

2.1. Сущность литейного производства
Производство литых изделий известно с глубокой древности. В Китае, Индии, Вавилоне, Египте, Греции, Риме отливали предметы вооружения, религиозного культа, искусства, домашнего обихода. В XIII–XV веках Византия, Венеция, Генуя, Флоренция славились литыми изделиями.
В русском государстве в XIV…XV веках отливались бронзовые и чугунные пушки, ядра и колокола. В 1586 г. А. Чохов отлил «Царь-пушку» (рис. 1.9). «Царьпушка» — чугунная отливка массой около 39 т (диаметр ствола — 890 мм, длина — 4 м, калибр — 887 мм). Для выстрела каменным ядром для пушки необходим был заряд пороха массой 84 кг. Расчетная скорость вылета ядра из ствола составляла 230 м/с, а скорость ядра на расстоянии 1 000 м от пушки — 180 м/с. Позднее в России были созданы и другие замечательные образцы литейного искусства. Так, в 1735 г. был отлит «Царь-колокол» (рис. 1.10) массой свыше 200 т отцом и сыном Моториными, в 1782 г. — памятник Петру I « Медный всадник» (массой 22 т) Э. Фальконе, в 1816 г . — памятник Минину и Пожарскому В. П. Екимовым, в 1850 г. — скульптурные группы Аничкова моста (рис. 1.11) в Петербурге П. К. Клодтом и др. В 1894 г. на заводе в Перми была изготовлена чугунная отливка шабота для кузнечного молота массой 620 т.
Рис. 1.9. Царь-пушка Рис. 1.10. Царь-колокол Рис. 1.11. Скульптуры Аничкова моста
Литейное производство — отрасль машиностроения, занимающаяся изготовлением фасонных заготовок или деталей путем заливки расплавленного металла в специальную форму, полость которой имеет конфигурацию заготовки или детали. При охлаждении залитый металл затвердевает и в твердом состоянии сохраняет конфигурацию той полости, в которую он был залит. Конечную продукцию литейного производства (заготовку или деталь) называют отливкой.
Общий мировой выпуск отливок в 2011 г . составил 75 млн т. При этом 70 % отливок приходится на машиностроение, где масса литых деталей от их общей массы составляет 50 %. Из литых заготовок в станкостроении изготавливают 80 % всех деталей, в сельскохозяйственном машиностроении и в тракторостроении — до 60 %.
Методом литья изготавливают блоки двигателей, головки цилиндров, поршни и поршневые кольца, коленчатые валы, корпуса и крышки редукторов, зубчатые колеса, станины станков и прокатных станов, турбинные лопатки, гусеничные траки, ковши экскаваторов и другие детали, которые затруднительно или невозможно получить другими методами обработки металлов (в частности, давлением и резанием).
Технология литья позволяет:
1) получать изделия сложной формы и различных размеров (блоки цилиндров ДВС, станины металлорежущих станков, фасонное художественное литье);
2) изготавливать изделия с минимальными припусками на обработку (детали фотоаппаратов, поршни ДВС). При этом коэффициент использования металла (КИМ) составляет не менее 70 %, а при литье под давлением — 95 %;
3) изготавливать изделия из сплавов с низкой пластичностью и низкой обрабатываемостью резанием (ковши экскаваторов, траки и т. д.).
Для изготовления отливок применяют литье в песчаноглинистые формы и специальные способы (литье по выплавляемым моделям, в оболочковые формы, в кокиль, под давлением, центробежное литье и др.).
При выборе способа литья учитывают объем производства, требования к геометрической форме изделия и чистоте поверхности, химический состав заливаемого металла, форму отливки, экономические соображения и другие факторы.
