

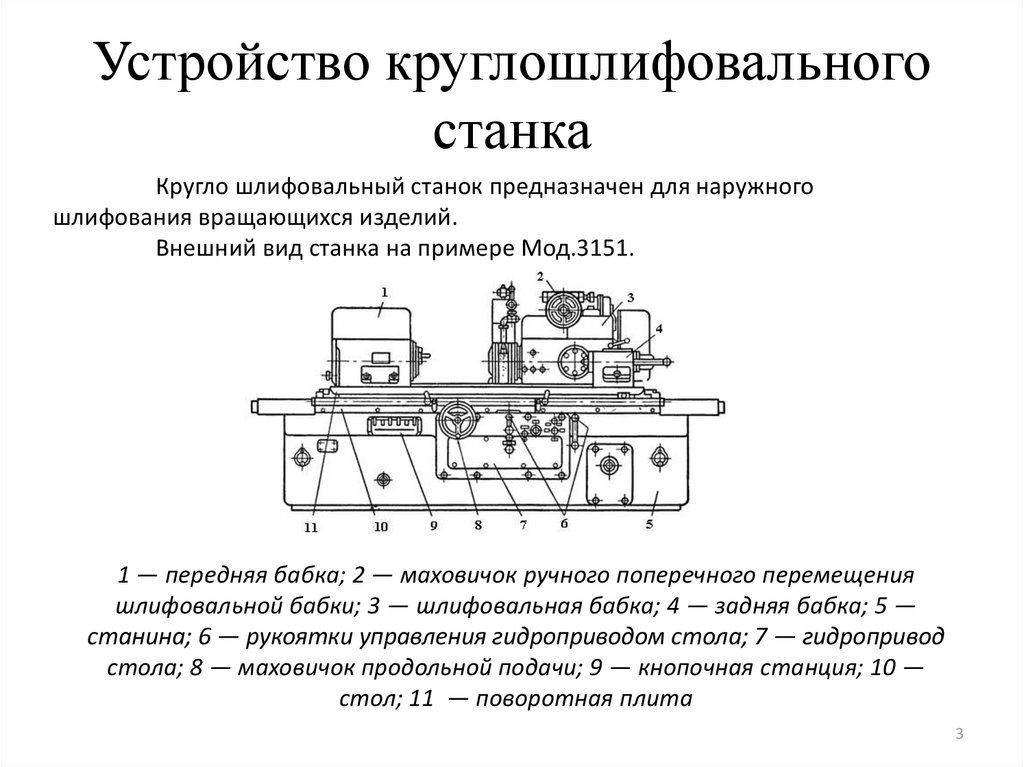
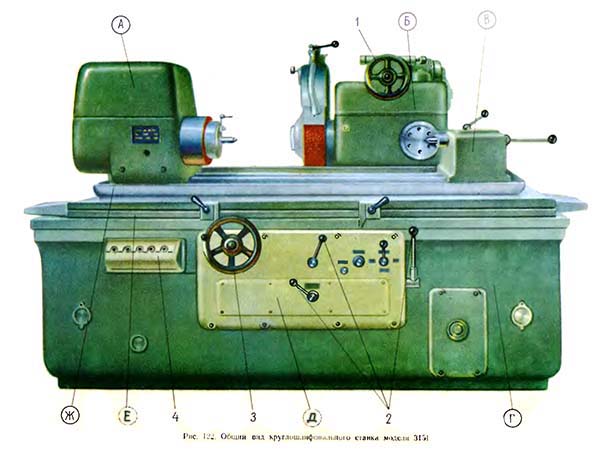
3151 станок круглошлифовальный с горизонтальным шпинделем универсальный. Назначение и область применения
Станок 3151 первая модель серии круглошлифовальных станков 3151, 3А151, 3А161, 3Б151, 3Б161, 3М151 с диаметром обработки Ø 200 и 280 мм.
Станок предназначен для наружного шлифования в центрах цилиндрических, пологих конических и торцовых поверхностей деталей.
Модель 3151 относится к группе станков с ручным управлением. Эти станки используют главным образом в мелкосерийном и индивидуальном производстве, в том числе для ремонта оборудования.
Принцип работы круглошлифовального станка 3151
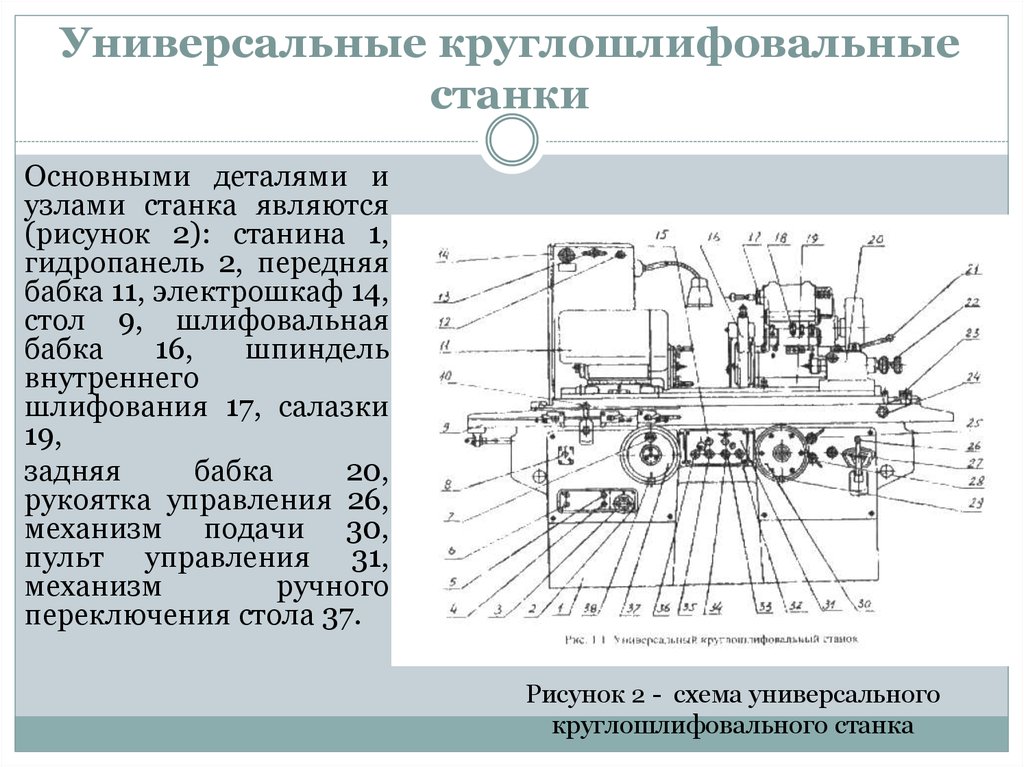
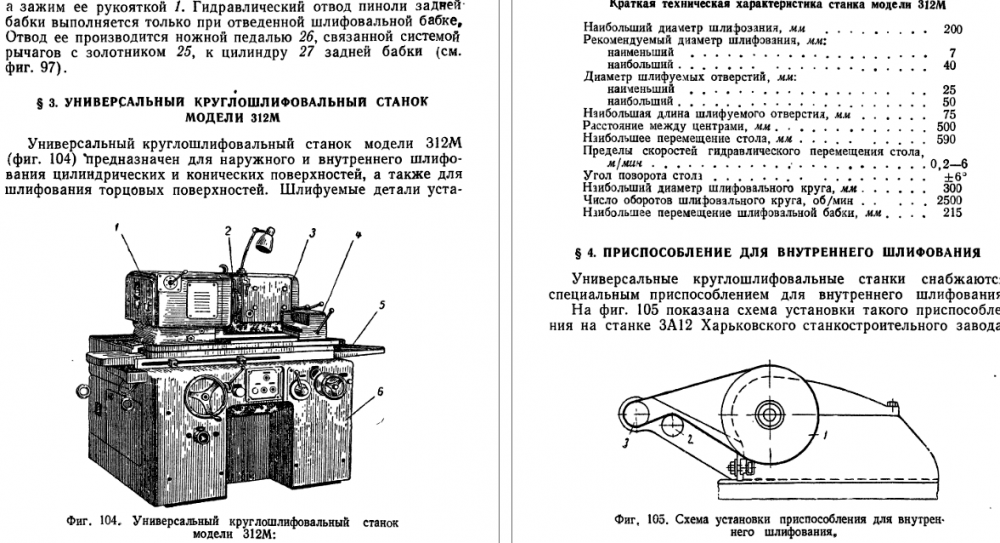
Станок 3151 относится к числу простых круглошлифовальных станков, на которых можно шлифовать детали как в центрах, так и в патроне и получать точные цилиндрические, конические и торцовые поверхности. Универсальный круглошлифовальный станок отличается от простого тем, что имеет приспособление для внутреннего шлифования и поворотную шлифовальную бабку, дающую возможность шлифовать короткие крутые конусы в центрах.
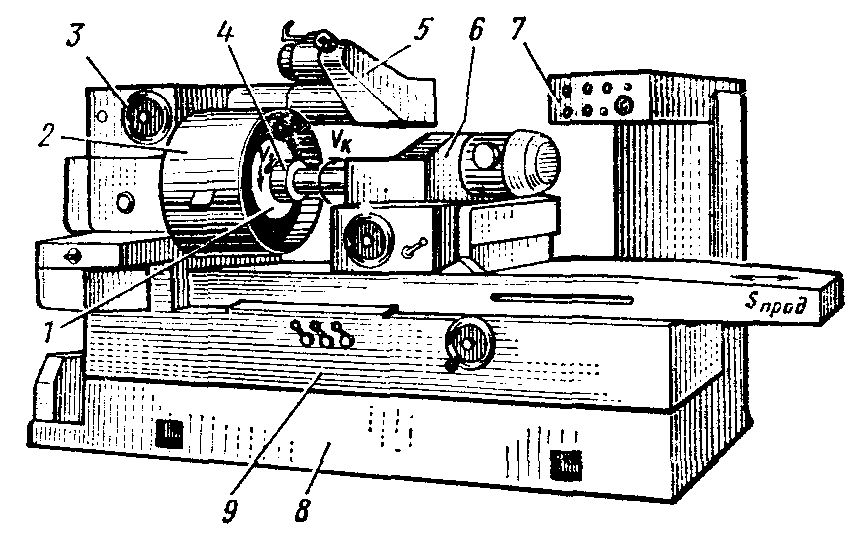
Обрабатываемая деталь закрепляется в неподвижных центрах передней и задней бабок, установленных на поворотной плите стола. При помощи поводкового патрона шлифуемой детали сообщается вращательное движение, окружная скорость которого соответствует скорости круговой подачи.
