Недостатки пайки нержавейки оловом
- Пайка уступает многим другим процессам получения неразъемного соединения по крепости, так что для ответственных конструкций ее нельзя применять;
- Из-за применения олова температурный диапазон эксплуатации деталей снижается, так как материал может расплавиться;
- Остаются сложности с поведением нержавейки в жидком состоянии.
Подготовка оборудования и необходимых материалов
Пайка оловом нержавейки предполагает правильный подбор инструментов и прочего оборудования. Для этого вам понадобится:
- Паяльник или газовая горелка;
- Растворитель;
- Припой;
- Металлическая щетка;
- Флюс;
- Защитные перчатки;
- Ткань для протирки.
Паяльник желательно брать мощностью в 100 Вт, так как менее мощные модели не смогут расплавить материал.

Паяльник для пайки нержавейки
Если речь идет о соединениях больших размерах, то здесь может потребоваться и более мощный паяльник. Жало инструмента должно быть необгораемым, так как это существенно увеличивает срок его службы. Следует отметить, что возможности паяльника являются ограниченными, так как он может работать только с легкоплавными припоями. Для такой пайки лучше всего подойдут бруски чистого олова или прутки из серии ПОС.

Бруски олова для пайки нержавейки
Первый вариант хорошо подходит для посуды и прочих емкостей, так как не содержит примесей. В качестве флюса лучше всего для данной разновидности использовать ортофосфорную кислоту. Ею необходимо обрабатывать места, где будет паяться металл и тогда схватывание будет на куда более высоком уровне.
Выбор припоя и других материалов
Пайка нержавейки паяльником предполагает грамотный подбор припоя, так как от него будет зависеть качество соединения. Одной из самых популярных в данном планет является серия «ПОС». В отличие от обыкновенного олова, которое продается для пайки в виде брусков, имеет еще дополнительные вкрапления свинца, что изменяет свойства материала
Стоит обратить внимание на марки:
- ПОС50Кд18;
- ПОС-61;
- ПОС-40.
В них может содержаться не только олово, но еще и кадмий, свинец и прочие металлы. Если вам нужно паять детали, которые будут соприкасаться с пищевыми продуктами, то в материале, кроме олова, ничего лишнего не должно быть, так как остальные вещи могут оказаться вредными для здоровья. Для нержавейки сложно подобрать флюс, так как далеко не каждый тут сможет пригодиться. Здесь требуется, так называемый «активный флюс», в качестве которого выступает паяльная кислота, ортофосфорная кислота или хлористый цинк. Желательно, как только он будет нанесен на поверхность, сразу начинать процедуру, чтобы флюс не взялся пленкой.