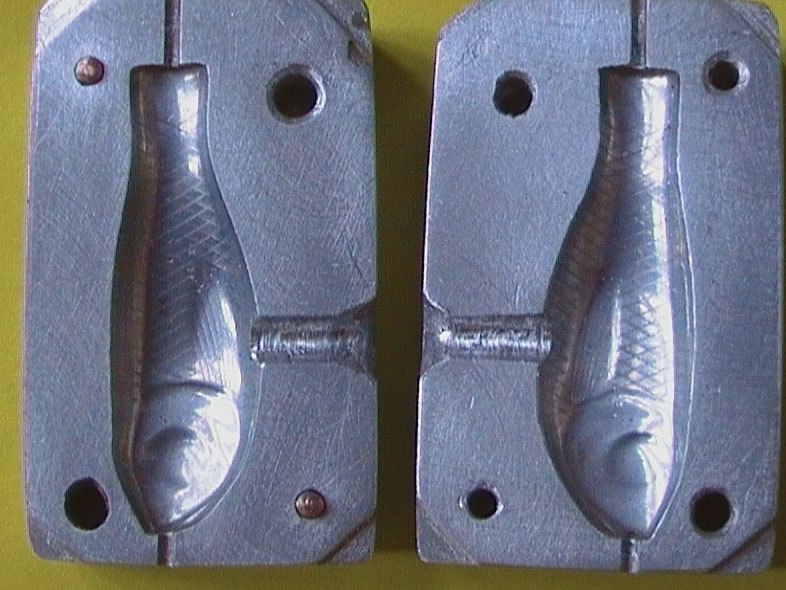
Независимо от способа литья во всех случаях для получения отливки нужна литейная форма. Литейная форма представляет собой конструкцию, состоящую из элементов, образующих рабочую
полость, заполнение которой расплавом обеспечивает получение отливки заданных размеров и конфигурации.
При изготовлении отливок литейная форма является основным инструментом. Форма обеспечивает, во-первых, необходимую конфигурацию и размеры отливки, во-вторых, заданную точность и качество ее поверхности, в-третьих, определенную скорость охлаждения залитого металла, способствующую формированию требуемой структуры и соответствующих свойств отливки.
Литейные формы подразделяют по количеству заливок на разовые и многократные, по материалу — па песчаные, песчаноцементные, гипсовые, металлические, из высокоогнеупорных материалов и др.
Основными операциями технологического процесса изготовления отливок являются: изготовление литейной формы, плавка металла и заливка в форму, извлечение отливок из формы.
Как сделать форму для литья
Материал для формы (оснастки) в непромышленных условиях – песчаная или глиняная смесь (литье в «землю») и гипс.
Примеры смесей для литья в «землю»:
- песок, глина, каменноугольная пыль в соотношении 75% – 20% – 5%.
- глина, шамотный кирпич, тонкие древесные опилки, соотношение 40% – 40% – 20%.
Компоненты смешивают до получения однородной консистенции.
Также может использоваться модель изделия из дерева либо другого материала. Также это может быть готовая деталь, образец.
Приспособление для подготовки песчаной оснастки – опока. Она состоит из двух ящиков без крышки, обычно деревянных. Нижний – с дном, верхний – без дна (по сути, рама). Части опоки имеют центрирующие элементы для их точного расположения относительно друг друга. Они иногда скрепляются между собой фиксаторами.

Оснастку изготавливают так:
Перед работой поверхность опок и образец изделия присыпают тальком.
В нижний ящик насыпают песчаную смесь до края и трамбуют.
Модель детали кладут в опоку на землю и вжимают.
На нижний ящик опоки кладут верхнюю раму.
На модель крепят усеченный конус узкой частью к изделию. Это модель литника, через него зальют расплав. Желательно, чтобы место расположения литника было самой толстой частью изделия. Нужно учитывать, что на готовой детали в месте заливки могут быть дефекты.
Верхнюю опоку заполняют доверху смесью. Снова трамбуют.
Достают из песка модель литника.
Острым тонким предметом разъединяют верхнюю и нижнюю половины, обозначая линию разъема
Верхнюю опоку с песчаной массой в ней снимают, изделие осторожно вынимают из песка.
Части формы сушат и вновь соединяют.
Общая характеристика металла
Бронза представляет собой сплав, в состав которого может входит олово, медь и другие компоненты. К сторонним примесям относится цинк, алюминий, бериллий, свинец, никель или кремний. Если говорить о составе, бронзу можно разделить на две группы:









- Оловянные сплавы. Материал может состоять из двух и нескольких компонентов. Олово относится ко второму по процентному содержанию компоненту сплава.
- Безоловянные сплавы. В состав могут входить алюминий, свинец, кремний, свинец или бериллий. Эти компоненты изменяют характеристики сплава.
К характеристикам бронзового сплава относятся:
- Плотность. Этот показатель зависит от содержания олова в составе. Среднее число 9,1 кг/куб. см.
- Температура при которой плавится металл. Изменяется в зависимости от компонентов состава. Диапазон 880–1060 градусов по Цельсию.
