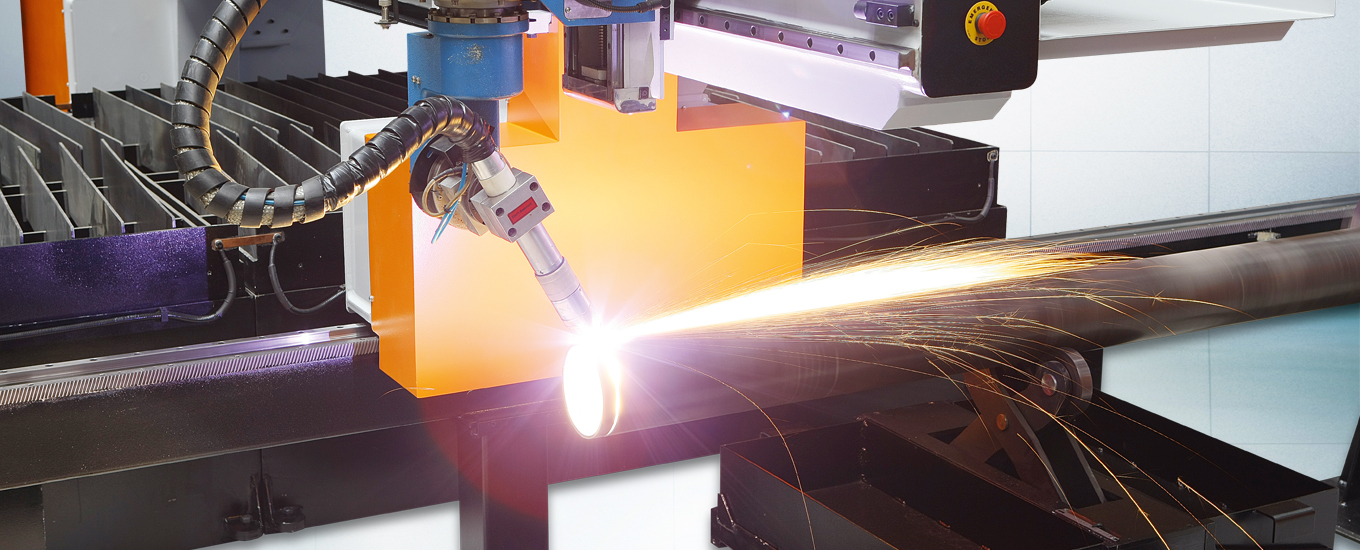
Принцип резки металлов высококонцентрированной плазмой
Для локального повышения температуры в зоне плазменного столба необходим мощный источник энергии (им в большинстве типов промышленных установок является обычный сварочный генератор и концентрированный поток окисляющего газа), а также герметичный объём, где возбуждается разряд.
Последовательность резки металла при газовой и плазменной резке разная. В первом случае резак имеет в своём составе две коаксиально размещённых трубы. Через одну из них – внешнюю – под большим давлением прокачивается инертный газ (это может быть аргон или двуокись углерода), задача которого – сжать поток пламеобразующего газа – кислорода, который в это же время подаётся по внутренней трубе плазмотрона. Такая конструкция ограничивает неконтролируемое распространение пламени по разделяемой поверхности, повышает энергетические характеристики источника тепла, и исключает оплавление кромок разрезаемого фрагмента лома. В стационарных аппаратах современного типа перемещение инструментальной головки может программироваться, в зависимости от конфигурации исходного изделия. Резка на плазме при помощи плазменных резаков переносного типа производится перемещением инструментальной головки самим оператором.