Технология пайки нержавейки оловом
Перед тем как начнется пайка нержавейки оловом, требуется очистить от окисной пленки, которая может образовываться на поверхности металла, а также от прочих загрязнений. Это делается при помощи металлической щетки или наждачной бумаги.

Зачистка металла перед пайкой
Затем проходит процедура обезжиривания, для чего понадобится растворителем, для чего можно использовать и ацетон.Когда поверхность будет очищена можно наносить флюс, если вы не используете комбинированный припой, который уже содержит его в своем составе.
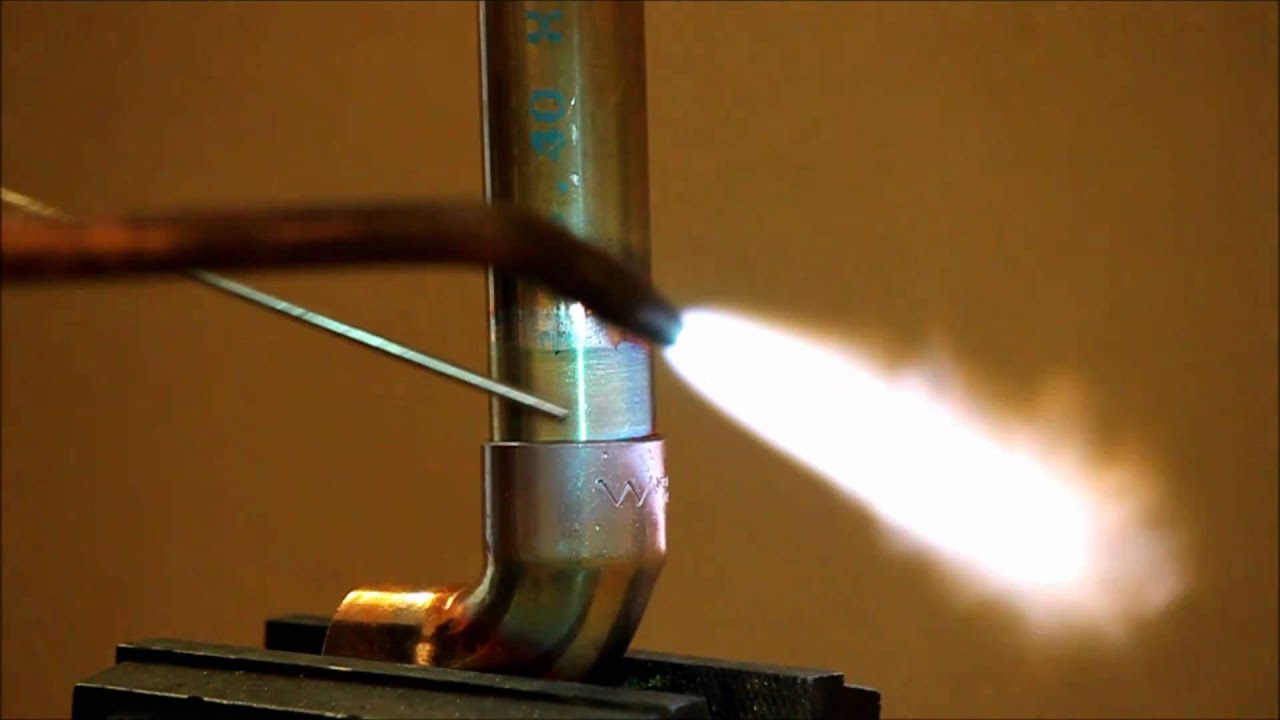
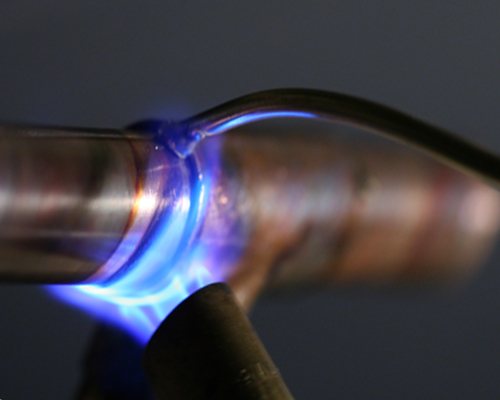
Далее происходит разогрев при помощи горелки или жала паяльника. При использовании горелки нужно следить за уровнем кислорода, так как при его избытке металл будет окисляться
Для распознавания такого параметра, необходимо обратить внимание на цвет пламени, так как в перенасыщенном составе оно будет светло-синим. Необходимо разогреть все место соединения до такой температуры, чтобы припой мог расплавиться
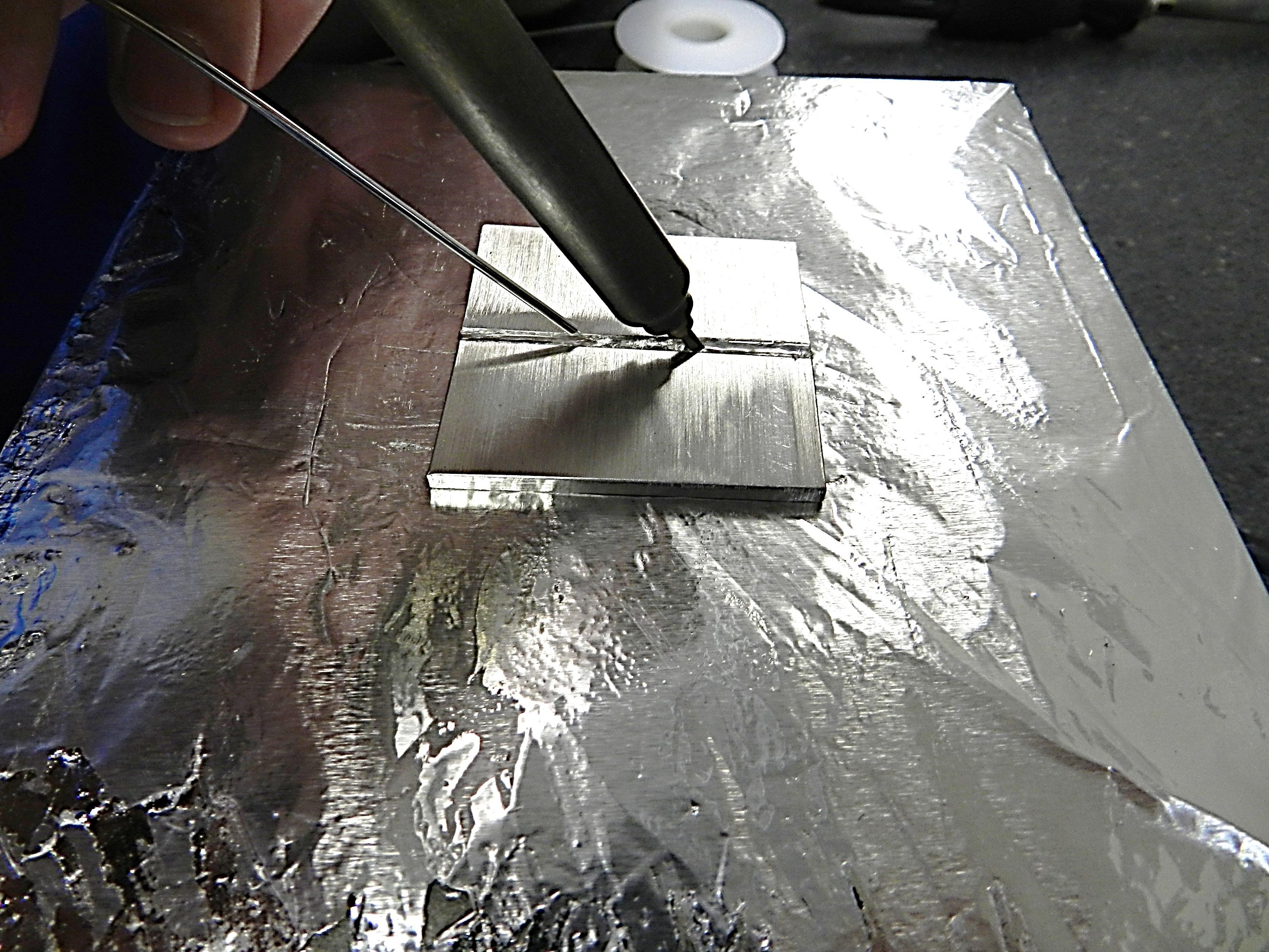
Он должен плавиться не от горелки, а от разогретого ею металла. Припой укладывается в область, где находится стык, это делается постепенно, пока не будет заполнена вся область.
Это следует делать, пока излишки не начнут вытекать из зазоров, тогда можно гарантировать наилучшую степень схватывания.»
Контроль качества
Для этого используется ГОСТ 19249-73. Здесь могут использоваться методы контроля с разрушением и без. Среди них выделяют такие как:
- Радиационный контроль;
- Технический осмотр;
- Радиоскопический метод;
Меры безопасности
Когда происходит пайка нержавеющей стали оловом в домашних условиях, то следует соблюдать правила электробезопасности. Главной проблемой является то, что можно обжечься при контакте с паяльником, разогретым металлом или припоем. Также следует избегать вдыхания испарений металлов.
Пайка нержавеющей стали в домашних условиях

Иногда возникает потребность спаять изделие из нержавеющей стали. Перед тем как паять нержавейку в домашних условиях, необходимо ознакомиться с технологией, принципами выполнения работ.