Шлифовальный круг, закрепленный на шпинделе шлифовальной бабки, вращается с постоянным числом оборотов. При шлифовании цилиндрических деталей ось центров бабок устанавливают параллельно направляющим стола, а при шлифовании конических деталей поворотную плиту располагают так, чтобы ось центров бабок составляла с направляющими стола угол, равный половине угла конуса обрабатываемой детали.
Для обработки деталей на круглошлифовальном станке модели 3151 применяются следующие способы:
1. Способ продольной подачи, при котором за (каждый оборот шлифуемой детали последней сообщается продольное перемещение на величину, составляющую от 0,25 до 0,7 ширины шлифовального крута; для снятия же всего припуска на обработку в конце каждого или двойного хода стола шлифовальной бабке сообщается микрометрическая поперечная подача.
Этот способ применяется только для обработки поверхностей вращения с прямолинейной образующей; он обеспечивает максимальную точность обработки.
2. Способ врезания шлифовального круга в деталь при отсутствии продольной подачи; ширина круга должна быть больше длины шлифуемого участка. Данный способ характеризуется высокой производительностью; он. позволяет шлифовать как цилиндрические, так и конические и фасонные поверхности вращения.
3. Способ глубинного шлифования, при котором шлифовальный круг, имеющий заборную коническую часть, устанавливают на полную глубину припуска на обработку.
Наиболее часто данный способ шлифования применяется для обработки жестких валов, не требующих особо высокой точности изготовления.
Конструктивные особенности круглошлифовального станка 3151
Особенность конструкции большинства круглошлифовальных станков, и в частности станка модели 3151, заключается в наличии двух независимых приводов подач. Один из них служит для круговой подачи детали, второй — для продольной подачи стола и поперечной подачи шлифовальной бабки.