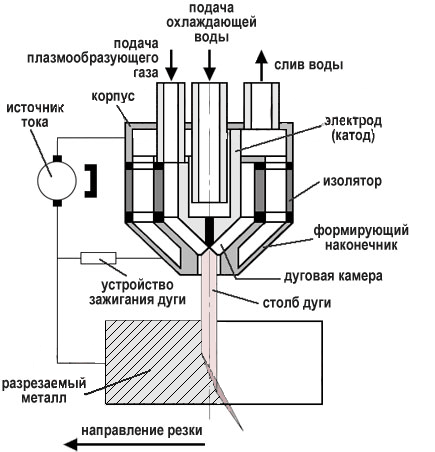
Принцип плазменной резки металла
В электрических плазмотронах сжатие столба дуги производится поперечным потоком среды-диэлектрика (чаще всего ею является индустриальное масло, хотя может быть и вода). Для создания больших давлений, которые достигают 5…10 ат, в комплектацию электрического плазмотрона входит также соответствующая насосная установка. Это снижает компактность оборудования, поэтому плазменные резаки с применением электрического дугового разряда применяются на специальных участках, для разделки особо крупногабаритных фрагментов лома (размерами более 200 мм). Их преимущество – высокая производительность процесса, которая достигает по стали 20000 мм3/мин, а при пониженных требованиях к точности – и 40000 мм3/мин.





Технология плазменной резки
Для резки лома чугуна, алюминия и других цветных металлов постепенно приобретает распространение технология мультиплазмирования, для которой характерно возбуждение электрического разряда в водной или спиртсодержащей среде. Соответствующие аппараты отличаются компактностью, однако требуют высококвалифицированного обслуживания и настройки.
Независимо от конструкции, аппарат для резки металла плазмой создаёт в рабочей зоне локальные температуры от 6000 до 200000С, чего достаточно не только для размерного плавления наиболее тугоплавких металлов, но и для размерного испарения частиц, которые выносятся потоком среды из зоны разделения. Скорость потока при этом достигает 500…1000 мс.
Технические характеристики
Каждый станок с ЧПУ обладает определёнными характеристиками. Главной деталью любого плазмореза считается источник резки – от мощности данного механизма и зависят общие показатели работы каждого устройства. К основным параметрам плазмотронов относятся
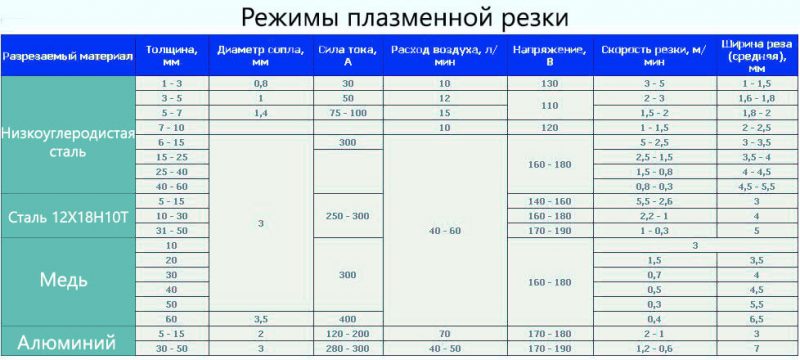
Режимы плазменной резки металла
- тип плазмообразующего газа (кислород, азот, аргон);
- маневренность позиционирования;
- скорость разрезания;
- вид охлаждающего газа (воздух или углекислый газ);
- характер тока (постоянный или переменный).
Плазморезы имеют сложное техническое устройство, но в целом аппараты адаптированы под маневренное управление. Настроить станок с ЧПУ может любой человек, ознакомленный с общими принципами работы плазмореза и системы числового управления. После прочтения инструкции об эксплуатации оператор сможет устанавливать программы действия для станков плазменной резки.