- Теплоемкость — 0,385 кДж / (кг*К).
- Электропроводность — 0,176 мкОм*м.
При желании изменить какую-либо из характеристик сплава в его состав добавляется определённое количество сторонних примесей.
Процесс подготовки шихты перед загрузкой.
Горячую, жидкую медь в тигле обязательно защищают от контакта с воздухом, покрывая флюсами или же способом восстановления атмосферы над расплавом при помощи древесного угля
Положительный результат дает продувка сплава осушенного аргоном около 10 минут. Выполнив эти действия, завод литья «Zavod-Litja.ru» исключает при производстве медного литья брак по вредным включениям, низкой проводимости электрического тока и газовым раковинам, так и происходит литье из меди на заказ.
Производитель и поставщик широкой номенклатуры промышленных изделий. Вся продукция представленная на наших складах, металлобазах, магазинах в Москве имеет сертификаты качества в соответствии со стандартами ГОСТ и DIN. Наше производство позволяет осуществлять изготовление технически сложных продуктов по чертежам заказчика. Делаем точный расчёт смет по заданным параметрам и характеристикам. Мы продаём продукцию недорого оптом в Москве с доставкой по всей России. У наших менеджеров всегда можно узнать наличие той или иной продукции, цену на метр, цену за тонну, цену за киллограмм, цену за штуку.
Узнать цену, вес металла, адрес склада, металллобазы, возможность поставки напрямую с завода. Рассчитать изготовление продукции на заказ, просчитать смету. Запросить прайс лист. На нашем сайте, в магазине, вы найдёте полный каталог металлопроката, металлопродукции и других промышленных товаров, калькулятор металла и подробнее описание характеристик стальной продукции.
Нашу продукцию можно купить в Москве, в Пушкино, в Сергиевом Посаде, в Лобне, в Электростали, в Подольске, в Одинцово, в Красногорске, в Зеленограде, в Дмитрове, в Солнечногорске, в Троинце, в Домодедово, в Ногинске, в Апрелевке, в Бронницах, в Электроуглях, в Наро Фоминске, в Александрове, в Красноармейске, в Талдоме, в Дубне, в Волоколамске, в Лотошино, в Истре, в Дедовске, в Кубинке, в Можайске, в Серпухове, в Чехове, в Ступино, в Коломне, в Луховицах, в Калязине, в Шатуре, в Егорьевске, в Орехово Зуево, во Владимире, в Ярославле, в Киржаче, в Кольчугино. Получить продукцию можно на терминалах транспортных компаний в Санкт Петербурге, в Твери, в Калуге, в Брянске, в Нижнем Новгороде, в Смоленске, в Петрозаводске, в Нальчике, в Махачкале, в Грозном, в Саратове, в Волгограде, в Новосибирске, в Омске, в Томске, в Красноярске, в Челябинске, в Екатеринбурге, во Владивостоке, в Благовещенске, в Магадане, в Анадыре, Хабаровске, в Биробиджане, в Иркутске, в Барнауле, в Кызыле, в Горно Алтайске, в Ханты Мансийске, в Тюмени, в Кургане, в Казани, в Самаре, в Ставрополе, в Воронеже, в Ростове, в Нижнем Новгороде, в Казани, в Самаре, в Ростове на Дону, в Уфе, в Перми, в Краснодаре, в Тюмени, в Тольятти, в Ижевске, в Ульяновске, в Ярославле, в Махачкале, в Оренбурге, в Кемерово, в Новокузнецке, в Рязани, в Астрахани, в Набережных Челнах, в Пензе, в Липецке, в Кирове, в Чебоксарах, в Туле, в Калининграде, в Балашихе, в Курске, в Ставрополе, в Улан Удэ, в Севастополе, в Твери, в Магнитогорске, в Сочи, в Иваново, в Белгороде, в Сургуте, в Нижнем Тагиле, в Архангельске, в Чите, в Калуге, в Симферополе, в Смоленске, в Волжском, в Череповце, в Орле, в Саранске, в Вологде, в Якутске, во Владикавказе, в Мурманске, в Грозном, в Тамбове, в Стерлитамаке, в Костроме, в Нижневартовске, в Новороссийске, в Йошкар Оле, в Таганроге, в Комсомольске на Амуре, в Химках, в Сыктывкаре, в Нальчике, в Нижнекамске, в Шахтах, в Дзержинске, в Братске, в Орске, в Ангарске, в Энгельсе, в Благовещенске с доставкой. Интернет магазин промышленной продукции и металлопроката.