Подготовка
Тщательная очистка поверхности изделия в области стыка является ключом к крепкой пайке. Масло и жир удаляют с помощью растворителей, а проволочную щетку или абразивную обработку наждачной тканью применяют для устранения сложных типов загрязнения.
Шероховатая поверхность абразива эффективна, она улучшит адгезию припоя. Рекомендуется проводить ремонтные работы сразу после очистки. Если это невозможно, детали предварительно покрывают присадочным материалом (лужат). Припаивая детали из латуни или меди, необходимо нанести тонкий слой олова на предварительно разогретый участок, который соединяется с изделием.
Процесс пайки
Технологическая операция заключается в соединении нержавейки с помощью присадочного металла, благодаря силам сцепления между атомами. Руководство соединения деталей:
- Подключают паяльник и дают ему нагреться.
- Слегка шлифуют края металла в месте будущего шва или заплаты, чтобы избежать появления неровностей. 2 части должны соединиться без каких-либо промежутков.
- Удаление шлифовальной пыли влажной тряпкой.
- Области, которые недопустимо подвергать воздействию растворителей, закрывают малярной лентой.
- Флюс наносится в зоны, которые будут принимать припой.
- Разместить в рабочей зоне весь необходимый инвентарь. Паяльник кладут на безопасном расстоянии. Проволочный припой разматывают.
- Проводится лужение. Тонким слоем наносится смесь олова и свинца.
- Если покрыть изделие припоем не удается (смесь скатывается по запчасти), прибегают к проверенному способу. Изготавливают небольшую кисточку из стальной проволоки и трубки. Паяльную кислоту наносят непосредственно перед использованием щетки. Нагревают детали паяльником или паяльным пистолетом, хорошо защищают самодельной щеткой. Данная процедура эффективна, т.к. снимается окисная пленка без использования химических соединений.
- Наносится тонкий слой растопленного олова.
- Начинается процесс пайки оловом.
- Паяльник удерживают в области стыка, который заполняется присадочным материалом.
- Получить сталь нужной температуры трудно, поэтому необходимо внимательно следить за процессом. Перегретые детали покрываются оксидами, которые снижают качество отделки нержавейки.
- Дают остыть.
- Очищают швы наждачной бумагой и растворителем.