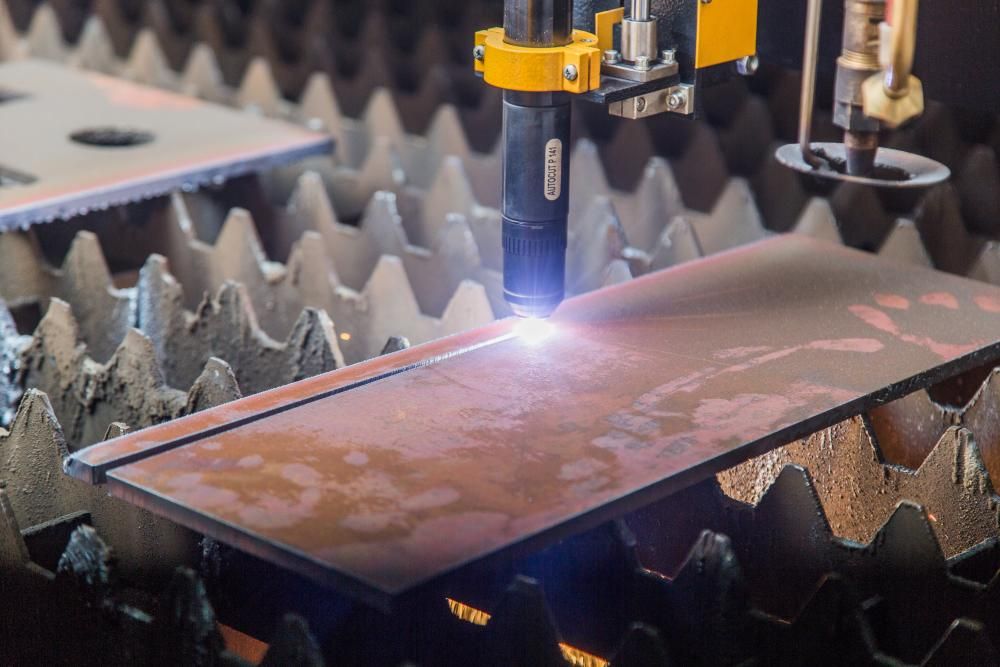
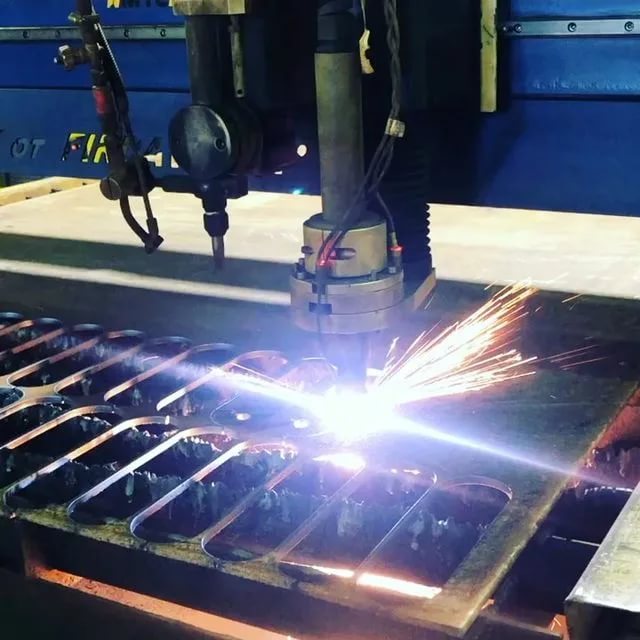
Станок плазменной резки с ЧПУ в работе
Аппарат разрезает металлические листы толщиной от 0,5 до 160 мм. Плазморез обрабатывает листы из углеродистых сталей. Раскрой тонких листов осуществляется с помощью стандартной плазменной дуги, имеющей небольшую мощность. Более плотные поверхности требуют установки дополнительной стабилизации.
Общая композиция плазмореза должна состоять из взаимодополняющих элементов. В случае, если на станке будет функционировать механизм недостаточной мощности, разрезание металла будет осуществляться с погрешностью. Рекомендовано выбирать источник, обладающий удвоенной мощностью.
Важным элементом установки является система контроля высоты резака, которая составляет часть ЧПУ. Цифровое отслеживание передвижения резака помогает предотвратить повреждение поворотной поверхности и обрабатываемого металла.
Классификация и предназначение
Плазморезы используются для работы с электропроводящими материалами. Основное назначение плазморезов — изготовление деталей из металла. В некоторых случаях оборудование используется для плазменной резки с ЧПУ заготовок из древесины и пластика.
Основные отличия среди плазменных станков имеются по способу зажигания дуги и мощности, с которой работает система охлаждения.
В зависимости от способа применения станочные приборы делятся на устройства, работающие с:
- защитными восстановительными газами;
- окислительными газами, насыщенными кислородом;
- смесями;
- газожидкостными стабилизаторами;
- водной и магнитной стабилизацией.
По типу оборудования станки плазменного типа бывают:
- инверторными;
- трансформаторными.