Литье бронзы позволяет изготавливать изделия, отличающиеся исключительной декоративной привлекательностью. Технология литья из данного сплава, основу которого составляет медь, известна на протяжении многих веков, но и в наше время она продолжает совершенствоваться.
Внешний вид бронзовых изделий говорит об кропотливом труде мастера, превращающего безликий металл в художественное произведение
Литье латуни в гипсовые формы

Гипс полугидрат CaSO4в смеси с полуангидридом веществаγCaSO4используется для отливок из цветныхсплавов, а так же для изготовлениямоделей и модельных плит, для небольшихотливок изготавливают смесь из 20% гипса,80% асбеста + воды. Механизм образованияпрочности – гидратация (чем большеасбеста, тем меньше берут воды).
Длятонкостенных отливок с тонким рельефоми чистой поверхностью рекомендуютвместо асбеста мелкозернистый порошоккварца, такая смесь более прочная, чемцементная и имеет низкую газопроницаемость,поэтому ее проплавляют в автоклавахпри давлении 2 МПА в течение 8 часов,после чего сушат 10-20 часов. Для повышениягипсовых смесей в них можно вводить ПАВ– это позволит, при вспенивании гипсовогошликера, повышение количества газовыхпузырьков, что при исследуемомзатвердевании смеси способствуетгазопроницаемости.
Такая гипсовая формаобладает микропористостью и высокойгазопроницаемостью, что позволяетполучать в ней отливки из сплавов,выделяющихпри затвердевании повышенноеколичество газов.
Электролизная сварка своими руками
Водородное пламя является хорошей альтернативой пламени ацетиленовому и активно используется для сварки, резки и пайки различных материалов.
В отличие от многих традиционных способов водородная сварка почти безопасна, благодаря тому, что продуктом процесса горения в ней выступает пар.
Этот способ считается вариантом газопламенной обработки, использующим смеси из кислорода и горючих газов.
Подготовка к работе
Металл популярен не только в различных отраслях современной промышленности (судостроение, авиация, ракетная техника и др.), но также для литья скульптурных композиций по причине долговечности и стойкости к механическим повреждениям. Высокохудожественные формы бронзовых изделий украшают театры и дворцы, залы торжественных мероприятий.
Несмотря на сложность технологии, художественное литье бронзы остается востребованной процедурой, которая реально станет прибыльным бизнесом по причине низкой насыщенности рынка. Сначала будущему мастеру понадобится стартовый капитал не менее 200 тысяч рублей, чтобы заняться приобретением оборудования, постижения секретов работы с материалом.
Необходимое оборудование
Для обустройства небольшой плавильной мастерской нужно приобрести:
- простую плавильную печь;
- чугунный либо стальной тигель;
- специальный вид щипцов для извлечения тигля;
- формы для отливки, вспомогательный крючок;
- горн потребуется, если печь не муфельная;
- запас древесного угля, если использовать горн для плавления.
Подбирая помещение для литейных работ, важно снабдить его эффективной вентиляцией, подготовить набор надежных средств, обеспечивающих противопожарную защиту. Для отлива мелких изделий можно воспользоваться небольшим помещением
Литье крупногабаритных конструкций лучше выполнять в цеху или гараже.
Общий план процесса выглядит следующим образом:
- создание эскиза, а затем модели для отлива;
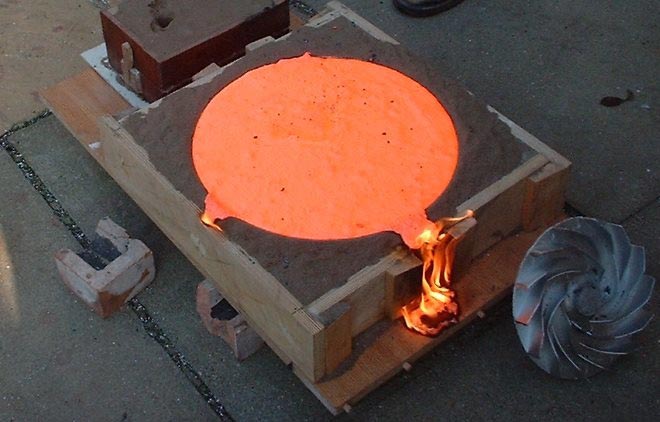
- загрузка металлолома в тигель, плавление внутри печи;
- заполнение отливочной формы жидким сплавом;
- извлечение готового изделия, устранение дефектов.