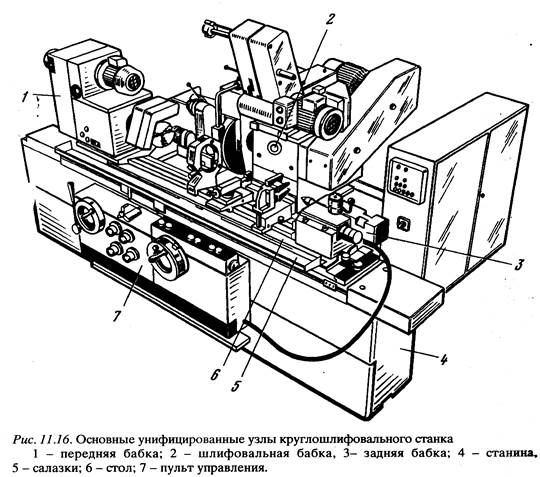
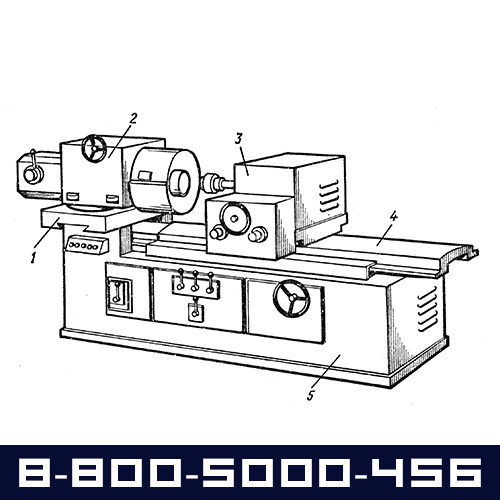
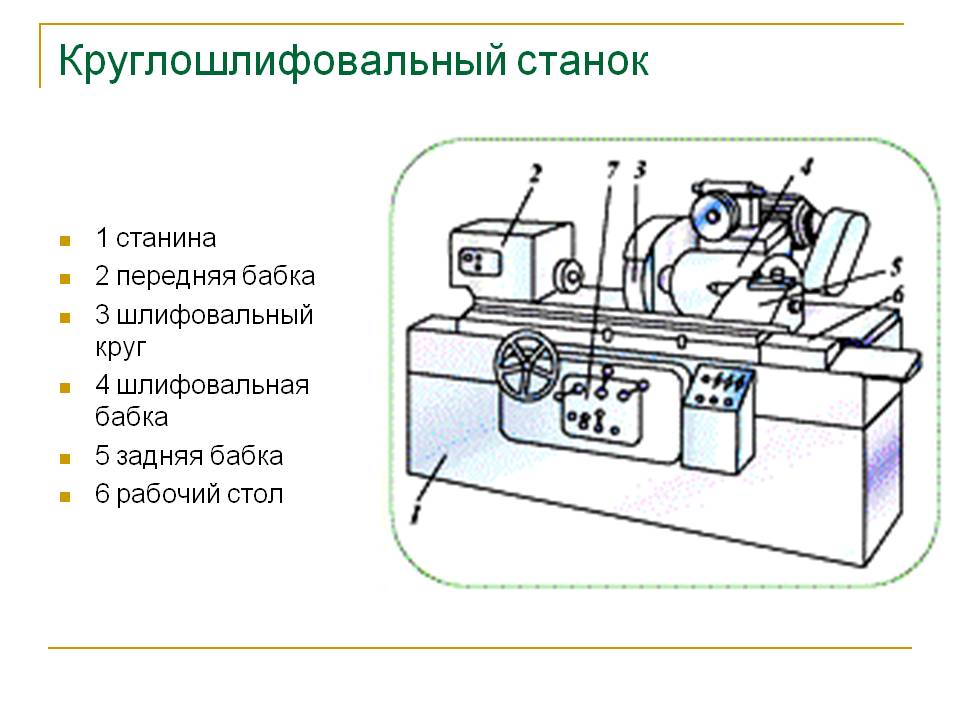
Другой важной особенностью является применение неподвижного шпинделя бабки изделия. Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка
Основные части станка: станина, стол, шлифовальная бабка, передняя бабка, панель управления, задняя бабка.
Станок гидрофицирован. При помощи гидравлики осуществляются следующие движения:
- а) продольное перемещение стола в двух направлениях;
- б) автоматическая поперечная подача шлифовального круга;
- в) ускоренный отвод и подвод шлифовальной бабки;
- г) автоматическое выключение механизма ручного перемещения стола при выключенной гидравлической подаче.
Ручное перемещение стола и подачу шлифовального круга, используется главным образом при наладке станка.
Основные отличия станков 3151, 3А151, 3А161, 3Б151, 3Б161
Станки моделей 3А151 и 3А161 рассчитаны главным образом на работу в условиях серийного и массового производств, но могут также использоваться в единичном производстве.
Станки моделей 3Б151 и 3Б161 не имеют гидравлического механизма врезания. Они предназначены в основном для выполнения продольного шлифования и снабжены механизмом автоматической поперечной подачи, осуществляющейся при реверсе стола. На них можно выполнять также врезное и продольное шлифование при ручной поперечной подаче. Станки рассчитаны на работу в условиях серийного и единичного производства
Станки модели 3А151 отличаются от 3А161 наибольшим диаметром обрабатываемых изделий – Ø 200 и Ø 280 мм соответственно.