Основные ошибки во время пайки
Распространенные ошибки, мешающие достигнуть положительного результата:
- Неверный выбор растворителей. Агрессивные вещества необходимы для удаления оксида с подготовленной поверхности. Следует избегать использования паст на основе соляной кислоты, поскольку коррозия усложнит очистку.
- Перегрев места соединения.
- Загрязненное жало паяльника.
- Несоответствие требованиям. Выбор сплава должен соответствовать ожидаемым условиям эксплуатации (механическая нагрузка, цветовое соответствие, контакт с пищевыми продуктами или водой).
- Упущенное время. Пасту удаляют сразу после проведения работ, чтобы избежать обесцвечивания и предотвратить коррозию.
- Температура разогрева не соответствует плавке.
- Нарушение спаянных швов. Это происходит в результате движения, когда сплав затвердевает.
- Холодное сплочение. В результате недостаточного нагрева холодные швы часто характеризуются жесткостью, шероховатостью и неравномерностью. Эта ошибка припаивания создает ненадежные швы, подверженные растрескиванию, разрушению.
Соединение будет прочным, если использовать соответствующий припой и не экономить на флюсе.
Как паять нержавейку латунью

Их мастерство поражает и очаровывает, они внедряют мечты в жизнь, создают шедевры, передают своё мастерство из поколения в поколение. Эти люди — ювелиры. Чтобы покорять металл и превращать его в прекрасные изделия необходимо мастерство, упорство и время.
Основные металлы, с которыми работают специалисты — это золото, серебро, нержавеющая сталь. Основная операция в технологии изготовления уникального изделия — пайка металлов. Технология пайки имеет свои особенности для каждого материала. Сложным процессом является пайка нержавейки твёрдыми припоями.
Пайка серебра в домашних условиях — довольно дорогостоящая операция. Особенно технологически сложно и экономически дорого спаять два разных металла. Необходимо соблюдать особые условия, специальный припой и флюс. Среди потребителей популярными становятся авторские изделия. Многие сложные проекты имеют сочетание серебряных деталей с нержавейкой.
Технология соединения деталей из нержавейки
К сожалению, пайка нержавеющей стали — не такой простой процесс, и обычными припоями в виде олова или меди качественно выполнить работу не удастся. Припой для пайки нержавейки должен быть с содержанием серебра. Промышленность выпускает его покрытым флюсом (содержит 30% серебра). Можно применить припой, содержащий цинк, медь и никель.
Иногда паяют латунью, это считается самой сложной работой. Для расплавления латуни нужна температура 950 градусов.
Для качественного выполнения работ и надёжного соединения деталей в единую конструкцию необходимо применить флюс. Для латуни флюс состоит из борной кислоты и буры.
Спаять детали этим способом можно только в том случае, если они мелкие и хорошо прогреваются. Массивные детали спаять в домашних условиях проблематично.
Что нужно для пайки нержавейки:
- газовая горелка;
- припой, содержащий серебро и покрытый флюсом;
- кислота для пайки.
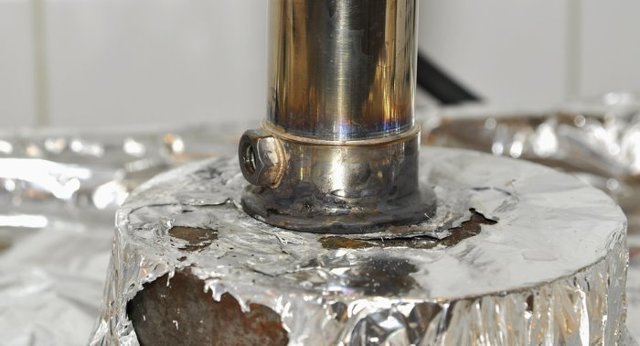
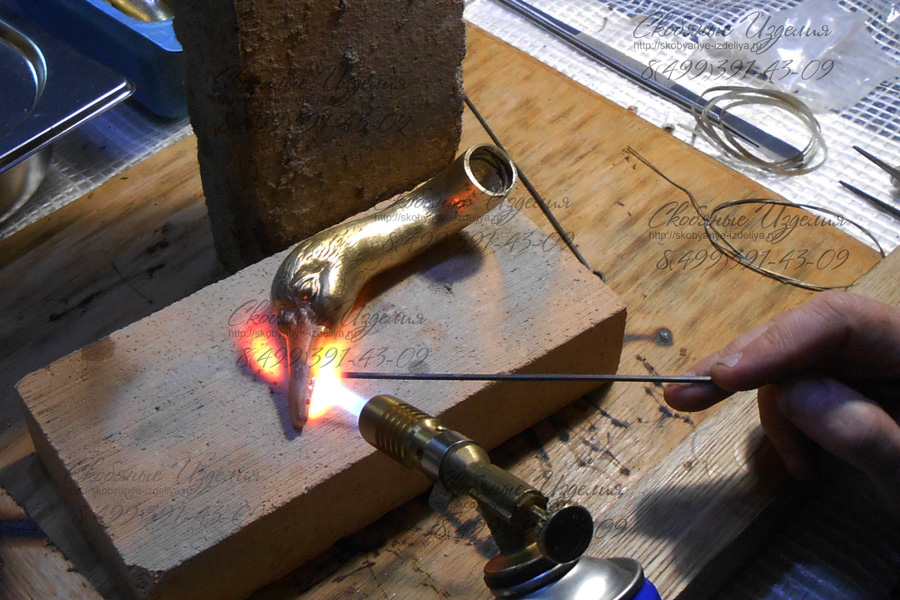
Технологический процесс пайки нержавейки твёрдыми припоями:
- нагревание деталей для обезжиривания;
- обработка поверхности ортофосфорной кислотой;
- нагревание деталей до красного свечения;
- подача припоя с последующим нагреванием.