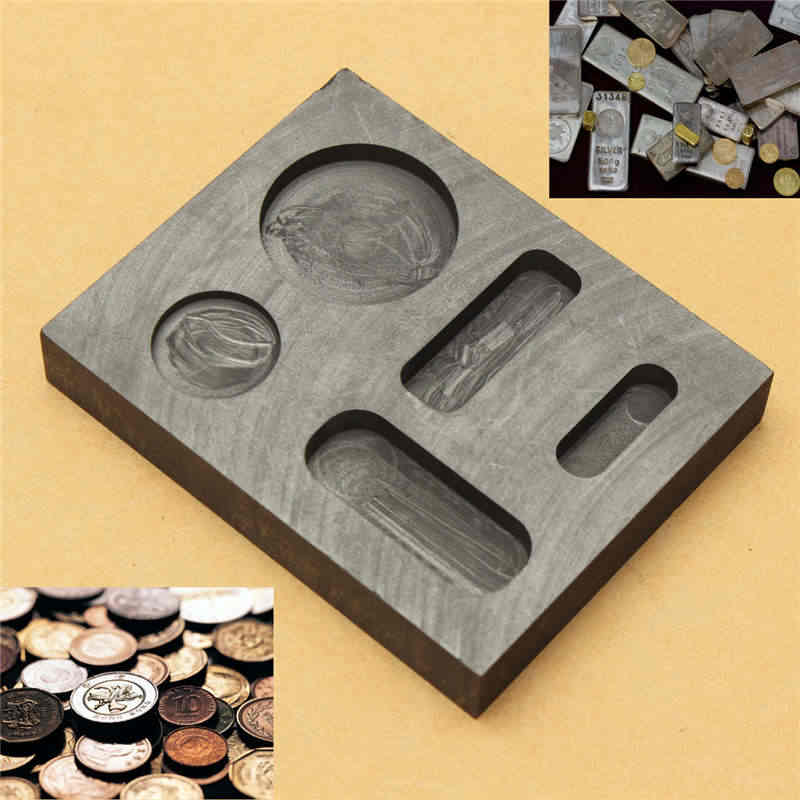
Перед процессом самостоятельного литья бронзы необходимо запастись сырьем. Для этого подойдет небольшой запас бронзового лома – выпускаемые промышленностью слитки металла либо детали сантехнических приборов.
Пошаговая инструкция
Как сделать плавильную печь в домашних условиях -прочтите в следующей инструкции:
- Устанавливается высокочастотный генератор переменного тока.
- Обмотка в виде спирали. Изготавливается из медной проволоки.
- Тигель.
Все эти элементы помещаются в один корпус. Чашечка для плавления помещается в индуктор. Обмотка подключается к источнику питания. Когда включается ток, то появляется электромагнитное поле. Образовавшиеся вихревые токи проходят сквозь метал в чашечке и нагревают его. Происходит плавление.











Положительные свойства индукционной печи в том, что при переплавке металлов получается однородный расплав, не испаряются легирующие компоненты, а плавление происходит довольно быстро. К тому же установка такой печи не вредит экосистеме и безопасна для использующего ее.
Охлаждение можно сделать с помощью вентилятора. Только последний должен располагаться как можно дальше от печи, иначе обмотка его будет служить дополнительным замыканием вихревых потоков. Это понизит качество плавления.

Печь из колесного диска
Применение металла в строительстве
 Невысокая прочность и твердость значительно ограничивают применение олова в строительной сфере. Да и большинство сплавов с металлом предполагают совершенно другие характеристики.
Невысокая прочность и твердость значительно ограничивают применение олова в строительной сфере. Да и большинство сплавов с металлом предполагают совершенно другие характеристики.
Однако и в этой области веществу нашлось место.
Оловянные бронзы
Сплав олова с медью – наиболее известное применение металла, за исключением, возможно, получения белой жести. Оловянная бронза обладает превосходными антифрикционными свойствами, устойчива к коррозии, гигиенична и не боится мороза. Кроме того, материал необычайно привлекателен внешне и обладает доставочной ковкостью.