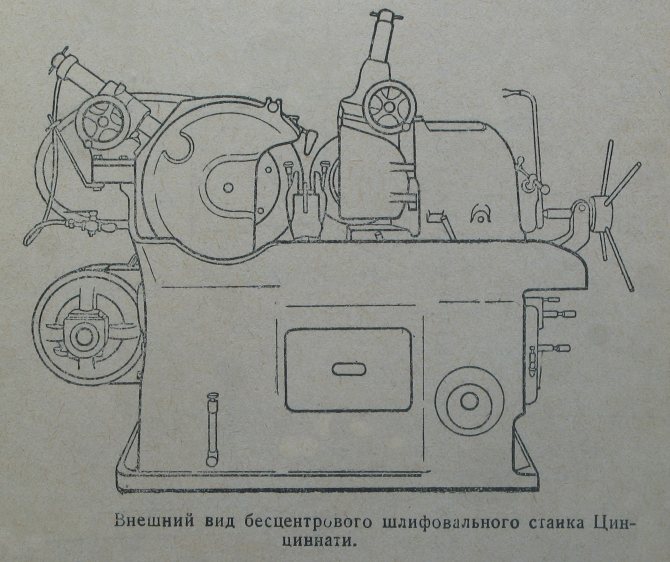
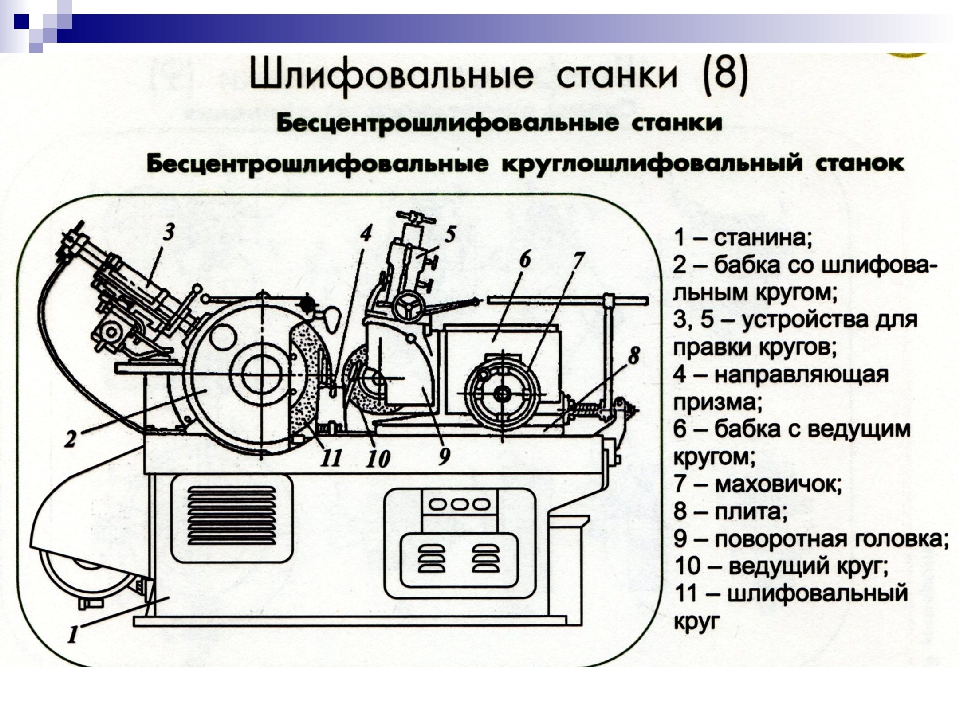
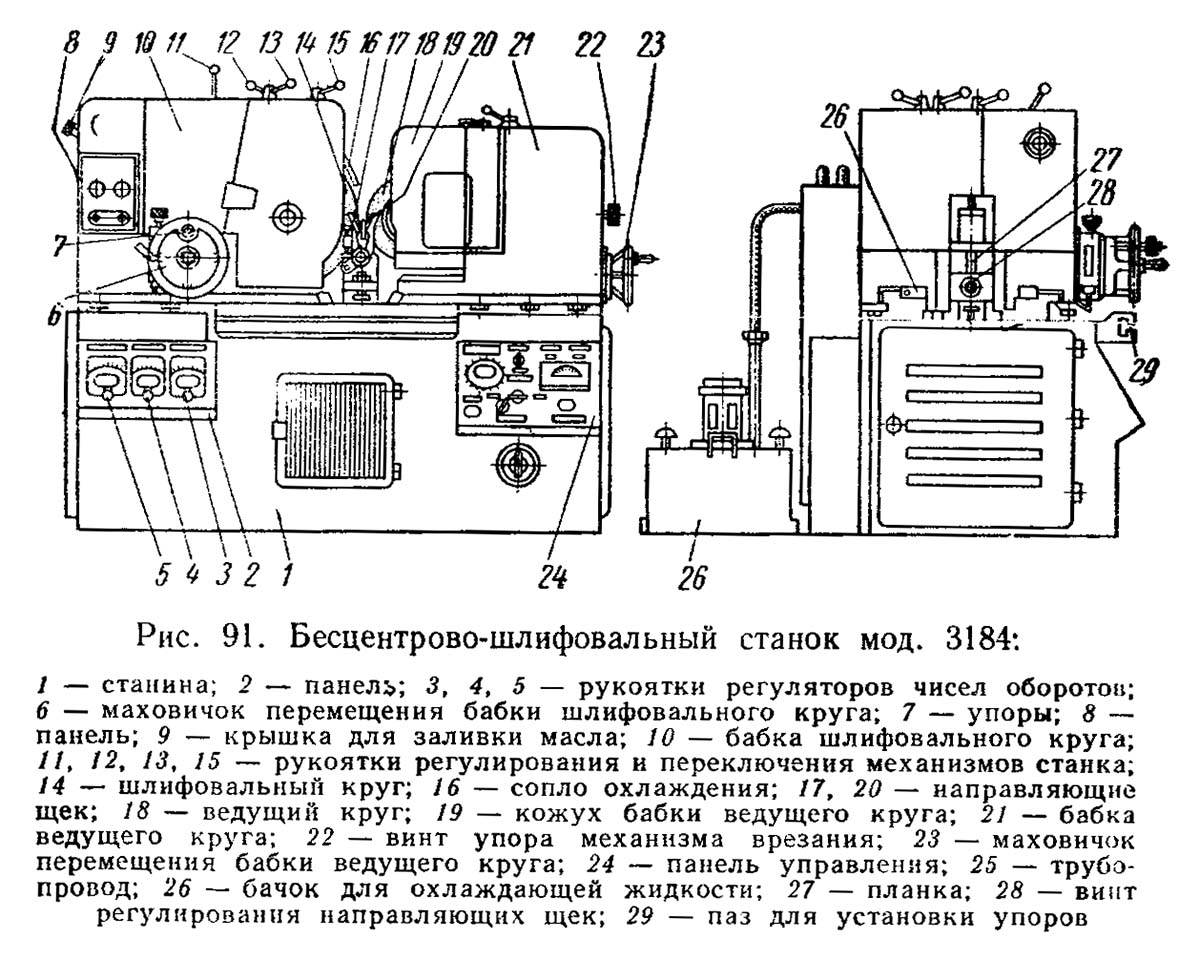
Бесцентровошлифовальные станки
Бесцентрошлифовальные станки используются для серийного и крупносерийного производства деталей из металла. Эти детали должны иметь форму тел вращения. Особенностью этой обработки, что заготовка не крепится в центрах или за хвостовик. По сути заготовка базируется на ноже, а регулировка высоты центра заготовки относительно центров шлифовальных кругов регулируется высотой ножа и расстоянием от заготовки до ведущего круга.