Чтобы запаять отверстие в листовой нержавейке дома, необходимо определить его размер и подготовить соответствующую заплату. Пайку нужно выполнять согласно технологии с применением припоя, содержащего серебро.
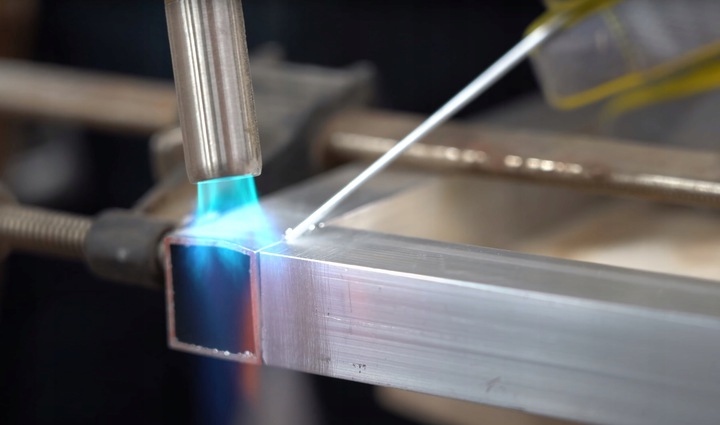
Нанотехнология: сварочный карандаш
Проще всего выполнять сварочные работы при помощи специального карандаша для сварки. Им можно сварить любой металл: алюминий, железо, нержавейку, медь, латунь.
Причём нет необходимости зачищать и обезжиривать поверхность. Это новинка. Работает следующим образом. Поджечь карандаш, поднести горящий конец к свариваемому объекту и аккуратно прокрутить карандашом по свариваемой поверхности.
Расплавленный металл сцепится с деталью и обеспечит надёжное соединение.
Как паять детали из серебра
Без серебряного припоя никуда! Серебро не удастся надёжно спаять с помощью олова. Хотя на первый взгляд такое соединение является крепким, металлы реагируют друг с другом, и изделие через некоторое время рассыпается.
Для качественного соединения деталей из серебра необходимо воспользоваться специальным серебряным припоем. Они бывают трёх видов: твёрдые, мягкие и средние, отличающиеся температурой плавления (от 700 до 900 градусов).
Припой подбирается в зависимости от типа металла и требований к прочности соединения. При изготовлении сложных изделий в несколько этапов, а также при сочетании разных конструктивных элементов применяют мягкие припои.
Он должен иметь вид небольшой очень тонкой пластинки или проволоки. Режут его на мелкие (миллиметровые) куски. Пайка серебра в домашних условиях выполняется на огнеупорном кирпиче, куске древесного угля или специальной керамической плитке. Не рекомендуется выполнять пайку на материале, хорошо проводящем тепло — поглощает энергию нагрева, и объект пайки плохо нагревается.
Нельзя использовать простой влажный кирпич, который под воздействием температуры крошится из-за содержащейся в нём влаги. Перегретый пар с большой силой отправит кусок кирпича прямо в лицо.
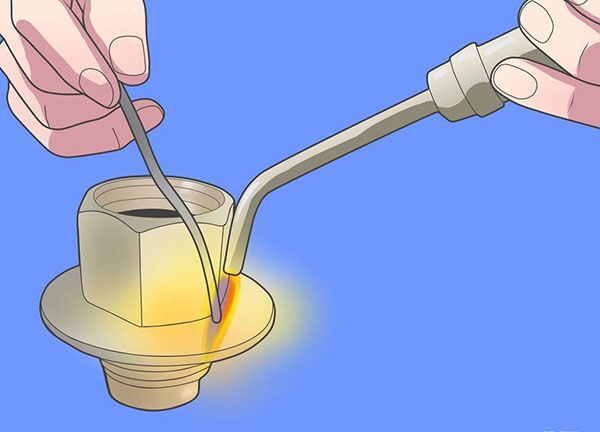
Чтобы припаять деталь к предмету, необходимо очищенное и тщательно обезжиренное место смазать флюсом (готовая смесь: борная кислота, бура) или кислотой для пайки
Удаление жира, окислов и других загрязнений имеет важное значение. Обезжиренная поверхность обеспечивает надёжное соединение с припоем. Ювелиры, как правило, используют для этой цели слабый раствор кислоты
Ювелиры, как правило, используют для этой цели слабый раствор кислоты.