Инверторное оборудование включает бюджетные устройства, предназначенные для плазменной резки металла с максимальной толщиной 3 сантиметра. Оборудование отличается небольшим весом и стабильным горением дуги. КПД инверторных плазморезов превосходит аналогичный показатель трансформаторных аналогов. Но такие приборы могут применяться только частными мастерскими и небольшими предприятиями.
Трансформаторные устройства стоят дороже, но способны обрабатывать металлические заготовки толщиной до 8 сантиметров. Они потребляют больше электричества, чем инверторные устройства, но имеют надежный сигнал, устойчивый к перепадам напряжения в сети.
По виду контакта станочные устройства также делятся на две категории:
- контактную;
- бесконтактную.
Плазморезки с числовым программным управлением контактного типа требуют соприкосновения плазмы с металлической поверхностью, и не способны резать на глубину больше 1,8 сантиметра. Устройства второго типа могут обрабатывать детали с максимально допустимой глубиной.
Для плазмореза, используемого в бытовых целях, требуется электрическая сеть с напряжением 220 Вольт. Для промышленных аналогов требуется трехфазная питающая сеть, имеющая напряжение 380 Вольт. Но даже бытовые плазморезы оказывают большую нагрузку на электропроводку, поскольку вместе со станком-плазморезом работает система охлаждения. Поэтому перед использованием устройства необходимо убедиться в том, что электрическая проводка находится в исправном состоянии, и может выдерживать большие нагрузки. Для этого существует специальное оборудование, подающее сигнал в случае перегрузки.
Оборудование для плазменного разрезания
Современные станки плазменного разрезания листового металла имеют модульную конструкцию, и состоят из следующих узлов:
- Стола для работы, снабжённого направляющими, в который встраиваются системы убирания выхлопных газов;
- Подвижной портальной рамы, в которой установлена плазменная головка;
- Нагнетателя воздуха, создающего нужное рабочее давление газов;
- Силовых и газоподводящих кабелей, размещенных в защитных огнеустойчивых коробах;
- Системы охлаждения;
- Насоса для подачи охлаждающей жидкости;
- Механического привода перемещения портала с цифровым управлением двигателями и передаточными механизмами;
- Компьютерного комплекса управления и диагностики, включающего в себя также дисплей для зрительного контроля режимов обработки.
Изготовители подобных станков всемерно увеличивают их практичность, для чего рассматриваемое оборудование часто укомплектовывается сверлильными узлами, системами зачистки кромок и др. Если понадобится плазменной резки труб в конструкциях предусматриваются узлы вращения рабочей головки.
Очень высокой работоспособностью плазменного разрезания отличительны станки, оснащенными 2-мя рабочими головками. Они могут сами позиционироваться по обоим осям, для чего оборудуются датчиками контроля высоты и соприкасания горелки с разрезаемым листовым металлом.
Комплексы плазменного разрезания рассчитываются на активный режим собственной работы, притом конструктивно считаются довольно жёсткими. Это гарантирует большую точность деления, а еще долгий ресурс эксплуатации оборудования.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Виды газов, применяемых для плазменного резания.
Для образования плазмы используются газы:
- активные – кислород, воздух. Применяются при резке черных металлов
- неактивные – азот, аргон, водород. Применяются при резке цветных металлов и сплавов.
- Сжатый воздух. Используется для резки:
- меди и ее сплавов – при толщине до 60 mm;
- алюминия и его сплавов – при толщине до 70 mm;
- стали – при толщине до 60 mm.
Сжатый воздух не рекомендуется для резки титана;
- Азот с аргоном. Применяется для резки:
высоколегированной стали толщиной до 50 mm.
Применять эту газовую смесь для резания меди, алюминия, титана и черной стали не рекомендуется;
- Чистый азот. Используется для резания (h=толщина материала):
- меди h равной до 20 mm;
- латуни h равной до 90 mm;
- алюминия и его сплавов h равной до 20 mm;
- высоколегированных сталей h равной до 75 mm, низколегированных и низкоуглеродистых – h равной до 30 mm;
- титана – любой толщины.
- Азот с водородом. Применяется для резки:
- меди и ее сплавов средних толщин (до 100 mm);
- алюминия и сплавов средних толщин – до 100 mm.
Азотоводородная смесь непригодна для резки любых сталей и титана.