Ведущий круг как правило изготовлен из жесткой резины, а шлифовальный круг из абразива. Правку имеют оба круга.Абразивный круг правится при тех же условия что и на любом другом шлифовальном станке, а ведущий круг только при засаливании и появлении черноты.На качество обработки влияет частота и качество шлифовального круга.



На качество геометрии в значительной степени влияет угол поворота ведущего круга относительно оси. При увеличении угла разворота деталь быстрее проходит обработку и имеет меньшее качество обработанной поверхности, чем когда два круга (резиновый и абразивный) стоят параллельно. При изменении высоты ножа можно убрать конусность или цилиндричность получаемой детали.
Эти станки обладают целым рядом преимуществ
Высокая скорость обработки, позволяющая шлифовать тонкостенные детали даже из мягких металлов;
Особая технология процесса шлифования уменьшает вероятность появления биений;
Высокая точность получения идеальной цилиндричности детали.
Это оборудование применяется для создания автоматизированных линий.

На что обратить внимание при выборе круглошлифовального станка
На стадии подбора оборудования необходимо обратить внимание на стандартную комплектацию и возможности его модификации. В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC
В стандартную комплектацию входят:
В качестве примера рассмотрим круглошлифовальный станок с ЧПУ R-grind 1660 CNC. В стандартную комплектацию входят:
- линейные шкалы оси Х;
- шлифовальный круг с фланцем;
- алмазный карандаш для правки круга;
- набор вспомогательных инструментов;
- твердосплавный центр;
- гидростатические подшипники на шпинделе;
- система подачи СОЖ;
- система охлаждения гидравлического масла;
- освещение рабочей зоны.
В качестве дополнительного оборудования станка поставщик предлагает следующие элементы:
- приспособление для внутришлифовальных работ;
- комплект поводковых оправок;
- люнеты;
- самоцентрирующийся патрон;
- стенд для балансировки шлифовального круга;
- устройство для автоматической балансировки круга;
- контрольный измерительный датчик;
- систему фильтрации для СОЖ.
Шлифовка (шлифование) — способ обработки детали до установленных размеров. Для этого используются абразивные материалы, нанесенные на шлифовальные круги. Круглошлифовальные портативные станки для работы по металлу имеют множество вариантов исполнения, как способ с ручным управлением, так и способ с системами ЧПУ (3у10а, серия станков Studer и др.).
Круглошлифовальные станки широко распространены в производственных предприятиях, которые занимаются выпуском продукции большими, средними, малыми сериями и даже единичными экземплярами. Универсальный круглошлифовальный станок имеет назначение для шлифования цилиндрических и конических деталей как внутри, так и снаружи.
Как правило, деталь попадает на такой станок для заключительной обработки, при которой обеспечивается высокая точность контроля по параметрам и чистоте поверхности.
Область применения
Круглошлифовальные станки применяются для наружной обработки цилиндрических и конических деталей из черного и цветного металла методом продольного, врезного и глубинного шлифования в условиях единичного, серийного и массового производства в сфере металлургии, машиностроения на производственных участках в цехах предприятий. Также упомянутое оборудование нередко можно встретить в лабораториях и исследовательских подразделениях заводов и фабрик. Компактные круглошлифовальные станки активно используются в ремонтных мастерских, на станциях обслуживания транспортных средств, в гаражах. Помимо этого, агрегаты применяются в мастерских профессионально-технических учебных заведений, готовящих специалистов станочников.
Особенности круглошлифовальных станков
Конструкция оборудования включает в себя следующие элементы:
- станина;
- верхние и нижние столы;
- устройство для внутренней шлифовки;
- пиноль;
- крепления для шлифовальных кругов;
- передняя бабка;
- электрошкаф;
- механизм правки абразивного круга;
- пульт управления.
Мы предлагаем купить станок круглошлифовальный, который дает возможность с высокой точностью обрабатывать любые металлические поверхности. Примечательно, что рабочие столы этих агрегатов могут быть оснащены дополнительными ребрами жесткости для повышения прочности и получения возможности работы с крупногабаритными деталями, демонстрирующими значительную массу. Гидравлические системы подачи заготовок обеспечивают циклическую обработку деталей с минимальными временными затратами.
В каталоге нашей компании можно купить круглошлифовальный станок с направляющими скольжения, которые закрыты специальными кожухами для предотвращения загрязнения. По ним перемещаются столы, приводимые в движение ручным механизмом или гидравлической системой. Наличие откидного индикаторного устройства на передней части высокопрочной станины позволяет с высокой точностью контролировать перемещения стола. Сегментные самоустанавливающиеся подшипники, на которые монтируется шпиндель шлифовальной бабки, обеспечивает жесткость опоры и повышенную точность вращения.
, поставляющая заказчикам из России и ближнего зарубежья оборудование для обработки металлических деталей, дает клиентам возможность купить станок круглошлифовальный с электроблокировкой двигателя шлифовальной бабки, защищающей оборудование от перегрузок. Примечательно и то, что наклонная рабочая поверхность агрегата помогает перемещать заднюю и переднюю бабки без потери соосности. В качестве инструмента для абразивной обработки деталей применяются шлифовальные круги различной зернистости и твердости. Для их правки используются специальные устройства с твердосплавными дисками.
Преимущества круглошлифовальных станков
Мы советуем посетителям купить круглошлифовальный станок, демонстрирующий такие плюсы, как:
- безопасность в использовании при соблюдении всех правил работы с оборудованием;
- автоматическая система смазки шпиндельных бабок, снижающая износ и увеличивающая срок эксплуатации шпинделей;
- система, дающая возможность регулировать скорость продольной передачи без рывков;
- ускоренная подводка и отведение шлифовального круга для экономии времени и увеличения производительности;
- высокая надежность в применении, обусловленная безупречным качеством комплектующих, из которых собираются круглошлифовальные промышленные станки;
- наличие эффективной системы охлаждения, позволяющей снижать температуру шлифовального круга в ходе вращения и продлевающей срок его использования;
- гидравлическое или ручное (механическое) высокоточное перемещение рабочих столов и шпиндельных бабок;
- устойчивость формы рабочей зоны при колебаниях нагрузки;
- приспособления, обеспечивающие быстрый съем фланцев и при необходимости их замену;
- наличие брызгозащитных щитков, предохраняющих попадание загрязненной металлическими частицами жидкости на одежду оператора;
- возможность установки магнитных сепараторов или бумажных фильтров для охлаждающей шлифовальный круг системы;
- надежные и долговечные электрические двигатели, умеренно потребляющие электроэнергию;
- стабильное качество обработки;
- ремонтопригодность и возможность замены узлов.