Зачем нужен флюс?

Это вещество обеспечит равномерное растекание припоя по поверхности зоны пайки и создаст условия для качественной адгезии материала к металлическому покрытию. Флюсы в настоящее время классифицируются по степени воздействия на следующие разновидности:
- Неактивные (нейтральные), в составе которых отсутствуют кислоты. Помимо этого, они почти не проводят электроток.
- Активные (кислотные) флюсы.
- Защитные (антикоррозийные), цель которых — защитить зону пайки готового соединения от коррозии и разрушения.
Если возникает вопрос, для чего нужен флюс для пайки, то ответить можно так: это вещество необходимо для соблюдения технологии, поскольку оно обязательно понадобится в ходе паяльных работ. Однако способ применения состава зависит от его исходного состояния:
- если флюс находится в твердом состоянии, жало паяльника необходимо сначала окунуть в реагент, а после захватить им немного припоя;
- готовую жидкую смесь придется наносить на зону пайки с помощью кисточки;
- пастообразным веществом следует обрабатывать поверхность посредством обычной палочки.
Кроме того, флюс иногда продается в специальных тюбиках.










Основные ошибки
Малейшая оплошность может привести к существенному снижению качества соединения. Следующие советы снизят вероятность ошибки:
- При проведении домашних работ оптимальная мощность паяльника составляет 100 Вт. Использование более мощного прибора приведет к перегреву расходных материалов, а мене мощного – к неполному прогреву металла.
- Используйте паяльник с необгораемым стержнем.
- Пищевую посуду лучше паять чистым оловом, поскольку свинец обладает токсичными свойствами.
- В качестве флюса опытные мастера рекомендуют использовать активные составы. Лучше всего зарекомендовала себя ортофосфорная кислота.
Выбор припоя
Существует два фактора, влияющие на выбор припоя для нержавейки:
- условия, при которых производится процесс соединения;
- состав нержавейки.
Если приходится работать в обычных условиях (в любом помещении), то пайку лучше проводить серебряным припоем, в который входит небольшое количество никеля.
При печном проведении спаиваемого процесса, то есть, при полном отсутствии влажности, используются медные, серебряно-марганцовые или хромоникелевые припои.
Ведь серебро так же не поддается коррозии, имеет такой же светлый цвет, как и нержавеющая сталь. Но необходимо отметить, что в чистом виде серебро в припоях не используют.
В сплав добавляют цинк или медь. Чем больше в процентном соотношении серебра, тем выше качество сплава. Правда, такой материал придется использовать при более высоких температурах. Оловянные припои используют редко, когда не требуется высокой прочности.
Таблица 1. Состав и свойства серебряных припоев
Проба припоя | Содержание компонентов, % | Температура, °С | ||||
Серебро | Медь | Цинк | Кадмий | Начало плавления | Полное расплавление | |
ПСр-80 | 80,0 | 12,4 | 7,6 | — | 780 | 800 |
ПСр-75 | 75,0 | 18,6 | 6,4 | — | 755 | 755 |
ПСр-70 | 70,0 | 30,0 | — | — | 770 | 780 |
ПСр-70 | 70,0 | 26,4 | 3,6 | — | 745 | 765 |
ПСр-65 | 65,0 | 35,0 | — | — | 790 | 810 |
ПСр-65 | 65,0 | 20,0 | 15,0 | — | 700 | 720 |
ПСр-60 | 60,0 | 24,8 | 15,2 | — | 700 | 720 |
ПСр-50 | 50,0 | 50,0 | — | — | 779 | 850 |
ПСр-50К | 50,0 | 16,0 | 16,0 | 18,0 | 650 | 670 |
ПСр-45 | 45,0 | 30,0 | 25,0 | — | 660 | 725 |
ПСр-25 | 25,0 | 40,0 | 35,0 | — | 745 | 775 |
ПСр-12М | 12,0 | 52,0 | 36,0 | — | 780 | 825 |
ПСр-10 | 10,0 | 53,0 | 37,0 | — | 815 | 850 |
Рекомендации
Естественно, без хорошего паяльника и флюса не получится сделать надежное соединение. Однако перед тем как паять нержавейку, нужно учесть и другие моменты:
- Желательно купить паяльник с жалом, которое не обгорает: срок службы такого инструмента больше, чем у обычного приспособления. Однако его надо постоянно чистить от накипи и затачивать. Кроме этого, рекомендуется использовать паяльник с постоянным нагревом: так получится сэкономить электроэнергию.