Эти свойства и определяют сферы применения оловянного сплава.
- Трубопровод – стойкость к действию высоких температуры и очень малая усадка – менее 1%, обуславливают применение бронзовых труб для любого типа трубопровода: горячего и холодного водоснабжения, отопления и так далее. Благодаря тому, что материал не поддается коррозии, он исключительно долговечен: бронзовый трубопровод (не путать с керамическим) рассчитан на использование столетиями. Кроме того, его значительно проще обслуживать. Внешний вид его со временем становится только привлекательнее: правильная черная патина придает даже простой трубе элегантность, свойств своих материал не теряет, к тому же материал не накапливает электричество, как сталь, например.
- Сантехника – ванные, умывальники, унитазы из этого сплава не только «честно» выполняют свою роль, то есть, являются долговечными предметами с прекрасными гигиеническими свойствами, они зачастую еще и очень красивы. Ковкость бронзы позволяет превратить ванную в художественный шедевр.
- То же самое касается и мелких аксессуаров для ванной, санузла или кухни. Бронзовые краны, лейки, подставки, полотенцесушители и прочие придадут любому интерьеру вид совершенно роскошный.
- Фурнитура другого рода – ручки, замки, дверные накладные петли и даже кольца для штор, весьма изысканный штрих классического стиля.
- Лестничные перила и ограждения – пожалуй, самое эффектное применение бронзы в жилом доме, поскольку имеет относительно большую площадь. Кованые или литые бронзовые перила – способ сделать интерьер не только уникальным, но и в высшей степени роскошным и элегантным.
- Скульптуры и предметы быта, которые можно сделать из металла – вешалки, скамьи, держатели, рамы для зеркала и так далее. Выполненные из бронзы эти изделия являются украшением любого дома и в любом стиле.
О том, что делать, если вам не хватает олова для пайки, расскажет данное видео:
https://youtube.com/watch?v=X5xhpohCRNM
Предметы быта
Канули в Лето оловянные подсвечники, подстаканники, пуговицы и солдатики. Сегодня чистое олово, несмотря на куда меньшую стоимость по сравнению с прошлыми веками, имеет куда меньшее применение, поскольку вытесняется более дешевыми и доступными сплавами.
Однако любители ретростилей и сейчас не преминут найти оловянное изделие для украшения интерьера.
- Оловянная фурнитура – в основном дверные ручки, хотя можно найти и другие изделия. По сравнению с бронзой или латунью олово кажется более скромным и обладает меньшим блеском. Однако для стилей кантри или английского это является достоинством. Ну а высокая ковкость материала значительно компенсирует его неяркость.
- Оловянная посуда – от самой простой «дедовской» кружки, из которой «такая вкусная вода», до изысканного столового прибора. Посуда из олова изящна и составит честь любой гостиной. А уж набором оловянных десертных ложечек и сейчас можно удивить любителя старины.
- В позапрошлом веке повсеместно использовались штампованные оловянные уличные фонари. Использовать их давно перестали, а вот оловянные светильники разного рода – от люстр до скромных настольных, изготавливают до сих пор.
Олово – металл малораспространенный, более всего известен как компонент бронзы, да и применение в строительстве и быту нашел именно в виде бронзового сплава. Однако оловянные предметы быта и посуда и сейчас являются украшением столовой.
Решили самостоятельно изготовить небольшие поделки из олова? Тогда посмотрите прежде этот видеосюжет:
Придание отлитому изделию привлекательного внешнего вида
Изделие, которое только что извлекли из литейной формы, выглядит достаточно непрезентабельно. На его поверхности может остаться пригоревшая формовочная смесь и обнаруживаются другие поверхностные дефекты. Первым этапом приведения отлитого из бронзы предмета в нормальное состояние является его очистка. Для выполнения такой процедуры используются металлические щетки или шлифовальные машинки (в качестве рабочего органа на них устанавливается проволочный круг).
Несмотря на то, что латунь и бронза отличаются хорошей текучестью и при выполнении литья хорошо заполняют все углубления в форме, получить на готовом изделии тонкий рисунок практически невозможно. Чтобы сформировать подобный рисунок, используют такую доводочную операцию, как чеканка. Она выполняется при помощи специального инструмента. В зависимости от сложности и тонкости рисунка, который необходимо сформировать на поверхности отлитого из бронзы изделия, операция чеканки может занимать различное количество времени.