- Аргон с водородом. Применяется при резке:
- Меди, алюминия и сплавов на их основе толщиной от 100 мм и выше;
- Высоколегированной стали толщиной до 100 мм.
Для резки углеродистых, низкоуглеродистых и низколегированных сталей, а также для титана аргон с водородом применять не рекомендуется.
Если у вас есть навыки сварки и вы хотите зарабатывать, то подумайте об изготовлении сувениров из металла своими руками. Печку для бани можно сделать самостоятельно. Подробную инструкцию вы найдете в нашей статье.
Лазерная резка металла — расходные материалы
К числу основных газов, используемых при лазерной резке, относятся воздух и кислород (при резке углеродистой стали) или азот (при резке коррозионно-стойкой стали и алюминия). Энергетические расходы включают расходы на электроэнергию, потребляемую самой установкой, электроэнергию для лазера и охлаждающего устройства, а к числу расходуемых компонентов относятся внутренняя и внешняя оптика, линзы, сопла, фильтры. Периодичность замены расходных компонентов, используемых в установке лазерной резки, составляет от нескольких недель до нескольких лет, в зависимости от многих параметров.









Критерии качества плазменной резки металла
Классификация видов термической резки, габариты деталей и качество обработки установлены европейским регламентом EN ISO 9013 «Термическая резка».
Этот стандарт касается любых материалов, которые можно разделить плазмой, кислородом или лазером. Но при плазменной резке металла станками с ЧПУ или ручным оборудованием толщина должна быть в пределах от 1 до 150 мм.
Грат в нижней части реза и брызги в верхней части.
После плазменной резки металла на поверхности снизу можно увидеть затвердевшие частички самого металла и его оксида. Это грат. Брызги же обычно остаются на верхней кромке заготовки, обработанной плазмой. Грат образуется под воздействием множества факторов. К примеру, на его формирование могут повлиять определенная скорость резки, удаленность резака от обрабатываемой поверхности, сила тока, напряжение, выбор газа и самого метода резки металла плазмой.
Появится грат или нет, может зависеть также и от самого материала, его геометрических параметров, качества поверхности и скачков температуры в ходе процесса. Если скорость разделения металлов будет слишком низкой или, наоборот, высокой, тоже может сформироваться избыточный металл. Скорее всего, его не будет, если выбрать среднюю скорость. Также не допустить появления грата помогут правильно подобранный газ и технология резки.
Угловое отклонение.
При выполнении плазменной резки разные температуры в дуге способствуют тому, что поверхность реза получается под небольшим углом. За счет того, что вверху реза нагрев был сильнее, материал там расплавился в большей степени, чем в нижней части. Но чем лучше была обжата дуга, тем менее заметным будет угловое отклонение. На последнее также влияют расстояние от резака до поверхности и скорость резки. Стандартное разделение материала плазмой предполагает, что с двух сторон угол резки равен 4–8°.
Обрабатываемые заготовки будут иметь общие края реза, если угол резки станет меньше 1°. Достичь такого результата позволяет технология плазменного разделения с повышенным обжатием.
На практике специалисты по плазменной резке придерживаются правила, согласно которому ширина реза должна соответствовать 1,5–2 диаметрам выхода сопла. На то, какой будет эта величина, влияет скорость резки. Чем она ниже, тем более широкий рез удастся получить.
Металлургический эффект (область термического воздействия).
Если сравнивать с резкой кислородом, при плазменной обработке нелегированных сталей область теплового воздействия будет меньше на третью часть. Когда плазмой разделяют иные материалы, зона, находящаяся под влиянием высоких температур, будет зависеть от самого материала.
Насыщение азотом.
Во время плазменного разделения деталей с использованием воздуха или азота большое количество последнего начинает скапливаться на поверхности реза. Это может стать причиной появления пор в сварочном шве. Их будет гораздо меньше, если применять кислород.
Получить высококачественный и высокоточный рез позволяет использование плазмы с повышенным обжатием. Основные преимущества данной технологии – это получение допусков по ±0,2 мм и возможность невероятно точного повторения. В результате резы по качеству ничуть не уступают лазерной обработке.