- Паять нержавейку без флюса — плохая идея, поскольку будет постоянно появляться оксидная пленка.
- Неопытным умельцам следует немного попрактиковаться на ненужных деталях и обрезках. Нужно помнить: надежное соединение трудно отодрать, а проверить его качество можно с помощью отвертки или шила.
- Деталь, обработанную растворителем, трогать можно лишь в перчатках, поскольку небольшое пятно, оставленное на поверхности, может испортить всю работу.
- Перед тем как припаять нержавейку к нержавейке, нужно обеспечить помещение хорошей вентиляцией. Кроме того, нельзя трогать руками разогретый металл или припой, а также вдыхать токсичные испарения.
- Емкости с веществами после использования необходимо сразу закрыть плотной крышкой.
- Готовую деталь нужно очистить от флюса и паяльного состава. Пищевые емкости обрабатываются мыльным раствором и кипятятся для нейтрализации агрессивных кислот.

Самые распространенные ошибки
Существует ряд ошибок, которые человек может допустить при проведении работ:
- Припой может не приставать к материалу из-за некачественной очистки рабочей поверхности.
- Загрязнение детали жирными пальцами перед нанесением флюса.
- Недостаточный нагрев. Припой не всегда успевает заполнить шов для надёжного скрепления.
Важно не забывать чистить наконечник паяльника. Желательно воздержаться от использования припоев с высоким процентным содержанием свинца
Пайка нержавеющей стали — трудный процесс, но осуществимый. Для успешного соединения деталей требуется правильно выбирать расходные материалы и использовать качественный инструмент.







Как выполнить пайку в домашних условиях
С такими задачами, как соединение деталей из нержавейки при помощи пайки и пайка нержавейки с медью, нередко сталкиваются и в домашних условиях. Изделия, изготовленные из нержавеющей стали, активно используются в быту уже на протяжении многих лет, поэтому, когда они по каким-либо причинам приходят в негодность, у любого домашнего мастера возникает естественное желание отремонтировать их самостоятельно. Следует сразу сказать, что спаять детали из нержавейки не так уж и сложно, главное – строго придерживаться технологии, а также запастись соответствующими инструментами и расходными материалами.
Освойте технику пайки на простых соединениях, а затем пробуйте работать с более ответственными деталями
Перед тем как приступать к пайке нержавейки, очень желательно не только изучить теоретический материал по данному вопросу, но и более подробно познакомиться с правилами его выполнения при помощи обучающих видео.
Чтобы паять изделия из нержавейки, вам потребуются следующие инструменты и расходные материалы:
- паяльник, работающий от электричества, мощность которого составляет не менее 100 Вт;
- специальная паяльная кислота, которая будет использована в качестве флюса;
- напильник или наждачная бумага;
- припой, специально предназначенный для соединения стальных деталей, основу которого составляют олово и свинец;
- трос, изготовленный из стали;
- металлическая трубка.
Материалы и инструменты для пайки
Сам процесс пайки деталей из нержавейки выполняется по следующему алгоритму.
- В первую очередь необходимо тщательно зачистить место будущего соединения, для чего используется наждачная бумага или напильник.
- После подготовки поверхностей соединяемых деталей на них необходимо нанести флюс, в качестве которого, как уже говорилось выше, используется паяльная кислота. Основная задача флюса состоит в том, чтобы обеспечить качественное лужение соединяемых деталей.
- После того как поверхности соединяемых деталей обработаны флюсом, необходимо выполнить их лужение, которое заключается в нанесении на них тонкого слоя припоя, состоящего из олова и свинца. Если выполнить лужение с первого раза не удалось, то необходимо повторить такую процедуру, предварительно разогрев соединяемые детали.
- Даже после нагрева изделий и их повторной обработки флюсом лужение может не увенчаться успехом – припой будет просто скатываться с поверхности деталей, а не ложиться на них тонкой пленкой. В таком случае необходимо воспользоваться кисточкой с металлическими жилами, которую несложно изготовить из трубки и стального троса. Перед использованием такой щетки на поверхность деталей также необходимо нанести флюс (паяльную кислоту) и только затем, нагревая место будущего соединения паяльником, зачищать его при помощи металлической кисточки. Такая несложная методика позволяет эффективно очистить поверхность нержавейки от окисной пленки, которая, как правило, и является основным препятствием для осуществления качественного лужения.
- После того как на соединяемые изделия удалось нанести тонкий слой олова, можно начинать их паять. Выполняется такая процедура при помощи паяльника и припоя, которым заполняют стык между деталями.
Пайка нержавеющей стали дома
Не секрет, что домашний мастер регулярно сталкивается с обыденными бытовыми трудностями, которые он вынужден устранять самостоятельно в домашних условиях. Однако иногда случается так, что человеку требуется выполнить работу, связанную с обработкой нержавейки.