Круглошлифовальные станки
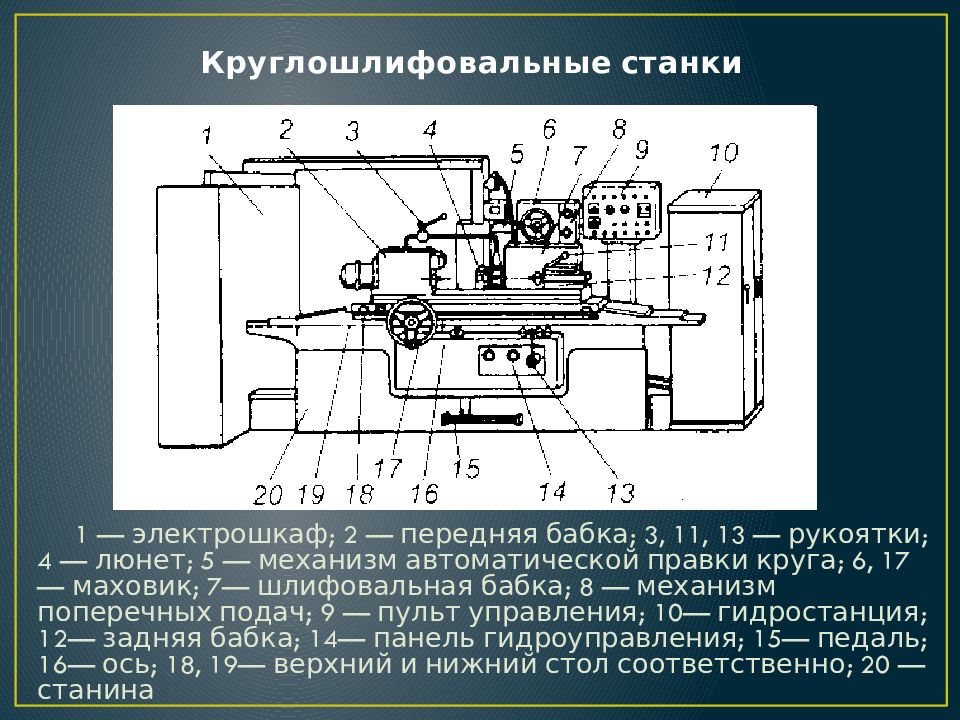
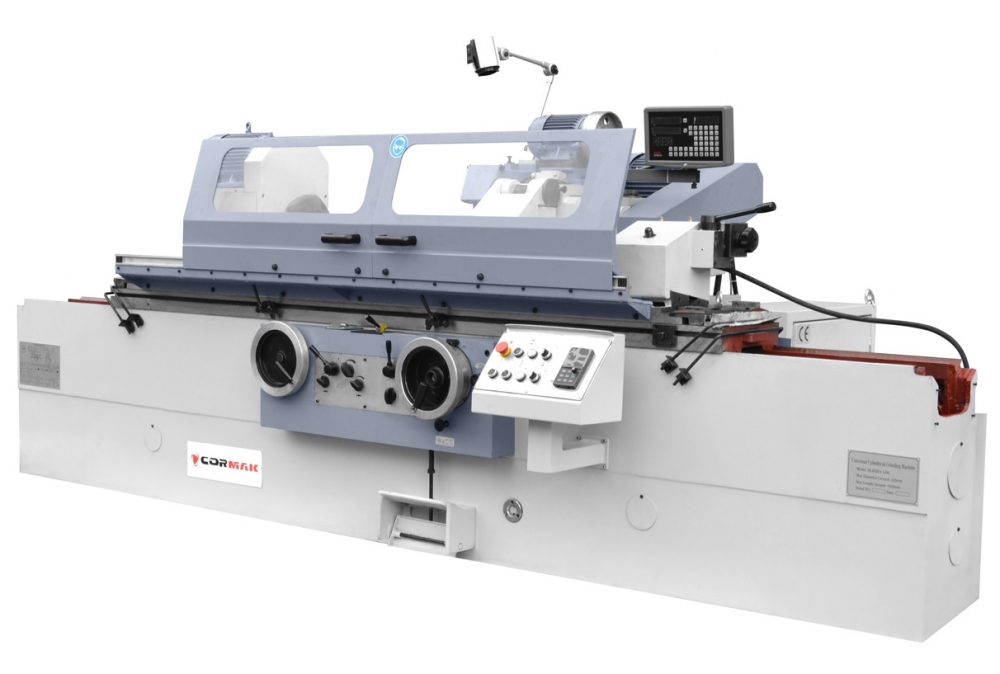
Для продольного и врезного шлифования наружных цилиндрических, пологих конических и торцовых поверхностей с установкой заготовок в центрах или патроне применяют круглошлифовальные центровые станки (рис. 1).
Технические характеристики станка мод. 3М151Ф2
| Максимальный размер устанавливаемой заготовки, мм: | |
| диаметр | 200 |
| длина | 700 |
| Частоты вращения заготовок, с–1 | 0,83…8,33 |
| Скорость шлифовального круга, м/с, не более | 50 |
| Рабочие подачи шлифовальной бабки, мм/мин: | |
| для предварительной обработки | 0,2…0,12 |
| окончательной | 0,1…0,6 |
| доводочные | 0,02…0,12 |
| Скорость, м/мин: | |
| быстрого подвода шлифовальной бабки | 1,7…0,93 |
| перемещения стола, м/мин (число ступеней 10) | 0,05…5 |
| Габаритные размеры, мм | 4950x2400x2170 |

Рис. 1. Круглошлифовальный центровой станок модели 3М151Ф2: 1 — электрошкаф; 2 — передняя бабка; 3, 11, 13 — рукоятки; 4 — люнет; 5 — механизм автоматической правки круга; 6, 17 — маховик; 7 — шлифовальная бабка; 8 — механизм поперечных подач; 9 — пульт управления; 10 — гидростанция; 12 — задняя бабка; 14 — панель гидроуправления; 15 — педаль; 16 — ось; 18, 19 — верхний и нижний столы соответственно; 20 — станина



Станок комплектуют специализированным устройством ЧПУ. Ввод УП выполняют посредством декадных переключателей. В управляющей программе размеры задают в абсолютных значениях. Число программируемых координат — 2. Работа выполняется последовательно по каждой координате. Станок оснащен двумя измерительными устройствами и соответствующими им корректирующими системами: для определения отклонения размеров заготовки и круга. Контроль диаметрального износа круга (координата Х) выполняют и корректируют при измерении заготовки в процессе обработки прибором активного контроля. Контроль базового торца заготовки (координата Z) осуществляют прибором осевой ориентации.