Если рассматривать самые распространенные стали, тут можно получить качество реза, соответствующее стандартам, но нужно придерживаться установленных параметров обработки. То же самое касается и заготовок из алюминия, однако нужно иметь в виду, что у них высота от вершин до впадин не такая, как у стальных деталей. У алюминия она больше. Поэтому можно сказать, что качество обработки во многом зависит именно от материала изделий.
Например, состояние кромки определяется такими составляющими, как титан, магний, их сплавы, латунь и медь. Причем последние два вещества обладают выраженной зернистой структурой, а их высоту от вершин до впадин не получится рассчитать или оценить по регламенту EN ISO 9013.
Технология резки плазмой с повышенным обжатием позволяет достичь следующих результатов:
- Грата нет совсем либо он образуется в минимальном количестве.
- Даже при острых краях и углах контур получается очень точным.
- Небольшой допуск неровности поверхностей реза.
- Возможность высокоточной подгонки.
- Малая область воздействия высокой температуры и минимальное искривление.
- Рез ровный и гладкий, так как высота от вершин до впадин очень маленькая.
- Можно получить отверстия нужного небольшого диаметра.
Особенности технологии
- Толщина заготовок – до 220 мм.
- Обрабатываются любые металлические вещества.
- Скорость первичного потока при начальной дуге обычно составляет 800 – 1500 м/с.
- Чем уже сопло, тем больше ускорение потока.
- Проплав очень точный, точечный.
- Область возле разреза остается фактически не нагретой.
Есть два подвида процедуры в зависимости от замыкания проводящего контура.

Как работает резка плазменной струей
Металл не является замыкающим элементом, он находится между двумя сторонами – анодом и катодом. Принцип используется в том случае, когда обрабатываются неметаллы и вещества с низкой электропроводностью, то есть диэлектрики. Плазма образуется между электродом и наконечником, а заготовка просто находится между двумя полюсами.
Плазменно-дуговая резка
Используется, когда нужно разрезать металлическую плашку, которая имеет высокую токопроводимость. Это позволяет разжигать электродугу между проводником и образцом для резки. При этом образуется струя. Плазмообразование происходит при содействии кислорода под высоким давлением и ионизирующего газа.
Обрабатываемая зона резги начинает плавиться и капли выдуваются вниз, образуя отверстие, ровный срез. Применяется постоянный ток прямой полярности.

Достоинства и недостатки плазменной обработки
Работа агрегатов плазморезки часто внедряется в различные технологические процессы, связанные с раскроем и резкой металлических и неметаллических материалов. Это обусловлено наличием следующих преимуществ технологии раскроя с помощью плазменной дуги:
- Универсальность. Возможность раскраивать любые материалы, в том числе камень, титан и сплавы из него. Без предварительного подогрева можно резать листы до 80 мм толщиной.
- Точность. Плазменный инструмент выполняет точный и ровный рез без термического деформирования краёв.
- Компактность. Многие агрегаты, особенно с использованием источника питания инверторного типа, имеют небольшие габариты и могут работать как в закрытых помещениях, так и на открытых площадках.
- Простота в эксплуатации. Плазморез удобен в работе и не требует высокой квалификации при использовании. Часто применяется в северных регионах в условиях повышенной влажности и низких температур.
Но у метода плазменного раскроя есть и недостатки. К ним относятся:
- Усложнённость конструкции и высокая цена агрегатов.
- Повышенный уровень шума при использовании плазмореза.
- Выделение вредных веществ при использовании азота как плазмообразующего газа.
- Сложность рабочего оборудования не позволяет одновременное подключение двух резаков к одному аппарату.
Originally posted 2018-04-18 12:27:32.
Как выбрать установку для резки металла?
При выборе аппарата для плазменной резки изначально нужно определиться в следующем:
- Предполагаемые работы – только прямолинейный рез или с возможностью фигурного раскроя.
- Производительность – ручная или автоматическая резка, наличие ЧПУ, фотокопирования.
- Марки и максимальная толщина обрабатываемого материала – от этого зависит мощность и то, какой газ будет использоваться (сжатый воздух, азот, смеси на основе аргона и водорода или других газообразных веществ).
Также надо определиться с рабочими характеристиками устройства. К основным из них относится сила тока, поскольку она определяет диапазон разрезаемых толщин – чем этот показатель выше, тем толще металл можно будет резать.