Ручная чеканка бронзовой статуэтки
В зависимости от задумки мастера, выполняющего литье из бронзы или латуни, а также от требований к декоративности, поверхность отливки может покрываться искусственной патиной, позолотой, серебром, слоем никеля или хрома. Предметы, которые имеют сложную конструкцию, часто отливают не целиком, а отдельными частями, которые затем необходимо правильно соединить. Выполняется такое соединение при помощи специальных замков, изначально предусмотренных в конструкции. Для того чтобы не перепутать такие замки и правильно сопоставить их элементы друг с другом, их часто маркируют.
Технологии литья бронзовых изделий
Плавка, как и обработка резанием, широко распространенная операция получения деталей. Для плавки рекомендуется использовать индукционные плавильные или тигельные нагревательные печи. Выбор обуславливается экономным потреблением электричества.
Чтобы сохранить химический состав сплавов применяются флюсы. С их помощью можно:
- Защитить внешний слой поверхности расплава:
- от окисления;
- повысить объем годного расплава;
- исключить неметаллические компоненты;
- Дегазировать состав из-за чего снижается образование:
- газовых пор;
- раковин.
Для получения гладких поверхностей на отливке и легкости ее извлечения после охлаждения используются антипригарные краски. Их использование обеспечивает:
- смазку пресс-форм;
- защиту от разрушения при контакте с расплавом;
- отсутствие пригаров.
Литье под давлением
Литье под давлением происходит при воздействии избыточного или недостаточного (вакуумического) давления. Для подачи расплава под избыточным давлением используется прессовый принцип. На поршень действует усилие от гидро- или пневмосистемы. Высокая скорость подачи наряду с высокой вязкостью создают высокое давление, позволяющее полностью заполнить форму. У полученных отливок высокая точность и мелкозернистая структура.









За счет вакуумного всасывания расплав втягивается в форму кристаллизатора.Охлаждение происходит к центру формы. Требуемое количество расплава втягивается за определенный промежуток времени.
После восстановления нормального (атмосферного) давления излишки расплава стекают. После охлаждения за счет усадки деталь самостоятельно извлекается из формы. Автоматизация процесса вакуумного всасывания позволяет заполнять форму в минимальное количество времени, вплоть до 0,1 секунды.

Готовое изделие из бронзы
Центробежное литье
Целесообразно использовать центробежное литье, разливая бронзу и латунь при изготовлении деталей типа тел вращения. Формирование деталей происходит на машинах с горизонтальной и вертикальной осями вращения. На машинах с горизонтальной заливкой отливают:
- втулки;
- вкладыши;
- кольца.
На машинах с вертикальной заливкой отливают:
- шестерни;
- червячные колеса;
- гребные винты.
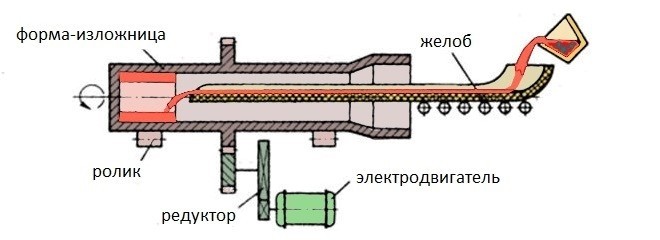
Центробежное литье
В основе технологии лежит центробежная сила, которая образуется при вращении формы. Расплав уплотняется под действием сил, вытесняя сторонние компоненты.
Художественное литье
Современные тенденции диктуют применять литье не только при производстве деталей к механизмам и агрегатам, но и при получении элементов интерьера. Так, используя технологию художественного литья можно изготавливать:
- барельефы, скульптуры;
- элементы оград, решеток, ограждений ворот;
- сувенирную продукцию;
- светильники, бра;
- элементы интерьера.
Этапы технологии получения отливок следующие:
- изготовление модели;
- изготовление формы;
- подготовка формы;
- плавка шихты;
- подготовка расплава к заливке;
- охлаждение;
- извлечение из формы;
- обрубка;
- чистка и придание товарного вида.
Готовые отливки, по замыслу мастера, соединяются в единое изделие, если оно является многокомпонентным. После чего могут хромироваться, никелироваться, покрываться патиной и другими металлами.