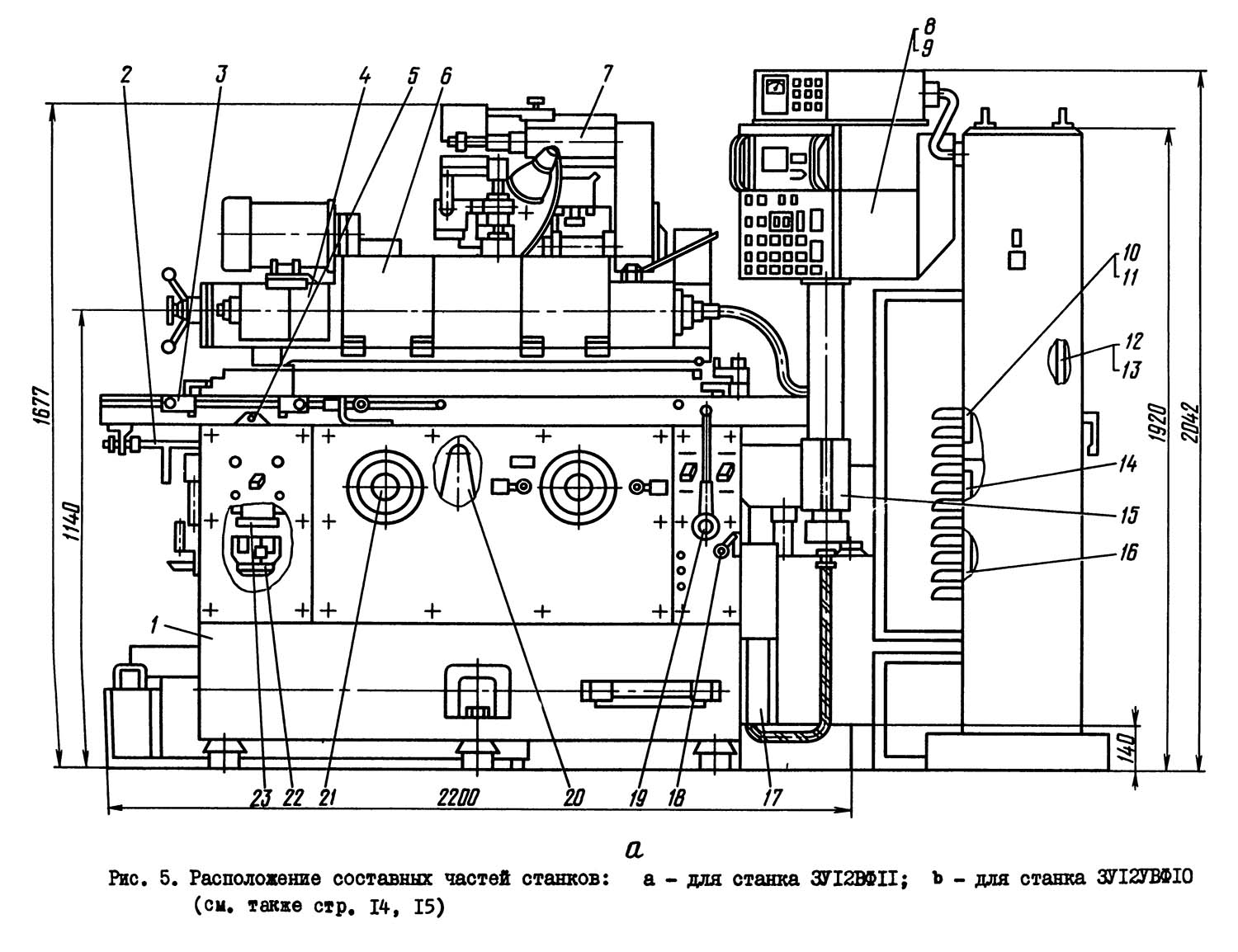
Пользующийся повышенным спросом универсальный круглошлифовальный полуавтомат особо высокой точности мод. 3У12АФ11 предназначен для шлифования наружных и внутренних цилиндрических, конических и торцовых поверхностей при установке деталей в центрах, кулачковом патроне, на планшайбе или цангах в условиях мелкосерийного и серийного производства.
| Технические характеристики универсального круглошлифовального полуавтомата, особо высокой точности мод. 3У12АФ11 | |
| Наибольший диаметр устанавливаемого изделия, мм | 200 |
| Наибольшая масса устанавливаемого изделия, кг | 20 |
| Наибольшая длина устанавливаемого изделия, мм: | |
| наружного шлифования | 450 |
| внутреннего шлифования | 75 при dотв = 50 мм |
| Суммарная мощность установленных электродвигателей, кВт | 10,29 |
| Габаритные размеры, мм, не более: | |
| без выносного оборудования | 2260x780x1680 |
| с выносным оборудованием | 3600x2260x2040 |
| Масса, кг: без выносного оборудования | 3500 |
| с выносным оборудованием | 4400 |
Значительным спросом пользуются круглошлифовальные станки, технические характеристики которых приведены в табл. 2.
Таблица 2. Технические характеристики круглошлифовальных станков
| Модель | Диаметр обработки, мм | Длина заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| КШ-3 СNC с ЧПУ | 200 | 400 | 10,0 | 2300x1760x1603 | 1850 |
| ВШ-152ВИ | 200 | 1000 | 9,0/11,0 | 2950x2295x2150 | 6000 |
Станок для наружного шлифования с ЧПУ типа CNC модели EJ 30 был разработан с учетом современного уровня технологии шлифования. Практический опыт в круглом шлифовании, новейшие принципы конструирования и современные технологии с использованием ЧПУ типа CNC были предельно точно применены к конкретным требованиям, предъявляемым специалистами к шлифовальным станкам.