Разумеется, в большинстве случаев за данную работу мастер берется самостоятельно, выполняя ее в домашних условиях. Но для этих целей понадобятся некоторые знания, умения и навыки. Также потребуется обзавестись определенными инструментами и материалами.
Понадобится следующее:
- Электрический паяльник на сто ватт;
- Паяльная кислота;
- Наждачная бумага или напильник;
- Оловянный припой для обработки сталей;
- Стальной трос;
- Трубка.
После того как появилась определенность с материалами, инструментами, необходимыми для пайки рассматриваемого материала — нержавейки, следует проинформироваться относительно порядка действий при работе, так как четкая и организованная работа – залог успеха пайщика.
Порядок действий:
Для обработки нержавеющей стали, необходимо с самого начала позаботиться о наличии паяльника мощностью 100 Вт, а также флюса
Обратите внимание на то, что более мощный паяльник брать для обработки нержавейки нецелесообразно. Флюсом может послужить паяльная кислота. Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый
Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь. В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса. Таким образом, нанесите на участок пайки кислоту, а затем подведите к нему щетку и паяльник одновременно. После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали). Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник
Также позаботьтесь о том, чтобы под рукой имелся припой оловянно-свинцовый. Как только все необходимые материалы, а также инструменты подготовлены для пайки, можете приступать к работе. Сначала следует зачистить место соединения нержавейки: сделать это возможно с помощью напильника ил наждачной бумаги, найти которые непроблематично. По окончании очистки рабочих поверхностей следует нанесение паяльной кислоты с последующим облуживанием. Если облуживание не выходит (припой не пристает к поверхности сталей), можете повторно нанести паяльную кислоту на хорошо разогретую поверхность, после чего выполнить облуживание вновь. В том случае, если вы сделали повторную попытку, и она не увенчалась успехом, а припой снова скатывается, необходимо рабочую поверхности нержавеющей стали обработать специализированной щеткой, которая может быть изготовлена собственноручно: возьмите кусок трубки (диаметр – 5 миллиметров), в который поместите тонкие жилы, взятые от стального троса. Таким образом, нанесите на участок пайки кислоту, а затем подведите к нему щетку и паяльник одновременно. После этого начните водить двумя инструментами. Надо сказать, что процедура отлично помогает при снятии оксидной пленки с поверхности металла (нержавеющей стали). Как только детали удалось отлудить, приступайте к спайке нержавейки, применяя в работе флюс и паяльник.
Это интересно: Пайка серебра в домашних условиях — припой, флюс, горелка
Никелевые

Среди нержавеющих сталей отдельную группу составляют жаропрочные сплавы. К ним предъявляются особые требования. Припои, в основе которых содержатся серебро, медь, марганец обеспечить должную стойкость швов при высоких температурах не могут.
Для таких нержавеющих сталей подходят припои из никеля, хрома и небольших количеств бора, бериллия или кремния. Они выпускаются в виде порошков или паст.
В вакууме, среде инертных газов данные смеси успешно растекаются по нержавеющей стали. Образующиеся швы не окисляются, обладают термической стойкостью, но имеют низкую пластичность. Несколько повысить пластические свойства соединения можно проведением отжига параллельно с пайкой.

Для пайки всех нержавеющих сталей, включая жаропрочные, также применяют припои, состоящие из 70 % марганца и 30 % никеля. Встречаются разновидности данных смесей с добавками хрома или хрома с железом.
Полученные швы отличаются стойкостью при любых температурах. За границей применяется аналогичный припой с примесью палладия. Стоимость этого металла велика. Однако цена оправдывается высокими показателями качества шва, возможностью пайки деталей с большими зазорами.
Выбираем припой для пайки нержавеющей стали
Для правильного выбора припоя необходимо знать из чего состоит сплав и условия пайки нержавейки. Когда не требуется особой прочности соединения, подходят мягкие оловянные припои. Лучшим из твёрдых вариантов специалисты считают припои на основе серебра. Следует отметить, что чистое серебро в пайке не используется, его припойные составы всегда содержат небольшое количество добавок: меди, никеля, марганца, цинка или кадмия.
Кроме этого, существуют медные и никелевые припои, но они чаще всего используются в специальных условиях или промышленном производстве.
Выбираем флюс
Процесс пайки нержавейки, как и любых других металлов, требует применения флюсов. Оптимальным вариантом считается бура, которую наносят на место пайки, нагревают до 850°C и добавляют припой. После того, как работы закончены, остатки флюсовой массы после окончания процесса удаляют водой или обдувают место пайки песком.

Для образования надёжного шва при паянии нержавеющей стали в качестве флюса используют смесь соляной кислоты и хлористого цинка или ортофосфорную кислоту. Читайте подробней об этом на сайте «Сварка и Пайка» svarkapajka.ru.