ПВ (продолжительность включения) характеризует максимальные нагрузки, которые сможет выдержать оборудование – т.е. время его работы без перерывов на охлаждение. Обозначается в процентах – ПВ 80 % означает, что из 10-минутного рабочего цикла устройство может непрерывно работать на максимальных нагрузках на протяжении 8 минут. При превышении этого показателя возможен перегрев и выход из строя.
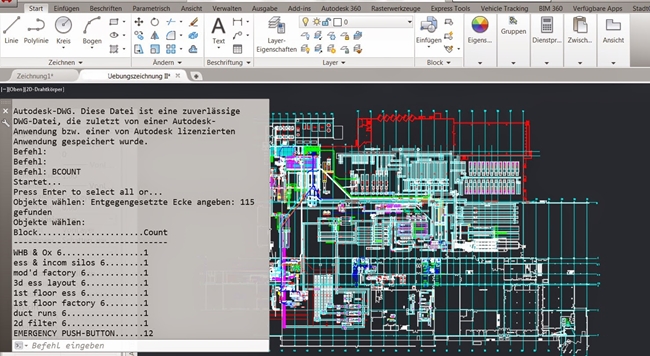
Программа обработки
Изделия создаются на основе эскизов, роль которых передается трехмерным моделям математического типа. Участие плазмореза организуется на более поздних стадиях. Такое название получила точная копия конструкции, которая воссоздается в виртуальном пространстве.
Такие решения можно описать как системы автоматического проектирования. В промышленности и конструкторских бюро данный инструмент уже давно стал незаменимым помощником. Облегчается, упрощается весь цикл, составляющий процесс разработки документов для конструкторов благодаря пакетам подобных программных решений. Это касается и создания эскизов для деталей с помощью плазменной резки, технологии моделирования в трёхмерной плоскости, разработки деталей для сборки.


Так называемые САПР-пакеты – базис, по которому создают управляющие программы, отправляют результаты на сами станки, что позволяет приступить к производству. Далее при обработке принимает участие плазма.
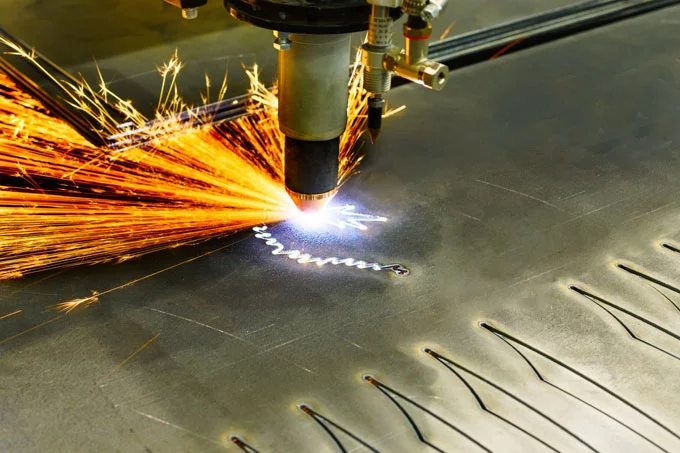
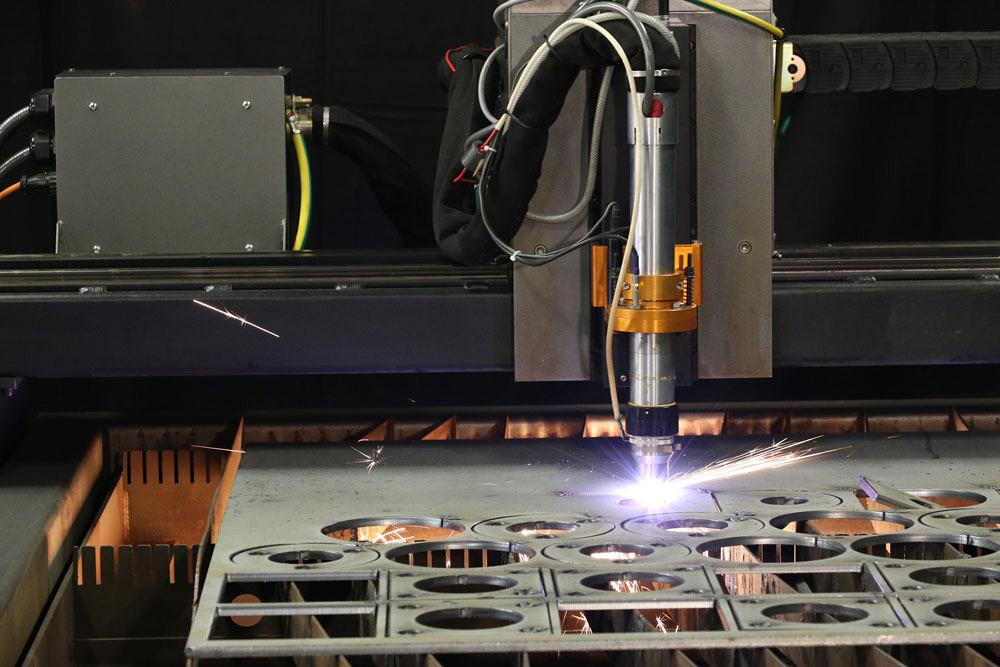
Что такое плазменная резка и ее особенности
Плазменная резка – один из способов обработки металла. Между электродом и соплом зажигается электрическая дуга, температура которой может достигать 30 тыс. градусов, а скорость 1500 м/с. Плазма без особых усилий режет металл в 200 мм толщиной.
 Изделия из металла — работа плазменной резкой
Изделия из металла — работа плазменной резкой
Образование луча плазмы происходит посредством достижения короткого замыкания между форсункой и заготовкой или поджиганием высоковольтного импульса. Для образования плазмы используют два типа газов: активные (кислород или воздух) и малоактивные (азот, аргон или водород). Первая группа газов применяется для обработки черных металлов, а вторая – цветных.
Кислород применяется для работы с низколегированными и мягкими типами металла. Резка с использованием кислорода позволяет избежать улетучивания железа и образования заусениц. Однако дешевизна воздуха и высокая эффективность не компенсируют его недостаток – им нельзя обрабатывать заготовки, толщина которых превышает 20 мм.