Компоновка станков удовлетворяет любым задачам по шлифованию в единичном или серийном производстве. Это иллюстрируется следующими данными.
Технические данные станка модели EJ30
| Высота центров, мм | 150 |
| Диаметр обрабатываемой детали, мм | 290 |
| Длина зажима, мм | 800 |
| Длина шлифования, мм | 800 |
| Масса заготовки между центрами, кг | 80 |
| Узел шлифовального шпинделя | |
| Диаметр шлифовального круга, мм: max | 400 |
| min | 290 |
| Ширина шлифовального круга, мм | 63 |
| Мощность привода, кВт | 7,5 |
| Окружная скорость, м/с | 45 |
| Расположение шлифовального круга. | Слева |
| Характеристики станка | |
| Абразив | Корунд |
| Поперечная подача | Ось Х, ЧПУ типа CNC |
| Продольное движение | Ось Z, ЧПУ типа CNC |
| Точность позиционирования оси поперечной подачи, мм | 0,0001 |
| Масса станка, кг | Около 7000 |
| Габариты без системы охлаждения (Ш Г В), мм | 3,550×2,850×2,100 |
Примечание. Указаны максимальные величины.
Плоскошлифовальные станки
Плоское шлифование часто применяют вместо чистового строгания, чистового фрезерования и шабрения. Плоские поверхности можно шлифовать периферией и торцом круга (рис. 2). Разновидностью плоского шлифования является профильное шлифование, выполняемое на плоскошлифовальных станках (см. рис. 2, ж). При работе периферией круга на станках с прямоугольным столом припуск снимают следующими способами.
При поперечном шлифовании рабочими ходами поперечная подача круга (детали) вдоль оси шпинделя осуществляется за каждый ход стола; круг снимает слой материала толщиной, равной глубине резания, а по ширине, — равным поперечной подаче круга за один ход стола. После рабочего хода вдоль всей шлифуемой поверхности круг устанавливают на определенную глубину и снимают следующий слой. Рабочие ходы повторяются до полного удаления припуска.
При глубинном шлифовании круг снимает основную часть припуска за каждый ход стола. После каждого хода стола круг (стол) перемещается вдоль оси шпинделя на расстояние Н = 3/4…4/5 мм. Оставшуюся часть припуска (0,01…0,02 мм) снимают предыдущим способом.
При шлифовании ступенчатым кругом основная часть припуска распределяется между отдельными ступенями круга и снимается за один рабочий ход; последняя ступень снимает небольшой слой материала; затем выполняют чистовое шлифование поперечными рабочими ходами.

Рис. 2. Схемы обработки поверхностей при плоском шлифовании периферией и торцом шлифовального круга: а, ж — с прямоугольным столом; б — с круглым столом, торцом шлифовального круга; в — с прямоугольным столом; г — с круглым столом; д — с двумя вертикальными шпинделями и круглым столом; е — с двумя горизонтально расположенными шпинделями при одновременном шлифовании двух торцов заготовки; 1 — заготовка; 2 — верхняя линейка; 3 — нижняя линейка
Плоскошлифовальные станки по принципу работы делят на станки для шлифования периферией и торцом круга; по форме стола и характеру его движения — на станки с возвратно-поступательным и вращательным движением стола; по степени универсальности — на универсальные, полуавтоматические и автоматические. Плоскошлифовальные станки с прямоугольным столом выпускают с горизонтальным и вертикальным шпинделями; неавтоматизированные и полуавтоматические станки — с приборами активного контроля.
В мелкосерийном и среднесерийном производстве наиболее часто используют плоскошлифовальные станки с прямоугольным столом и горизонтальным шпинделем. В массовом производстве наибольшее распространение получили станки с круглым столом, а также двусторонние торцешлифовальные станки с горизонтальным и вертикальным расположением шпинделей (табл. 3 и 4).
Таблица 3. Технические характеристики плоскошлифовальных станков
| Модель | Размеры заготовки, мм | Мощность привода, кВт | Габариты (Д Ш В), мм | Масса, кг |
| ЗД711АФ10 | 230 450 | 2,2 | 1780x1480x1820 | 1735 |
| ЗД711ВФ11 | 240 630 | 4,0 | 2595x1775x2030 | 2850 |
| ОШ450 | 280 630 | 4,0 | 2340x1785x2030 | 2400 |
| ЗЛ722В (А) | 320 1250 | 11,0 | 4810x2630x2030 | 7000 |
| ЛШ324 | 800 1600 | 11,0 | 5580x3480x3900 | 12 000 |
Таблица 4. Технические характеристики профилешлифовальных станков
| Модель | Размер заготовки, мм | Перемещение стола, мм | Габариты (Д Ш В), мм | Масса, кг |
| 3951ВФ1У | 150 60 78 | 150 60 | 1955x1650x1960 | 2400 |
| 3952ВФ1У | 250x100x130 | 200 100 | 2035x1960x2035 | 3000 |
Плоскошлифовальный станок мод. 3Е711ВФ3-1 предназначен для шлифования заготовок различных профилей методом врезания, а также плоских поверхностей периферией или торцом шлифовального круга.
Переход с предварительного на чистовое шлифование обеспечивается датчиками. Класс точности станка В. Точность обработанной поверхности: отклонение от плоскости 4 мкм, параллельности 2 мкм, шероховатость Ra = 0,16 мкм. Станок применяют в условиях единичного и мелкосерийного производства.




Технические характеристики станка мод. 3Е711ВФ3B1
Размеры рабочей поверхности стола, мм . . . . . . . . . . . . . . . . . 400 200
Наибольшая скорость резания, м/с . . . . . . . . . . . . . . . . .35
Скорость, м/мин:
продольного перемещения стола . . . . . . . . . . . . . . . . . . . . 2…35
вертикального перемещения шлифовальной головки
(бесступенчатое регулирование) . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,015…1,5
Автоматическая вертикальная подача, мм
ступенчатая . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,002…0,01
в диапазоне 0…0,01 мм . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,002 мм
в диапазоне 0…0,1 мм . . . . . . . . . . . . . . . . . . . . . . . . . . . Через 0,02 мм
Автоматическая поперечная подача (бесступенчатое регулирование),
м/мин . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . . 0,16…10,0
Габаритные размеры станка, мм . . . . . . . . . . . . . . . . . . . . . . 303x2360x2080