Заключение. Некоторые особенности плазменной резки
Плазменная резка относится к одному из самых эффективных способов для обработки металла. Но такой мощностью сложно управлять, с этим справятся только мастера достаточно высокой квалификации. Только их можно допускать к управлению плазморезом.
На некоторых деталях могут появиться незначительные дефекты, в этом нет совершенно ничего страшного. Надо только учитывать особенность каждого из оснований, используемых в производстве. Минимальный размер отверстия при использовании данной технологии так же имеет свои особенности. Например, если диаметр металла – 20 миллиметров, то максимальная величина для самого отверстия – 15 миллиметров. Это надо учитывать, работая с программой для плазмы ЧПУ, создание чертежа только в этом случае будет точным.
В зависимости от толщины листа надо использовать ток с различными характеристиками. Например, листовой прокат на 40 миллиметров и больше разрезается силой тока 260 Ампер. Но 30 Ампер будет достаточно, если толщина всего 2 миллиметра. Сила тока влияет на то, какой получается толщина листа. Надо учитывать и то, какая форма у детали сохраняется на каждом участке. От этого результат тоже зависит.
Современное оборудование отличается высоким уровнем точности. Но небольшие отклонения вполне допустимы, если они не превышают существующих стандартов.
Итоги
Выбор технологии раскроя металла начинают с составления технических требований. Учитывается толщина, свойства материала, конфигурация заготовки. Исходя из этого определяют оптимальную методику порезки.
Следующий важный момент – формирование карты раскроя. Она должна максимально эффективно использовать всю площадь листа, обеспечить минимизацию неделовых отходов. Для выполнения этой задачи используют специализированные программные комплексы.
Настройка и техническое состояние оборудования, станков для порезки напрямую влияет на качество выполненных работ. Необходимо периодически проводить диагностику, плановый ремонт и замену комплектующих.
Для эффективного раскроя металла следует учитывать все факторы – от выбора технологии до фактического состояния оборудования
Это важно не только для массового производства, но и при изготовлении штучной продукции





